МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ЮЖНО – УРАЛЬСКИЙ ГОСУДАРСТВЕНЫЙ УНИВЕРСИТЕТ
ФАКУЛЬТЕТ КОММЕРЦИИ
КАФЕДРА «ТОВАРОВЕДЕНИЕ И ЭКСПЕРТИЗА ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ»
КУРСОВАЯ РАБОТА
По дисциплине «Товароведение и экспертиза непродовольственных товаров»
На тему
Анализ ассортимента и сравнительная оценка качества бытовых холодильных приборов, реализуемых магазином «Техно-сила»
Выполнил: студент группы ком-433
Муфлиханова М.М.
Челябинск, 2010 г.
Содержание
Введение
1. Литературный обзор
1.1 Классификация бытовых холодильных приборов
1.2 Состояние производства холодильных приборов на Российском рынке
1.3 Факторы, формирующие качество и ассортимент холодильных приборов
1.3.1 Конструкция и материалы, применяемые для изготовления холодильных приборов
1.3.2 Технологические особенности производства холодильных приборов
1.4 Требования к качеству и особенности его оценки
2. Практическая часть
2.1 Цели и задачи исследования
2.2 Анализ потребительских предпочтений холодильных приборов, на примере ассортимента магазина «Техно-сила»
2.3 Обоснование выбора объектов и их характеристика
2.4 Показатели качества холодильных приборов и методы их определения
3. Экспериментальная часть
3.1 Характеристика образцов по органолептическим показателям качества
Заключение
Список литературных источников
Приложения
Введение
В современных условиях рынка – расширение ассортимента и возможностей товара: наиболее актуально. Так, стезю холодильного оборудования это не обошло. Что же такое, холодильник? -устройство, поддерживающее низкую температуру в теплоизолированной камере. Применяется обычно для хранения пищи или предметов, требующих хранения в прохладном месте (лекарства, косметика). Бытовой холодильник имеется почти в каждой семье. Работа холодильника основана на использовании теплового насоса, переносящего тепло из рабочей камеры холодильника наружу, где оно рассеивается во внешнюю среду.
Актуальность темы заключается в разнообразии моделей холодильных приборов по размерным и цветовым характеристикам, разработка более низкого энергопотребления холодильной техники, возможности переносных моделей – все результат прогресса и решения проблем экологии, эстетичности и экономичности. Но соответствуют ли вырабатываемые модели холодильной техники заданным параметрам, есть ли равноправное соотношение цены и качества?
Исходя из выше описанного, формируется цель курсовой работы: Анализ ассортимента и сравнительная оценка качества бытовых холодильных приборов, реализуемых магазином «Техно-сила» - для достижения которой необходимо следовать решению следующих задач:
- изучение классификации бытовых холодильных приборов;
- анализ современного состояния производства холодильных приборов на Российском рынке;
- рассмотрение факторов, формирующих качество и ассортимент холодильных приборов;
- изучение устройства холодильной техники, и особенности производства;
- рассмотрение требований к качеству БХП;
- анализ потребительских предпочтений холодильных приборов;
- характеристика выбранных образцов;
- выводы.
1. Литературный обзор
Со времен появления первых холодильников их внешний вид изменился практически до неузнаваемости. Первые модели домашних холодильников появились в США еще в 1910 году. Тогда они представляли собой довольно громоздкую конструкцию: холодильник занимал на кухне площадь, равную 1 м², его объем в пять раз превышал емкость холодильной камеры, а компрессор приводился во вращение электродвигателем с ременной передачей. Подшипники электродвигателя требовалось смазывать раз в неделю. Холодильный шкаф такого холодильника был сделан из дерева.
В начале прошлого века такому параметру как экологичность внимания не уделяли вовсе: в качестве холодильного агента в холодильниках того времени использовались сернистый ангидрид или аммиак, утечка которых могла нанести вред здоровью. К концу 20-х годов благодаря внедрению цельнометаллических холодильных шкафов холодильники стали герметичными и более компактными и теперь по виду напоминали изящные шкафчики. В начале 30-х годов появляются первые двухкамерные холодильники. Тогда же производители начинают предлагать настенные и встроенные модели. В этот период в моду входят плавные обтекаемые формы изделий, поэтому углы холодильников скругляют, а ножки скрывают за боковыми панелями, доходящими до пола. В качестве украшения для холодильников используются хромированные полоски и отделку из нержавеющей стали. В некоторых моделях низкотемпературное отделение переносят в нижнюю часть. Холодильники больших размеров для удобства оснащаются двумя дверьми, которые в середине 30-х годов стали снабжать полками. В этот период более пристальное внимание начинают уделять экологическому аспекту. Холодильники становятся более безопасными, поскольку в качестве хладагентов в них теперь используют фреоны. В конце 50-х в Европе наметилась тенденция возврата к прямоугольной форме шкафа. Дно холодильной камеры стали располагать почти у самого пола, что позволяло максимально использовать пространство. В 60-е годы в Европе большое распространение получают внутренние камеры, сделанные из пластмассы. В США отдавали предпочтение металлу, поскольку в стране цена на него была относительно невысокой. На стальную камеру холодильника наносили эмаль, гальваническое или пластмассовое покрытие. Также камеры производили из окрашенного алюминия.
В России первые холодильники появились в начале XX века. Наружный шкаф таких холодильников был выполнен из дерева, а внутренний – из оцинкованной стали. Внутри холодильной камеры находились съемные оцинкованные полки. Продукты охлаждались за счет таяния льда в бункере, расположенного в верхней части холодильника. Талая вода по трубочке отводилась в специальный лоток. В те времена такими холодильниками могли пользоваться исключительно знатные и коронованные особы. В быту обычных людей холодильники начали появляться лишь в 50-х годах прошлого века. Первые однокамерные холодильники «Саратов», «Днепр», «Ока», «Орск» были сделаны из нержавеющей стали, а внутренняя камера была покрыта эмалью. В 1951 году начинается серийное производство герметичных фреоновых холодильников под маркой ЗИЛ. Эти холодильники отличались высокой надежностью, и долговечностью, благодаря которым эта марка оставалась популярной вплоть до 90-х годов. В 60-е годы холодильники отечественного производства становятся более технологичными: внутренняя эмалированная камера заменяется на пластмассовую, появляются холодильники с распашными дверями, резиновый уплотнитель с замком для дверей сменяется на магнитный. В это время холодильники имеют преимущественно прямоугольную форму. Вначале 70-х холодильники становятся многофункциональными. Помимо нескольких температурных зон для хранения различных видов продуктов в них предусматривается функция изготовления льда и охлаждения питьевой воды, которые выдавались с наружной стороны двери без необходимости открывать холодильник. Внутренние камеры холодильников начинают изготавливать из алюминия, на который наносится виниловое покрытие. Среди уникальных разработок советских производителей можно отметить усовершенствованные однокамерные модели холодильников ЗИЛ, которые были оснащены технологией автоматического или полуавтоматического оттаивания, а также имели необмерзающие стенки. Подобные разработки не имели аналогов на Западе. В новых моделях присутствовали полки, регулируемые по высоте, различное направление открывания, съемная ручка двери, ограничитель открывания двери, регулируемые роликовые опоры и т.д. Эти решения были впоследствии использованы многими производителями. В 80-е годы начинается активное применение электронных приборов управления. В результате бытовой холодильник превратится в автоматический аппарат, который практически не требовал обслуживания. В этот период создаются холодильники без низкотемпературного отделения (холодильные шкафы), встраиваемые холодильники и морозильники типа «стол», комбинированные холодильники-морозильники повышенной емкости, трехкамерные холодильники, холодильные шкафы-витрины с прозрачными дверьми и т.д. Появляется «Ока-6», первая модель однокамерного холодильника, оборудованная стеклянным шкафом для напитков, который располагался на внутренней панели морозильной камеры, и раздаточным устройством. Прислонив стакан к клавише, можно было налить прохладного сока или другого напитка, не открывая при этом дверь холодильника. Эта модель оставалась популярной вплоть до конца 90-х годов. В 90-е годы объемы производства холодильников резко снижаются. Отечественный рынок захлестнула волна импортных моделей, например, Bosh или Siemens, которые стали популярны благодаря активной рекламе. Пожалуй, единственной отечественной маркой в то время был "Стинол", комплектующие которого, однако, были далеко не российского производства и поставлялись из Японии, Дании и Франции.
Современные холодильники практически не оставляют простора для фантазии. Сегодня холодильник не обязательно белого цвета и прямоугольной формы. Он может быть черным, красным, цвета металлик, в стиле ретро или хай-тек, с отделкой под дерево или мрамор. Форма холодильника также может быть различной, от классической до самой необычной. Если вы не боитесь экспериментировать и обладаете хорошим чувством юмора, на рынке можно найти даже холодильник в виде пингвина, который несомненно понравится вашим детям. Тем, кто не любит утруждать себя лишними движениями, подойдет холодильник со специальной панелью на дверце, которая при касании становится прозрачной, демонстрируя его содержимое. В Японии смелые дизайнеры пошли дальше, представив полностью прозрачную модель холодильника. Для экологически сознательных покупателей предлагаются модели с антибактериальным покрытием.
Сегодня существуют холодильники со встроенными телевизионными панелями, холодильники с инкрустацией для любителей роскоши, холодильники со специальным покрытием, на котором можно смело рисовать маркером и оставлять поручения своим домочадцам, а также модели нового поколения с сенсорными LCD дисплеями, позволяющие записывать голосовые сообщения и пользоваться кулинарными книгами или таблицами калорий, а также регулировать температуру в холодильном и морозильном отделениях.
1.1 Классификация бытовых холодильных приборов
Согласно литературным данным, бытовые холодильные приборы классифицируются по следующим признакам:
1. По способу получения холода:
-компрессионные, в которых используется механическая энергия;
-абсорбционные, затрачивающие тепловую энергию;
- термоэлектрические, в которых применяется электрическая энергия.
2. По назначению:
-холодильники (для хранения продуктов в охлажденном состоянии);
-морозильники (для хранения в замороженном состоянии);
-холодильники-морозильники (хранение комплексное).
3. По способу установки:
- напольные вертикальные, типа «шкаф»;
-горизонтальные типа «стол»;
-блочно-встраиваемые.
4. По количеству камер:
-однокамерные;
-двухкамерные;
-трехкамерные.
5. По внутреннему объему(вместимость холодильной камеры):
-малой емкости (до 160 дм3
);
-средней емкости (160..200 дм3
);
-большой емкости(более 200дм3
).
6. По способу оттаивания испарителя:
-ручное;
-полуавтоматическое;
-автоматическое.
7. По способности работать при максимальных температурах окружающей среды , они делятся на климатические классы:
-холодильники:
· SN, N не выше 320
С;
· STне выше 380
С;
· T не выше 43 0
С.
-морозильники и холодильники морозильники:
· N не выше 320
С;
· T не выше 43 0
С.
8. По температуре в низкотемпературном отделении( НТО) можно выделить холодильники:
- с температурой НТО не выше -6 0
С (маркируется *);
-не выше -12 0
С (маркируется **);
-не выше – 18 0
С (маркируется ***);
-ниже -24 0
С (морозильные камеры маркируются ****).
9. По габаритным размерам(4 группы):
-«узкие» (высота 85..160см; ширина 55см; глубина 60см);
-стандартные (в 170..205см; 60; 60);
-«широкие» (170; более 80; 80);
- холодильники Side-by-Side (двусторонние) (180; до 100; 60…80).
