Содержание
1. Классификация экономайзеров
2. Основные виды повреждений экономайзера
3. Причины расслоения пароводяной смеси в экономайзере
4.Мероприятия по контролю за работой экономайзера
5. Требования к конструкции обеспечивающие надёжность работы экономайзера
6. Определение возможности, параметров и срока безопасной эксплуатации экономайзера
7. Программа испытаний экономайзеров
8.Фрагмент технологической карты выполняемых работ при текущем ремонте экономайзеров котельной установки
Заключение
Список использованной литературы
Введение
В энергетике, химической, нефтехимической, нефтеперерабатывающей, металлургической и других отраслях промышленности широко используются традиционные кожухотрубные, змеевиковые, спиральновитые, пластинчатые и других типов теплообменные аппараты для жидких и газообразных сред.
Теплообменные аппаратыслужат для подогрева паром (водой) сетевой воды, используемой для отопления, вентиляции, горячего водоснабжения потребителей.При их проектировании и разработке режимов эксплуатации приходится выполнять сложные и ответственные расчеты, в том числе по определению тепловой или экономической эффективности теплообменников. Известно, что при прямоточных и оборотных системах их охлаждения (нагрева) на внутренних поверхностях труб образуются отложения накипи и продуктов коррозии, что приводит к снижению производительности аппаратов на 30 - 40 % и уменьшению их тепловой эффективности.
Поэтому в домашнем задании рассматривались вопросы эксплуатации, ремонта и испытания экономайзеров котельной установки.
Основными задачами при выполнении данной работы были:
- изучение информационных источников, технической документации по эксплуатации и ремонту теплообменных аппаратов.
- составление фрагмента технологической карты выполняемых операций при текущем ремонте экономайзера.
- разработка программу испытаний экономайзера.
1.
Классификация экономайзеров
Водяной экономайзер является неотъемлемой частью современного парогенератора. Экономайзер благодаря применению труб небольшого диаметра является недорогой и компактной поверхностью нагрева, в которой эффективно используется теплота уходящих газов. В связи с этим у современных парогенераторов водяной экономайзер воспринимает до 18% общего количества теплоты, переданной через поверхности нагрева парогенератора.
В водяных экономайзерах в зависимости от вида топлива и КПД парогенератора при нагреве воды на 1 К продукты сгорания охлаждаются на 2-3 К. В зависимости от температуры, до которой вода подогревается в экономайзере, их делят на некипящие и кипящие. Некипящими называют. При движении по каналу греющей среды стенки канала отбирают теплоту, аккумулируя ее в своем массиве. Затем при протекании нагреваемой среды температура ее повышается за счет передачи теплоты от поверхности нагретой стенки. Такие аппараты применяют, как правило, для нагрева воздуха или газов (например, регенеративные воздухоподогреватели).
Экономайзеры, в которых по условиям надёжности их работы подогрев воды производиться до температуры на 40 К меньшей, чем температура насыщения в барабане парогенератора. В кипящих экономайзерах происходит не только подогрев воды, но и частичное её испарение. Массовое содержание пара в смеси на выходе из кипящего экономайзера доходит до 15 %, а иногда и более. Гидравлическое сопротивление водяного экономайзера по водяному тракту для парогенераторов среднего давления не должно превышать 8 % рабочего давления в барабане.
В зависимости от металла, из которого изготавливаются экономайзеры, их разделяют на чугунные и стальные. Чугунные экономайзеры изготавливаются для работы при давлении в барабане парогенератора до 2,4 МПа, а стальные могут применяться для любых давлений.
На рис 1 показан общий вид экономайзера, собранного из описанных чугунных труб. Число труб выбирается из условия получения скорости продуктов сгорания в экономайзере в пределах 6-9 м/с при номинальной производительности парогенератора. Число горизонтальных рядов в экономайзере выбирается из условия получения необходимой поверхности нагрева.
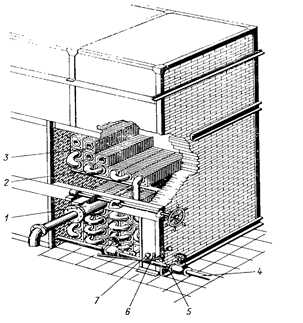
Рис 1 Компоновка чугунного экономайзера
1-обдувочное устройство; 2-соединительный калач; 3-труба экономайзера; 4-трубопровод питательной воды; 5-предохранительный клапан; 6-гильза для термометра; 7-манометр.
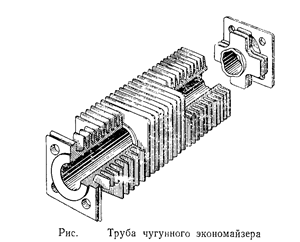
Чугунный водяной экономайзер состоит из ребристых чугунных труб. Труба выпускаемых в настоящее время экономайзеров конструкции ВТИ показана на рис 2. Трубы соединяются между собой посредством калачей, как показано на рис 1. Питательная вода последовательно проходит по всем трубам снизу вверх, что обеспечивает удаление воздуха из экономайзера. Продукты сгорания проходят через зазоры между рёбрами труб.
В чугунных водяных экономайзерах недопустимо кипение воды, так как это приводит к гидравлическим ударам и разрушению экономайзера. Поэтому чугунные экономайзеры всегда работают как некипящие. Продукты сгорания в экономайзере целесообразно направлять сверху вниз для создания противоточной схемы движения воды и газов, при которой обеспечиваются лучшие условия теплообмена и минимальная поверхность нагрева экономайзера.
