МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Московский автомобилестроительный колледж
Группа: 769р
Специальность: 1705
Курсовой проект на тему:
Разработка технологического проекта участка ремонта и монтажа шин
Разработал: Никифоров Д.В.
Принял: Мылов А.А.
Москва 2007
Содержание
1. Введение
2. Характеристика проектируемого участка
3. Расчет проектируемого участка
3.1 Расчет численности производственных рабочих
3.2 Подбор технологического оборудования
3.3 Расчет производственных площадей
4. Технологическая часть
4.1 Назначение, конструктивные особенности заданного узла, технические условия на дефектацию и ремонт деталей
4.2 Расчет ремонтных размеров
4.3 Разработка технологического процесса восстановления детали
4.3.1 Выбор рационального способа восстановления детали
4.3.2 Определение последовательности выполнения операций
4.3.3 Разработка операций технологического процесса
4.3.4 Расчет режимов обработки
5. Техника безопасности на проектируемом объекте и охрана окружающей среды
6. Конструкторская часть
6.1 Обоснование выбора приспособления
6.2 Устройство и работа приспособления
6.3 Расчет на прочность приспособления
7. Литература
1. Введение
Автомобильный транспорт в России в силу ряда причин приобретает все большее значение. Автомобили широко используются во всех областях народного хозяйства и выполняют значительный объем транспортных работ, а точнее служат для перевозки грузов и пассажиров.
Автомобили имеют широкий спектр применения в различных сферах и различных климатических условиях и в связи с этим подвергаются различным нагрузкам. Поэтому техническое состояние автомобиля в процессе длительной эксплуатации не остается неизменным. Оно ухудшается вследствие изнашивания деталей и механизмов, поломок и других неисправностей, что приводит к ухудшению эксплуатационных качеств автомобиля.
В деле развития системы ремонтных предприятий надлежит отдать предпочтение перед строительством новых авторемонтных предприятий перевооружению и реконструкции действующих заводов. При этом во главу угла должно быть поставлено внедрение самого передового оборудования и прогрессивной технологии. В совершенствовании технологических процессов важнейшее значение сейчас имеет широкое внедрение ресурсосберегающей технологии. Новая технология должна обеспечивать лучшее использование вторичного сырья, неметаллических материалов, более полную реализацию остаточной долговечности восстанавливаемых деталей.
Надлежит осуществить комплексные мероприятия по широкому внедрению в авторемонтном производстве средств механизации, по уменьшению доли ручного труда.
Одним из важных элементов конструкции автомобиля, является - шина. Каждая шина должна быть способна выдерживать вес транспортного средства, а также передавать как можно большую силу привода, торможения и боковые нагрузки.
Шины не держаться вечно, они изнашиваются. Их долговечность, заданная конструктивно, ограничена, с одной стороны, старением шин, и, с другой стороны, режимом эксплуатации. В целом долговечность шин определяется стилем вождения, нагрузкой автомобиля, условиями дорожного движения и уходом (давление воздуха).
Известные производители шин широко используют в настоящее время автоматизированные системы производства и обладают таким высоким стандартом качества, что бракованная продукция почти не появляется. Она отсортировывается в основном на конечной стадии жесткого контроля. Это, конечно, полностью не исключает разрывы шин, поступающих в торговлю, остаточный риск сохраняется. Но все же фактом остается то, что аварии из-за шин бывают, прежде всего, в результате плохого обращения с ними в процессе эксплуатации.
Ремонт шин автомобиля является объективной необходимостью, которая обусловлена технологическими и экономическими причинами. Ремонт шин автомобиля производится по потребности, выявляемой водителем в процессе эксплуатации. Его проводят в специально отведенных зонах. Для уменьшения простоя автомобилей все большее распространение находит использование специализированных постов, для выполнения конкретных трудоемких работ, с использованием соответствующего современного высокопроизводительного оборудования.
Для шин установлены два вида ремонта: местный, при котором устраняют местные повреждения, и восстановительный, предусматривающий наложение нового протектора.
При проектировании данного участка были применены более рациональные способы восстановления шин, нужные модели станков и различного оборудования, что позволило сократить время на выполнение различных технологических операций и повысить качество выполняемых работ.
2. Характеристика проектируемого участка
Участок ремонта и монтажа шин автомобилей предназначен для выявления неисправностей и ремонта шин.
Участок рассчитан на 7530 автомобилей в год. Для этого на нем имеется 8 рабочих мест. Для обеспечения ремонтных работ без временных задержек и простоев, количество штатных рабочих составляет 8 человек. В рабочем процессе задействованы квалифицированные рабочие, отвечающие за качественное обслуживание.
На участке выполняются следующие виды работ:
- монтаж и демонтаж шин;
- ремонт камер;
- ремонт радиальных и диагональных шин;
- балансировка колес.
Для выполнения ремонта и монтажа шин участок оборудован стендом для монтажа-демонтажа шин, устройством для накачки бескамерных шин, стационарным компрессором, воздухораздаточной автоматической колонкой, электровулканизатором, балансировочным стендом.
За соблюдением правил безопасности труда и противопожарной безопасности на участке имеется ответственное лицо. Эту должность совмещает бригадир.
3. Расчет проектируемого участка
3.1 Расчет численности производственных рабочих
Годовой производственный фонд времени рабочего места:
Фрм
=Тсм
(Дкг
-Дв
-Дпр
), где
Тсм
– продолжительность рабочей смены (ч.);
Дкг
– число календарных дней в году;
Дв
– число выходных дней в году;
Дпр
– число праздничных дней в году.
Фрм
=8,2 х (365-104-12)=2042 ч.
Действительный производственный фонд времени:
Фпр
=( Тсм
х (Дкг
- Дв
-Дпр
-Дотп
)) х Кп
, где
Дотп
– дни отпуска (24 дня);
Кп
– коэффициент пропуска рабочих дней по уважительной причине – 0,9.
Фпр
=(8,2 х (365-104-8-24)) х 0,9=1690 ч.
Принимаем: фонд рабочего места - 2070 ч.
Фонд производственного рабочего – 1820 ч.
Годовой объём работ:
Тг
=t х Nч
, где
Nч
– годовая производственная программа, шт.,
t – трудоемкость на единицу продукции, ч.мин.
Тг
=2,2 х 7530=16566 чел.час
Число штатных рабочих:
Ршт
= Тг
/ (Фпр
х Кпп
), где
Тг
– годовой объем работ, чел.час;
Фпр
– годовой фонд времени одного производственного рабочего, ч;
Кпп
– коэффициент учитывающий повышение производительности труда, 1,20-1,25
Ршт
=16566 / (1820 х 1,20)=7,58=8 чел.
Число явочных рабочих:
Ряв
= Тг
/ (Фрм
х Кпп
), где
Фрм
– годовой фонд рабочего места, ч.
Ряв
=16566 / (2070 х 1,20)=6,67=7 чел.
Число вспомогательных рабочих:
Рвсп
= Ршт
х Пвсп
, где
Пвсп
– процент вспомогательных рабочих, 0,25 – 0,35.
Рвсп
=8 х 0,25=2
3.2 Подбор технологического оборудования
Ведомость технологического оборудования
. Таблица 1.
| № |
Наименование |
Мар-ка |
Габаритные размеры, мм |
Кол-во |
Краткая хар-ка. |
| 1 |
Стенд для монтажа-демонтажа шин |
Ш-514 |
1162х715х1190 |
2 |
Производительность шин/ч…15-20 |
| 2 |
Устройство для накачки бескамерных шин |
С-414 |
675х485х1080 |
2 |
Размерность накачиваемых шин… от 155-330 до 185-355 |
| 3 |
Стационарный компрессор |
К 1 |
2300х750х1500 |
1 |
Производительность 2 м3
/мин. |
| 4 |
Воздухораздаточная автоматическая колонка |
С-411 |
Пульт 430х400х325
Колонка со стойками и барабанами 430х400х1600
|
1 |
Пределы измерения давления, 0-4 кгс/см2
. |
| 5 |
Мульда |
Ш-120 |
790х640х1000 |
1 |
Максимальный размер ремонтируемых повреждений, 100 мм. |
| 6 |
Электровулканизатор |
Ш-113 |
230х350х1505 |
2 |
Размер поверхности вулканизационной плиты, мм…220х180 |
| 7 |
Балансировочный станок |
К-121 |
1050х905х645 |
2 |
Максимальная масса балансируемого колеса, 40 кг. |
| 8 |
Спредер |
6184М |
910х670х1530 |
1 |
Развиваемое усилие, 2000 кгхс |
| 9 |
Станок для правки дисков |
RSM 180 |
1049х900х650 |
1 |
Максимальное усилие, развиваемое гидроцилиндром, 5000кг |
| 10 |
Сверлильный станок |
2С50 |
1110х870х2700 |
1 |
Наибольший диаметр сверления, 50 мм |
Ведомость организационно технологической оснастк
и. Таблица 2.
| № |
Наименование, марка |
Габаритные размеры, мм |
Количество |
| 1 |
Ящик для песка «5139» |
500х500 |
1 |
| 2 |
Пожарный щит «5589» |
1000х150 |
1 |
| 3 |
Щит с документацией
«ОРГ-1268-115»
|
1000х100 |
1 |
| 4 |
Шкаф для инструментов
с 5 полками
|
1112х1250 |
2 |
| 5 |
Верстак |
1300х740х850 |
2 |
3.3 Расчет производственных площадей
F=Fоб
х Kп
F – площадь производственных участков,
Fоб
– суммарная площадь занимаемая технологическим оборудованием, производственным инвентарем,
Kп
- коэффициент плотности расстановки оборудования, Kп
= 4.
F=Fоб
х Kп
=(1,162х 0,715+1,162х 0,715+0,675х 0,485+0,675х 0,485+2,3х 0,75+0,43х 0,4+0,43х 0,4+0,23х 0,35+0,23х 0,35+1,05х 0,905+1,05х 0,905+0,91х 0,67+0,5х 0,5+1х 0,15+1х 0,1+1,112х 1,250+1,112х 1,250+1,049х 0,9+1,11х 0,87+1,3х 0,74)х 4=13,691х 4=58,604 м2
Исходя из ГОСТ выбираем ширину 7 м, и длину 8 м.
4. Технологическая часть
4.1. Назначение, конструктивные особенности заданного узла, технические условия на дефектацию и ремонт деталей
Пневматические шины
Назначение
Пневматические шины являются одним из основных элементов ходовой части автомобиля.
В процессе эксплуатации шины обеспечивают смягчение возникающих при движении автомобиля толчков, ударов, вибрации, передачу тяговых и тормозных сил, сцепление колес автомобиля с дорогой, устойчивость, управляемость и безопасность движения, динамичность и плавность хода, проходимость в различных условиях дорог, а также влияют на расход топлива автомобилем и шумообразование.
Конструкция пневматических шин.
Пневматическая шина представляет собой упругую оболочку, предназначенную для установки на ободе колеса и заполняемую воздухом под давлением. В зависимости от способа герметизации пневматические шины производятся в камерном и бескамерном исполнении.
Камерная шина состоит из покрышки и ездовой камеры с вентилем. Грузовые камерные шины, монтируемые на плоские разборные обода, включают также ободные ленты. Ободная лента — в виде профилированного резинового кольца — располагается между бортами покрышки, камерой и ободом колеса; предохраняет камеру от защемления между бортом покрышки и ободом, а также от повреждения неровностями обода.