10. По энергоемкости БХП делят на классы(табл. 1):
Таблица 1. Классы энергопотребления бытовых холодильных приборов
| Класс энергопотребления |
Количество эл. Энергии(%)которое холодильник потребляет на практике |
| A |
Менее 55% |
| B |
75% |
| C |
75%-90% |
| D |
90%-100% |
| E |
100%-110% |
| F |
110%-125% |
| G |
Более 125% |
11. В зависимости от выполняемых функций БХП подразделяют на группы сложности (Таблица 2):
Таблица 2. Группы сложности БХП

[9]
1.2 Состояние производства холодильных приборов на Российском рынке
На фоне мирового финансово-экономического кризиса, наиболее сильно ударившего по российской промышленности и строительству (падение на 13% и 18% соответственно), вряд ли стоило ожидать позитивных результатов в развитии холодильной промышленности в целом. В то же время, широкое применение холодильной техники в пищевой промышленности, в торговле, в сельхозпроизводстве и животноводстве, в судостроении, в военном деле, где нет резкого спада, в определенной мере позволили предприятиям Союза демпфировать неблагоприятную конъюнктуру рынка. Об этом говорит тот факт, что ни одна из инжиниринговых компаний Союза в период кризиса не ушла с рынка. В 2009 году продолжалась консолидация компаний по проектированию и монтажу холодильных систем. В Союз вступили: ООО «ОКБ Теплосибмаш «(Новосибирск), ООО «Термаль» (Ростов-на-Дону), ООО «Тэсто Рус» (Москва),
ООО «Турбогаз-Холод» (Москва), ООО «ВостокРефСервис» (Владивосток).
Багирян Э.А.(Журнал ИД холодильное дело, итоги 2009)
На рубеже веков техника низких температур проникла во все сферы деятельности человека. Без её применения невозможно дальнейшее развитие цивилизации. О масштабах применения техники низких температур говорит тот факт, что потребление электроэнергии холодильным оборудованием, включая системы кондиционирования воздуха и бытовые холодильники, в общем энергобалансе развитых стран, оценивается в 15-20%.
В настоящее время в России действует порядка 300 тыс. предприятий и организаций, связанных с производством, эксплуатацией, обслуживанием и проектированием холодильных систем, а также с обучением эксплуатирующего персонала, включая малые предприятия с числом работающих 3-5 человек.
В промышленности работает порядка 170 тыс. холодильных установок, в сельском хозяйстве 400 тыс., в торговле более 3 млн., центральных кондиционеров также более 3 млн. единиц, транспортных рефрижераторов 130 тыс., домашних холодильников 62 млн.
В 2007 году в России продано около 400 тыс. единиц техники промышленного и коммерческого холода, а также 5,2 млн. бытовых холодильников и морозильников. Бытовое холодильное оборудование развивается успешными темпами. С начала текущего десятилетия объём производства увеличился в 2,2 раза, достигнув уровня докризисного 1990 года - 3,84 млн. единиц. Только за последние пять лет объёмы производства и продаж бытовых холодильных приборов в России возросли в 1,6 раза, из них произведенных на территории нашей страны - более 60%. На экспорт отправляется 15% производимых в стране бытовых холодильников и морозильников. Общее число основных типоразмеров изделий, выпускаемых сегодня российскими предприятиями, превышает 300 моделей, в диапазоне полезных объемов от 50 до 510 литров.
Всё выпускаемое оборудование сертифицировано на соответствие международным стандартам безопасности. Основная масса изделий соответствует высшим классам энергоэффективности по европейскому стандарту EN 173. Выпускаемые холодильники имеют различные уровни сложности и назначения. В них применены самые передовые технические решения, в том числе, такие как системы с необмерзающими стенками камер (системы "no-frost"). Холодильники обеспечивают режимы суперзаморозки, имеют длительные периоды автономности (сохранение низких температур в камерах при отключении электроэнергии), устройства дисплейной индикации режимов работы, температур в камерах, в них применены бактерицидные материалы и ряд других усовершенствований, повышающих потребительские свойства. Примерно 10 % объёма производства на предприятиях бытового холода занимает продукция, относящиеся к торговому и коммерческому холоду - лари большой ёмкости (до 580) литров, лари-витрины, вертикальные холодильные витрины, в том числе с морозильным отделением, винотеки и другое аналогичное оборудование. Суммарная проектная мощность предприятий, выпускающих бытовую холодильную технику, превышает 6,0 млн. единиц в год, что является достаточным для удовлетворения внутренней потребности страны на длительную перспективу и обеспечения весьма значительных объёмов экспорта, сопоставимых с объёмами экспорта этого вида холодильной техники в советский период. Необходимо отметить, что на заводах бытовой холодильной техники производится широкая номенклатура медицинской холодильной техники различного назначения в температурном диапазоне от плюсовых (фармакологическое оборудование для аптек и больниц) до минусовых температур - минус 86 °С и ниже для хранения замороженной крови, продуктов её переработки, трансплантатов и других аналогичных материалов. Общий объём выпуска этих изделий достигает до 15 тыс. единиц в год. Торговое холодильное оборудование (ТХО) характеризуется годовым объем российского рынка порядка 390 тыс. единиц, из которых в России производится менее 65 %.
По данным статистической службы Евросоюза объем экспорта в РФ с 2001 г. по 2005 г. увеличился в 3,3 раза (с 25,2 млн. евро до 83,9 млн. евро) и составил в натуральном исчислении 52,2 тыс. и 107,8 тыс. единиц торгового холодильного оборудования в год, соответственно. Здесь необходимо отметить, что, несмотря на значительно меньший объем российского рынка медицинского низкотемпературного оборудования в натуральном исчислении по сравнению с рынком ТХО (ориентировочная потребность не менее 5 тыс. единиц оборудования в год), объём импорта в денежном выражении достаточно существенен (ввиду значительно большей стоимости единицы оборудования) и в 2005 г. составил более 54,2 млн. евро только из стран ЕС.
В обеспечении непрерывной продовольственной "холодильной цепи" особую роль играет автомобильный рефрижераторный транспорт, который охватывает практически в полном объеме внутригородские и пригородные перевозки скоропортящихся пищевых грузов. Доля таких перевозок составляет 80% от общего объёма, и в натуральном выражении в 2008 году составила порядка 60 млн. тонн.
В настоящее время в России сформировалось следующее соотношение между видами холодильного автотранспорта:
· полуприцепы и автофургоны большой грузоподъемности (более 7 тонн) составляют около 8% общей численности;
· среднетоннажные автомобили, грузоподъемностью 1-7 тонн - до 27-30%;
· транспорт малой грузоподъемности до 1 тонны - 60-65%.
На рынке теплоизолированных фургонов (изотермических кузовов) доминируют отечественные производители. Авторефрижераторы в основном оборудуются холодильными установками импортного производства. Из действующего в России парка авторефрижераторов по состоянию на 03 мая 2006 года 1768 единиц имели свидетельства на осуществление международных перевозок продовольственных товаров.
Российский рынок промышленного холода в первом десятилетии наступившего века развивался достаточно быстрыми темпами.
Таблица 3. Суммарные объемы рынка холодильного оборудования России
| Наименование суммарного объема сегмента холода и прирост |
Развитие по годам в млн. $ |
Прогноз по годам в млн. $ |
| 2005 |
2006 |
2007 |
2008 |
2009 |
2010 |
| Суммарный объем сегмента промышленного холода холодопроизводительностью до 100 кВт |
275,6 |
310,7 |
359,7 |
426,1 |
506,2 |
608,1 |
| Прирост |
- |
13% |
16% |
| Суммарный объем сегмента промышленного холода холодопроизводительностью свыше 100 кВт |
136,1 |
252,2 |
378,8 |
497,0 |
547,0 |
598,5 |
| Прирост |
- |
85% |
50% |
| Суммарный объем сегмента промышленного холода (включая стоимость монтажных, строительных и проектных работ) |
411,7 |
562,9 |
738,8 |
923,1 |
1053,2 |
1206,6 |
| Прирост |
- |
37% |
31% |
25% |
14% |
15% |
В 2005-2007 годах объемы реализации холодильного оборудования, включая стоимость монтажных, строительных и проектных работ, росли ежегодно более чем на 30%. По прогнозу 2008 год должен был завершиться ростом на 25% и в денежном выражении составить более 900 млн. долларов США. Объемы продаж оборудования холодопроизводительностью свыше 100 кВт росли более быстрыми темпами, 50-80% ежегодно, в то время как темпы роста продаж оборудования холодопроизводительностью менее 100 кВт составили 13-18%.
По прогнозам специалистов, сделанным ещё до кризиса, российский рынок промышленного холода в 2009-2010 годах должен продолжить рост примерно на 15% ежегодно. Это обусловлено дальнейшим развитием пищевой промышленности, являющейся крупнейшим потребителем холода.
На пищевую промышленность приходится 40% холодильных мощностей. Количество продовольствия, обрабатываемое холодом, составило в 2006 г. 47 млн. тонн и ежегодно растёт.
В стране продолжается строительство новых перерабатывающих предприятий, а также существует необходимость реконструкции холодильных систем действующих предприятий, износ которых достигает 80%. Несмотря на то, что ёмкость действующих холодильных складов в последние годы ежегодно увеличивалась, в нашей стране существует дефицит охлаждаемых складских помещений, оцениваемый приблизительно в один млн. квадратных метров. Очевидно, что строительство холодильных терминалов будет продолжено. Предполагаемое увеличение холодильных мощностей связано также с тем, что в структуре продуктов питания увеличивается доля охлажденных и замороженных продуктов. Рост рынка таких продуктов оценивается в последние годы в 25-30%. Следует отметить, что в условиях кризиса темпы роста рынка промышленного холода могут замедлиться, что обусловлено также девальвацией рубля и соответственно увеличением стоимости импортной техники, доля которой на российском рынке очень высока. На российском рынке доминирует оборудование, собранное в России из импортных комплектующих. Оно составляет порядка 70% от общего объёма продаж. Тенденция развития рынка выражается в снижении доли холодильных агрегатов импортного производства за счет увеличения доли оборудования, собранного в России. Важным направлением холодильной индустрии, обеспечивающим требуемые технологические режимы различных производств и комфортные условия для людей, является климатическая техника. По итогам 2007 года российский рынок климатической техники оценён как один из самых перспективных в Европе. Реальная ёмкость российского рынка бытовых кондиционеров составила в 2007 году 1473000 штук. Объем продаж увеличился на 28,6%, в предыдущие годы рост составлял 20-25%. Основными факторами, обеспечившими такое развитие, названы стабильный рост российской экономики, повышение уровня жизни населения, увеличение объёмов жилищного строительства, которое в 2007 г. достигло 19,4%. В наиболее крупных городах России рынок бытовых кондиционеров близок к насыщению. Следствием этого будет переориентация большей части рынка этого оборудования в регионы.
На сегодняшний день основными приоритетами в развитии техники низких температур можно назвать повышение её энергетической эффективности и экологической безопасности.
Оба эти приоритета развития взаимосвязаны между собой. Высокая энергоэффективность холодильных систем может быть обеспечена созданием и применением более экономичных компрессоров и теплообменных аппаратов, применением соответствующих хладагентов, оптимизацией схемных решений, оптимальным регулированием работы систем хладоснабжения при их эксплуатации, применением холодильной техники в комплексном использовании низкопотенциальной энергии.
В вопросах повышения экологической безопасности одним из направлений принят переход на природные холодильные агенты.
В России доля продаваемого промышленного холодильного оборудования, работающего на синтетических холодильных агентах, составляет 90%, на природных хладагентах около 10%, что явно не соответствует мировым тенденциям в сохранении экологии планеты. Несколько лучше положение в бытовой холодильной технике, на рынке которой в стране продукция на углеводородах составляет порядка 40% и продолжает увеличиваться за счёт перехода ряда российских предприятий на эти полностью экологически безопасные вещества.
Большой объем исследовательских работ направлен на повышение эффективности, практическую реализацию и расширение областей применения экологически безопасных принципов производства холода. К ним относятся сорбционные системы, термоэлектрические охладители, охладители на основе электрокалорического и магнитокалорического эффектов. Каждый их этих принципов получения искусственного холода имеет свою определённую нишу, определяемую многими факторами, важнейшим из которых является их энергетическая эффективность.
Так, технико-экономическая целесообразность применения термоэлектрических холодильных систем определена сегодня мощностью до 50 Вт. Ежегодный мировой рынок термоэлектрических охладителей составляет 1,5 млрд. долларов США. При увеличении мощности применяемых охладителей до 100 Вт рынок вырастет на порядок.