Компоновка поверхности нагрева чугунного водяного экономайзера может производиться в одну или две колонки. При компоновке не рекомендуется принимать к установке в одном ряду менее трёх и более восьми труб. Для обеспечения удовлетворительной наружной очистки поверхности нагрева водяного экономайзера обдувочный аппарат не должен обслуживать более 4ёх труб в горизонтальном ряду и более 8ми горизонтальных рядов. Через каждые восемь рядов следует предусматривать разрыв между трубами не менее 600 мм для установки обдувочного аппарата, осмотра и ремонта экономайзера.
Стальные экономайзеры изготавливаются из труб диаметром от 28 до 38 мм, которые изгибаются в змеевики. Змеевики водяного экономайзера обычно размещают в опускном газоходе при поперечном омывании их продуктами сгорания. Расположение змеевиков чаще всего шахматное, но может быть и коридорное.
Коллекторы водяного экономайзера имеют круглую форму, и в промышленных котлах их обычно размещают за пределами газохода, укрепляя на опорах. Для разгрузки мест присоединения змеевиков к коллекторам от веса самих змеевиков, заполненных водой, их обычно подвешивают с помощью специальных подвесок к каркасу котла или опирают на каркас с помощью опорных стоек. Для сохранения шага между змеевиками к опорным стойкам приваривают гребёнки. Трубки, вальцованные двумя концами в глухие фланцы. Для присоединения к трубопроводам тепловой сети и местных систем отопления или горячего водоснабжения предусмотрены четыре патрубка.
На рис 3 показана компоновка стального водяного экономайзера. Питательная вода поступает в нижний коллектор, и, пройдя по параллельно включённым змеевикам, направляется в промежуточный коллектор экономайзера для выравнивания распределения воды по отдельным змеевикам. Установка промежуточных коллекторов особенно необходима, если в экономайзере происходит частичное парообразование, так как перемешивание должно производиться до начала парообразования. При этом недогрев воды на входе в кипящую часть поверхности нагрева экономайзера должен составлять не менее 40 К.
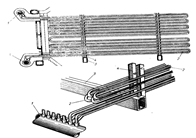
Рис 3 Компоновка стального экономайзера
1-коллекторы; 2-змеевик; 3-опорная балка; 4-дистанцонная гребёнка.
Для обеспечения монтажа экономайзера отдельными блоками, удобства выполнения ремонтных работ и облегчения очистки поверхности нагрева от летучей золы поверхность разбивается на отдельные части (пакеты). Высота пакета не превышает 1,5 м при редком расположении труб и 1 м при тесном. Между пакетами предусматриваются разрывы 600-800 мм.
В последнее годы плавниковые трубы находят применение не только для мембранных экранных поверхностей нагрева газоплотных котлов, но и для мембранных водяных экономайзеров. Мембранный водяной экономайзер, изготовленный Подольским машиностроительным заводом, был испытан на котле производительностью 75 т/ч при сжигании сланцев. Испытанный мембранный экономайзер состоял из 10 мембранных пакетов, изготовленный из плавниковых труб 32 на 6 мм ( схема экономайзера на рис 4 ). Как показали испытания и опыт эксплуатации, экономайзер работает надёжно без термических деформаций мембранных пакетов ( прогибов, выпучиваний ).
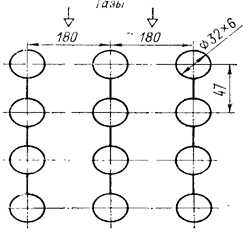
Рис 4 Схема мембранного водяного экономайзера
Развивая конструкцию мембранных водяных экономайзеров, Подольский завод разработал мембранно-лепестковые экономайзеры. Мембранно-лепестковая конструкция состоит из цельносварных мембранных панелей, на проставки которых поперёк приварены частые и тонкие лепестки. В поперечном потоке газов лепестки омываются продольно, но, имея небольшую длину ( равную ширине проставки ) , они работают как входные элементы с высокой эффективностью и существенно улучшают коэффициент оребрения мембранной панели. При этом пара лепестков, располагающихся на проставке, по высоте не превышают диаметра труб и не приводят к увеличению габаритов экономайзера ( в отличии от поперечного оребрения на трубах ). Это создаёт компактность пучка и позволяет производить ремонт выемкой отдельного змеевика из пакета. Компактность в таких мембранно-лепестковых змеевиках приблизительно в 1,5-2 раза выше, чем поперечно оребрённых. Мембранно-лепестковая поверхность нагрева, разработанная Подольским заводом, не имеет аналогов зарубежом.
Схемы включения некипяший и кипящих водяных экономайзеров в общий водяной тракт парогенератора различны. В соответствии с требованиями правил Госгортехнадзора чугунные экономайзеры должны быть отключаемыми по водяному тракту и тракту продуктов сгорания ( иметь обводной газоход для пропускания продуктов сгорания мимо экономайзера ). При этом правилами Госгортехнадзора разрешено выполнять индивидуальные чугунные экономайзеры не отключаемыми по водяному тракту при условии непрерывного питания котла водой с помощью автоматического регулятора, установленного на входе воды в экономайзер.
Обводной газоход для отключения индивидуального водяного экономайзера по тракту продуктов сгорания необязателен при наличии сгонной линии, обеспечивающий постоянный пропуск воды через экономайзер в случаи повышения температуры воды после него. Пользоваться сгонной линией приходиться при растопке котла.
Схема включения чугунного экономайзера с устройством сгонной линии и размещением необходимой арматуры показана на рис 5.