Камерные шины грузовых (а) и легковых автомобилей (б) (разрез):
1 - покрышка; 2 - ездовая камера; 3 - ободная лента; 4 - вентиль; 5 - обод.
Бескамерная шина представляет собой усовершенствованную покрышку, которая одновременно выполняет функции обычной покрышки и камеры. Воздушная полость в бескамерной шине образуется покрышкой и ободом колеса.

Бескамерная шина (разрез):
1 - покрышка; 2 - герметизирующий слой; 3 - обод; 4 - вентиль.
Покрышка — упругая резинокордная оболочка пневматической шины, воспринимающая тяговые и тормозные усилия и обеспечивающая сцепление шины с дорогой. Основными элементами покрышки являются: каркас, брекер, протектор, боковины и борта.
Ездовая камера — кольцевая резиновая трубка со специальным вентилем, заполняемая воздухом.
Каркас — резинокордная основа (силовая часть) покрышки. Выполнен из одного или нескольких слоев прорезиненного корда с резиновыми прослойками, закрепленных на бортовых кольцах.
Брекер — состоит из одного и более слоев разреженного прорезиненного корда, разделенных резиновыми прослойками, расположен между каркасом и протектором.
Протектор — наружная часть покрышки, представляющая собой массивный слой резины с рельефным рисунком на внешней поверхности. Он обеспечивает сцепление с дорогой и предохраняет каркас шины от механических повреждений.
На боковых стенках покрышки протектор переходит в более тонкие резиновые слои — боковины, прикрывающие боковые части каркаса.
Борта — состоят из одного и более проволочных колец, на которых закреплены слои каркаса, и обеспечивает крепление покрышки на ободе колеса.
В зависимости от материала корда в брекере, шины подразделяются на: шины с текстильным брекером (ТБ), металлобрекерные (МБ), а при использовании металлокорда и в каркасе и в брекере — цельнометаллокордные (ЦМК).
Радиальная шина (шина типа R) имеет меридиональное (от борта к борту) направление нитей в слоях каркаса, а направление нитей в слоях брекера близко к окружному.
В диагональной шине каркас и брекер состоят из наложенных друг на друга слоев корда, нити которых перекрещиваются под заданным углом. Угол наклона нитей в каркасе и брекере по середине беговой дорожки составляет 45°-60°.

Покрышки диагональной (а) и радиальной (б) конструкции (разрез):
1 - протектор; 2 - слой брекера; 3 - слой каркаса; 4 - резиновая прослойка каркаса; 5 - бортовая часть.
Радиальные шины имеют технико-экономические преимущества перед диагональными (повышенная долговечность, высокое сцепление с дорогой, пониженное сопротивление качению), что обуславливает сокращение расхода топлива, пониженное теплообразование и др. Однако диагональные шины предпочтительны для некоторых условий эксплуатации, например в условиях высокой ударной нагрузки на дорогах низкого качества и в условиях бездорожья.
Рельефная часть поверхности протектора, состоящая из совокупности выступов и выемок или канавок, называется рисунком протектора. По эксплуатационному назначению выделяют: дорожный, универсальный, повышенной проходимости и специальный (например, зимний) рисунки протектора.
Шины с дорожным рисунком протектора применяют на дорогах с твердым (асфальтовым и т. п.) покрытием.
Универсальный рисунок протектора наносят на шины, эксплуатирующиеся на дорогах с различным покрытием.
Шины с протектором повышенной проходимости предназначены для эксплуатации в условиях бездорожья.
Шины с зимним (специальным) рисунком протектора эксплуатируются на заснеженных и обледенелых дорогах.
| Типы рисунков протектора |
 |
 |
 |
Дорожный рисунок протектора. |
 |
 |
 |
Универсальный рисунок протектора. |
 |
 |
 |
 |
| Рисунок протектора повышенной проходимости |
Направленный рисунок протектора повышенной проходимости. |
Зимний рисунок протектора повышенной проходимости |
Направленный рисунок протектора (в соответствии с направлением вращения колеса) несимметричен относительно радиальной плоскости колеса. В некоторых моделях шин используется асимметричный (относительно центральной плоскости вращения колеса) рисунок протектора.
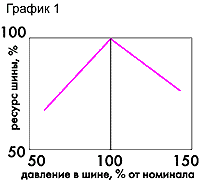
Что написано на шине?