Для России актуальным является развитие производства основного промышленного холодильного оборудования внутри страны. Доля отечественного оборудования на российском рынке составляет около 10%. Для увеличения выпуска отечественного ТХО необходимо решение вопроса об организации в России производства герметичных компрессоров производительностью 0,6-1,5 кВт и холодильных агрегатов на их основе. Развитие холодильного машиностроения на территории России может осуществляться несколькими путями, некоторые из которых указаны в ряде публикаций, в том числе:
- организация сборочных производств, с постепенным замещением комплектующих изделиями отечественного производства; - открытие зарубежными производителями полноценного производства, в том числе и в свободных экономических зонах;
- выпуск холодильных компрессоров и оборудования на основе лицензионных соглашений. Для российских специалистов и ученых является крайне необходимым реализация в производстве холодильного оборудования имеющихся в стране научного задела и разработок. Это обеспечит не только сокращение зависимости нашей страны от поставок оборудования из-за рубежа, но и поддержит отечественные научные школы и организации, разрабатывающие новые перспективные образцы холодильного оборудования. Однако здесь следует подчеркнуть, что для производства передовой конкурентоспособной техники в достаточно больших масштабах необходимы реконструкция и техническое перевооружение действующих производств. Вопрос инвестиций всегда был непростым, а сейчас в условиях кризиса, он усложнился ещё более. К сожалению, сообществу холодильщиков страны пока не удаётся привлечь внимание властных структур к проблемам отрасли.
Сегодня в стране основная часть новых разработок промышленного холодильного оборудования ведётся силами ОАО "ВНИИХОЛОДМАШ-ХОЛДИНГ" в содружестве с российскими заводами и организациями. Выполнен комплекс работ по созданию конструкции холодильного центробежного компрессора (ХЦК) с использованием высокочастотного привода и газодинамических подшипников, позволивший разработать типоразмерные ряды ХЦК без смазки для водо - охлаждающих машин производительностью от 20 кВт до 5,0 МВт.
В этой разработке достигнуты малые массогабаритные показатели и повышенные потребительские качества за счет отсутствия системы смазки, мультипликатора, вращающихся уплотнений, реализована высокой эффективность регулирования производительности, достигнуты перспективные требования по виброакустическим характеристикам. Подтверждена работоспособность и эффективность предложенных технических решений, что позволяет перейти к созданию опытного образца холодильной машины на базе компрессора без смазки.
Продолжаются работы по созданию ХЦК для химической, газовой и нефтехимической промышленности. В последние годы осуществлена разработка и поставка компрессорных агрегатов типа АТП-5 производства ОАО "Казанькомпрессормаш " для СОГ, Южно-Белыкского ГПК и др. Разработаны и внедрены в серийное производство винтовые компрессорные агрегаты специального назначения, в которых использованы винтовые пары с новым усовершенствованным профилем, позволяющим улучшить энергетические характеристики компрессоров и технологию их изготовления. Производство усовершенствованных ОАО "ВНИИХОЛОДМАШ-ХОЛДИНГ" винтовых компрессоров сосредоточено на отечественных заводах - ОАО "Машзавод" г. Чита, заводе "Румо" г. Н.Новгород, ОАО "Казанькомпрессормаш ", ОАО "Пензкомпрессормаш". Кроме того, ОАО "ВНИИХОЛОДМАШ-ХОЛДИНГ" производит холодильное оборудование собственной разработки, это - холодильная установка УХМ-1, предназначенная для встраивания в контейнеры для поддержания нормальной работы различного вида радио-телеаппаратуры, холодильные машины СМКТ50-2-3С и СМКТ165 для охлаждения жидкого хладоносителя в стационарных системах термостатирования на базе кожухотрубной теплообменной аппаратуры, холодильная машина 23МКТ50-2-3С на базе пластинчатой теплообменной аппаратуры, холодильные машины в судовом исполнении 21МХМВ63, 3МХМВ290. Холодильные машины 21МХМВ63П и 1МХМВ250 в судовом исполнении выпускает ОАО "Машзавод" г. Чита. В этом же классе холодильного оборудования на ОАО "ВНИИХОЛОДМАШ-ХОЛДИНГ" ведется разработка холодильной машины на винтовом компрессоре более крупной холодопроизводительности производства завода ОАО "Пензкомпрессормаш". В классе судового холодильного оборудования перспективным направлением развития планируется использование центробежных холодильных компрессоров без смазки, о которых говорилось выше.
В сотрудничестве с СПбГУНиПТ ведутся работы по формированию научного задела в области абсорбционных бромистолитиевых термотрансформаторов. На основании богатого опыта производства данного рода машин, накопленного ВНИИхолодмашем, и новейших решений в области научных задач подбора конструкционных материалов, ингибиторов коррозии и поверхностно-активных веществ, а также высокоэффективных схемных решений, планируется подготовка технического предложения по выпуску типоразмерного ряда абсорбционных бромистолитиевых преобразователей теплоты нового поколения. Предлагаемый ряд машин будет обладать конкурентоспособными характеристиками как по эффективности, надёжности, удобству в эксплуатации, массе и габаритам так и по стоимости. Приведённые в данном докладе сведения свидетельствуют о том, что в последние годы холодильная индустрия в России развивалась достаточно быстрыми темпами. Ежегодный рост по многим направлениям составил 25-30%. Девальвация рубля будет способствовать развитию собственного сельскохозяйственного производства и пищевой промышленности, что потребует создания дополнительных холодильных мощностей для хранения и переработки сельскохозяйственного сырья. Необходимость реконструкции действующих производств и дефицит холодильных складов обусловливают потребность в холодильном оборудовании.
Задачей российских специалистов и учёных является развитие отечественного холодильного машиностроения с привлечением к решению данной проблемы российской власти, выполнение исследований и разработка прогрессивных технических решений, которые обеспечат нашей технике конкурентные преимущества. [11]
1.2 Факторы, формирующие качество и ассортимент холодильных приборов
Общими факторами, влияющими на формирование промышленного и торгового ассортимента, являются спрос и рентабельность. Спрос как потребность, подкрепленная платежеспособностью потребителей,- определяющий фактор формирования ассортимента; в свою очередь, зависит от сегмента потребителей (их доходов, национальных, демографических и других особенностей). Рентабельность производства и реализации определяется себестоимостью, издержками производства и обращения, на размеры которых оказывает определенное влияние государственные меры по поддержке отечественных изготовителей (льготное налогообложение, таможенные тарифы и другое).
Специфичными факторами формирования промышленного ассортимента являются сырьевая и материально-техническая база производства, достижения научно-технического прогресса, а торгового ассортимента - производственные возможности изготовителей, специализация (класс и тип) торговой организации, каналы распределения, методы стимулирования сбыта и формирование спроса, материально-техническая база торговой организации.
Торговый ассортимент неизбежно формируется под воздействием промышленного, поскольку производственные возможности изготовителя определяют состав предложения. Однако в условиях рыночной экономики производственные возможности изготовителя перестают быть определяющим фактором формирования торгового ассортимента. Заказы торговых организаций, определяемые спросом потребителей, оказывают все большее воздействие на формирование торгового ассортимента. У работников торговли появилась реальная возможность влиять на промышленный ассортимент через заказы товаров, пользующихся спросом. Специализация торговой организации относится к наиболее значимым факторам формирования ассортимента товаров. Она определяется при создании или лицензировании, или аттестации организации. Руководство организации принимает решение о специализации, от которой зависит ее последующая деятельность, в том числе и формирование торгового ассортимента. В период перехода к рыночным отношениям многие торговые организации, испытывая большие финансовые трудности, вносили изменения в свою ассортиментную политику путем включения в торговый ассортимент несвойственных товаров, не меняя при этом своего профиля. Многие специализированные магазины стали перепрофилироваться в магазины со смешанным ассортиментом. Однако, как показал опыт последних лет, большого успеха многим из них это не принесло. На современном этапе наблюдается тенденция возврата к специализации торговых организаций и формированию соответствующего ассортимента.
Каналы распределения товаров также имеют значение при формировании торгового ассортимента. Отлаженная система поставок через приемлемые для торговли каналы распределения, ритмичность доставки в нужные сроки и в необходимом объеме облегчают работу по формированию торгового ассортимента, обеспечивают предпочтение закупок товаров, для которых имеется налаженная система сбыта. Этим отличаются многие зарубежные или совместные фирмы, имеющие четко функционирующие каналы распределения товаров. Методы стимулирования сбыта и формирования спроса, в частности рекламная поддержка товаров, в условиях насыщенного рынка также влияют на формирование торгового ассортимента. Это объясняется тем, что торговые организации освобождаются от дорогостоящих затрат на рекламу, за счет чего сокращаются издержки производства и возрастает прибыль. Материально-техническая база торговой организации также может оказать определенное воздействие на формирование торгового ассортимента. Если у фирмы отсутствуют склады, обеспечивающие сохранность товаров в надлежащих условиях, или площади торгового зала для выкладки товаров сложного или развернутого ассортимента, то организация не должна и планировать формирование такого ассортимента. Например, нельзя включать в ассортимент скоропортящиеся или замороженные продукты питания при отсутствии холодильного оборудования.
Основополагающим фактором, влияющим на формирование ассортимента бытовых холодильных приборов, являются конструкция и материалы, применяемые для их изготовления. Более подробно остановимся именно на данном факторе.
1.2.1 Конструкция и материалы, применяемые для изготовления холодильных приборов
Принцип действия работы холодильника показан на рисунке 1.

Мотор - компрессор (1), засасывает газообразный фреон из испарителя, сжимает его, и через фильтр (6) выталкивает в конденсатор (7).
В конденсаторе
, нагретый в результате сжатия фреон остывает до комнатной температуры и окончательно переходит в жидкое состояние.
Жидкий фреон, находящийся под давлением, через отверстие капилляра (8) попадает во внутреннюю полость испарителя (5), переходит в газообразное состояние, в результате чего, отнимает тепло от стенок испарителя, а испаритель, в свою очередь, охлаждает внутреннее пространство холодильника. Этот процесс повторяется до достижения заданной терморегулятором (3) температуры стенок испарителя. При достижении необходимой температуры терморегулятор размыкает электрическую цепь и компрессор останавливается. Через некоторое время, температура в холодильнике (за счет воздействия внешних факторов) начинает повышаться, контакты терморегулятора замыкаются, с помощью защитно-пускового реле (2) запускается электродвигатель мотор - компрессора и весь цикл повторяется сначала (см. пункт 1)
Упрощенно представляя, холодильник состоит из изотермического шкафа и электрического оборудования (холодильного агрегата).
Корпус является несущей конструкцией, поэтому должен быть достаточно жестким. Его изготавливают из листовой стали толщиной 0,6-0,1 мм. Герметичность наружного шкафа обеспечивается пастой ПВ-3 на основе хлорвиниловой смолы. Поверхность шкафа фосфатируют, затем грунтуют и дважды покрывают белой эмалью МЛ-12-01, ЭП-148, МЛ-242, МЛ-283 или др. Выполняют это с помощью краскопультов или в электростатическом поле. Поверхность сервировочного столика, если таковой имеется, покрывают полиэфирным лаком. В последнее время для изготовления корпуса холодильника все чаще применяют ударопрочные пластики. Благодаря этому сокращается расход металла и уменьшается масса холодильного прибора.
Металлические внутренние шкафы из стального листа толщиной 0,7 - 0,9 мм изготавливают методом штамповки и сварки и эмалируют горячим способом силикатно-титановой эмалью.
Пластмассовые камеры изготавливают из АБС-пластика или из ударопрочного полистирола методом вакуум-формирования. АБС (акрилбутадиеновый стирол) обладает высокими механическими свойствами и стойкостью по отношению к хладону (фреону). Детали из АБС-пластика, покрытые хромом и никелем, широко применяются в декоративных целях. АБС-пластики отечественного производства по физико-механическим свойствам делятся на четыре группы:
1. АБС-0903 средней ударной вязкости;
2. АБС-1106Э, АБС-1308, АБС-1530, АБС-2020 повышенной ударной вязкости;
3. АБС-2501К, АБС-2512Э, АБС-2802Э высокой ударной вязкости;
4. АБС-0809Т, АБС-0804Т, АБС-1002Т повышенной теплостойкости.