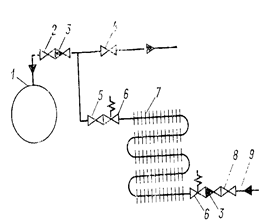
Рис 5 Схема включения чугунного экономайзера со сгонной линией.
1-барабан парогенератора; 2-запорный вентиль; 3-обратный клапан; 4-вентиль на сгонной линии для подачи воды в деаэратор; 5-вентиль после водяного экономайзера; 6-предохранительный клапан; 7-чугунный водяной экономайзер; 8-вентиль перед водяным экономайзером; 9-линия подачи воды от питательного насоса.
Стальные экономайзеры, в которых допускается закипание воды, как правило, выполняются не отключаемыми по водяному тракту и тракту продуктов сгорания. Во избежание превращения все воды, находящейся в экономайзере, в пар при растопке парогенератора предусматривается рециркуляционная линия. Эта линия соединяет входной коллектор экономайзера с барабаном парогенератора и обеспечивает поступление воды в экономайзер при её испарении в период растопки. На линии рециркуляции устанавливается вентиль, который открывается при растопке парогенератора и закрывается при включении парогенератора в паровую магистраль. Схема включения стального экономайзера с линией рециркуляции и необходимой арматурой показана на рис 6.
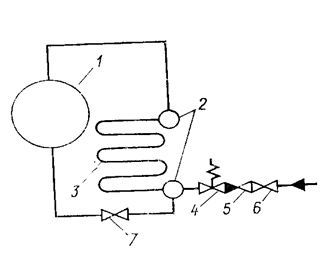
Рис 6 Схема включения кипящего водяного экономайзера
1-барабан парогенератора; 2-коллекторы водяного экономайзера; 3-водяной экономайзер; 4-предохранительный клапан; 5-обратный клапан; 6-запорный вентиль; 7-вентиль на линии рециркуляции.
2
. Основные виды повреждений экономайзера
Повреждения экономайзеров котлов промышленных котельных или электростанций почти во всех случаях приводят к аварийному останову котла. Основными повреждениями могут быть:
стальных экономайзеров:
коррозия труб на внутренней и наружной поверхностях нагрева в виде оспин и язвин (кислородное или кислотное разъедание); местный износ труб летучей золой под кромкой дефлекторов или защитных козырьков, а также износ труб из-за завихрения дымовых газов около хомутиков крепления змеевиков и расположенных вблизи обдувочных устройств (при неправильной работе и установке последних); нарушение плотности в местах вальцовки труб в коллекторе из-за неудовлетворительной вальцовки при монтаже или в результате резких изменений температуры питательной воды; кольцевые трещины на концах труб, ввальцованных в барабаны котла; пропуск лючковых и фланцевых соединений; образования свищей в сварных швах из-за дефектов, допущенных при изготовлении или монтаже;
чугунных экономайзеров:
разрыв ребристых или гладких труб поворотов калачей вследствие гидравлических ударов или термических напряжений; пропуск в прокладках фланцев из-за плохой поверхности фланцевых соединений (забоины, риски) или неудовлетворительного качества прокладочного материала; внутреннее загрязнение поверхности труб накипью или рыхлым шламом, а также занос наружной поверхности труб золой.
Расслоение пароводяной смеси
Проверку отсутствия расслоения пароводяной смеси проводят в горизонтальных и наклонных (вплоть до 60° к горизонту) парообразующих трубах. В них при определенных сочетаниях режимных параметров (давления, массовой скорости и др.) в условиях кризисов теплообмена водяная пленка на верхней части периметра исчезает, и температура данных участков значительно возрастает. По условиям надежности для таких труб массовые скорости не должны быть низкими.
Для выявления расслоения на парообразующих трубах устанавливают температурные вставки или на короткое время поверхностные ПТ по верхней и нижней образующим трубы в нескольких сечениях по ее длине. Показателем наличия или отсутствия расслоения является разница или совпадение температуры в проверяемых точках одного сечения.
Эрозионный золовой износ труб экономайзеров:
Эрозионный (механический) износ наружных поверхностей труб экономайзера происходит из-за истирания труб износом (золой). Интенсивность износа зависит от скорости дымовых газов, концентрации и абразивности содержащихся в них частиц топлива и шлака.
Наиболее сильному износу подвергаются поверхности, расположенные в проемах между змеевиками или трубами и стенками газохода, против щелей или неплотностей в газовых перегородках, в местах поворота потоков газов, в местах сужения газохода.
Износ возрастает при увеличении нагрузки котла и, при повышенных избытках воздуха и присосах его в газоходах (вследствие увеличения скорости газов). В первую очередь износу подвержены участки труб и витки змеевиков, первые по ходу газов. Повышенный износ наблюдается также в местах, где происходит завихрение газов, т.е. под кромкой дефлекторов или защитных козырьков у стен газоходов, на участках около поддерживающих и раскрепляющих змеевики конструкций и т. п.
Для предохранения змеевиков от износа на прямых участках и закруглениях труб устанавливают защитные манжеты. Иногда устанавливают групповую защиту закруглений труб, например у разделительных перегородок. Для защиты прямых участков труб от интенсивного износа к ним приваривают прутки под углом 40—50° к направлению газового потока или уголок.
Свищи в сварочных соединениях труб экономайзеров
Свищи в местах сварки, труб экономайзеров образуются из-за некачественной сварки, неудовлетворительного контроля за ее производством и качеством готовых швов, усталостных напряжений, возникающих в сварных швах, при колебании температуры питательной воды перед экономайзером, недостаточного охлаждения при растопках котла и переходных режимах его работы. Образование .свищей, может привести к разрыву труб.