Взяв одну из самых популярных моделей - шину "Gislaved-Nord Frost II", на ее примере попробуем рассказать, какую информацию несет на себе шина.
1.
Торговая марка.
2.
Модель шины(обозначение рисунка протектора).
3. 175/70 R13
- обозначение шины(см. рис.).
Первое число указывает на ширину профиля "В" (а также и на семейство шин). Ширина профиля является чисто конструктивным размером шины, замеряемая по гладким боковинам на шине. Для эксплуатации же более важной является габаритная ширина "в", учитывающая толщину монтажных поясков, декоративных поясков и надписей на шине, она может превышать величину "В" примерно на 6%. Ширину шины, установленной на обод с другой шириной профиля (но допустимой по условиям эксплуатации), можно приблизительно определить путем прибавления или вычитания 5 мм на каждые 1/2 дюйма увеличения или уменьшения ширины профиля обода.
Второе число - отношение высоты профиля "Н" к его ширине "В", указанное в процентах (т.н. серия шины), - в нашем примере шина серии "70". Если второе число отсутствует, то данные по ширине указывают на H/B=0.82, т.е. на шину серии "82" (так называемая полно профильная шина). Во всех остальных случаях соотношение профиля должно быть указано.
Преимущества более широких шин по сравнению с узкими аналогичного размера - больший ресурс, большая грузоподъемность, лучшая передача тяговых, тормозных и боковых сил (меньший увод колеса), более быстрая реакция на поворот руля, меньшее сопротивление качению, возможность применения тормозных дисков большего размера.
Недостатки - большая стоимость, большее требуемое пространство, а также уменьшение предельных углов поворота колес, что связано с увеличением радиуса поворота, большее пространство для размещения запасного колеса, некоторое ухудшение плавности хода, повышенное сопротивление воздуха, менее благоприятные зимние качества, увеличенная склонность к аквапланированию уже при средней степени износа, меньший ресурс, увеличение усилия на рулевом колесе (при отсутствии усилителя).
R
- радиальная (D
- диагональная).
13
- диаметр обода в дюймах.
Чем меньше наружный диаметр шины, тем меньше напряжения в деталях трансмиссии и подвески. Недостаток - колесо в большей мере копирует дорожные неровности.
4.
Страна изготовления.
5.
Буквы "М + S" (mud + snow в переводе с английского - "грязь и снег") указывают на то, что шина рассчитана на эксплуатацию в зимних условиях или может использоваться при наличии грязи и снега, это зависит, как правило, от состава резины.
6.
Структура каркаса.
TREAD PLIES: 1 POLYESTER + 2 STEEL + 1 NYLON
- шина с 4-слойным поясом (1 слой - полиэстер, 2 слоя - сталь, 1 слой - нейлон).
SIDEWALL PLIES: 1 POLYESTER
- каркас и боковая стенка состоят из одного слоя полиэстера.
7. MAX LOAD RATING
- максимальная грузоподъемность шины в кг (или фунтах - LBS).
MAX. PERM. COLD INFL. PRESS
- максимальное давление воздуха в холодном состоянии в kPa (или в фунтах на квадратный дюйм - PSI).
8. TUBELESS
- бескамерная шина (TUBE TYPE
- камерная).
Применение бескамерных шин повышает безопасность, т.к. герметичный внутренний слой охватывает проколовший шину гвоздь или другой предмет, в результате чего выход воздуха предотвращается или сильно замедляется. Другие преимущества бескамерных шин меньший нагрев, более простой монтаж.
9.
Конструкция шины, определяемая расположением слоев в каркасе.