АБС-пластики выпускаются в виде гранул диаметром не более 3 мм и длиной 4-5 мм или в виде порошка и перерабатываются литьем под давлением, выдуванием, термоформованием. Камеры у морозильников и камеры низкотемпературных отделений холодильников металлические - из алюминия или нержавеющей стали. Стальные камеры более долговечны, гигиеничны, но они увеличивают массу холодильника и требуют особых способов крепления к наружному корпусу для наиболее эффективной теплоизоляции от окружающей среды.
К преимуществам пластмассовых камер относятся технологичность изготовления, малый коэффициент теплопроводности, меньшая масса. Однако такие камеры по сравнению с металлическими. В холодильниках с пластмассовыми камерами по периметру дверного проема не устанавливают накладки, закрывающие теплоизоляцию, так как роль накладок выполняют отбортованные края камеры.
Двери изготовляют из стального листа толщиной 0,8 мм методом штамповки и сварки. В некоторых моделях холодильников двери изготовлены из древесностружечной плиты или ударопрочного полистирола.
Дверь холодильника состоит из наружной и внутренней панелей, теплоизоляции между ними и уплотнителя. Панели двери изготовляют из ударопрочного полистирола методом вакуум-формования. Толщина листа 2-3 мм. У большинства холодильников двери открываются слева направо. В всех современных холодильниках предусмотрена перенавеска двери, т.е. возможность открывания двери справа налево. У настенных холодильников дверь двухстворчатая.
Дверь холодильника должна плотно прилегать к дверному проему, иначе теплый воздух будет проникать в камеру. Для обеспечения герметичности внутреннюю сторону двери по всему периметру окантовывают магнитным уплотнителем разного профиля. В холодильниках старых конструкций применялись резиновые уплотнители баллонного типа.
Двери в закрытом положении удерживаются с помощью механических (чаще куркового типа) или магнитных затворов. Последние наиболее распространены. При их наличии ручку двери можно расположить на разной высоте, исходя из требований технической эстетики. Замена дверных петель специальными навесками, укрепляемыми сверху и снизу двери, уменьшает общие габариты холодильника при открывании двери, что важно при установке холодильников в углу помещений.
Теплоизоляцию применяют для защиты холодильной камеры от проникновения тепла окружающей среды и прокладывают по стенкам, верху и дну холодильного шкафа и холодильной камеры, а также под внутренней панелью двери. От теплоизоляционных материалов требуется, чтобы они обладали низким коэффициентом теплопроводности, небольшой объемной массой, малой гигроскопичностью, влагостойкостью, были огнестойкими, долговечными, дешевыми, биостойкими, не издавали запаха, а также были механически прочными. Для теплоизоляции шкафа и двери холодильников применяют штапельное стекловолокно МТ-35, МТХ-5, МТХ-8, минеральный войлок, пенополистирол ПСВ и ПСВ-С и пенополиуретан ППУ-309М.
Минеральный войлок изготовляют из минеральной ваты путем обработки ее растворами синтетических смол. Исходным сырьем для получения минеральной ваты служат минеральные породы (доломит, доломитоглинистый мергель), а также металлургические шлаки.
Стеклянный войлок - разновидность искусственного минерального войлока. Он состоит из тонких (толщина 10-12 мк) коротких стеклянных нитей, связанных синтетическими смолами. Теплоизоляция из стеклянного войлока и супертонкого волокна биостойка, не имеет запаха, обладает водоотталкивающим свойством, удобно и быстрее стареют, со временем теряют товарный вид, менее долговечны и менее прочны по укладывается и поэтому часто применяется.
Пенополистирол - синтетический теплоизоляционный материал. Он представляет собой легкую твердую пористую газонаполненную пластмассу с равномерно распределенными замкнутыми порами. Теплоизоляцию из пенополистирола получают вспениванием жидкого полистирола непосредственно в простенках холодильной камеры и корпуса шкафа холодильника.
Пенополиуретан - пенопласты мелкопористой жесткой структуры, полученные путем вспучивания полиуретановых смол с применением соответствующих катализаторов и эмульгаторов. Для повышения теплозащитных свойств в качестве вспучивающего газа применяют хладон-11 и др. Процесс пенообразования и затвердевания пены происходит в течение 10-15 мин при температуре до 5 °С. Пенополиуретан обладает малой объемной массой, низким коэффициентом теплопроводности, влагостоек. Его можно вспенивать непосредственно в холодильном шкафу. При этом он равномерно и без воздушных полостей заполняет все пространство в простенках, хорошо склеивается со стенками, повышая прочность шкафа.
В зависимости от качества теплоизоляционных материалов толщина изоляции в стенках шкафа холодильника может быть от 30 до 70 мм, в двери - от 35 до 50 мм. Замена теплоизоляции из стекловолокна изоляцией из пенополиуретана позволяет при одних и тех же габаритах корпуса увеличить объем холодильника на 25%.
Ранее в холодильниках применялись курковые и секторные затворы дверей. В современных холодильниках применяются магнитные запоры.
Магнитные затворы представляют собой эластичную магнитную вставку, помещенную в уплотнительный профиль на внутренней панели двери. При закрывании двери она плотно притягивается к металлическому корпусу. Исходным сырьем для получения магнитных материалов служит феррит бария ВаО в смеси с каучуками или поливиниловыми и другими смолами, придающими ему гибкость. Изготовленные ленты эластичного магнита намагничивают в магнитном поле.
Притягивая уплотнитель к шкафу по всему периметру, магнитный затвор обеспечивает хорошее уплотнение и в то же время не требует усилий для открывания двери, которое необходимо проверять динамометром с погрешностью +1 Н. Динамометр прикрепляют к ручке на расстоянии, наиболее отдаленном от шарниров. Усилие при этом должно быть направлено перпендикулярно плоскости двери.
Для дверных уплотнителей в холодильниках с курковыми и секторными затворами применяют пищевую резину, с магнитными затворами - поливинилхлоридные и полихлорвиниловые уплотнители с магнитной вставкой и магнитные уплотнители с дополнительными удерживателями. В холодильниках с механическим затвором плотное закрывание двери достигается благодаря сжатию профиля резинового уплотнителя.
В холодильниках с магнитным затвором уплотнитель притягивается к шкафу силой притяжения магнита, при этом профиль уплотнителя растягивается. Уплотнитель имеет два баллона. Баллон прямоугольного сечения, в котором находится магнитная вставка, прижимается передней плоскостью к шкафу. Толщина стенки баллона существенно влияет на силу притяжения уплотнителя и не превышает 0,45 мм. Баллон "гармошка" служит для компенсации небольшого свободного хода двери. В свободном состоянии уплотнителя "гармошка" несколько сжата и при отходе двери растягивается, препятствуя отрыву уплотнителя от шкафа. Для эффективной работы профиль баллона "гармошка" имеет небольшое сопротивление растяжению, что обеспечивается тонкими стенками баллона, а также соответствующей конфигурацией его.
Магнитные вставки узлов уплотнения делают прямоугольного сечения. Их изготовляют из эластичных многокомпонентных ферритонаполненных композиций. Улучшить магнитные, физико-химические и термомеханические свойства, а также технико-экономические показатели магнитных эластичных вставок стало возможным благодаря использованию новых полимерных композиций на основе сополимеров ЭВА.
Уплотнение двери следует проверять, не включая холодильник в сеть. Бумажная полоска шириной 50 мм и толщиной 0,08 мм, заложенная между уплотнителем двери и закрываемой поверхностью шкафа, ни в одном месте не должна свободно перемещаться.
К электрическому оборудованию бытовых холодильников относятся следующие приборы:
• электрические нагреватели: для обогрева генератора в абсорбционных холодильных агрегатах; для предохранения дверного проема низкотемпературной (морозильной) камеры от выпадения конденсата (запотевания) на стенках; для обогрева испарителя при полуавтоматическом и автоматическом удалении снежного покрова;
• электродвигатель компрессора (это относится к компрессионным холодильникам);
• проходные герметичные контакты для соединения обмоток электродвигателя с внешней электропроводкой холодильника через стенку кожуха мотора компрессора;
• осветительная аппаратура, предназначенная для освещения холодильной камеры;
• вентиляторы: для обдува конденсатора холодильного агрегата воздухом (при использовании в холодильниках конденсаторов с принудительным охлаждением) и для принудительной циркуляции воздуха в камерах холодильников.
К приборам автоматики бытовых холодильников относятся:
• датчики-реле температуры (терморегуляторы) для поддержания заданной температуры в холодильной или низкотемпературной камере бытовых холодильников;
• пусковое реле для автоматического включения пусковой обмотки электродвигателя при запуске;
• защитное реле для предохранения обмоток электродвигателя от токов перегрузки; приборы автоматики для удаления снежного покрова со стенок испарителя.
1.3.2 Технологические особенности производства холодильных приборов
Технологические процессы оказывают определяющее влияние на затраты в производстве и на качество изготовления бытовых холодильных приборов (БХП). За показатель надежности борются все изготовители БХП. Надежность в работе влияет на престиж марки, спрос и цену.
Стабильное качество изготовления и надежность БХП зависят от степени автоматизации и объемов производства. Чем больше объемы производства, тем выше уровень автоматизации. Чем выше уровень автоматизации производства, тем меньше влияние рабочего на качество изготовления деталей и агрегатов. Во всех странах мира наблюдаются тенденции повышения уровня механизации и автоматизации производства и минимизации влияния человеческого фактора на качество БХП.
С увеличением выпуска не только повышается стабильность качества БХП, но и снижаются затраты на изготовление одного изделия. Годовой выпуск на современном заводе превышает 1 млн. БХП при двухсменной работе конвейеров. В одну минуту с конвейеров крупного завода сходят несколько БХП, а за сутки более 3000 тысяч единиц. За 10 лет до начала развала Союза на некоторых заводах изготавливали по 1 или 2 модели БХП и объемы производства составляли около 100 тысяч штук в год. Производство было почти натуральным. В одном месте изготавливали и собирали почти все составные части БХП. Согласно требованиям того времени по ремонтопригодности конструкции холодильников были разборными. Отмеченные условия служили объективными причинами повышенных затрат на изготовление одного БХП в сравнении с затратами на современных заводах с более прогрессивными технологиями производства. В конце 80-х 4 отечественных завода имели программы выпуска БХП по 800 тыс.шт. и более: Красноярский ("Бирюса"), Минский ("Атлант"), Новолипецкий ("Стинол") и Саратовский ("Саратов"). В номенклатуре выпуска каждого завода было по нескольку моделей БХП.
К 2008 г. программа Минского завода холодильников выросла до 1,2 млн.шт. Модельный ряд БХП "Атлант" включает десятки моделей, каждая из которых имеет несколько модификаций. Модификации одной модели отличаются между собой окраской, комплектацией, рабочим напряжением и по другим показателям. Новолипецкий завод холодильников за год изготавливает также более 1 млн. БХП различных моделей и модификаций, в том числе итальянских марок Indesit и Ariston.
Крупнейшее производство БХП обеспечивает группа независимых компаний Liebherr, расположенных в разных европейских странах. Liebherr предлагает более 300 базовых моделей отдельно стоящих и встраиваемых бытовых и торговых холодильников и морозильников. В производстве БХП и другой продукции компании руководствуются принципом: "Чем больше, тем лучше и эффективнее". Повышенная надежность и долговечность (холодильники Liebherr работают до 25 лет) помогают компаниям поддерживать престиж марки и удерживать свои БХП в высокой ценовой категории. Современные заводы БХП по сути являются сборочными. Высокий уровень механизации и автоматизации технологических процессов в сочетании с обширной унификацией узлов и деталей обеспечивают высокое качество БХП при минимальных затратах на изготовление. Непосредственно на заводах БХП изготавливают шкафы, лари и двери, которые экономически нецелесообразно перевозить на большие расстояния. При доставках за многие километры пришлось бы "перевозить воздух", поскольку шкафы занимают много места и мало весят. Составляющие узлы и детали (комрессоры, электрооборудование, приборы управления и другие комплектующие изделия), оказывающие первостепенное влияние на надежность и долговечность БХП, максимально унифицированы и изготавливаются на специализированных предприятиях. Один и тот же мотор-компрессор (компрессор в сборе с электродвигателем, пусковым и защитным реле) могут устанавливать на БХП разных марок, как массового, так и престижного исполнения. В то же время на БХП одной модели могут устанавливать различные компрессоры. На холодильники Liebherr устанавливают австрийские, бразильские и итальянские компрессоры концерна EMBRACO. Взаимозаменяемость компрессоров разных марок обеспечивает унификация присоединительных размеров.