Дефектами сварных соединений, являются неудовлетворительная подготовка кромок концов труб, наличие трещин в сварных швах, непровары (несплавления), прожоги и подплавления основного металла, наплывы (подтеки) и т. п.
В экономайзерах кипящего типа нередко появляются трещины на отводящих трубах, соединяющих экономайзер с барабаном котла. Это бывает в случае, когда трубы расположены горизонтально, или с небольшим наклоном, или выведены выше уровня воды в барабане котла и.обогреваются газами с температурой выше 550—600 °С. В результате образования паровых пробок или неравномерном распределении, воды по змеевикам трещины могут возникать в местах ввода концов змеевиков экономайзеров в барабан, если эти вводы не имеют защитных рубашек.
При 'Недостаточно деаэрированной воде быстро корродируют дефектные места сварных швов — трещины, непровары, пористость и т.п., что ведет к ускорению -коррозии в местах швов и околошовной зоны.
Образованию свищей в сварных швах наряду с дефектами сварки способствуют недостатки эксплуатационного характера: значительные колебания температуры воды при резко прерывистом питании котла и частые теплосмены металла труб.
Свищи в трубах экономайзеров, образовавшиеся в результате механического износа или коррозии, не всегда быстро обнаруживаются. Струями воды, истекающей с большой скоростью из свищей, изнашиваются близлежащие трубы, а увлажнение их усиливает и коррозионные процессы. При слабом надзоре за состоянием экономайзеров повреждения поверхностей нагрева могут принять значительные размеры. О течи труб экономайзера обслуживающий персонал нередко узнает по появлению шума в газоходе и парению через неплотности обмуровки и эоловых воронок, а также при необходимости усиленного питания котла водой.
Замораживание труб экономайзеров
Экономайзеры всех типов обычно выполняются как дренируемые, т.е. после останова и необходимого охлаждения вода из них может быть полностью спущена, если это необходимо. При низких температурах воду из экономайзера следует обязательно удалять из-за опасности замерзания ее в трубах.
Практика показала, что даже при незначительном провисании горизонтальной трубы экономайзера возможны ее разрыв или раздутие из-за замерзания оставленной в ней воды.
Повреждения опорно-подвесных раскрепляющих конструкций экономайзера
Повреждения каркасных конструкций экономайзера ведут к провисанию и нарушению правильного взаимного расположения змеевиков, пакетов. При этом усиливаются процесс эрозии труб, температурные разверки и затрудняется очистка поверхностей нагрева экономайзера от загрязнений. Повреждение подвесок и других деталей крепления, прогибы опорных балок иногда происходят из-за размещения их в зоне высоких температур дымовых газов и недостаточной жаропрочности металла.
•При пуске котла после монтажа иногда возникает вибрация питательных, паровых и других трубопроводов. Постепенное увеличение колебаний может привести находящиеся под давлением трубопроводы к разрушению. При выявлении вибрации трубопровода необходимо принять меры для ее устранения вплоть до аварийного останова котла.
Неравномерное поступление воды
Чугунные экономайзеры собирают из чугунных ребристых труб с фланцами и соединяют между собой с помощью чугунных колен (калачей) таким образом, чтобы питательная вода могла последовательно пройти по трубам от нижних коллекторов к верхним.
Такое движение необходимо, так как при нагревании воды падает степень растворимости находящихся в ней газов — кислорода и СОг — и они начинают выделяться в виде поднимающихся пузырьков, которые, налипая на стенки, производят коррозионное действие.
Во избежание образования паровых пробок в трубах не должно быть участков, где питательная вода двигалась бы сверху вниз. Опускное движение воды допустимо лишь в экономайзерах котлов сверхкритического давления, где в трубах не могут двигаться совместно пар и вода.
Питательная вода поступает в нижний коллектор, где распределяется по параллельно включенным змеевикам экономайзера; пройдя их, нагретая вода собирается в верхнем коллекторе, откуда поступает в котел. Неравномерное поступление воды из коллектора в змеевики экономайзера, особенно кипящего, может быть причиной повреждения труб.
Неравномерность вызывается различным тепловосприятием и гидравлическим сопротивлением змеевиков, условиями выхода из них воды.
В змеевик с большим гидравлическим сопротивлением поступает меньше воды из коллектора, значит, при равном тепловосприятии ее температура будет выше на выходе змеевика. Повышение температуры воды почти не влияет на гидравлическое сопротивление змеевика до определенного времени, пока в нем не начнется испарение воды, а в экономайзерах кипящего типа — пока не увеличится содержание пара на выходе воды из змеевика. Это означает, что длина змеевика, заполненного пароводяной смесью, увеличилась. Это приводит к резкому возрастанию сопротивления змеевика вследствие увеличения скорости пароводяной смеси,
По этой причине в змеевик начинает поступать меньше воды, чем в другие параллельно включенные змеевики с меньшим паросодержанием на выходе. Этот процесс может привести к тому, что в змеевик с повышенным тепловосприятием начнет поступать небольшое количество воды, которая будет, полностью испаряться и даже перегреваться в нем, а соли, содержащиеся в воде, будут оседать на стенках труб.
Известны случаи, когда в результате такого процесса выходящий из змеевика пар оказывался перегретым до температуры дымовых газов.
Разверка поступления воды в змеевики усиливается при уменьшении общего расхода воды через экономайзер, при неравномерном питании котла, при загрязнении отложениями части змеевиков и др.
Неравномерное поступление воды из коллектора в змеевики экономайзера, особенно кипящего, также может быть причиной .частого повреждения труб и общего ухудшения его работы.