RADIAL
- радиальная шина, DIAGONAL
- диагональная (см. рис. 2, 3). Безопасность в отношении разрыва шины зависит, в первую очередь, от прочности каркаса. Для диагональных шин давление разрыва P>2 МПа, радиальных - не менее 2.5 МПа (эта величина значительно выше давления воздуха при эксплуатации, составляющего 0.2 МПа).
Радиальная шина в большей мере удовлетворяет требованиям безопасности.
Преимущества радиальных шин - меньший износ и меньшее сопротивление качению (и то и другое достигается за счет стабилизирующего действия пояса). На диагональных шинах в процессе контакта с дорогой изменяется направление скрещенных слоев, следствием чего является повышенное теплообразование в плоскости контакта, приводящее к износу и потерям на качение.
К преимуществам радиальной шины необходимо добавить:
· лучшую передачу продольных и боковых сил;
· безупречное качение по прямой;
· более быстрая реакция на поворот руля;
· лучшие характеристики упругости, что особенно заметно на скоростях свыше 80 км/ч и объясняется тем, что радиальная шина почти не изменяет своего профиля на большой скорости;
· большая грузоподъемность по сравнению с диагональной такого же размера.
Однако и диагональные шины имеют определенные достоинства, как, например, лучшее перераспределение местных нагрузок, что немаловажно при движении по пересеченной местности либо при наезде на большой камень, вследствие чего они еще долго будут использоваться на сельскохозяйственных и внедорожных машинах.
Диагональные шины и получившие в настоящее время исключительное распространение радиальные шины со стальным кордом имеют настолько различные свойства, что смешанная установка шин на автомобиль запрещена в любом варианте.
10. DOT P1FH ARDU
- условное обозначение "DOT" указывает на соответствие шин требованиям нормативных документов министерства транспорта США.
11. ONLY SPECIALLY TREINED PERSONS SHOULD MOUNT TIRES.
Предупреждение по безопасности: Серьезные последствия могут быть вызваны:
· повреждением шины из-за пониженного давления в ней или перегрузки - следуйте руководству пользователя или инструкции по использованию шин на транспортном средстве,
· разрывом шины или ее борта из-за неправильного монтажа - давление на посадочное место не должно превышать 40 psi (275 kPa) - поэтому монтаж шин должен проводить только соответствующим образом обученный персонал.
12.
Код даты изготовления: первые две цифры - порядковый номер недели (23-я неделя), третья цифра - год (1997г.).
13.
Знак о проведении испытаний по правилам ЕЭК ООН.
Цифра указывает страну, в которой проводились испытания.
14.
Индекс грузоподъемности и скоростная категория.
82
- индекс грузоподъемности, в нашем случае ему соответствует допустимая масса, приходящаяся на шину, равная 475 кг.
Q
- скоростная категория, указывающая на максимальную скорость движения для легковых автомобилей (см. табл.).
| Зависимость скорости движения от категории шины |
| категория |
скорость |
категория |
скорость |
категория |
скорость |
| P |
150 |
S |
180 |
V |
240 |
| Q |
160 |
T |
190 |
W |
270 |
| R |
170 |
H |
210 |
Y |
300 |
Дефектация деталей шин.
На двух фотографиях внизу изображены самые распространённые сквозные повреждения, которые встречаются у колёс.
 |
 |
| Сквозное повреждение в плечевой зоне. |
Повреждение от штыря. |
Следует также остановиться на бескамерных шинах. Гвоздь или другой острый предмет в такой шине даст о себе знать не сразу: можно проехать не одну сотню километров - давление в шине не снизится. Но при этом в зоне прокола происходит дальнейшее, на первых порах незаметное расслоение каркаса или иное разрушение. Поэтому периодически осматривайте покрышки и проколы, ремонтируйте не откладывая.
Устранение этих повреждений производится при помощи манжет, наложенными на сквозной повреждённый участок с внутренней стороны шины. Однако такая мера возможна только как временная аварийная мера в пути. Работа покрышки с вложенной в неё манжетой приводит к увеличению повреждений и постепенному перетиранию манжетой нитей каркаса. Работа на шинах с камерами, отремонтированными без вулканизации, приводит к быстрому отставанию заплат, поэтому при первой же возможности следует завулканизировать такую покрышку.
Ниже приводится таблица, которая позволяет оценить возможность ремонта шин с гарантией надёжности их эксплуатации.
Таблица составлена на основе отраслевых стандартов, поэтому, если шина не удовлетворяет указанным условиям, не стоит полагаться на чудо и пытаться ремонтировать её. Долго она всё равно не прослужит, а на ходу будет опасной.
| Дефект
|
Диагональные шины
|
Радиальные шины
|
| Проколы размером до 10 мм |
Допускаются без ограничения количества |
Допускаются без ограничений на расстоянии не менее 100 мм одного от другого |
| Внутренние или наружные повреждения одного слоя каркаса |
Допускаются не более четырёх повреждений размером до 100 мм |
Не допускаются для однослойных покрышек. Для остальных - одно повреждение размером до 50 мм вдоль нитей корда и до 30 мм - поперёк без повреждения брекера |
| Сквозные или несквозные повреждения более одного слоя корда |
Допускается одно повреждение размером до 50 мм |
Допускается одно повреждение по беговой дорожке размером до 30 мм или одно повреждение по боковине до 50 мм вдоль нитей корда и до 20 мм - поперёк |
Высококачественный местный ремонт должен обеспечить пробег шины не менее 15-18 тысяч километров (при условии соответствия повреждений допустимым). Стоимость такого ремонта составляет не более 10% стоимости новой шины, так что дело это, безусловно, выгодное для владельца.
Статическая балансировка колёс
Для предупреждения виляния колёс, вызываемого их неуравновешенностью (наличием дисбаланса), в процессе эксплуатации производят статическую балансировку всех колёс легковых автомобилей. Балансируют колёса непосредственно на автомобиле, пользуясь балансированными грузками, прикрепляемыми к ободу колеса с помощью пластинчатого пружинного держателя, входящего под борт покрышки.
Передние колёса балансируют на своих ступицах, а задние колёса – на одной из ступиц переднего колеса.
Перед балансировкой проверяют лёгкость вращения ступицы, для чего несколько ослабляют затяжку подшипников, колесо отчищают от грязи, проверяют состояние покрышки и правильность посадки её бортов на закраинах обода.
Вывешенное колесо вращают и наблюдают, в каком положении оно останавливается. Если оно каждый раз останавливается в одном и том же положении, то, следовательно, оно имеет явно выраженный дисбаланс. Кроме того, колесо, будучи повёрнуто в определённое положение, не должно самопроизвольно поворачиваться.
При обнаружении дисбаланса у колеса снижают давление в его шине до 0,02– 0,03 МПа (0,2 – 0,2 кгс/см2), снимают балансировочные грузики и выполняют балансировку следующим образом:
колесо приводят во вращение против часовой стрелки и отмечают мелом верхнее положение, в котором оно остановится, повторяют то же самое, вращая колесо по часовой стрелке. Расстояние между этими отметками делят пополам и делают соответствующую отметку. Полученная отметка будет указывать на наиболее мягкое место колеса. По обе стороны отметки устанавливают по одному грузику и вновь вращают колесо, следя за тем, в каком положении оно остановится. Если грузики окажутся внизу, то этих грузиков и будет достаточно для балансировки. Расположение грузиков вверху свидетельствует о том, что их сила тяжести является не достаточной и необходимо использовать более тяжёлые грузики.
Подобрав грузики, производят балансировку колеса, добиваясь его безразличного равновесия, т. е. возможности останавливаться после вращения в любом положении. Достигают этого, раздвигая грузики в обе стороны на равные расстояния.
После окончания балансировки повышают давление воздуха в шине до установленных пределов, затягивают подшипники колеса, восстанавливая прежнюю их регулировку. Балансировка колёс требуется после смены шин, вызывающего виляние колёс в горизонтальной плоскости при движении с определёнными скоростями, а также в случае утери балансировочных грузиков.
Все работы по обслуживанию шин выполняются при проведении ТО-1 и ТО-2.
В период между проведением технического обслуживания автомобилей необходимо проверять внутреннее давление в шинах и следить, не начинается ли интенсивный и неравномерный износ рисунка протектора.
Давление воздуха следует проверять лишь в полностью накаченных шинах посредством ручного манометра.
Показания ручных манометров требуют периодической проверки по контрольному манометру, имеющемуся в автохозяйстве.
В случае обнаружения начавшегося интенсивного износа рисунка протектора необходимо установить его причины и немедленно принять меры для их устранения независимо от сроков проведения техническое обслуживание автомобиля.
4.2 Расчет ремонтных размеров
Отверстия крепления колеса.
Расчет числа ремонтных размеров:
nотв
= Dmax
-Dн
/ γ
, где
Dmax
– максимальный диаметр отверстия, мм
Dн
– номинальный диаметр отверстия, мм
γ –
межремонтный интервал
γ =
2 х (β х И+z), где
И – износ детали, мм
Z – припуск на механическую обработку на сторону, мм
β – коэффициент неравномерности износа, который равен отношению максимального одностороннего износа к величине износа на диаметр
β = Иmax
/ И = 1.
γ =
2 х (1 х 1 + 0,1) = 0,6
nотв
= 16,8 – 15 / 0,6 = 3
Расчет значений ремонтных размеров:
Dpn
= Dн
+ nγ
Dp1
= 15+1 х 0,6 = 15,6 мм
Dp2
= 15+2 х 0,6 = 16,2 мм
Dp3
= 15+3 х 0,6 = 16,8 мм
4.3 Разработка технологического процесса восстановления детали
4.3.1 Выбор рационального способа восстановления детали
В процессе эксплуатации автомобиля каждый владелец рано или поздно сталкивается с необходимостью ремонта покрышек, камер и дисков. Объем и стоимость ремонта зависит от вида, выявленных в процессе диагностики неисправностей.
По видам неисправностей можно выделить следующие наиболее распространенные виды ремонта:
• Устранение дисбаланса колеса
Наименее трудоемким является ремонт, вызванный неравномерностью износа протектора. Необходимость такого ремонта выявляется в процессе диагностики колеса на балансировочном стенде. Как правило, неисправность удается устранить за счет установки на ободе колеса балансировочных грузов. После установки грузов проводится повторная проверка сбалансированности колеса. Если результат проверки оказался неудовлетворительным, то производится установка дополнительных грузов или изменение места уже установленных. Установка грузов не требует снятия колеса со стенда, поэтому ремонт происходит достаточно быстро. Балансировка может отличаться ценами, объемом выполняемых работ и качеством. Качество ремонта во многом зависит от возможностей балансировочных стендов и, конечно, от добросовестности его выполнения.
• Устранение порезов и проколов
Технология устранения порезов и проколов зависит от конструкции колеса.
В случае традиционной конструкции колеса, то есть при наличии камеры, ремонт покрышки производится только в тех случаях, когда ее поверхность имеет существенные повреждения, которые могут привести к дальнейшим разрушениям. Обычный гвоздь «пойманный» на дороге к таким повреждениям не приводит. Поэтому ремонт сводится к устранению негерметичности камеры. Раньше это достигалось с помощью специального оборудования, а процесс назывался вулканизацией.
В настоящее время более рациональным способом устранения незначительных порезов, является установка самоклеющейся заплатки, которые используются и для ремонта мелких повреждений (не более 6 мм) любой поверхности покрышек.
В случае бескамерной шины в задачи ремонта входит герметизация покрышки.
Для герметизации покрышки более рациональным способом является использование универсальных грибков и грибков с металлическим проводником, они могут применены для ремонта всех поверхностей радиальных и диагональных шин (поверхность катания, зона изгиба, боковая поверхность).
Усиленные грибки, предназначены для ремонта только поверхности катания шин.
• Восстановление протектора
Технология устранения порезов и проколов зависит от конструкции колеса.
Восстановление протектора необходимо при уменьшении глубины протектора до критической величины. Это сравнительно дорогостоящая операция, требующая применения специального оборудования. Как правило, такое оборудование имеется на шиноремонтных заводах, предпочитающих работать с «крупными» клиентами. Восстанавливать имеет смысл равномерно изношенную резину с неповрежденным кодом. Пробег восстановленной резины составляет приблизительно 70% - 90% от новой, а цена 40% - 60%.
• Ремонт дисков
Необходимость ремонта возникает при деформации дисков.
Ремонт радиальных и диагональных шин.
Данная инструкция знакомит с ремонтными работами, которые проводятся на боковине. Беговая дорожка и плечо шин ремонтируются аналогично.
1. Принимая шины в ремонт, внимательно проверяйте их общее состояние. Исследуйте все шины на наличие скрытых дефектов. Предварительно определите ремонтопригодность шины, для этого замерьте размеры повреждения, и по таблице предварительно подберите номер пластыря.
Замерьте расстояние от края повреждения до края борта шины. Размер должен, быть больше или равен значению, указанному в таблице выбора пластырей.
Если размеры повреждения превышают допустимые нормы, то шину ремонтировать нельзя.
2. Шина перед началом ремонта должна быть тщательно просушена. Сушку шин рекомендуется производить в сухом отапливаемом помещении. Для ускорения допускается сушить место повреждения лампой или струей подогретого воздуха с применением тепловентилятора, при этом нельзя допускать прогрева резины выше 80° С.
Используйте защитные очки!
3. Обработайте зону повреждения с внутренней и наружной стороны очистителем и с помощью скребка удалите загрязнения.
4. Вырежьте поврежденную резину ножом или колпачковым резцом. Удалите поврежденные концы корда (рис. 2). При ремонте беговой дорожки удалите ослабевшую, поврежденную или ржавую проволоку брекера кусачками.
5. Скруглите окончания трещин при помощи острого штифтового шерохователя или специально заточенной трубки.
6. Обработайте воронку повреждения в зоне стального корда с помощью отрезного диска (рис. 3) или шлифовального конуса и затем обработайте поверхность резины с помощью шероховального кольца так, чтобы получилась воронка в форме чашки (рис. 4)
ВНИМАНИЕ! Окончательно обработанная поверхность резины должна быть шероховатой (ни в коем случае не гладкой). Во время обработки не допускайте подгорания резины, для этого окончательную шероховку производите на малых оборотах инструмента (до 750 об/мин.)

