| ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗ ОТХОДОВ ПОЛИОЛЕФИНОВ ПОРОШКООБРАЗНЫХ СОРБЕНТОВ НЕФТИ
Учитывая, что с каждым годом увеличивается число аварийных разливов нефти и нефтепродуктов и возрастает количество образующихся в результате жизнедеятельности населения земного шара полимерных отходов, которые лишь в незначительной степени подвергаются утилизации, актуальность исследований, направленных на. решение этих важнейших экологических проблем, является очевидной. Известно [1], что тонкодисперсные полиолефиновые порошки являются эффективными сорбентами нефти и нефтепродуктов, применяемыми при ликвидации их аварийных разливов. Понятно, что, если эти сорбенты будут производиться из вторичного полимерного сырья, то актуальность указанных исследований становится еще более значимой.
В настоящее время известны два промышленных способа получения полиолефиновых порошков (криогенное механическое измельчение и осаждение из растворов), которые, однако, обладают рядом существенных недостатков. Так, механическое измельчение экономически невыгодно в силу того, что оно может быть реализовано только в присутствии хладагентов, расход которых (например, жидкого азота) составляет в среднем 4 кг на 1 кг порошка. Получение же порошков полимерных материалов по методу осаждения из растворов при их охлаждении предполагает использование большого количества осади-теля (применительно к полиэтилену - этилового спирта), в результате чего возникает проблема разделения на компоненты путем ректификации образующегося раствора двух низкомолекулярных жидкостей.
Целью данного сообщения является изложение результатов исследований, направленных на разработку, лишенную указанных недостатков технологии производства из отходов полиолефинов порошкообразных сорбентов, предполагающую растворение полимеров в органических жидкостях при повышенной температуре и последующее выделение полимера (с использованием специальных приемов) в виде порошка.
Сформулированные нами ранее [2] представления о фазовом равновесии в системах частично-кристаллический полимер-жидкость и анализ под этим углом зрения полученных полных диаграмм состояния таких систем [3] позволили определить область, в которой реализуется неполный фазовый распад с образованием механически непрочного геля полимера. Эта область находится под кривой растворимости жидкости в полимере (рис. 1). Судя по приведенной на этом рисунке диаграмме состояния, максимальная температура стадии освобождения порошка от содержащегося в нем растворителя не должна превышать температуру полной аморфизации полимера (Там
) в присутствии жидкости, которая для рассматриваемой системы ПЭНП - толуол составляет ~ 64 °С. Поэтому очевидно, что для выполнения этого условия процесс удаления растворителя должен реализовываться при использовании приемов, понижающих температуру кипения растворителя, к которым относятся, в частности, перегонка при пониженном давлении и в токе водяного пара. Причем из общих соображений ясно, что вода будет выполнять роль хладагента, и ее использование предотвратит слипание порошка и сделает процесс пожаро- и взрывобезопасным.
Выполненные на специально разработанной лабораторной установке эксперименты подтвердили справедливость изложенных положений, позволили в первом приближении очертить границы области (заштрихованный прямоугольник на диаграмме состояния), внутри которой может быть реализован процесс получения полиэтиленового порошка на установке данной конструкции, и выяснить особенности механизма стадии отгонки растворителя.
Левая граница соответствует концентрации, при которой возможность выделения порошка лимитируется не эффективностью диспергирующего устройства, а сохранением достаточного уровня дисперсности полимера на стадии отгонки растворителя. Правая же, напротив, соответствует концентрации полимера, начиная с которой лимитирующим фактором становится эффективность (мощность) диспергатора. Нижняя граница этой области отвечает температуре совместной перегонки толуола и воды при остаточных давлениях, создаваемых вакуум-насосом в реакторе, а верхняя - максимальной температуре, при которой еще гарантируется возможность получения порошка при измельчении охлажденного водой раствора.