Для предупреждения разверки иногда устанавливают дроссельные шайбы в трубах между входным коллектором и змеевиками.
Расслоение пароводяной смеси с раздельным течением воды и пара может происходить при небольшой скорости среды на горизонтальных или слабонаклонных участках труб. При этом разница температур металла трубы в ее паровой и водяной части составляет около 100- 120°С и практически не может привести к пережогу и разрушению металла. В кипящем экономайзере при малой скорости воды возможно расслоение пароводяной смеси . Защита от кислородной коррозии и расслоения достигается выбором соответствующей скорости воды. Массовая скорость воды на входе в экономайзер должна быть не менее 400 кг/сек. При этом внутренний коэффициент теплоотдачи достаточно велик , чем обеспечивается надежное охлаждение змеевиков.
Для защиты паровых котлов от пароводяной и щелочной коррозии необходимо предотвращать расслоение пароводяной смеси, а также снижать местные тепловые нагрузки. Кроме того, не допускать выноса продуктов коррозии из питательного тракта в котлоагрегат; своевременно удалять образующиеся отложения оксидов и накипи кислотными очистками; организовать циркуляцию воды в трубах котла, предотвращающую глубокое упаривание котловой воды, расслоение пароводяной смеси и застой пара в отдельных трубах; не допускать развертку температуры пара в трубах пароперегревателя и обеспечивать высокую чистоту пара.
Наличие наклонных кипятильных труб снижает величину допустимого сопротивления вследствие того, что в таких трубах возможно расслоение пароводяной смеси ,и ряд других нежелательных явлений. Для контуров с наклонными кипятильными трубами следует ограничивать значения допустимой величины сопротивления сепараторов.
Однако исследования показали, что при солесодержании котловой воды в трубах с прямыми участками и при приведенных скоростях пара в трубах расслоение пароводяной смеси практически отсутствует, что исключает возможность увеличения допустимой нагрузки циклонов (это было подтверждено соответствующими испытаниями промышленного циклона).
Скорость воды в экономайзере принимают, исходя из условий предотвращения в них расслоения пароводяной смеси и кислородной коррозии. При малой скорости воды остающийся в ней кислород задерживается в местах шероховатости верхней образующей трубок и вызывает язвенную коррозию, которая распространяется на большую толщину стенки трубки вплоть до образования свищей. Расслоение пароводяной смеси при малой скорости потока вызывает ухудшение условий их охлаждения и перегрев металла трубок.
Коррозионное поражение металла внутренней поверхности экономайзеров существенно усиливается в случаях накопления в их змеевиках как собственных, так и внесенных питательной водой продуктов коррозии. В периоды пусковых режимов и при низких нагрузках, когда появляются значительные гидравлические разверки, возможно запаривание отдельных змеевиков экономайзеров либо расслоение пароводяной смеси в их слабонаклонных и горизонтальных трубах с развитием пароводяной коррозии. В зонах повышенных напряжений коррозионное поражение металла экономайзеров происходит наиболее интенсивно. К этим зонам относятся зоны термического влияния сварки, защемленные места, изгибы малого радиуса, участки наклепа металла дробью {при нарушении соответствующей защиты и повреждениях дроберазбрасывателей дробеочистительных установок).
4.
Мероприятия по контролю за работой экономайзера
Для предупреждения повреждений экономайзеров следует:
следить за исправным состоянием обратных клапанов на питательных линиях и устройств сигнализации предельно допустимой температуры воды, выходящей из экономайзера;
систематически проверять работу предохранительных клапанов, установленных на отключаемых экономайзерах, которые должны открываться при давлении, превышающем рабочее давление в котле на 25 % со стороны входа и на 10 % со стороны выхода воды из экономайзера;
регулярно производить очистку золовых бункеров и проверять отсутствие увлажненной золы под экономайзером;
следить за плотностью воздушного тракта, обмуровки, газовых перегородок, состоянием поверхностей нагрева;
обеспечить хорошую работу деаэраторов и водоподготовительных установок и высокое качество питательной воды котлов;
постоянно следить за равномерным питанием котла водой и надежной работой автоматов питания;
не отключать деаэраторы питательной воды во избежание снижения ее температуры перед экономайзером нижерасчетной;
вести топочный режим в соответствии с режимной картой по показаниям контрольно-измерительных приборов, не допуская избытков воздуха сверх расчетных и работы топки с химической неполнотой сгорания топлива;
не допускать эксплуатацию котлов с нагрузкой выше расчетной при сжигании многозольного топлива. Нагрузку необходимо ограничивать, если зольность и влажность топлива больше проектных значений, а также в периоды питания котла водой пониженной температуры;
проверять отсутствие в газоходах посторонних предметов (например, оставшихся после ремонта кирпичей, досок и т. п.);
при наличии обводных газоходов у экономайзера выключать их по газам во время растопки котла, открывая обводную газовую заслонку и плотно закрывая заслонки прямого хода (через газоход) подпитку котла производить равномерно через экономайзер;
при необходимости отключения экономайзера по воде при работе котла открыть обводные заслонки и закрыть заслонки прямого хода до и после него, питать котел по обводным линиям; при отсутствии обводного газохода чугунного экономайзера не допускать растопки и работы котла при отключении по воде экономайзера, питать котел только через экономайзер и следить, чтобы температура воды на выходе из экономайзера не превышала допустимую.