7. Правильно подготовленная воронка повреждения (рис. 5).
ВНИМАНИЕ! Не загрязняйте зачищенную поверхность и не обрабатывайте очистителем. Не допускайте промежуточного хранения во избежание загрязнения и окисления обработанной поверхности.
8. Замерьте размер повреждения. При ремонте диагональных шин найдите число PR (число слоев корда), обозначенное на боковой стенке шины. Выберите нужный пластырь в соответствии с действующими таблицами и отметьте номер пластыря на шине мелом. Для расчета времени вулканизации замерьте максимальную толщину стенки в месте повреждения и сделайте отметку на поверхности шины.
9. Для правильной установки термопластыря проведите на внутренней стороне шины по центру места ремонта вспомогательные линии в радиальном и осевом направлениях (рис. 6). При ремонте боковины диагональных шин необходимо использовать специальные боковые пластыри с индексом “Б”, которые позволяют устанавливать их ближе к краю борта. Для удобства работы разведите борта шины при помощи борторасширителя.
10. Нанесите по центру каждой из сторон пластыря вспомогательные линии (рис. 7).
11. Установите термопластырь (стрелкой в направлении края борта) на внутреннюю сторону шины в месте повреждения так, чтобы вспомогательные линии на шине и пластыре совпали. Обведите термопластырь по контуру с припуском 5-10 мм
12. Случаи повреждений. Эскизы 8 а, б, в показывают установку термопластыря по принципу совмещения центра повреждения и центра термопластыря. Эскиз 8 г показывает возможность ремонта повреждения вблизи неремонтируемой зоны, при этом центр повреждений не совпадает с центром термопластыря. В этом случае край пластыря должен накладываться как можно ближе к краю борта.
13. На внутреннюю поверхность шины в месте ремонта необходимо аккуратно нанести очиститель на площадь, большую, чем выбранный термопластырь, аккуратно удалите загрязнения с помощью скребка. При этом избегать попадания очистителя на поверхность обработанной воронки (см. предупреждение к п.7).
Поверните шину так, чтобы место ремонта оказалось сбоку, и дайте просохнуть 10-15 мин.