Самыми большими мощностями по производству компрессоров всех типов в Европе располагают итальянские заводы. Итальянский концерн EMBRACO, включающий фирму Aspera, заводы в Италии, Испании, Бразилии и Китае, производит в год более 20 млн. компрессоров различного назначения. Мощности заводов Electrolux превышают собственные потребности для комплектации БХП и составляют около12 млн. шт. Специализированные заводы имеют по нескольку автоматических линий для изготовления деталей и сборки холодильных компрессоров. На одной типовой технологической линии изготавливают более 1 млн. компрессоров. На заводе мирового лидера в производстве герметичных компрессоров компании Tecumseh в США имеется 5 автоматических линий. Четыре линии обеспечивают заданную программу выпуска. Резервная пятая линия подключается для выпуска продукции при проведении профилактических работ на одной из рабочих линий. На резервной линии производится отработка перспективных конструкций и технологических процессов для серийного производства, а также выпуск первых установочных партий компрессоров. Компрессоры Electrolux устанавливают на БХП Electrolux, Miele, Vestfrost. Компрессоры Danfoss устанавливают на БХП Bosch, Siemens, Snaige, Vestfrost, "Атлант". На холодильники Bosch и Siemens также могут быть устанавлены итальянские компрессоры Aspera и сингапурские Matsushita. Годовая программа одного завода приборов автоматики превышает 10 млн. изделий. На этих заводах автоматизация технологических процессов наиболее высокая. Одни и те же приборы устанавливают на БХП различных марок. Одинаковые регуляторы температуры с маркой фирмы Danfoss устанавливают на престижных моделях холодильников AEG и на массовых холодильниках "Атлант" одного типоразмера. Максимально унифицировано производство полуфабрикатов и заготовок. Заготовки для испарителей и конденсаторов поставляют специализированные предприятия. Стальные и медные трубопроводы изготавливают металлургические заводы. На заводах БХП трубки режут по нужным размерам и изгибают по заданной конструктором конфигурации. Пластмассовые профили могут изготавливать химические заводы или на заводах БХП. Эластичный профиль для уплотнителя двери крупные заводы холодильников предпочитают изготавливать на своем производстве. При этом заводам холодильников проще проводить модернизацию производства и контролировать качество уплотнения дверей БХП на своих моделях. Профиль уплотнителя изготавливают методом экструзии: расплавленная масса пластика продавливается через отверстие, имеющее конфигурацию сечения уплотнителя.
При складировании и перевозках "нежный" пластмассовый профиль деформируется. Остаточная деформация профиля может оказаться причиной плохого уплотнения двери БХП, утечек холода и повышенного расхода электроэнергии. Поэтому сборку профиля с магнитной вставкой и сварку 4 прямых отрезков все заводы с крупносерийным производством БХП осуществляют у себя. Готовый уплотнитель сразу же идет на сборку БХП. Отсутствие транспортировки помогает сохранить форму и размеры уплотнителя и обеспечить высокое качество уплотнения дверей на БХП. Мелкие пластмассовые детали (крепеж, ручки, небольшие сосуды) на заводы БХП поставляют специализированные химические предприятия. Их изготавливают методом литья. Крупные пластмассовые изделия (шкафы и панели дверей, большие сосуды), как правило, изготавливают непосредственно на заводах БХП. Внутренние камеры и панели дверей БХП, в основном, изготавливают методом вакуумного формования. Изготовление их методом литья можно считать исключением из правила. Для изготовления пластмассовых деталей методом литья предназначены литьевые формы и литьевые машины. Разъемные литьевые формы состоят из 2 или более частей. Внутренние очертания форм в точности повторяют наружные контуры деталей. Формы устанавливают на литьевые машины. В литьевую форму засыпают гранулы нужного материала. За счет электрического нагрева гранулы плавятся. Расплавленный пластик под давлением заполняет все углубления в форме. Выемка детали из формы происходит в автоматическом режиме.
Для изготовления пластмассовых деталей методом вакуумного формования предназначены вакуум-формовочные машины. Технологические формы и машины для вакуумного формования значительно проще, чем литьевые. Для формования используют пластмассовые листы, которые укладывают над формой и плотно зажимают по периметру. Края листа служат технологическим фланцем. Перед формованием лист нагревается электрическими нагревателями и при этом размягчается. Затем из пространства между листом и формой отсасывают воздух. Под действием вакуума размягченный лист плотно обжимает форму и приобретает конфигурацию детали. После этого остается только обрезать технологический фланец, чтобы получить готовое изделие.
Пластмассовые детали могут быть белыми или цветными в зависимости от требований покупателей к дизайну БХП. Цвет литьевых и вакуумформованных пластмассовых изделий определяется цветом гранулированного сырья, засыпаемого в литьевые формы, либо пластмассового листа, закладываемого в вакуумформовочную машину.
Производство крупных деталей из металла (наружных металлических панелей шкафов и дверей) начинается с вырубки заготовок из листа или ленты. Затем из них штампуют черновые детали. Черновые детали после химической очистки подвергаются антикоррозионной обработке и окрашиваются. Окрашенные детали поступают на сборочные автоматические линии шкафов и дверей.
В новейшем производстве БХП для изготовления наружных панелей шкафов и дверей применяют металлическую ленту с защитно-декоративным покрытием. Лента проходит через профилирующие валки и вырубные штампы профилировочной машины. Технологический процесс обеспечивает защиту декоративного покрытия от повреждений при изготовлении и транспортировке деталей.
На профилировочных машинах формуют не только панели шкафов и дверей из стальной ленты, но и декоративные профили из алюминиевой ленты различной ширины. При использовании ленты с декоративным покрытием не требуется дополнительной антикоррозионной защиты деталей. Отсутствие в производстве вредных технологических процессов металлопокрытия исключает необходимость в очистных сооружениях для защиты окружающей среды. Это снимает многие проблемы при организации производства БХП, особенно, в крупных городах. Применение плоских панелей для сборки наружных шкафов позволяет изготавливать их на стороне в другом городе и затем транспортировать на сборочный завод БХП. Сварку прутковых полок и трубчато-проволочных конденсаторов осуществляют на высокопроизводительных автоматических линиях. Трубчато-проволочные конденсаторы могут изготавливать сами производители БХП, либо на заводах смежниках. Стальные сварные полки с защитным покрытием чаще изготавливают на заводах БХП. При поставках готовых полок по кооперации заводы БХП освобождаются от проблем, связанных с вредным производством для декоративного и антикоррозионного покрытия. Стеклянные полки, как правило, поставляют кооперированные предприятия. Современные конструкции БХП имеют шкафы с жесткой пенополиуретановой (ППУ) теплоизоляции. Наружные и внутренние стенки шкафа, скрепленные жесткой теплоизоляцией, превращаются в прочные сэндвич-панели. При изоляции из ППУ для изготовления стенок шкафа не требуется твердый стальной лист.
В некоторых моделях БХП вместо металлической задней стенки наружного шкафа применяют картон или бумагу. Имеются пластмассовые конструкции наружных шкафов. В современных конструкциях между наружной и внутренней стенками шкафа закладывают трубопроводы холодильного агрегата. Запененными могут быть испаритель, конденсатор и горячий трубопровод для обогрева отдельных участков на наружной поверхности БХП с целью предотвращения обледенения. Шкаф с запененным испарителем имеет гладкие внутренние стенки, а при запененном конденсаторе гладкой становится и задняя наружная стенка холодильника. При работе агрегата наружные стальные стенки такого холодильника нагреваются и работают, как конденсатор. Во всех конструктивных вариантах жесткость шкафа обеспечивается за счет твердой теплоизоляции из ППУ.
Заполнение шкафов теплоизоляцией из ППУ является наиболее сложным и дорогостоящим процессом в производстве БХП. Технологическая линия состоит из тяжелых заливочных форм и оборудования для заливки компонентов ППУ. Заливочное оборудование должно обеспечивать в заданное время подачу в каждую форму строго определенных доз жидких компонентов для конкретной модели шкафа (или двери). С такой сложной задачей справляется электронная автоматика. Заливочные формы состоят из неподвижно закрепленных "болванок" с конфигурацией по внутренним размерам камеры БХП и поворотных створок по наружным размерам шкафа. Перед закладкой в форму деталей шкафа створки открыты. Когда внутренняя камера, наружные стенки и другие детали шкафа установлены в форму, створки автоматически закрываются. Створки остаются в жестко зафиксированном положении в течение процессов заливки компонентов, вспенивания и полимеризации (отверждения) ППУ. После завершения процесса полимеризации створки открываются, и готовый шкаф автоматически извлекается из заливочной формы. Затем шкаф поступает на сборочный конвейер БХП. При вспенивании компонентов ППУ между внутренними и наружными стенками шкафа создается повышенное давление. При больших размерах шкафов усилие на ограничивающие створки формы достигает нескольких тон. Если жесткость формы окажется недостаточной, то створки могут деформироваться. Тогда стенки шкафа получатся не плоскими, а выпуклыми. Чтобы шкаф не получился с выпуклыми стенками, заливочные формы должны быть очень прочными. Формы могут быть установлены на движущемся карусельном конвейере, либо стационарно на заливочной площадке. В первом случае каждая форма поочередно подъезжает к заливочному устройству. Во втором случае заливочное устройство подъезжает поочередно к каждой из форм. В обоих вариантах все технологические операции автоматизированы.
Оба варианта обеспечивают одновременный выпуск разных изделий и переналадку формы при переходе на другую модель БХП. При изменении внутренней камеры в прежних габаритах БХП переналадка заключается в доработке внутренней "болванки". При изменении внутренних и габаритных размеров потребуется замена "болванок" и створок формы. Более гибкое производство - с неподвижными формами. На неподвижных формах проще осуществлять переналадку. Замена старых форм при переналадке оборудования на новую модель практически не отражается на выпуске других моделей БХП и может быть выполнена за несколько часов. Освоение новых моделей БХП происходит безболезненно для серийного процесса и без снижения суммарных объемов производства. Переналадку оборудования осуществляют после завершения технологической подготовки производства и получения положительных результатов испытаний опытных партий новой модели БХП. При модернизации базовой модели, как правило, основное оборудование не трогают. Заменяют только технологическую оснастку и приспособления. При освоении БХП с принципиальными изменениями в конструкции и технологии может потребоваться новое станочное оборудование.
Для изготовления новых пластмассовых деталей устанавливают другие формы на литьевые и вакуумформовочные машины.
Для изготовления новых штампованных деталей на действующие прессы устанавливают другие штампы. Изменения на линиях заливки ППУ-изоляции заключаются в замене форм и переналадке заливочного оборудования. Использование унифицированных элементов крепления сокращает время на демонтаж старой и монтаж новой оснастки. На сборочном конвейере может возникнуть необходимость в переделке либо установке новых приспособлений и коррекции рабочих мест. На испытательном конвейере, как правило, требуется переналадка приборов контроля и уточнение выходных параметров приемо-сдаточных испытаний. Благодаря унификации узлов и деталей различия по надежности и долговечности БХП разных марок определяются, в основном, качеством сборки.[12]
1.3 Требования к качеству и особенности оценки
Холодильники по технико-эксплуатационным показателям должны соответствовать требованиям стандарта. Бытовые холодильники должны обеспечивать необходимую температуру в холодильной камере и низкотемпературном отделении. Уровень шума, не должен превышать 45дБ на расстоянии 1 м от корпуса. Хранить холодильники следует в упакованном виде в закрытых помещениях с естественной вентиляцией при относительной влажности не выше 80%.