при необходимости использовать сгонные линии или другие устройства, позволяющие прокачивать воду через экономайзер, помимо котла либо питать котел и дренировать воду через нижние продувочные точки;
при останове котла на капитальный ремонт необходимо провести гидравлическое испытание и осмотр экономайзера. Особое внимание при осмотре обратить на места фланцевых соединений и сварки змеевиков;
после наружной очистки змеевиков определить степень коррозионного разрушения и износа поверхностей нагрева экономайзера, приняв меры к защите или замене наиболее изношенных мест;
при заготовке труб для ремонта экономайзеров проверять их качество по сертификатам;
сварку труб экономайзеров поручать только дипломированным специалистам прошедшим специальную теоретическую и практическую подготовку;
после капитального ремонта проверить, произведена ли замена дефектных опор, подвесок и связей змеевиков, прокладок фланцевых соединений, подводящих, отводящих, перепускных труб, а также демонтаж изношенной и монтаж новой золозащиты, выборочная замена труб поверхностей нагрева экономайзера и т. п.
На котлах, в которых наблюдается интенсивный общий износ экономайзеров, необходимо периодически производить переборку изнашиваемых пакетов, ибо при отбраковке змеевиков в газоходе зачастую не удается выявить все дефекты. Периодичность переборки определяется в зависимости от местных условий эксплуатации котла.
5. Требования к конструкции обеспечивающие надёжность работы экономайзера
1) Основное требование к конструкции, экономайзеров и их основных частей - обеспечение надежной, долговечной и безопасной эксплуатации на расчетных параметрах в течение расчетного ресурса безопасной работы, принятого в технических условиях (техническом задании), а также возможность технического освидетельствования, очистки, промывки и ремонта.
2) За выбор конструкции и материалов экономайзеров и их элементов, расчет на прочность, качество изготовления, монтажа, наладки и ремонта, а также за соответствие их настоящим Правилам отвечает организация (предприятие), выполнявшая конкретные работы. Все изменения проекта, необходимость в которых возникла в процессе ремонта или наладки, должны быть согласованы с проектной организацией.
3) Конструкция водоподогревателя должна обеспечивать возможность равномерного прогрева их элементов при нормальном режиме работы, а также возможность свободного теплового расширения отдельных частей.
4) Участки элементов экономайзеров с повышенной температурой поверхности, доступные для обслуживающего персонала, должны быть покрыты тепловой изоляцией, обеспечивающей температуру наружной поверхности не более 318 К (45°С) при температуре окружающей среды не более 298 К (25°С).
5) Конструкция водоподогревателя должна обеспечивать полное опорожнение от воды и шлама, а также удаление воздуха из всех элементов, в которых могут образовываться воздушные пробки при заполнении и пуске.
6) Продольные сварные швы соседних обечаек цилиндрических элементов, а также швы сварных днищ не должны располагаться по одной оси. Смещение осей этих швов должно быть не менее 100 мм.
7) Расстояние от оси сварного стыкового шва до начала закругления штампованного днища должно составлять не менее 25 мм.
8) Продольные сварные швы в цилиндрических горизонтальных водоподогревателях должны располагаться вне пределов 140° нижней их части, а кольцевые (поперечные) сварные швы - вне опор.
Возможность, параметры и срок дальнейшей безопасной эксплуатации чугунного экономайзера, отработавшего назначенный срок службы, определяется по результатам его технического диагностирования и гидравлического испытания пробным давлением.
Продолжение дальнейшей безопасной эксплуатации чугунного экономайзера на расчетных или разрешенных параметрах возможно:
- при отсутствии недопустимых дефектов элементов;
- после восстановительного ремонта;
- после замены изношенных элементов на новые;
- при положительных результатах гидравлического испытания экономайзера пробным давлением.
Рекомендуемый срок продления безопасной эксплуатации экономайзера на расчетных (разрешенных) параметрах следующий:
- 4 года при эксплуатации экономайзера с котлом, работающим на топливе с приведенным содержанием серы более 0,2%;
- 8 лет при эксплуатации экономайзера с котлом, работающим на топливе с приведенным содержанием серы не более 0,2%;
- 12 лет при эксплуатации экономайзера с котлом, работающим на газовом топливе.
По истечении рекомендуемого срока продления безопасной эксплуатации экономайзера проводится очередное техническое диагностирование для определения возможности, условий и нового срока дальнейшей его безопасной эксплуатации.
7.
Программа испытаний экономайзеров
Испытания – это комплекс операций проводимых с целью определения действительного технического состояния установки, ее возможных дефектов, а также для диагностирования режимов безопасной эксплуатации.
1. Цель испытаний -, определить фактическое состояния деталей и сборных единиц экономайзера, определить возможность, условия и срок их дальнейшей безопасной эксплуатации, определить теплотехнические характеристики (теплопроизводительность, КПД, коэффициент теплопередачи от газа воде), влияющие на экономичность работы котла.
2. Объектом является чугунный экономайзер, изготовляемый Кусинским машиностроительным заводом и Белгородским заводом энергетического машиностроения, эксплуатирующихся на рабочем давлении до 2,8 МПа (28 кгс/см2
) в блоке с паровыми котлами. (рис.7).

Рис.7. Экономайзер
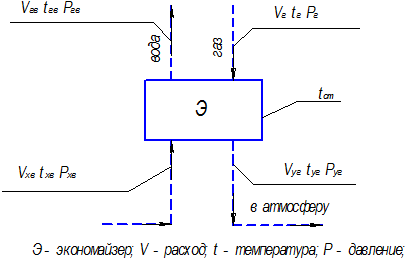
Рис.8. Схема размещения точек измерений при проведении испытаний экономайзера.