14. Обработайте шину внутри размеченного участка (рис. 9) с помощью контурного круга или круглой металлической щетки. При ремонте бескамерных шин необходимо полностью удалить рыхлый герметичный слой до слоя плотной резины.
ВНИМАНИЕ! Обработку производить очень осторожно, чтобы не повредить нити корда.
15. Удалите пыль и резиновую крошку внутри и снаружи шины в месте ремонта с помощью щетки-сметки или пылесоса (рис.10).
Не допускается очистка сжатым воздухом, содержащим масло или влагу.
16. Проверьте качество слоя резины на обработанном участке. Полностью удалите мягкие, скатывающиеся при их отдирании частицы резины.
ВНИМАНИЕ! Окончательно обработанная поверхность резины должна быть шероховатой (ни в коем случае не гладкой). Во время обработки не допускайте подгорания резины, для этого окончательную шероховку производите на малых оборотах инструмента (до 750 об/мин.) проволочной щеткой..
17. Равномерно нанесите на подготовленную для установки термопластыря поверхность шины первый слой термораствора. Время сушки – 60 минут (проба тыльной стороной пальца - прилипания не должно быть).
18. После высыхания первого слоя термораствора на поверхности шины нанесите второй слой. Время сушки второго слоя 15-20 минут (проба тыльной стороной пальца должно ощущаться легкое прилипание). Для отсчета времени используйте таймер.
19. Снимите защитную пленку со стороны адгезивной резины от середины примерно на 5-7см в обе стороны (защитную пленку с верхней стороны термопластыря необходимо оставить).
20. Снимите бортовой расширитель. Пластырь с освобожденной средней зоной наложить на место ремонта, совмещая вспомогательные линии на пластыре и шине. Прикатайте середину пластыря роликом
21. Поочередно удалите обе части защитной пленки с пластыря. С усилием и без пропусков прикатайте всю поверхность пластыря прикаточным роликом.
22. При ремонте бескамерных шин, удаленный во время шероховки герметичный слой внутри шины вокруг термопластыря необходимо восстановить. Для этого нужно вырезать полоски сырой резины (1 мм) и прикатать их роликом по периметру пластыря с таким расчетом, чтобы перекрыть отшерохованную поверхность шины вокруг пластыря.
23. Нанесите на поверхность воронки два слоя термораствора. Время сушки – 60 минут (проба тыльной стороной пальца — прилипания не должно быть). После высыхания первого слоя нанесите второй слой. Время сушки второго слоя 15-20 минут (проба тыльной стороной пальца должно ощущаться легкое прилипание) (рис.12). Для отсчета времени используйте таймер.
ВНИМАНИЕ! Для сокращения времени допускается нанесение первого слоя термораствора одновременно на поверхность под пластырь и на воронку повреждения.
24. Для заполнения воронки повреждения шины нарежьте полоски сырой резины (3мм) шириной 10-15 мм и нагрейте их на специальной плите (рис. 13).
25. Произведите последовательное заполнение воронки полосками из сырой резины (3мм), тщательно прикатывая их друг к другу при помощи прикаточного ролика, не допуская образования воздушных пузырей (рис. 14).
26. Обрежьте неровности ножом, при этом уровень сырой резины, заполняющей воронку, должен превышать общий уровень поверхности шины минимум на 3 мм для шин Л/А и 5 мм для шин Г/А (рис. 15).
27. Произведите вулканизацию места ремонта при помощи вулканизаторов "Комплекс-1", "Комплекс-2" или "Комплекс-3" обеспечивающих режим одновременной вулканизации пластыря и воронки повреждения.
Соблюдайте требования инструкций по эксплуатации вулканизаторов!
Время вулканизации шин при температуре вулканизации 140
°С складывается из:
- 30 минут для прогрева нагревателей
- 5 минут на каждый миллиметр толщины шины с учетом толщины пластыря.
- при ремонте тракторных и вездеходных шин с глубоким профилем необходимо увеличить время вулканизации на 50%.
28. После проведения режима вулканизации шина должна остыть под давлением до t = 90°С.
29. Демонтируйте отремонтированную шину с вулканизатора.
30. После вулканизации проконтролируйте качество отремонтированной поверхности. Поверхность резины в месте ремонта должна быть плотной, без воздушных пор. Наличие воздушных пор говорит о недостаточном давлении в процессе вулканизации.
31. Отшлифуйте внешнюю сторону места ремонта до уровня основной поверхности шины. Используйте инструмент для шлифования (рис. 16). При шлифовке резина не должна тянуться и скатываться в комочки – это происходит в случае, когда резина недостаточно провулканизирована. Необходимо увеличить время вулканизации.
32. На камерных шинах присыпьте края пластыря безасбестовым тальком (арт. № 11 005).
33. При ремонте беговой дорожки восстановите рисунок протектора с помощью нарезателя протектора (рис. 17).
Перед вводом в эксплуатацию (монтажом) еще раз проверьте качество ремонта!
34. Произвести монтаж шины на диск, накачать и проверить на герметичность.
Эксплуатировать шину допускается через 3 часа после окончания процесса вулканизации. Отремонтированные шины следует устанавливать только на заднюю ось автомобиля!
Сравнительный анализ себестоимости ремонта автошин методом холодной и горячей вулканизации
1. Таблица расхода и стоимости материалов:
| Материалы |
Стоимость, руб. |
| Холодная вулканизация |
Горячая вулканизация |
| TL 142 |
ПР 142 |
ПР 142 (t) |
| Пластырь |
249,55 |
162,40 |
120,75 |
| Ликвид Баффер |
2,46 |
2,46 |
2,46 |
| BL цемент |
31,36 |
31,36 |
- |
| MTR раствор |
16,20 |
16,20 |
21,66 |
| Резина MTR 3 мм |
38,62 |
38,62 |
38,62 |
| Резина MTR 1 мм |
7,20 |
7,20 |
24,32 |
| Голубая резина SV |
21,83 |
21,83 |
- |
| Герметик |
4,22 |
4,22 |
4,22 |
| Итого: |
371,44 |
284,29 |
212,03 |
Из данной таблицы видно, что затраты на материалы при горячей вулканизации меньше чем при холодной на 35%.
2. Таблица расчета технологического времени на ремонт.
| Технологическая операция |
Затрачиваемое время, час. |
| Холодная вулканизация |
Горячая вулканизация |
| Разделка |
1 |
1 |
| Сушка |
24 |
24 |
| Заполнение повреждения |
1 |
2,5 |
| Установка пластыря |
1,5 |
| Вулканизация |
4 |
3 |
| Обработка герметиком |
0,5 |
- |
| Выдержка |
48 |
4 |
| Итого: |
80 |
34,5 |
Результаты данной таблицы показывают, что при ремонте шины методом горячей вулканизации более чем в 2 раза сокращается время ремонта.
Это достигается за счет сокращения времени выдержки при использовании пластыря для горячей вулканизации. Также сокращается время вулканизации за счет непосредственного контакта гибких нагревательных элементов с шиной, при этом не требуется дополнительное время на прогрев и подушек выравнивания давления, которые используются при работе с жесткими нагревательными элементами.
3. В результате проведенных статических и динамических испытаний на обкаточном стенде установлено, что прочность связи пластыря с шиной при холодной вулканизации лучшими импортными материалами фирмы Rema Tip-Top , Maruni, Tech составляет от 6,5 кгс/см2
до 8 кгс/см2
, (по ГОСТ необходимо не ниже 5 кгс/см2
).
При горячей вулканизации прочность связи составляет от 12 кгс/см2
до 16 кгс/см2
, что позволяет увеличить гарантийный пробег шин после ремонта на весь срок их эксплуатации.
В результате проведенного сравнительного анализа установлено, что при горячей вулканизации на оборудовании, материалами и по технологии фирмы снижается себестоимость и увеличивается производительность труда, повышается качество ремонта.
4.3.2 Определение последовательности выполнения операций
Ремонт мелких повреждений любой поверхности покрышек легковых автомобилей при помощи заплат (размеры повреждений не должны превышать 6 мм.)
1. Обследовать прокол с целью определения точного размера и направления повреждения.
2.Приложить заплату центром к повреждению, отметить размеры ремонтируемой поверхности, зачистить поверхность очищающей жидкостью, потом зачистить механически, удалить всю пыль и грязь.
3. Покрыть очищенную поверхность тонким слоем универсального цемента. Дать клею подсохнуть, после этого наложить заплату, крепко прикатать роликом начиная с центра и кончая краями заплаты.
Ремонт завершен.
Ремонт мелких повреждений любой поверхности покрышек легковых автомобилей при помощи грибков.
1. Обследовать повреждение с целью определения точной величины и направления канала повреждения. Угол между направлением канала повреждения и внутренней поверхностью не должен быть меньше 75 градусов.
2. Приложить пятку грибка центром к повреждению, отметить зону механической чистки в 6 мм. от краев пятки грибка.
3. Прочистить канал повреждения карбидным буром соответствующего диаметра.
4. Обработать отмеченную поверхность шины очищающей жидкостью, потом механически очистить и пылесосом удалить грязь.
5. Покрыть очищенную поверхность тонким слоем универсального цемента, дать клею полностью подсохнуть, наложить каплю цемента на отверстие канала повреждения.
6.Вставить ножку грибка в прокол изнутри шины и снаружи втянуть грибок до упора пятки грибка в шину.
7. Крепко прикатать пятку роликом начиная с центра и кончая краями.
8. Покрыть края пятки и прилежащую поверхность шириной 50 мм. тонким слоем герметика.
9. Отрезать лишнюю часть ножки только после накачивания шины воздухом.
Ремонт завершен.
4.3.. Разработка операций технологического процесса
Демонтаж колеса.
1.Затормозить автомобиль ручным тормозом, включить первую скорость в коробке передач и положить под остальные колеса упоры для предотвращения скатывания автомобиля при подъеме на домкрат.
2. Ослабить затяжку гаек крепления колеса, после этого вывесить колесо домкратом, отвернуть гайки и снять колесо.
3. Вывесить колесо домкратом, отвернуть гайки и снять колесо.
4. Полностью выпустить из шины воздух.
5. На стенде для монтажа и демонтажа шин произвести отжим борта покрышки от диска.
Монтаж колеса.
1. Перед монтажом шины на обод необходимо смазать борт шины и посадочное место обода смазкой (ГОСТ 13032), а камеру снаружи пропудрить тальком.
2. Обеспечить совмещение балансировочной метки на боковине шины с вентилем.
3. На стенде для монтажа и демонтажа шин произвести монтаж покрышки на диск.
4. Произвести накачку шины воздухом.
5. Вставить колесо и завернуть гайки крепления колеса.
Балансировка колес
Балансировку колес необходимо производить в сборе после каждого монтажа шины и при каждом втором техническом обслуживании (ТО-2). Балансировка производится со снятием колес с автомобиля или непосредственно на автомобиле с использованием при этом стационарных или передвижных станков. Перед балансировкой шины должны быть вымыты и очищены от грязи и посторонних предметов.
4.3.4 Расчет режимов обработки
Расчет режимов резания на разнохарактерные операции табличным методом.
Расчеты ведутся по справочнику «Режимы резания металлов» под редакцией Ю.В.Барановского, М, 1972 г.
005 Сверлильная
Материал – сталь 45 НВ 170 … 217 σ в
= 600 МПа
Оборудование – сверлильный станок 2А55
Приспособление – кондуктор
Содержание операции:
1. Сверлить шесть отверстий Д 8,4 мм под резьбу М10, инструмент – сверло Р6М5, Д – 8,4 мм.
2. Нарезать резьбу М10 х 1,5 в шести отверстиях, инструмент – метчик М10 х 1,5, Р6М5.
1. Сверлить шесть отверстий Д = 8.4 мм последовательно.
Определяем длину рабочего хода:
L р.х.
= L рез.
+ у
L рез.
= 15 мм
у = 5 мм
у – подвод, врезание, перебег
L р.х.
= 15 + 5 = 20 мм
1.2 Назначение подачи.
Для 1 группы подачи Lрез.
/d < 3
S о
= 0,16 мм/об.
1.3 Определение стойкости инструмента
Тм
= 20 мин.
При в до 10 мм, и количестве инструментов равном 1.
Тр
= Тм
х λ
λ= Lрез.
/Lр.х.
λ=15/20=0,75=0,7
отсюда Тр
= Тм
= 20 мин.
1.4. Определение скорости резания.
1.4.1 Определение скорости по нормативам:
v = v табл.
Х К1
х К2
х К3
К1
= 0,9 для НВ 170 … 229
К2
= 1,25 при Т до 30 мин.
К3
= 1,0 при L рез.
/d до 5
V = 19 х 0,9 х 1,25 х 1,0 = 21,4 м/мин.
1.4.2 Определяем частоту вращения шпинделя:
п = 1000 х V/ П х Д мин.-1
п = 1000 х 21,4/3,14 х 8,4 = 810 мин-1
1.4.2 Уточняем частоту вращения по паспорту станка:
п = 800 мин.-1
1.4.4 Определяем фактическую скорость резания:
Vфакт.
= 3,14 х 8,4 х 800 / 1000 = 21,1 м/мин.
1.5 Определяем основное технологическое время на обработку одного отверстия:
Тосн.1
=Lр.х.
/ п х Sо
мин.
Тосн.1
= 20/ 800 х 0,16 = 0,156 мин.
Т.к. отверстия обрабатываются последовательно:
Тосн.1
= Тосн.1
х п
Тосн.1
= 0,156 х 6 = 0,94 мин.
010 Протяжная
Сталь 45 , σв.
= 600 МПа , НВ 170 … 217
Оборудование – протяжной станок 7А510.
Приспособление – опорная
Протянуть отверстие о 30.
Инструмент – протяжка Р6М5, длина протяжки L = 525 мм.
1. Назначение скорости резания:
V = 6 м/мин.
Для 1 группы обрабатываемости и при получения 6 класса
Шероховатости.
1.1 Уточняем скорость по паспорту:
Vст.
= 6 м/мин.
Т.к. регулирование скорости бесступенчатое
2. Определение силы резания:
Р = 10 х F х в.
Н
F – сила резания на единицу длины режущей кромки
При подаче на зуб Sz
= 0,02 мм
F = 10,5 кгс/мм
в.
– суммарная длина режущих кромок всех зубьев,
одновременно участвующих в работе.
в.
= П х Д/ Zс.
х Zi
для круглого отверстия
в.
= Ви
х П/Zc.
х Zi
для шлицевых отверстий и пазов
Ви.
– ширина паза; n – число пазов
Zс.
– число зубьев в секции прогрессивной протяжки .
Для профильной : Zс.
= 1
Zi
– число одновременно работающих зубьев
Zi
= Lрез.
/t + 1
2. Нарезать резьбу М10 х 1,5
2.1 Определяем длину рабочего хода:
Lр.х. = 20 мм также как при сверлении
2.2 Устанавливаем подачу:
Sо
= 1,5 мм/об. Равна шагу резьбы
2.3 Устанавливаем скорость резания:
V = 11 м/мин.
При в = 10 мм и S = 1.5 мм/об.
2.4 Определяем частоту вращения шпинделя:
n = 1000 х V/П х Д мин.-1
n = 1000 х 11/ 3,14 х 10 = 350,3 мин.-1