Анализ и сопоставление полученных на лабораторной установке кинетических зависимостей изменения температуры и остаточного давления в реакторе на стадии отгонки для модельной (толуол + вода) и реальной (охлажденный и диспергированный раствор ПЭНП в толуоле + вода) систем показали, что на этой стадии реализуются два периода: с постоянной (совместная отгонка растворителя и воды) и падающей (удаление следов растворителя) скоростью. При этом лимитирующим общую длительность процесса является именно второй период, связанный с переносом иммобилизованных в частицах полимера молекул растворителя к их поверхности.
Однако понятно, что полученные в «пробирке» результаты не могут быть перенесены без соответствующих уточнений на крупнотоннажное производство. Поэтому в рамках следующего этапа работы была изготовлена и введена в эксплуатацию пилотная установка периодического действия производительностью до 2 кг порошка за цикл, принципиальная схема которой приведена на рис. 1.
Эксперименты, выполненные на пилотной установке, позволили определить технологические параметры стадии приготовления раствора ПЭНП в толуоле и стадии получения порошка.
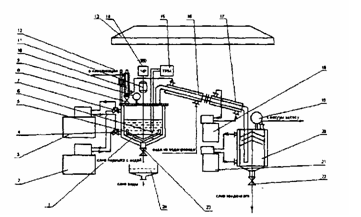
Рис. 1. Схема пилотной установки: 1 - аппарат для получения порошка, 2 - термостат для подачи «горячего» теплоносителя; 3 - термостат для подачи «холодного» теплоносителя; 4,7 – трехходовые краны; 5 - мешалка; 6 - термопара; 8 - загрузочный кран; 9,19- вакуумметры; 10 - обратный холодильник; 11 - электродвигатель мешалки; 12 - штатив; 13 - вытяжной зонт; 14 - частотный регулятор скорости вращения вала; 15 - прибор ТРМ 1, показывающий температуру; 16 - конденсатор паров водяной; 17 — низкотемпературный конденсатор; 18, 21 - криостаты; 20 - сборник конденсата; 22 - кран слива конденсата; 23 - кран для выгрузки
Некоторые результаты кинетических экспериментов по растворению в толуоле гранул ПЭНП при различных температурах теплоносителя, подаваемого в рубашку реактора (75-95 °С), и скоростях перемешивания (125-400 мин"1
) иллюстрируют рис. 3 и 4. Видно, что длительность процесса растворения уменьшается с увеличением температуры и интенсивности перемешивания.
На основании этих данных, а также с учетом того, что процесс растворения состоит из двух стадий (набухание гранулы полимера до достижения на ее поверхности состояния подвижного геля и собственно растворения с отрывом макромолекул с поверхности этого геля и распределением их в растворителе за счет конвективной диффУ" зии в условиях интенсивного перемешивания), была разработана математическая модель стадии [4]. Адекватность этой модели экспериментальным данным наглядно иллюстрируют кривые, приведенные на рис. 2 и 3.

Рис. 2. Зависимость массовой доли растворившегося ПЭНП (е) от времени процесса приготовления раствора с конечной концентрацией по полимеру, равной 15,7 %, при скорости вращения мешалки 125 мин"1
и температуре теплоносителя 75 (1) и 95 (2) °С. Точки - эксперимент, сплошные линии – расчет

Рис. 3. Зависимость массовой доли растворившегося ПЭНП (е) от времени процесса приготовления раствора с конечной концентрацией по полимеру, равной 15,7 %, при температуре теплоносителя 75 °С и скорости перемешивания 125 (1) и 400 (2) мин" . Точки - эксперимент, сплошные линии - расчет
Целью исследования особенностей стадии получения порошка являлось выяснение влияния ее технологических параметров (темпера тура образующейся при охлаждении водой системы Тс
, длительность диспергирования фд
и концентрация полимерного компонента в рас творе С) на длительность процесса отгонки растворителя фотг
и
тс
персионный состав выделяемых порошков. Дисперсионный состав последних оценивали по массовой доле фракции (в, %) с размером частиц не более 300 мкм. Охлаждение рабочих растворов, объем которых составлял ~1,3 л, осуществляли путем добавления в раствор воды с температурой, обеспечивающей требуемое значение Тс
. Измельчение гелей, образующихся в результате охлаждения растворов, проводили при скорости вращения ротора диспергатора 2800 мин-1
. Остаточное давление в реакторе во всех случаях соответствовало 40 мм рт.ст.