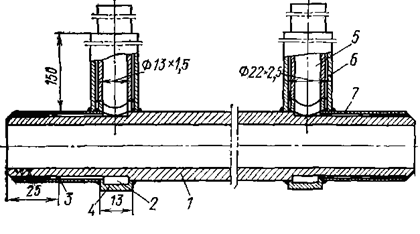
Рис. 9. Двусторонняя температурная вставка
1 – труба; 2 – канавка; 3 – спай; 4 – защитное кольцо; 5 – отводная трубка; 6 – кожух; 7 – металлический стержень;
Испытаниями экономайзеров должны предшествовать анализ и изучение проекта, режимов работы, предшествующих аварий и тепловой расчет, которые позволят грамотно и целенаправленно разработать программу испытаний, не перегружая ее работами и максимально сокращая объем измерений с сохранением надежности результатов.
Тепловой баланс экономайзера:
Количество тепла, переданного продуктами сгорания воде в водяном экономайзере:

При наличии пароохладителя, охлаждающая вода после которого поступает в экономайзер, полезно затраченное тепло на нагрев воды в экономайзере определяется по формуле:

Количество тепла, отданного продуктами сгорания в газопроводе водяного экономайзера:

Теплосодержание продуктов сгорания до водяного экономайзера:

То же за экономайзером:

Количество тепла, внесенного в газоход присосанным воздухом:

Потери тепла в окружающую среду газоходом экономайзера:

Уравнение теплового баланса водяного экономайзера на 1 кг сожженного топлива:

Коэффициент полезного 'действия водяного экономайзера:

Объемы сухих продуктов сгорания и водяных паров до и за водяным экономайзером:

Теплоемкости и температуры продуктов сгорания до и за водяным экономайзером:

Тепловые характеристики каждой секции экономайзера определяют путем измерения приращения температур воды в крайнем, среднем и промежуточном змеевиках для кипящей ступени; в крайнем, среднем и каждом седьмом – десятом змеевиках для кипящей ступени экономайзера. Оценить тепловую разверку кипящей ступени путем изменения температуры среды на выходе из змеевиков можно только в режиме увеличенного расхода воды, т.е. при искусственном переводе этой ступени экономайзера в некипящий режим.
В противном случае необходимо снять после температур газового потока до и после кипящей ступени экономайзера. Коэффициенты тепловой разверки определяются по формуле или в зависимости от конструктивного выполнения секции. На выходных участках змеевиков кипящей ступени экономайзера устанавливают температурные вставки для измерения температуры металла труб, особенно при режимах работы, сопровождающихся расслоением пароводяной смеси.
В экономайзере, подверженному золовому износу, одной из важных задач является контроль за интенсивностью износа.
Надежностью гидравлического износа экономайзеров определяется нормальными температурными условиями работы металла при устойчивом движении, невозможностью застоя и опрокидывания потока в отдельных трубах, отсутствием пульсаций, кипением воды в некипящих элементах или полного испарения в кипящих элементах, обеспечением отвода газов и отсутствием скоплений внутренних отложений. В кипящих экономайзерах не должно быть расслоения потока. Достаточную для этого массовую скорость определяют для минимальной нагрузки котла, при которой возможно кипение в развернутой трубе. Проверка застоя и опрокидывания потока в кипящих экономайзерах с подъемным движением воды. Энтальпия воды на входе в разверенную трубу принимается при этом равной энтальпии воды при температуре насыщения. Элементы экономайзеров, входящие в барабан выше уровня воды, на опрокидывания потока не проверяют.
Конвективные кипящие экономайзеры с горизонтальными змеевиками, выполнение с учетом рекомендаций на застой и опрокидывание потока не проверяют. В элементах кипящих экономайзеров с паросодержанием на выходе  возможно появления пульсаций потока. возможно появления пульсаций потока.
Во избежание перегрева труб кипящего экономайзера паросодержание в них не должно превышать 80%. Проверку следует производить для экономайзеров, имеющих средне паросодержание на выходе более 25%, а также для обогреваемых отводящих и подвесных труб и при сжигании сильношлакующих топлив.
Массовая скорость в кипящих экономайзерах должна обеспечивать безопасный температурный режим труб при номинальной и растопочной нагрузках. Для некипящих экономайзеров докритического давления иконвективных экономайзеров сверхкритического давления исходное значение массовой скорости потока должно предотвращать скопление газовых пузырей. Минимальная массовая скорость в разверенной трубе должна быть не менее  . .
При сжигании сильношлакирующих топлив важно проверить режим работы экономайзеров при зашлакованных поверхностях нагрева котла.
Кроме того, режим работы экономайзера проверяют при пуске котла, останове, в процессе изменения нагрузки, при включении и отключении ПВД, подъеме и снижения давления, т.е. в нестационарных условиях, когда имеют место возмущения водой или топливом в их небаланс. Длительность возмущений в значительной степени определяются типом и конструкцией котла
Опыты с уменьшенным расходом воды важны для проверки экономайзера в наиболее тяжелых условиях небаланса расходов воды и топлива.
Опыты с повышенным расходом воды позволяют с достаточной степенью точности определить тепловосприятие и паросодержание в кипящей ступени экономайзера. Опыты при пусках должны охватывать все возможные в эксплуатации варианты пусков котла (на общую магистраль, на турбину при скользящем давлении, из разных тепловых состояний).
Для определения тепловосприятия, коэффициентов загрязнения или тепловой эффективности отдельных ступеней и секций измеряют температуру и давление воды по отдельным ступенями секциям, температуру дымовых газов до и после отдельных ступеней, определяют состав дымовых газов, отбирают пробы очаговых остатков. Общие измерения, характеризующие режим работы котла и его элементов, производят по предварительно проверенным и налаженным приборам эксплуатационного контроля.