2.5 Определяем основное технологическое время на обработку одного отверстия:
Тосн.2
= 20/ 350 х 1,5 = 0,038 мин.
Тосн.2
= 0,038 х 6 = 0,228 мин.
3. Определяем суммарное время обработки детали:
Тосн. = Тосн.1
+ Тосн.2
Тосн. = 0,94 + 0,228 = 1,168 мин.
Lрез.
= 50
t – шаг зубьев протяжки
t – 6 мм
Zi = 50/6 + 1 = 9
в.
= 3,14 х 30 х 9/1 = 648 мм
Р = 10 х 10,5 х 848 = 89000 П
Тяговая сила станка Q 100000 Н
Следовательно : Р< Q
3. Определяем коэффициент использования станка по мощности:
Определяем мощность резания:
Nрез.
= 7,0 кВт
При Р до 90000 и V = 6 м/мин.
По паспорту Nст.
= 17 кВт
К =Nрез.
/η х Nст.
η = 0,85
К = 7/ 0,85 х 17 = 0,484
4. Определяем основное технологическое время:
Тосн.
= Lp.x.
/1000 х К
4.1 Определяем длину рабочего хода:
Lp.x
= Lрез.
+ lп
+ lдоп.
Lрез.
– длина детали
l п
-длина рабочей части протяжки, при отсутствии чертежа lп
определяется по приложению 2 стр. 275
Lп
= 300 мм
Lдоп.
= 50 мм – дополнительная длина хода
Lp.x
= 50+300+50=400 мм
4.2 определяем коэффициент К, учитывающий соотношение скоростей рабочего V и обратного Vо.х.
ходов.
При Vо.х.
= 10 м/мин – ускоренный обратный ход
К = 1+V / Vо.х.
=1+6/10=1,6
Тосн.
= 400/1000 х 6 х 1,6 = 0,106 мин.
015 Фрезерная
Оборудование – 6М12П
Материал – сталь 45 НВ 170 … 217
Оборудование 6М12П, инструмент – торцевая фреза
Д = 100 мм; Zи
= 8; Т5К10
Фрезеровать поверхность 1.
1.Определение длины рабочего хода:
Lp.x
= Lрез.
+ у
у = 24 мм при в = 70 мм и Д = 100 мм стр. 101
Lp.x
= 150 + 24 = 174 мм
2. Определяем рекомендуемую подачу на зуб:
При глубине резания: t = 3 мм и НВ < 229
Sz
= 0.12 … 0,18 мм/зуб Sz
= 0,15 мм/зуб стр 85
3. Определяем стойкость инструмента:
Тм
= 120 мин стр.87
Тр
= Тм
= Кф
х λ
Кф
= 1 при одном инструменте в наладке
λ = Lpез
/ Lp.х.
= 150/174 = 0,87 0,7
т.к. λ > 0,7 то его можно не учитывать
Тр
= 120 х 1 = 120 мин.
4. Расчет скорости резания:
4.1 Нормативная скорость:
V = Vтаб.
х К1
х К2
х К3
Vтаб.
= 240 м/мин. При t = 3 ммV
Sz
= 0,15 мм/зуб
К1
= 1,1 при Д/В = 100/7 = 1,42
К2
= 0,9 при НВ 170 … 229
К3
= 0,6 для Т5К10 и Т = 130
Vтаб.
= 240 х 1,1 х 0,9 х 0,6 = 142,6 м/мин.
4.2 Определяем частоту вращения шпинделя:
n= 1000 х V/ П х Дфр. мин-1
n = 1000 х 142,6/3,14 х 100 = 455 мин.-1
Принимаем пст. = 400 мин.-1
4.3 Определяем фактическую скорость резания :
Vф.
= 3,14 х 100 х 400/ 1000 = 125,6 м/мин.
5. Определяем минутную подачу:
Sм.
= Sz
х Zи
х n мм/мин.
Sм.
= 0,15 х 8 х 400 мм/мин.
6. Определяем основное технологическое время:
Тосн. = Lр.х.
/Sм.
мин.
Тосн. = 174/480 = 0,363 мин.
7.Проверочные работы по мощности:
Nрез.
≤ Nдв.
η η = 0,85
Nрез.
=( Е V х t Zи
/1000) х К1
х К2
Е – табличная величина
У = 1,9 при Sz
до 0,16 мм/зуб и 102 и Д/В до 1,5
К2
- не учитывается для твердого сплава
К1
= 1,3 при НВ 170 … 229
Nрез.
= 1,9 х 125,6 х 3 х 8/1000 х 1,3 = 7,5 кВт
Nст.
= 9 кВт
7,5 < 9 х 0,85
5. Техника безопасности, охрана труда, промышленная санитария, пожарная безопасность, меры по охране окружающей среды
Ответственность за технику безопасности возлагается на руководителя автохозяйства. Он обязан организовать обучение рабочих, согласно видам выполняемых работ. Все рабочие, поступающие на работу, должны пройти вводный инструктаж, инструктаж на рабочем месте, а затем через каждые 6 месяцев работы периодический инструктаж.
Вводный инструктаж проводит инженер по технике безопасности. По прохождению вводного инструктажа, делают запись в карточке учета. Эта карточка должна храниться на рабочем месте.
Инструктаж на рабочем месте по профилю работы проводит руководитель соответствующего участка. По окончанию инструктажа делают запись в журнале регистрации инструктажа по технике безопасности. Этот журнал должен находиться непосредственно у руководителя производственного участка.
Для обеспечения техники безопасности труда на современном высокомеханизированном производстве необходимо производить ремонтные работы на оборудование, которое не предоставляло бы опасности захвата движущимися или вращающимися частями, ранения, ушибы и т.п., а так же рациональная организация производства, которое в процессе труда не вызывало бы физического утомления.
Не меньшее значение в возникновении несчастных случаев на предприятии имеет действие на организм человека различных факторов внешней среды, например, такие, как состояние воздушной среды ( ее температура, влажность, загрязненность пылью, вредными парами и газами), уровень освещенности рабочего места, наличие и интенсивность электромагнитных полей, ионизирующих излучений, шума, вибрации и т.п. Помимо того, что эти факторы при длительном воздействии на организм человека могут привести к тем или иным стойким изменениям в нем (профессиональным заболеваниям), они на любой стадии воздействия ослабляют организм, понижают внимание к опасностям и являются сопутствующей причиной возникновения несчастных случаев на производстве.
Условия и безопасность профессионального труда определяются как совершенством применяемых машин, механизмов, технологии и организации производства, так же и обеспечения санитарно-гигиенических условий труда.
Мероприятия по охране труда.
Мероприятия по охране труда должны обеспечивать права каждого работника на справедливые условия труда:
- Условия труда отвечают требованиям безопасности и гигиены.
- Рабочие обеспечиваются качественной, специальной одеждой и обувью
- Производится информирование рабочих о состоянии условий и охране труда на рабочем месте.
- Обеспечивается возмещение вреда, причиненного работнику в связи с исполнением им трудовых обязанностей и компенсацию морального вреда.
- Работникам предоставляется полная достоверная информация об условиях труда и требованиям охраны труда на рабочем месте.
- Производится распределение функций между специалистами по охране труда.
- Обеспечивается равенство прав и возможностей рабочих.
- Производится профессиональная подготовка, переподготовка и повышение квалификации.
- Рабочим предоставляется работа, обусловленная трудовым договором.
Мероприятия по технике безопасности.
1. При проведении монтажно-демонтажных работ необходимо соблюдать следующие правила по технике безопасности:
а) шиномонтажники должны пройти инструктаж по монтажно-демонтажным работам;
б) производить сборку обода с шиной только установленного размера для данной марки автомобиля;
в) перед демонтажем шины с обода необходимо полностью выпустить из шины воздух;
г) перед накачиванием шин на разборных ободьях с болтовыми соединениями необходимо убедиться, что все гайки затянуты одинаково, в соответствии с Руководством (Инструкцией) по эксплуатации автомобиля; не допускаются к эксплуатации ободья, у которых нет хотя бы одной гайки;
д) накачивание шины в сборе с ободом в шиномонтажном отделении производится в специальном металлическом ограждении, способном защитить обслуживающий персонал при самопроизвольном демонтаже;
е) при накачивании шины необходимо пользоваться специальными наконечниками, соединяющими вентиль камеры (шины) со шлангом от воздухораздаточной точки и обеспечивающими прохождение воздуха через золотник;
ж) в случае неплотной посадки бортов шины на полки обода после накачивания воздуха необходимо выпустить воздух из шины, демонтировать ее и устранить причину, вызывавшую неплотную посадку бортов шины, после чего произвести заново монтаж шины на обод, накачку шины и проверку плотности посадки бортов;
з) в целях уменьшения осевого и радиального биения колеса затяжку болтовых соединений обода и колеса необходимо производить в следующей последовательности: сначала завернуть верхнюю гайку, затем диаметрально противоположную ей, остальные гайки завертывать также попарно (крест на крест), постепенно в той же последовательности завернуть все гайки в соответствии с Руководством (Инструкцией) по эксплуатации автомобиля;
и) перед вывешиванием снимаемого колеса на домкрате необходимо затормозил» автомобиль ручным тормозом, включить первую скорость в коробке передач и положить под остальные колеса упоры для предотвращения скатывания автомобиля при подъеме на домкрат, ослабить затяжку гаек крепления колеса, после этого вывесить колесо домкратом, отвернуть гайки и снять колесо.
2.Запрещается:
а) демонтаж с обода шин, находящихся под давлением;
б) исправление положения бортовых и замочных колец, когда шина находится под давлением:
в) демонтаж с автомобиля одного из сдвоенных колес без применения домкрата, путем наезда второго сдвоенного колеса на выступающий предмет,
г) не допускается применение кувалд и подобных предметов при монтажно-демонтажных работах, способных деформировать детали колес.
3. Для предохранения золотников от загрязнения и повреждения все вентили должны быть снабжены металлическими, пластмассовыми или резиновыми колпачками.
Запрещается: заменять золотники различного рода заглушками.
Мероприятия по противопожарной безопасности.
В случае пожара, на предприятии имеются специальные пожарные краны, которые включают огнетушитель.
При проектировании и реконструкции производственные помещения должны быть предусмотрены противопожарные мероприятия в соответствии с нормами СН и П-II-А-80. Согласно этим нормам требований в помещение должны быть предусмотрены эвакуационные выходы, обозначенные специальными табличками.
Внутри помещений размещают пожарные планы, пожарные щиты из расчета один щит на 300-350 м2
производственной площади.
На щитах должны быть установлены огнетушители большой емкости (5 - 10) литров. Огнетушители необходимо заменять строго по инструкции приложенной к ним.
В помещениях, строго запрещается применять открытый огонь, должно быть запрещено курение. Не допускается разлив горюче-смазочных материалов, а особенно бензина. При разливе горюче-смазочных материалов нужно немедленно удалить с помощью опилок или песка. В помещениях ремонтных мастерских должны быть установлены ящики с песком.
Промышленная санитария.
Производственные помещения необходимо содержать в чистоте. В них должны регулярно проводиться влажная уборка, очистка пола от следов масел, грязи и воды. Полы должны быть ровными и прочными, иметь открытие с гладкой, но не скользкой поверхностью, удобной для очистки. В местах использования кислот, щелочей, нефтепродуктов полы следует изготавливать из материалов, устойчивых к воздействию этих веществ и не поглощать их.
Участки работ, на которых в соответствии с технологией выделяют вредные вещества, избытки теплоты, появляется шум, должны располагаться в отдельных помещениях, изолированных от других помещений стенами.
Мероприятия по охране окружающей среды.
Для снижения вредного воздействия предприятия на окружающую среду при его проектировании, строительстве и эксплуатации должны выполняться природоохранительные мероприятия.
Вокруг предприятия должна быть санитарно-защитная зона шириной не менее 50 м. Эту зону озеленяют и благоустраивают. Зеленые насаждения обогащают воздух кислородом, поглощают шум, очищают воздух от пыли и регулируют микроклимат.
С целью поддержания чистоты атмосферного воздуха в пределах норм на предприятии предусматривают предварительную очистку вентиляционных и технологических выбросов с их последующим рассеиванием в атмосферу.
Благоприятное воздействие на атмосферу в приземном слое оказывают искусственные водоемы, которые поглощают, увлажняют и ионизируют воздух.
Для сокращения расхода воды применяется система обратного водоснабжения, которая позволяет повторно использовать бывшую в употреблении воду после ее очистки в специальных устройствах. При этом чистая вода расходуется только на восполнение потерь из-за испарения и утечек вместе с осадкой грязи. Снижению расхода воды способствует и применение синтетических моющих средств.
6. Конструкторская часть
6.1 Обоснование выбора приспособления Спредер 6184М
Обоснованием выбора данного приспособления послужили его технические характеристики по отношению к другим приспособлениям того же типа.
Для сравнения в таблице приведены технические характеристики борторасширителей и спредеров.
| Параметры |
Ш-202 |
6184 М |
Ш-203 |
| Размеры обслуживаемых шин, мм |
От 155-330 до 370-508 |
| Развиваемое усилие, кг х с |
300 |
2000 |
600 |
| Рабочее давление воздуха, кгс/см2
|
5 |
6 |
8 |
| Грузоподъемность механизма подъема, кг |
- |
220 |
150 |
| Габариты, мм |
435х105х180 |
910х670х1530 |
1210х1440х860 |
| Масса, кг |
5 |
170 |
180 |
6.2 Устройство и работа приспособления
Спредер 6184М
с пневмоподъемником предназначен для разведения бортов шин с помощью пневмопривода и вращения шины вручную при осмотре и ремонте местных повреждений.
Спредер стационарный устанавливается на специальном фундаменте с приямком для пневмоподъемника. Он состоит из опорной плиты, на которой закреплен силовой пневмоцилиндр, на штоке которого, в свою очередь, находится опорный стол. К верхней крышке пневмоцилиндра крепятся два рычага с захватами, опорные ролики и стойка со светильником местного освещения.
На плите установлен пневмоподъемник для установки шины. Управление работой пневмоцилиндров осуществляется двумя кранами с ножным приводом.
Для работы со спредером шину закатывают на пневматический подъемник, поднимают ее, перекатывают на опорные ролики и устанавливают так, чтобы поврежденное место находилось над опорным столом спредера. На борта шины устанавливают захваты и, подав воздух в пневмоцилиндр, разводят борта и отжимают протекторную часть вовнутрь. После окончания работы спредер отключают от пневмосети.
6.3 Расчет на прочность приспособления
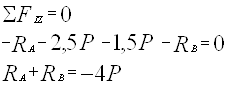
1. Составим уравнение суммы сил на ось Z.