Транспортируют холодильники в рабочем положении (вертикально), надежно закрепив, чтобы исключить возможные удары и перемещения внутри транспортного средства.
Имеют гарантийный срок эксплуатации 2-3 года.(с требования к качеству можно ознакомиться в приложении Гост 16317-87)
Проверку качества потребителем проводят выборочно. Проверке подвергается не более 3% партии, но не менее 3 шт. Партией считается число холодильных приборов, оформленных одним документом.
Программа и последовательность проверки потребителем следующая:
-проверка внешнего вида;
-проверка плотности прилегания двери к шкафу;
-проверка силы, необходимой для открывания двери;
-проверка работы выключателя освещения;
-проверка функционирования (ГОСТ 14087.)*
* Его статус – утратил силу в РФ
2. Практическая часть
2.1 Цели и задачи исследования
Основной целью курсовой работы является исследование ассортимента бытовых холодильных приборов, реализуемых в магазине г. Челябинска «Техно-сила».
До текущего, и в настоящее время, бытовые холодильные приборы являются одним из самых популярных, среди населения, востребованным видом бытовой техники. И это объяснимо, ведь в каждом доме, еще с древности имеются холодильники и морозильники. Согласно социологическому исследованию, проведенному компанией Mobile, холодильники являются вторыми самыми массовым видом производимой и покупаемой техники после бытовых стиральных машин. Поскольку и на сегодняшний день холодильники являются неотъемлемой частью быта современного человека, справедливо выбрать холодильник объектом исследования. И так, объект исследования в курсовой работе – бытовые холодильные приборы, их ассортимент. Для достижения цели работы поставлен ряд задач:
- рассмотрение классификации и ассортимента холодильного оборудования;
-изучение факторов формирующих качество и ассортимент данной группы товаров;
-исследование требований к качеству холодильников;
-изучение ассортимента бытовых холодильных приборов в магазине «Техно-сила»;
-составление выводов по исследованиям.
2.2 Анализ потребительских предпочтений холодильных приборов, на примере ассортимента магазина «Техно-сила»
Техно-сила - это одна из крупнейших в России сетей магазинов бытовой техники и электроники. Первый магазин сети Техно Сила Москва был открыт в 1993 годы, с тех пор компания сильно разрослась и превратилась из столичной в федеральную сеть. В 1997 году появился единый бренд "Техносила" - все магазины, кроме салона "Колизеум" стали носить одно имя. Тогда же появился символ сети магазинов - образ "Техномена". В настоящий момент сеть магазинов "Техно-сила" насчитывает 65 магазинов - 26 в Москве и Московской Области, и 39 магазинов в регионах России. На сегодняшний день сеть магазинов техники Техно Cила является одной из крупнейших сетей магазинов - лидеров на рынке электроники и бытовой техники. [13]
В данной курсовой работе исследования ассортимента бытовых холодильных приборов компании Техно-сила приводилось на примере магазина, расположенного по адресу: г. Челябинск, ул. Российская 194 (Здание ТК Радуга).
Изучение ассортимента бытовых холодильных приборов проводиться по наиболее важным для потребителя признакам:
1. Тип;
2. Торговая марка;
3. Цена;
4. Количество камер;
5. Способ установки;
6. Внутренний оббьем;
7. Габаритные размеры;
8. Тип замораживания;
9. Количество компрессоров;
10. Класс энергопотребления;
11. Цвет.
Подробнее рассмотрим каждый из указанных признаков
Холодильные приборы делятся по назначению на типы: холодильники, морозильники и холодильники–морозильники. Холодильник применяется для кратковременного хранения пищевых продуктов. Морозильник- это прибор с одним или более морозильным отделением предназначен для длительного хранения большого количества продуктов. Холодильник-морозильник в свою очередь – электроприбор, в котором предусмотрено одно отделение для замораживания и длительного хранения, и одно или несколько для хранения свежих продуктов. Тип является главным по значимости признаком, так как определяет первоочередность выбора. Наибольшее предпочтение отдается холодильникам – морозильникам ввиду их универсальности.
Торговая марка. Данный признак является не менее важным критерием оценки при выборе холодильного прибора. Предпочтение отдается наиболее известным брендам, таким как: Electroluxs, Indesit, LG, Beco и др. Данные марки отвечают высоким требованиям потребителя на протяжении нескольких лет.*
Цена как критерий – характеризующий с одной стороны качество, с другой – доступность для потребителя. Проведя сравнительный анализ цен, в он лайн версии магазина «Техно-сила», можно выделить три ценовые группы:
- низкая(до 15 т.р.);
-средняя(15-30 т.р.);
-высокая(свыше 30 т.р.).
Стоимость холодильного оборудования формируется в зависимости от типа, марки, технических характеристик и ценовой политики.
БХП подразделяют на одно-, двух-, трехкамерные. Сразу можно выделить преимущество однокамерного холодильного прибора - его низкая цена, удобство эксплуатации и малые габариты.
Наиболее распространенными* вариантом холодильных приборов для городских жителей являются двухкамерные. Это обеспечивает удобство использования, хранения продуктов. В трехкамерных холодильных приборах в дополнение к двум остальным устанавливается «нулевая « камера. Где температура поддерживается 00
С. К сожалению данный тип холодильных приборов имеет более высокую ценовую планку, что ограничивает ее доступ для среднестатистического потребителя.
По способу установки холодильные приборы делятся на: напольные вертикальные типа «шкаф». Горизонтальные типа «стол», блочно-встраиваемые. Наиболее популярные* среди потребителей холодильные приборы напольные вертикальные типа «шкаф», вследствие удобства использования, доступа, расположения на кухне.
В зависимости от внутреннего объема (вместимости холодильной камеры) БХП можно разделить на : малой емкости (до 160 дм 3
); средней емкости (160..200дм3
); большой (более 200 дм3
). Наиболее популярны холодильные приборы средней емкости, так как отвечают требованиям основной массы покупателей*
По габаритным размерам холодильные приборы делят на 4 группы:
-«узкие» (высота 85..160см; ширина 55см; глубина 60см);
-стандартные (в 170..205см; 60; 60);
-«широкие» (170; более 80; 80);
- холодильники Side-by-Side (двусторонние) (180; до 100; 60…80).
Наибольшее предпочтение отдается стандартным приборам в связи с удобством их размещения и экономичностью занимаемой территории.*
Тип размораживания – немаловажный признак, определяющий функциональность холодильного прибора. По типу замораживания бытовые холодильные приборы делят на:
-с капельной системой;
-ручное размораживание;
-с системой No-frost.
На современном рынке бытовых холодильных приборов остается все меньше моделей холодильников и морозильников, требующих ручного оттаивания. К недостаткам ручного размораживания относится необходимость отключения холодильного прибора на длительное время.
Чаще всего, на прилавках торговых точек, встречаются холодильные приборы с автоматической системой оттаивания (капельной или No-frost).
Можно отметить, что основным достоинством системы No-frost является равномерное распределение холодного воздуха по всему объему холодильной камеры, что препятствует образованию «белой шубы»**.
Конечно, все системы имеют и свои недостатки. Так в No-frost это уменьшение объема холодильной камеры за счет появления дополнительного оборудования, высокая цена, обусловленная внедрением дополнительного оборудования (например - вентилятор).
По количеству компрессоров различаю одно- и многокомпрессорные холодильные приборы. Несколько компрессоров это – несколько независимых холодильных систем, одна из которых обеспечивает работу морозильной камеры, другие – холодильных.
И так, преимущества использования многокомпрессорного холодильного оборудования:
- более высокий ресурс работы;
-высокая производительность холода;
-возможность регулирования температур, управление отдельными камерами.
Однако на сегодняшний день эти функции вполне могут быть реализованы с использованием одного компрессора. Как следствие – приведенные преимущества не достаточно обоснованы.
Класс энергопотребления - важная характеристика экономичности холодильных приборов. Он выставляется в диапазоне A –G. Где классу А соответствуют самые лучшие показатели экономичности энергопотребления, а классу G – неэкономичные затраты энергии.
3 группы классов энергопотребления:
-высокоэкономичные – класс A,B, C;
-среднеэкономичные – класс D, E;
-неэкономичные – класс F, G.
*все результаты потребительских предпочтений выявлены вследствие многолетних исследований статистами РФ, а т.ж. использование личного опыта посредством опроса посетителей исследуемой торговой точки.. Выводы, связанные с выбранными ответами потенциальных покупателей взяты из личного опыта.
** «белая шуба»-термин применяемый Линой Александровной на паре «холодильное оборудование», с целью обозначения нароста снега в холодильных камерах.
С течением времени и развитием производственных возможностей разнообразие цветовой палитры холодильного оборудования возросло. Теперь по предпочтению покупателя реально подобрать технику в тон оформления помещения.
Далее рассмотрим подробную характеристику ассортимента всех бытовых холодильных приборов, кроме холодильных сумок, магазина «Техно-сила» по различным признакам. В таблице 4 представлен ассортимент бытовых холодильных приборов в зависимости от торговых марок.
Таблица 4. Ассортимент бытовых холодильных приборов в зависимости от торговой марки
| Торговая марка БХП |
Количество, шт., в наличии |
Bosh
Samsung
Aristone
|
5
4
7
|
| Beco |
4 |
| Бирюса |
3 |
| Whirpool |
4 |
| VestVrost |
3 |
Sharp
Nord
Liebherr
|
2
5
4
|
| LG |
5 |
Indesit
Han-sa
Electrolux
|
7
4
5
|
Соотношение бытовых холодильных приборов в зависимости от торговой марки представим на рисунке 1.
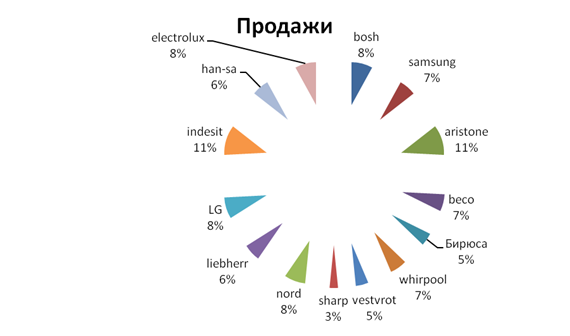
Рисунок 1. Соотношение бытовых холодильных приборов в зависимости от торговой марки
Изучая торговые марки, и производителей холодильных приборов было выявлено наличие 90% иностранных производителей. Как видно из рисунка 1 лидирующими по количеству холодильных приборов являются Boshи Aristone. Это может быть обусловлено известностью торговой марки. Так же наличие преобладающих холодильных приборов связано с их «статусом». В торговом зале Холодильники этих марок заявлены как «хит продаж».
В таблице 5 представлен ассортимент бытовых холодильных приборов в зависимости от типа.
Таблица 5. Ассортимент бытовых холодильных приборов в зависимости от типа.
| Тип |
Количество, шт. |
| Холодильник |
6 |
| Морозильник |
11 |
| Холодильник-морозильник |
62 |
Соотношение в виде % типов холодильного оборудования представлено на рисунке
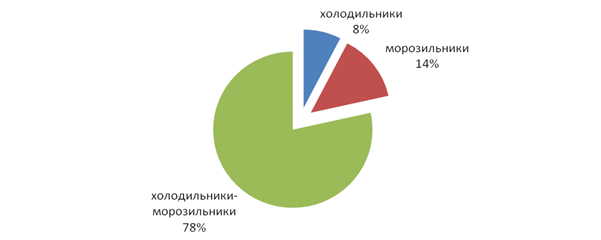
Рисунок 2. Соотношение БХП в зависимости от типа в %
Как видно из рисунка 2 по количеству поставляемых, а следовательно и реализуемых БХП преобладают холодильники морозильники. Что не удивительно, ведь ежедневно потребитель приобретает различные продовольственные товары, требующие как холодильного, так и морозильного хранения (свежие овощи, фрукты, полуфабрикаты и др.)