На рис. 4 и 5 приведены некоторые результаты выполненных в указанных условиях экспериментов, анализ которых позволяет заключить следующее.
1.Выбранные с использованием диаграммы состояния системы ПЭНП - толуол условия действительно гарантируют выделение на пилотной установке полиолефина из его раствора в виде порошка.
2.С ростом концентрации полимерного компонента в исходной системе увеличивается длительность стадии отгонки растворителя вследствие увеличения ее второго периода и сокращается доля мелких фракций. Однако при этом возрастает производительность установки.
3.Увеличение значений Тс
и фд
приводит к уменьшению фотг
и повышению параметра в.

Рис. 4. Зависимость общей длительности процесса от концентрации полимерного компонента в растворе и температуры системы (Тс
): 1 - 38, 2 - 46, 3 - 60 °С
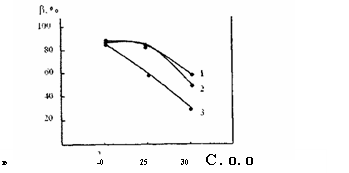
Рис. 5. Зависимость массовой доли фракций размером < 300 мкм от концентрации полимерного компонента в растворе и температуры системы (Тс
): 1 - 38, 2 - 46, 3 - 60 °С
Полученные экспериментальные данные позволили разработать математическую модель стадии отгонки растворителя. При ее разработке рассматривались два уровня иерархии системы: одиночная частица полимера, содержащая в аморфных областях растворитель, и суспензия полимера-в жидкой фазе (толуол +вода) в объеме аппарата. Решение системы уравнений предложенной математической модели [5] позволяет прогнозировать длительность и кинетику изменения температуры стадии отгонки органики из системы полимер + растворитель + вода в зависимости от остаточного давления в реакторе и температуры теплоносителя, циркулирующего через его рубашку.
Поскольку выгружаемый из реактора после стадии отгонки растворителя и фильтрации порошок содержит значительное количество (до 80 % масс) поверхностной воды, совершенно логичным представлялось исследование закономерности его сушки.
Изучение кинетики сушки порошков от воды проводили в условиях инфракрасного (ИК) подвода теплоты на специально изготовленной установке [4]. В ходе экспериментов через определенные промежутки времени фиксировались значения массы и температуры обрабатываемого порошка, с использованием которых строились кривые сушки. Для определения коэффициента массоотдачи были выполнены модельные эксперименты, заключающиеся в изучении кинетики испарения воды в тех же условиях, при которых проводились опыты по сушке порошка.
В результате выполненных экспериментов и обработки полученных данных было установлено, что сушка порошка реализуется в основном (до 95 %) в первом периоде. Показано также, что с увеличением плотности ИК-потока и уменьшением толщины слоя порошка длительность этой стадии уменьшается. Получены численные значения коэффициента массоотдачи и коэффициента, учитывающего понижение давления водных паров над порошков в зависимости от его влагосодержания.
Для построения математической модели сушки порошка в тонком слое (5-10 мм) применительно к условиям, реализуемым на пилотной установке, были приняты следующие допущения:
- температура и влагосодержание порошка постоянны по высоте слоя в любой момент времени;
- поверхностью испарения является площадь, занимаемая порошком, размещенным в кювете установки;
- плотность ИК-потока не изменяется в ходе процесса.
На основе полученных данных и принятых допущений была разработана математическая модель стадии сушки [4], описывающая изменение температуры и влажности порошка в условиях периодического процесса.
