МІНІСТЕРСТВО ОСВІТИ ТА НАУКИ УКРАЇНИ
КИЇВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ТЕХНОЛОГІЇ ТА ДИЗАЙНУ
КУРСОВ
И
Й ПРОЕКТ
З ДИСЦИПЛІНИ
«ПРОЕКТУВАННЯ КОМП´ЮТЕРНО-ІНТЕГРОВАНИХ СИСТЕМ»
на тему “Вимірювання товщини стрічки”
Київ ‒ 2010
Реферат
Виконавець : студентка гр. Ак3-06 Альоша Ганна Геннадіївна.
Керівник: Санніков Володимир Юрійович.
Пояснювальна записка на 14 сторінках формату А4 з 4 рисунками і 2 таблицями.
Графічна частина: принципова електрична схема на форматі А3, схема структурна на форматі А4, схема функціональна на форматі А4.
Об’єкт проектування: автоматична система вимірювання товщини стрічки, що дозволяє своєчасно виявити бракований продукт.
Результати роботи: система забезпечує вимірювання та реєстрацію зміни товщини стрічки при виготовленні і перевірці якості стрічки.
Область застосування: швейне виробництво та інші підприємства, де використовується вимір товщини матеріалів.
Анотація
В даному курсовому проекті розроблена автоматична система для вимірювання товщини стрічки. Ця система дозволяє чітко контролювати задану товщину стрічки для того, щоб остання відповідала вимогам замовника чи виробництва, а також оптимально використовувати сировину, з якої вона виготовляється.
Проект складається з пояснювальної записки, до складу якої входять: анотація, реферат, технічне завдання, технічний опис, а також графічна частина в складі електричної принципової схеми на форматі А3, структурної схеми та схеми автоматизації, виконаних на А2.
Пояснювальна записка виконана на 14 сторінках формату А4 з 4 рисунками і 2 таблицями.
автоматична стрічка сировина
Вступ
Дана курсова робота має на меті розробити автоматичний пристрій для вимірювання товщини стрічки в легкій промисловості. Необхідно повністю автоматизувати контроль вимірювання товщини стрічки. Цей контроль повинен бути якомога точніший і надійніший, відповідати кваліфікації обслуговуючого персоналу, до того ж бути економічним.
Стрічки широко використовуються на сьогоднішній день, починаючи зі швейної промисловості й до запаковки звичайних товарів. Товщина стрічки чітко контролюється, щоб відповідати вимогам замовника чи даному виробництву, а також оптимально використовувати сировину, з якої вона виготовляється.
1. Технічне завдання
1.1 Призначення і мета системи
Система автоматичного контролю товщини стрічки призначена для безперервного відображення і реєстрації параметрів стрічки і сигналізації перевищення допустимої товщини стрічки.
Вимірювання товщини стрічки виконується з метою контролю розходу матеріалу та забезпечення його однорідності.
1.2 Принцип дії системи
Підсистема автоматичного вимірювання та реєстрації товщини стрічки використовує автоматичний прилад (міст), що працює в комплекті з відповідним сенсором (індуктивним датчиком товщини). Індуктивний датчик перетворює механічне переміщення в зміну індуктивності. Заснований назміні індуктивності обмотки електромагнітного дроселя залежно від переміщення однієї з пересувних частин: якоря, сердечника і інших. При збільшенні чи зменшенні ширини тканини, буде змінюватися положення якоря датчика, що, в свою чергу, призводить відображатися зміна товщини стрічки на показуючому пристрою.
1.3
Технічні характеристики системи
Швидкість подачі стрічки – 1 м/с.
Діапазон вимірювання товщини від 2 до 4 мм.
Похибка вимірювання – 1 %.
Натяг стрічки на технологічній лінії – 2 Н/м.
1.4 Умови експлуатації
Процес вимірювання і контролю товщини стрічки має відбуватися при нормальному атмосферному тиску. температурі навколишнього середовища +20ºС і відносній вологості повітря (65 ± 10)%. Система має відповідати вимогам техніки безпеки. Середовище контролю товщини стрічки має бути мінімально запиленим.
2. Технічний опис
2.1 Призначення і мета системи
Система автоматичного контролю товщини стрічки призначена для безперервного відображення і реєстрації параметрів стрічки і сигналізації перевищення допустимої товщини стрічки.
Вимірювання товщини стрічки виконується з метою контролю розходу матеріалу та забезпечення його однорідності.
2.2 Система складається з
1) Індуктивний датчик переміщення ЦИНИТМАШ, призначений для вимірювання товщини стрічки до 5 мм. Він представляє собою котушку з повітряним зазором, що змінюється. Робота датчика заснована на зміні магнітного опору магнітопровода шляхом зміни довжини повітряного зазора. Спосіб прикріплення до стрічки: до стрічки опущено чутливий елемент, з’єднаний зі штоком, а шток, в свою чергу, - механічно з якорем індуктивного перетворювача.
2) Дешифратор – перетворює отриманий імпульс у сигнал для відображення на семи сегментному індикаторі у десятковому коді.
2.3 Опис функціональної схеми автоматизації (КНУТД.АК306.001.002.К2)
Сигнал від датчика переміщення GE поступає на клемно-блочний з’єднувач КБС – 3, де сигнал з токового перетворюється у сигнал напруги. Після чого цей сигнал поступає на Реміконт Р-130, на блок ВАА (ввід аналоговий групи А), де перетворюється у цифровий та поступає на аналоговий регулятор РАН. Одночасно з цим на РАН поступає сигнал від УВМ. З РАН новий сигнал йде на ОКО, РУЧ та блок аналогового виводу АВА, де перетворюється з цифрового знову на сигнал напруги. А з АВА сигнал йде на КБС – 3 і далі на блок підсилення потужності (БУМ). В залежності від отриманого сигналу, двигун, що управляє валком конвеєра, обертатиметься швидше чи повільніше.
Таким чином, при відхиленні ширини стрічки від заданої норми, конвеєр зупиниться.
2.4 Опис структурної схеми (КНУТД.АК306.001.002.Е1)
Сингал від датчика, чутливий елемент якого опущений на стрічку, поступає на вхід аналого-цифрового перетворювача, де на виході отримуємо цифровий сигнал. Далі сигнал йде на суматор, де порівнюється з сигналом завдання. Після суматора сигнал прямує на перетворювач, а звідти – на пристрій індикації, на якому можна спостерігати за результатами процесу.
2.5 Опис схеми електричної принципової (КНУТД.АК306.001.002.Е3)
Схема складається з таких елементів:
1) Опорів різної величини, номіналом 1 кОм та 100 кОм.
2) Джерело напруги живлення Е.
3) Генератор імпульсів G.
4) Три семи сегментних індикатора
5) Дві котушки індуктивності L.
6) Компаратор 521СА3.
7) Три двійково-десяткових лічильника 7490.
8) Три мультивібратора.
9) Два логічних елементи І 7408.
10) Інвентор 7414.
Електрична схема індуктивного датчика переміщення складається з двох котушок індуктивності L1, L2, змінного резистора Rн, джерела живлення змінної напруги, діодного випрямляча, двох резисторів R1, R2.
Схема включення такого датчика зображена на рисунку нижче:

Рис. 2.1 – схема підключення датчика
Z1, Z2 – котушки індуктивності. На вхід датчика подається напруга 18 В з частотою 50 Гц, тому на виході ми маємо синусоїдальний сигнал. Для того, щоб виділити постійну складову напруги, нам необхідно було зробити випрямляч, зібраний з діодів. На виході маємо випрямлену напругу. Для згладження пульсацій за діодним містиком пропонується поставити конденсатор С (на рисунку не зображений).
Котушки індуктивності взаємодіють таким чином, що коли на одній з них додається величина індуктивності, то на іншій індуктивність стає на ту ж саму величину меншою. Так, зміна індуктивностей пояснюється положенням «якоря» у реального датчика.
Діодний випрямляч, на який поступає змінна напруга з обох котушок індуктивності, випрямляє її. Величину отриманої напруги контролює вольтметр постійного струму.
Випрямлена напруга прямує на компаратор – прилад, що порівнює обидві напруги й визначає, яка з них більше.
Прямокутні імпульси підраховуються трьома двійково-десятковими лічильниками, виводи яких з’єднані з трьома семи сегментними індикаторами. Треба зазначити, що в даній роботі використовуються індикатори з вбудованими дешифраторами, тому вони мають лише чотири входи.
Кожну секунду здійснюється сброс показань лічильника, через це відбувається відображення частоти сигналу.
Генератор логічним сигналів керує сбросом лічильника. Цей генератор на протязі 1 с виконує вимірювання частоти, а на протязі 0,1 с – сброс лічильника.
3. Розрахункова частина
3.1 Розрахунок габаритів датчика індуктивності
По схемі побудови індуктивні датчики можна розділити на одинарні і диференціальні. Одинарний індуктивний датчик містить одну вимірювальну гілку, диференціальний – дві. У диференціальному індуктивному датчику при зміні вимірюваного параметра одночасно змінюються індуктивності двох однакових котушок, причому зміна відбувається на одну і ту ж величину, але із зворотнім знаком. Як бачимо, індуктивність котушки:

де W– число витків; Ф – пронизуючий магнітний потік; I – струм, що проходить в котушці.
Струм зв'язаний з МДС співвідношенням:

Звідки одержуємо:

де  – магнітний опір індуктивного датчика. – магнітний опір індуктивного датчика.
 – активний магнітний опір осердя; l – довжина; S – переріз осердя, Rδ
– магнітний опір повітряного зазору, Хм
– реактивний магнітний опір – активний магнітний опір осердя; l – довжина; S – переріз осердя, Rδ
– магнітний опір повітряного зазору, Хм
– реактивний магнітний опір
Нехтуючи Rc
та Хм
, приймаємо провідність зазору:

І отримуємо наступну формулу для індуктивності:

 − діапазон, в межах якого переміщуватиметься якір від стану рівноваги до максимального верхнього положення. − діапазон, в межах якого переміщуватиметься якір від стану рівноваги до максимального верхнього положення.
μ0
= 4*π*10-9
гн/см
W – кількість витків обмотки, яка дорівнює 1250.
S – площа поперечного перерізу для осердя датчика
На рисунку 3.1 бачимо фігуру осердя індуктивного датчика, площу якого нам необхідно визначити. Осердя виконано з однорідного феромагнітного матеріалу.

Рис. 3.1 – осердя індуктивного датчика
A= 10 mm, B= 4 mm, C= 3 mm, D= 6 mm, F= 12 mm
Знайдена площа складає:
S= 612 mm2
3.2 Розрахунок індуктивностей
Інтервал індуктивностей, від зміни якого залежить ширина тканини і навпаки має вигляд:
Таблиця 3.1 Таблиця 3.2

Нижче зображено диференційний двотактний датчик:

Рис. 3.2 – схема диференційного двотактного датчика
У нього краща статична характеристика, менші температурні похибки, менше зусилля по притягненню якора.
У початковий момент якір датчика знаходиться у крайньому нижньому положенні. Це положення відповідає 2 мм стрічки, відповідно, індукція на нижній котушці буде 20,41 Гн, а на верхній 10,205 Гн. Значення індуктивності, при якому система знаходиться в рівновазі: L=13.607гн. Вольтметр, поставлений після датчика, покаже 0 В, а ширина тканини умовно вважатиметься рівною 3 мм.
Статичну характеристику такого датчика можна описати рівнянням:

Хвх
– вхідне переміщення, Β – параметр статичної характеристики. Приймемо його приблизно рівним 2. Нас же цікавить не повна напруга на виході датчика, а її постійна складова, що має вигляд:

R = 1000 Ом,
Rн
=1.1*R= 1100 Ом – опір нагрузки. напруга живлення
U= 18 V.
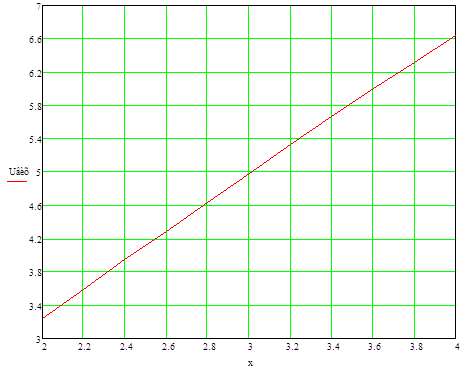
Рис. 3.3 – номінальна статична характеристика залежності вихідної напруги від переміщення
Висновок
За допомогою узгодженості двох котушок індуктивності датчика переміщення реалізується неперервне вимірювання товщини стрічки з одночасною реєстрацією результатів. Таким чином цей процес є повністю автоматизованим. Оператор повинен лише спостерігати за ходом процеси, без застосування ручної праці.
Список використаної літератури
1. Р. Токхейм Основы цифровой электроники. ‒ издание «Мир», 1988. ‒ 392с.
2. Зубчик, Сигорский, Шкуро Справочник по цифровой схемотехнике. ‒ издание «Техника», 1990. ‒ 449с.
3. Шило В.Л. Популярные цифровые схемы: Справ очник – М.: Радио и связь, 1987. ‒ 352с.
4. Алейников Датчики. Перспективные направления развития Алейников Киев, 2001. ‒ 560с.
5. Кауфман М. Исскуство схемотехники ‒ издание «Энергоатомиздат», 1991. ‒ 368с.
6. Агейкин «Справочник контроля автоматического регулирования».
7. Сотсков Датчики систем автоматического контроля и регулирования. ‒ издание «Мир», 1990. ‒ 145с.
|