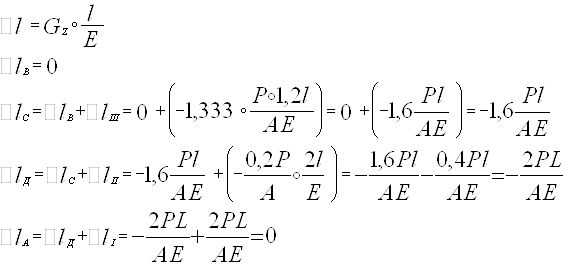
2. Уравнение деформации сжатия.

3. Определим продольную силу на каждом участке.
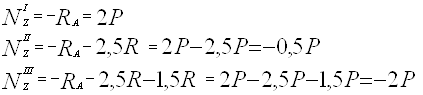
4. Определяем нормальные напряжения на каждом участке.

5. Определяем значение параметра нагрузки PT
.

6. Определяем осевое перемещение конуса стержня.
Дано: P2
’=P2
=16кН; Р1
=7кН; М=32кНм; q=0,8кНм
Определить реакцию опор конструкции.
Решение:

1. Выбираем тело, равновесие которого необходимо рассмотреть. Это конструкция АВД.
2. Равномерно распределенную нагрузку интенсивности q заменим сосредоточенной силой Q.  (площадь эпюра). Q приложен в точке С1
– центре тяжести эпюра. (площадь эпюра). Q приложен в точке С1
– центре тяжести эпюра.
3. Из точки А покажем оси координат Ах
и Ау
.
4. Отбросим связи А и В. Их действие на конструкцию АВС заменим реакциями связей:  (А – неподвижный шарнир), RВ
– перпендикулярна опорной поверхности (В – катковая опора). (А – неподвижный шарнир), RВ
– перпендикулярна опорной поверхности (В – катковая опора).
5. Выбираем аналитический способ решения.
6. Запишем уравнение равновесия конструкции АВД.

7. Из уравнений (1 – 3) определяем неизвестные RB
; XA
и YA
.
Рассмотрим уравнение (3)

откуда RВ
=14,478кН
Рассмотрим уравнение (1)

ХА
=22,4кН
Рассмотрим уравнение (2)

YА
=6,378кН
8. Проверка.
Для проверки правильности полученных результатов запишем уравнение:
 , где Н(-4;2) , где Н(-4;2)

Решение верно.
Список литературы
1. Дюмин И.Е., Трегуб Г.Г., Ремонт автомобилей. – М.: «Транспорт», 1999 г. – 279 с.
2. Сарбаев В.И., Селиванов С.С., Коноплев В.Н., Демин Ю.Н., Техническое обслуживание и ремонт автомобилей: механизация и экологическая безопасность производственных процессов. – Ростов на Дону: «Феникс», 2004г.
3. Румянцев С.И., Боднев А.Г., Бойко Н.Г. Ремонт автомобилей.– М.: Транспорт, 1988 г.
4. Бакфиш К., Хайнц Д., Новая книга о шинах. – М.: ООО «Издательство Астрель»: ООО «Издательство АСТ», 2003 г.
5. Епифанов Л.И., Епифвнова Е.А., Техническое обслуживание и ремонт автомобилей. – М.: Форум – Инфра-М, 2003 г.
6. Барановский Ю.В., Брахман Л.А., Быков Л.А., Режимы резания металлов, М., «Машиностроение», 1972 г.
|