8.
Фрагмент технологической карты выполняемых работ при текущем ремонте экономайзеров котельной установки
Капитальный и текущий ремонт теплоэнергетического оборудования и тепловых сетей включает работы, связанные с полным обследованием оборудования независимо от технического состояния; ремонтом или заменой изношенных узлов и деталей, оборудования и установок в целом.
Цель проведения текущего и капитального ремонта - восстановление работоспособности и ресурса энергетического оборудования и сетей, устранение отказов и неисправностей, возникающих в процессе работы или выявленных при техническом обслуживании.
Ремонт оборудования может осуществляться собственными силами предприятий, эксплуатирующих оборудование, сторонними специализированными ремонтными предприятиями, а также заводами-изготовителями оборудования.
Для обеспечения рациональной организации труда в мастерских, а также непосредственно на площадках и в котельных, где выполняется текущий ремонт котельного, тепломеханического оборудования и тепловых сетей, рекомендуется применять стандартный инструмент, специальные приспособления и другое оборудование, отвечающее требованиям организации труда, для выполнения запроектированного типового содержания работ.
Основными организационно-техническими требованиями, учтенными нормами времени, в процессе капитального ремонта являются следующие:
содержание рабочих мест в соответствии с правилами промышленной санитарии и гигиены, техники безопасности, пожарной охраны и другими правилами и нормами охраны труда, утвержденными для данного производства и профессий;
рациональное использование производственной площадки, оборудования, приспособлений, инвентаря и инструмента, закрепленного за рабочим местом;
использование подъемно-транспортных средств для установки, снятия и перемещения предметов труда, узлов, деталей в зоне выполнения основных и вспомогательных работ.
Таблица 1
Фрагмент технологической карты выполняемых работ при текущем ремонте экономайзера котельной установки.
| № п/п |
Наименование операции и содержание работы |
Исполнители |
Квалификация, разряд персонала |
Трудоемкость, часы |
| 1 |
Снятие теплоизоляции, обшивки и ее очистка. |
Слесарь ремонтник |
3 |
6 |
| 2 |
Наружный осмотр состояния каркаса, обшивки, обмуровки экономайзера, подводящих, отводящих и перепускных труб. |
Слесарь ремонтник |
3 |
4 |
| 3 |
Проверка внутреннего состояния труб со снятием и установкой выборочным порядком калачей (отводов) с изготовлением и заменой прокладок. |
Слесарь ремонтник. |
3 |
10 |
| 4 |
Уплотнение зазоров между фланцами труб, изготовление и замена прокладок фланцевых соединений труб с прогонкой резьбы шпилек или их выборочной заменой из стальных гладких труб |
Слесарь ремонтник |
3 |
10 |
| 5 |
Выборочная замена труб нижних и средних рядов с вырезкой элементов каркаса, изготовлением и установкой устройств для разгрузки заменяемых труб (без снятия и установки калачей). |
Электрогазосварщик, слесарь ремонтник |
4-6
4
|
16 |
| 6 |
Изготовление прокладок и установка теплоизоляции с обшивкой. |
Слесарь ремонтник |
4 |
6 |
| 7 |
Гидравлическое испытание водяного экономайзера отдельно от котла. |
Старший мастер, слесарь ремонтник |
4-5 |
20 |
| 8 |
Восстановление теплоизоляции. |
Слесарь ремонтник |
3 |
4 |
В результате проделанной работы были изучены информационные источники, техническая документация, нормативные документы. Разработана программа испытаний экономайзеров и составлен фрагмент технологической карты выполняемых операций при текущем ремонте в соответствии с требованиями нормативных документов о своевременном проведении технического обслуживания и ремонта. Были рассмотрены мероприятия по контролю, диагностике и повышению эксплуатационной надежности работы экономайзеров. Освоены принципы и методы устранение аварийных ситуаций.
1. Трембовля, В. И. Теплотехнические испытания котельных установок / В. И. Трембовля, Е. Д. Финглер, А. А. Авдеева. - 2-е изд., перераб. и доп. – М.: Энергоатомиздат, 1991. – 416 с.
2. Гатеев С.Б. Теплотехнические испытания котельных установок // С.Б. Гатеев М.: Энергоатомиздат 1959 600с.
3. Баранов, П.А. Предупреждения аварий паровых котлов / П.А. Баранов // М. Энергоавтомиздат. – 1991. – 272с
4. Назмеев, Ю. Г. Теплообменные аппараты ТЭС / Ю. Г. Назмеев, В. М. Лавыгин. - М.:Энергоатомиздат, 1988. – 288с.
5. Парилов, В.А. Испытание и наладка паровых котлов / В.А. Парилов, С.Г. Ушаков // Энергоавтомиздат.-1986.-320с.
6. Эстеркин, Р.И. Промышленные котельные установки / Р.И. Эстеркин // Энергоатомиздат.-1985-400с.
7. Кемельман Д. Н., .Наладка котлоагрегатов (Справочник)/Д.Н. Кемельман , Н.Б. Эскин //"Энергия" Москва 1976
8. Чудаков Е.А. Машиностроение. Энцеклопидический справочник. Том 13 / Е.А Чудаков// Машиностроение 730с.
9. Инструкция по продлению срока безопасной эксплуатации паровых котлов и водогрейных котлов СО 153-34.17.469-2003
10. Рекомендации по нормированию труда на работы по ремонту теплоэнергетического оборудования и тепловых сетей. Москва 2005 г.
|