Если рассмотреть представленный в магазине «Техно-сила» ассортимент БХП с точки зрения ценовой конъектуры, взяв за параметр
- «низкая цена» - до 15 тыс. руб.
-«средняя цена»- от 16 …30 тыс.руб.
-«высокая цена»- свыше 31 тыс.руб.
Данные параметры были установлены на основании среднестатистического подсчета от самой малой цены(8000) до максимальной(83000)
То в таблице 6 можно увидеть следующее:
Таблица 6. Ассортимент бытовых холодильных приборов в зависимости от цены
| Цена |
Количество,шт. |
| «низкая цена» |
40 |
| «средняя цена» |
30 |
| «высокая цена» |
9 |
Согласно приведенной таблице основную часть продаж и поступлений занимает ниша «низкой цены». Но, тут же стоит отметить, что данный параметр относителен, и как видно он является наиболее приемлемым для потребителя.
Соотношение БХП в зависимости от цены представим на рисунке 3.
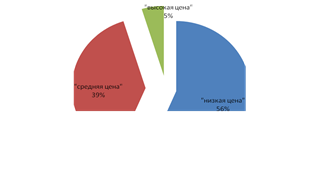
Рисунок 3. Процентное соотношение БХП в зависимости от цены
Итак рассмотрев рисунок 3 более наглядно соотношение цен на БХП , еще раз отметим, что спросом пользуется параметр «низкая цена».
Далее, в таблице 7 отображен количественный показатель относительно числа камер.
Таблица 7. Соотношение бытовых холодильных приборов в зависимости от количества камер.
| БХП в зависимости от числа камер |
Количество, шт |
Однокамерные
Двухкамерные
Трехкамерные
|
20
49
10
|
В виде рисунка 4 можно увидеть следующее:

Риснунок 4. Процентное соотношение бытовых холодильных приборов в зависимости от количества камер.
Согласно представленным данным, преобладающими являются БХП двухкамерные. Это может быть связано с удобством использования, в сочетании холодильника и морозильника, а так же ценового соотношения в сравнении с трёхкамерными БХП.
Что касается способа установки холодильных приборов, то в таблице 8 представлено их количественное соотношение.
Таблица 8. Соотношения БХП в зависимости от способа установки
| Способ установки |
Количество, шт |
Типа «шкаф»
Горизонтальные типа «стол»
Блочно-встраиваемые
|
62
0
17
|
Согласно табличным данным выстраивается рисунок 5:
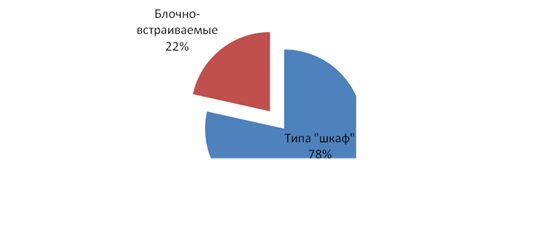
Рисунок 5. Процентное соотношение БХП по способу установки
Нельзя не заметить, что в магазине «Техно-сила » не реализуются холодильные приборы, устанавливаемые горизонтально типа «стол». Вероятно, это связано с отсутствием спроса на данный вид БХП и спецификой целевой аудитории.
В следующей таблице 9 отображены бытовые холодильные приборы, различающиеся по внутреннему объему.
| Внутренний объем БХП |
Количество БХП, шт. |
Малой емкости
Средней емкости
Большой емкости
|
10
62
7
|
И так, следствием таблицы построена рисунка 6:

Рисунок 6. Структура ассортимента бытовых холодильных приборов по внутреннему объему
Интересный факт анализа ассортимента БХП по емкости. Из диаграммы видно явное преимущество холодильных приборов средней емкости. Вполне вероятно, что это универсальный вариант в сочетании с предыдущими показателями, говорящий и вместительности, цены, удобства.
Одним из важнейших признаков комфортности использования БХП является их габариты. Поскольку приборы занимают достаточно большую площадь, покупатель выбирает наиболее приемлемый вариант. Что получилось в результате исследования ассортимента можно увидеть в таблице 10.
Таблица 10. Количественное соотношение БХП в зависимости от габаритных размеров
| Габаритные размеры БХП |
Количество , шт. |
«Узкие»
Стандартные
«Широкие»
Side-by-Sade
|
2
62
10
5
|
При преобразовании данных в рисунок 7, выглядят они следующим образом:
Рисунок 7. Соотношение бытовых холодильных приборов в зависимости от габаритных размеров
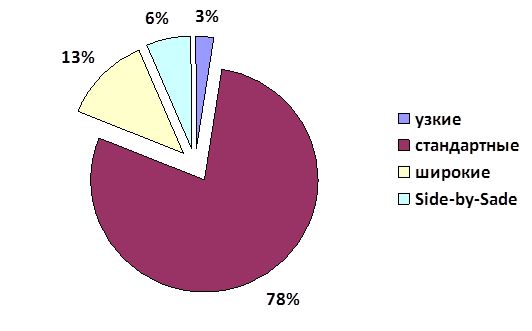
Четко выраженное «лидерство» реализации холодильных приборов с стандартными габаритами говорит о специфики жилья, и комфортабельности использования. Золотая середина во всем – размеры, вместительность, и эта тенденция подтверждается с каждыми новыми данными.
В скудеющей таблице 11 можно увидеть параметры, характеризующие ассортимент холодильных приборов в зависимости от типа размораживания.
Таблица 11. Количественное соотношение БХП в зависимости от используемой системы размораживания
| Тип размораживания в БХП |
Количество, шт. БХП |
Капельная система
Ручное размораживание
Ситстема No-Frost
|
62
7
10
|
Для наглядности соотношения в диаграмме 8 видим следующие результаты:
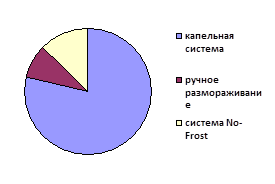
Рисунок 8. Количественное соотношение БХП в зависимости от используемой системы размораживания
Несмотря на внедрение новейших технологий их стоимость еще высока для массового пользования потребителем. Возможно, именно это и сыграло роль в популярности капельной системы.
Поскольку по исследованию ассортимента БХП в магазине «Техно-Сила» по признаку – «количество компрессоров» выявлено отсутствие 2 или более компрессоров, не требуется табличные данные. О том, по каким причинам в данной торговой точке отсутствуют холодильные приборы с много компрессорной системой не известно.
В таблице 12 приведены данные о классах энергопотребления БХП .
Таблица 12. Структура ассортимента БХП по классу энергопотребления
| Класс энергопотребления |
Количество ,шт. БХП |
A+
A
B
|
29
30
20
|
Согласно табличным данным построена следующий рисунок 9:
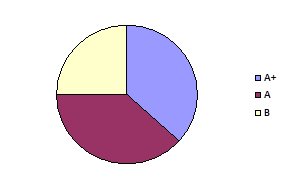
Рисунок 9. Соотношение ассортимента БХП в зависимости от класса энергопотребления
В первую очередь, важно отметить присутствие класса А+, поскольку по ГОСТу такой класс не нормируется. В связи с логикой обозначения можно перефразировать данный класс в «супер-эконом». Следующее немало важное явление – это стремление населения к экономии. Благо, это естественно особенно в современных экономических условиях, счетчиках и кризисах.
В заключении данного раздела рассмотрен цветовой ассортимент БХП не в количестве холодильных приборов данного цвета а в преобладании того или иного оттенка. Это соотношение можно рассмотреть в диаграмме 10.
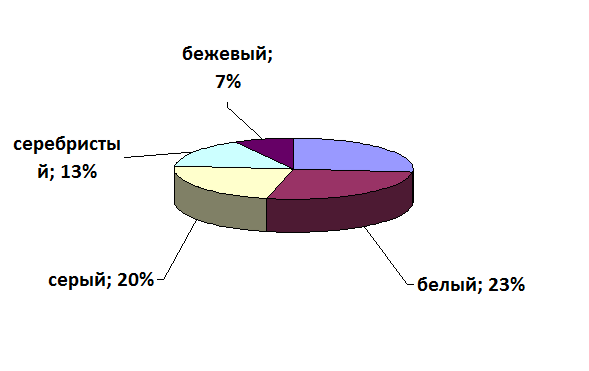
Рисунок 10. Цветовой ассортимент для БХП
Развивающийся рынок и производство дают толчок к открытиям, и одно из них – возможность приобрести технику желаемого цвета. И тем не менее большим спросом пользуются Белые холодильные приборы. ТО ли от привычки, то ли от не желания \ незнания о смене цветовой палитры.
2.3 Обоснование выбора объектов и их характеристика
Всем известно, что холодильное оборудование, как и хлеб – является товаром первой необходимости. Заезжая в новый дом в первую очередь приобретается холодильник, стол, стул, туалет. На кухне есть два незаменимых и необходимых атрибута – холодильное оборудование и плита для приготовления пищи. С этой части определяется объект исследования – бытовые холодильные приборы. Рассматривая ассортимент различных магазинов, и посещая конкурирующие Торговые точки, выбор был сделан в пользу магазина «Техно-сила».
Это связанно отчасти с ближайшим к дому местоположением. Конечно, одобрительные отзывы близких тоже сыграли роль в выборе Магазина. Рассматривая непосредственно ассортимент и опираясь на выбранный объект, появился интерес рассмотреть не только весь ассортимент холодильных приборов, но и выявить, почему потребительские предпочтения остановились на образцах, которые далее будут рассмотрены, помеченных как «хит продаж». Таких образца два. Это холодильник Hotpoint-Ariston RMB 12002(далее образец №1) и Indesit BA 20. 025-Wt-SNG(долее образец №2). Краткая характеристика образца №1:
| Габариты (ВхШхГ), мм2000x600x670; |
| объем в литрах общий363; |
| объем холодильной камеры235; |
| Класс энергопотребления В; |
| Тип холодильник с морозильником; |
| Тип управления механическое; |
| Дисплей нет; |
| Зона свежести (Био-фреш) есть; |
| Количество компрессоров 1; |
 Морозильная камера снизу; Морозильная камера снизу; |
| Антибактериальное покрытие есть; |
| Внутреннее освещение есть; |
| Количество дверей 2; |
| Количество камер 2; |
| Полки на двери 4 ; |
| Ящик для овощей и фруктов есть; |
| Держатель бутылок есть; |
| Лоток для льда есть; |
| Лоток для яиц есть; |
| Цвет белый; |
| Вес, кг 60; |
| Страна производитель Россия; |
| Срок гарантии12 месяцев. |
| Цена - 16990 |
Краткая характеристика образца №2:
| Габариты (ВхШхГ), мм2000х600х665; |
| Объем в литрах общий 370; |
| Объем морозильной камеры130 л; |
| Объем холодильной камеры 240 л ; |
| Класс энергопотребления А; |
| Тип холодильник с морозильником; |
| Тип управления механическое ; |
| Зона свежести (Био-фреш) есть; |
| Количество компрессоров 1; |
| Уровень шума (дБ) 38; |
| Мощность замораживания(кг/сут)6; |
 Морозильная камера снизу; Морозильная камера снизу; |
| Автономноe cохрaнeниe холодa 19 часов; |
| Внутреннее освещение есть; |
| Количество дверей 2; |
| Количество камер 2; |
| Материал полок закаленное стекло; |
| Количество ящиков 2; |
| Перенавешиваемые двери Есть; |
| Автоматическое размораживание есть; |
| Страна производитель Россия; |
| Срок гарантии 36 месяцев. |
| Цена – 14990 |
Все рассматриваемые образцы холодильников предназначены для хранения продуктов в охлаждённом и замороженном состоянии, приготовления пищевого льда и охлаждения напитков в быту.