Компьютерная реализация в пакете MathCAD разработанной модели приводит, как видно из рис. 6, к удовлетворительному соответствию расчетных и экспериментальных данных, а ее использование позволяет рассчитать время сушки до требуемого значения влажности порошка в зависимости от плотности теплового потока и толщины слоя обрабатываемого материала.

Рис. 6. Кривая сушки порошка при плотности теплового потока 1087 Вг/м2
и толщине слоя 10 мм. Сплошная линия -расчет, точки - эксперимент
Анализ всей совокупности полученных экспериментальных данных позволил сформулировать основные представления об аппаратурном оформлении технологии и разработать общую технологическую схему, которая приведена на рис. 7.

Рис. 7
В заключение представляется целесообразным, на наш взгляд, привести результаты экспериментов, направленных на выяснение взаимосвязи между размером частиц порошка и его сорбционной способностью. Эти эксперименты были выполнены по стандартной методике ТУ 14-10942238-03-95.
В качестве объектов исследования использовались:
- полученные нами полиэтиленовые порошки (крошка) с размером частиц от 30 до 5000 мкм, разделенные с помощью стандартных сит на четыре фракции: до 630, 1000,3000 и более мкм;
- сырая нефть Ярославского нефтеперерабатывающего завода и толуол классификации ЧДА.
Для того чтобы оценить сорбционную способность порошка, «работающего» как сорбент в реальных условиях, были проведены две серии экспериментов. Первая заключается в оценке сорбционной способности порошка непосредственно по отношению к принятому в эксперименте нефтепродукту, вторая - в оценке сорбционной способности порошка по отношению к нефтепродукту, помещенному в виде пленки различной толщины (0,2-1,4 мм) на поверхности воды. Во второй серии экспериментов оценивали суммарную (вода + органика) сорбционную емкость. Количество «захваченной» порошком воды определяли в результате специально проведенных опытов.
Результаты этих экспериментов (табл. 1 и 2) показали, что:
- увеличение размера частиц порошка более чем в пять раз приводит к ухудшению сорбционной способности на -25 и 50 % по отношению к толуолу и нефти соответственно;
- при сорбции органики с поверхности воды порошок одновременно с нефтепродуктами «захватывает» воду, содержание которой в общей массе захваченной жидкости уменьшается от ~80 до ~20 % по мере увеличения толщины слоя органической жидкости;
- суммарная сорбционная способность порошка по отношению к нефтепродуктам и воде увеличивается приблизительно в 2 раза при семикратном увеличении толщины пленки нефтепродуктов;
- оцененная в условиях отсутствия нефтепродуктов водоемкость нефракционированного порошка ПЭНП, который обладает исключительной плавучестью, составляет 0,02 г/г.
Также установлено, что специфической особенностью порошков ПЭНП как сорбентов является их способность к переводу жидких нефтепродуктов в твердое состояние.
ЛИТЕРАТУРА
1. Самойлов Н.А., Хлесткий Р.Н., Шеметов А.В., Шаммазов А.А. Сорбционный метод ликвидации аварийных разливов нефти и нефтепродуктов: Учеб. пособие. - М.: Химия, 2001. - 150 с.
2. Мизеровский Л.Н., Почивалов К.В. // Известия вузов. Химия и хим. технология 2007. - Т. 50. - Вып. 3. - С.72-78.
3. Почивалов К.В. Физико-химические основы процесса экстракции полимерного компонента из пористого вязко-упругого полимерного материала. Дисс. докт. хим. наук. - 02. 00.06 - Иваново, 2002. -314 с.
4. Каленова О.С. Моделирование тепло-массообменных процессов в технологии получения порошков полиолефинов. Дисс... канд. техн. наук - 05.17.08 — Иваново, 2008. - 114 с.
5. Каленова О.С, Липин А.Г., Почивалов К.В., Юров М.Ю. // Известия ВУЗов. Химия и химическая технология. - 2007. - Т. 50. -Вып. 3.-С. 94-98.
|