2.4 Показатели качества холодильного оборудования и методы их определения
Основные параметры и размеры
Номинальный общий объем холодильных приборов должен быть:
-холодильников абсорбционных 80…320 дм3
;
-холодильников компрессионных 120….450 дм3
;
-морозильников 80…300дм3
;
-холодильников-морозильников 200….450 дм3
Предельное отклонение от номинального значения общего объема минус 3%, отклонения в сторону увеличенияне ограничиваются.
Полезный объем НТО, НТК или МК определяют путем измерения объема пространства, пригодного для хранения замороженных продуктов. Шириной НТО, НТК или МК считается расстояние между вертикальными плоскостями, ограничивающими его справа и слева; глубиной - расстояние между вертикальными плоскостями, ограничивающими НТО,НТК или МК спереди и сзади; высотой - расстояние между вертикальными плоскостями, ограничивающими его сверху и снизу. Объем измеряют в кубических дециметрах, линейные размеры определяют с абсолютной погрешностью +-1 мм.
Температура в холодильной камере на одной из установок терморегулятора в зависимости от класса холодильника должна соответствовать значениям указанным в ГОСТ 16317-87, с 3, таблица 2. При этом температура в НТО должна быть не выше одного из приведенных значений: минус: С, минус 12 С. Минус 18 С, в НТК, МК не выше минус 18С, а в холодильной камере ни в одной их трех точек, указанных в приложении ГОСТ 16317-87, не должна выходить за пределы , указанные в ГОСТ 16317-87, с 3, таблица 2
Температуру холодильной камеры бытового холодильника следует измерять в установившемся состоянии в трех точках. За температуру берется среднеарифметическое 3х
показателей. Они устанавливаются путем помещения специальных пакетов, в данном случае с водой(765 г). Допускается использование других наполнителей. После установки термочувствительных элементов возможное нарушение герметичности двери следует устранить.
Холодильные приборы должны иметь следующие размеры, мм:
Ширина….480; 580; 600;
Глубина….600;
Высота….850…2100;
Высота холодильников и морозильников типа «стола»….850.
Испытания на соответствие размерным характеристикам проводят следующим образом: используя измерительные приборы, измеряется глубина ширина высота.
Условное обозначение ХП, предназначенных для нужд народного хозяйства, должно соответствовать следующей структуре:
Наименование X1 X2 X3 X4 X5 X6 X7 X8 X9 где
X1 – наименование модели
Х2- группа сложности(через дефис)
Х3 – порядковый номер модели
Х4- порядковый номер модификации
Х5- тип холодильного прибора(по назначению холода)
Х6- общий (брутто) объем (через дифис)
Х7- общий (брутто) объем НТО, НТК или МК(через дробь)
Х8- климатическое исполнение по ГОСТ 15150 и класс
Х9- обозначение настоящего стандарта
Плотность примыкания заднего торца сервировочной плоскости к вертикальной стенке определяется следующим образом: холодильный прибор устанавливают вплотную к поверхности, имитирующей стену кривизной не более 1мм, и измеряют зазор по всей длине примыкания, который не должен превышать 5мм.
Проверка материалов и покрытий холодильного прибора осуществляется путем сопоставления номенклатуры материалов и покрытий, примененных для деталей, соприкасающихся во время эксплуатации с продуктами питания, с Перечнем материалов и покрытий, разрешенным Главным санитарно- эпидемиологическим управлением Министерства здравоохранения. В данной работе будет использовано Постановление Главного государственного санитарного врача по Санкт-Петербургу от 27.03.98 N 5 "О ВВЕДЕНИИ "САНИТАРНЫХ ПРАВИЛ ПО ВЫПУСКУ, РЕАЛИЗАЦИИ, ИСПОЛЬЗОВАНИЮ МАТЕРИАЛОВ, ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ И ДРУГИХ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ КОНТАКТА С ПИЩЕВЫМИ ПРОДУКТАМИ СП 2.3.3.-001-98".90(см. в приложениях). На материалы и покрытия отсутствующие в перечне, должно быть разрешение Минздрава.
Запах в холодильных приборах следует определять не менее чем через 10 суток после их изготовления. ХП вымытый чистой водой и вытертый насухо должен работать не менее 48 ч при температуре окружающего воздуха 20 С.После этого в центре холодильной камеры помещают открытую стеклянную или фарфоровую чашку диаметром от 100 до 120 мм содержащую 0,10 дм 3
чистой воды, гладкую стеклянную пластинку с кусочком несоленого масла высшего сорта толщиной 3-5мм, массой 10-20 г, а т.ж. герметично закупоренные образцы масла и воды. После 48 часов хранения их извлекают и в месте, без посторонних запахов хранят до достижения температуры 20 0
С. После чего проверяют отсутствие запаха в сравнении с контрольными образцами.
При испытании на отсутствие запаха в работающим морозильниках, НТК или МК, образцы масла хранят не менее 96 ч.
Результаты испытаний считают положительными, если среднеарифметическое интенсивности запаха определенное по таблице 14 Гост 16317-87 с. 14 не превышает одно балла. При оценке свыше одного балла проводиться повторная проверка согласно Госту 16717-87 п.п. 511. Результат повторного испытания считают окончательным.
Уплотнитель двери холодильного прибора пр закрытии двери должен прилегать к корпусу шкафа по всему периметру.
При открывании двери Холодильной камеры должно включаться освещение. При закрытии двери – выключение.
При открытой на угол 90 градусов С двери полки сосуды, корзины находящиеся в холодильном приборе, должны извлекаться, а дверка НТО свободно открываться.
Полки на опорах внутри хп должны лежать, не качаясь.
3. Характеристика образцов по органолептическим показателям качества
Испытуемые образцы №1 и №2 ранее определенные для выявления потребительских предпочтений были подвергнуты испытаниям, указанным выше.
Испытание №1 Номинальный объем
Согласно методике испытания был измерен объем образцов, в таблице 13 приведены результаты.
Таблица 13.
| Место измерения объема |
Образец №1,л |
Образец №2, л |
Стандартный показатель в соответствии с ГОСТ 1631787,л |
Объем холодильной камеры
Объем морозильной камеры
Общий объем(сумма)
|
235
128
363
|
240
130
370
|
120…450
80…300
200…450
|
Из полученных данных, приведенных в таблице 13 видно, что наибольший оббьем приходиться на холодильный отдел, и не смотря на разницу в общем объеме, оба образца пользуются спросом. Хотя, наибольший объем холодильной камеры позволяет установить дополнительную полку, или оставить большое пространство, для возможности размещения больших продуктов питания. Данные образцы соответствуют параметрам ГОСТа.
Испытание №2 Температура морозильной и холодильной камеры
Посредством помещения пакетов с водой в три точки холодильной камеры и морозильной, через два часа, после извлечения образцов температуру основную брали с самого теплого пакета. И так все три пакета имели температуру 110
С, что согласно ГОСТ является хорошим параметром, а пакеты из Морозильной камеры имели температуру 180
С, что тоже соответствует Стандарту.
Испытание №3 Габаритны размеры
В таблице 15 представлены измерения габаритных параметров холодильных образцов.
Таблица 15. Габаритные размеры
| Показатель |
Образец №1,мм |
Образец №2 |
Стандартный показатель в соответсвии с ГОСТ 1631787 |
Ширина
Глубина
Высота
|
600
670
2000
|
600
665
2000
|
480\580\600
600
850…2100
|
Что удивительно, просмотрев предыдущую таблицу номинального объема и полученных размерных характеристик нельзя не заметить, что в образце № 2, где номинальный объем превышает по значению образец №1 , имеет меньшие размеры холодильного прибора. Стоит предположить, что в производстве применяются новейшие технологии создания БХП, его деталей и пр. Согласно классификации отклонения в показателях имеют оба образца в параметре – глубина. Поскольку отклонения в соотношении 590\ 480=670\600=665\600, то они являются допустимыми.
Испытание № 4 Маркировка
Поскольку данные холодильники являются производными зарубежных стран, где действие стандарта на данную группу товаров не распространяется, исследование маркировки проводилось по общим параметрам: производитель, наличие инструкции, знаков безопасности, условных обозначений, гарантии качества. Все образцы, согласно проведенному исследованию, соответствуют заявленным требованиям.
Испытание №5 Отклонения корпуса
Плотность примыкания заднего торца сервировочной плоскости в вертикальной стенке было определено согласно испытанию. Данные образцы холодильных приборов имеют отклонения не более чем на 3 мм (образец №1) и на 2мм(образец №2), что допускается Гостом.
Испытание №6 Материалы покрытия
Проведение испытания на токсичность материалов и покрытий соприкасающихся с пищевыми продуктами произвести не удалось.
Испытание №7 Запах в ХП
Согласно методике в центр холодильной и морозильной камеры были помещены испытуемые образцы воды и масла. Через 4 дня проводился анализ с контрольными образцами, и отклонений по шкале степени изменения запаха не имеется в обоих образцах.
Проверка прилегания уплотнителя к двери, проводилась визуально, и отклонений не выявлено. При многократном открывании обоих образцов освещение включалось, а при закрывании - отключалось. Также при открытой на 90 градусов С двери свободно извлеклись корзины, и затруднений в извлечении не было. Проводя нагрузку на полки с переменным усилием, их качение не являлось амплитудным. Полки устойчиво крепятся на шарнирах.
В заключение данного раздела хочется отметить, что, несмотря на имеющиеся отклонения, во-первых – они допустимы по ГОСТу, во-вторых, соответствуют общим параметрам, и отвечают запросам потребителей.
Заключение
Пищевые продукты при хранении могут подвергаться порче под влиянием кислорода воздуха и солнечных лучей, нестабильной влажности воздуха, температурного режима. В следствии происходит окисление белков, микробиологическая порча. Для сохранения качества пищевых продуктов в течении длительного времени их помещают в холодильные приборы и морозильные камеры.
В курсовой работе изучение ассортимента холодильных приборов проводилось на примере магазина «Техно-сила», находящегося по адресу – ул. Российская 38. Была рассмотрена классификация данной группы товаров, откуда и следовал выбор дальнейшего объекта. Ассортимент данной группы товаров был исследован по многим признакам. Изучены требования к качеству холодильников, из чего проведен анализ потребительского спроса на группу товаров с помощью анкетирования. Из этого были выделены 2 образца пользующиеся популярностью, и проведена их оценка качества по органолептическим показателям. В заключении – составлены выводы по исследованиям. Которые показали, что выбранные образцы соответствуют нормативным документам, и допустимы в реализацию. Что выделяет эти образцы среди остальных, и делает их хитом продаж?
На этот вопрос простой ответ. Соотношение цены и качества благоразумно сочетаются в выбранных образцах, что еще подкрепляется достаточно популярной торговой маркой.
Список литературных источников
1. www.rossklad.ru
2. www.holodilnik.info
3. www.znaytovar.ru
4. www.xolod-moscow.ru
5. ru.wikipedia.org
6. enc.lib.rus.ec
7. www.tn220.ru
8. Кочегаров Б.Е., Лоцманенко В.В., Опарин Г.В. Бытовые машины и приборы: Учебное пособие. - Владивосток: Изд-во ДВГТУ, 2003
9. ГОСТ 16317-87 «Приборы холодильные электрические бытовые»
10. ГОСТ 27570.0-87«Безопасность бытовых и аналогичных электрических приборов. Общие требования и методы испытаний»
11. Доклад для Конференции на выставке "ХолодЭкспо Россия-2009" подготовлен на базе материалов: МАХ, СПбГУНиПТ, МГУИЭ, СПбГУПС, ОАО "ВНИИХОЛОДМАШ-ХОЛДИНГ", ВНИХИ, ГИПРОХОЛОД, ГИПРОРЫБФЛОТ, доклад профессора И. М. Калниня, Ассоциация "Холод-быт", Ассоциации "Холодпром", выставка "ХолодЭкспо Россия", компания Pyado marketing, Консалтинговый дом "Грифон", Центр Бизнес и Маркетинг, Публикации в журналах "Холодильная техника", "Холодильный бизнес".
2. В.В. Пискунов эксклюзивно для Холодильник.Инфо, Технологические процессы производства холодильников
13. http://www.a-piter.ru.html
|