| Курсовая работа
Тема: "Электрические датчики в современной металлургии"
Введение
Важнейшим фактором повышения эффективности прокатного производства в металлургической промышленности является развитие систем автоматического управления (САУ), как технологическим оборудованием, так и всем технологическим процессом в целом. Прокатное производство является сложным, консервативным процессом в металлургии, так как используется дорогостоящее технологическое оборудование, работающее в сложной агрессивной среде.
Современные прокатные клети, станы оснащаются передовыми технологиями первичного сбора, преобразования и использования технической и технологической информации для повышения производительности и качества выпускаемой продукции.
В зависимости от выполняемых функций элементы САУ можно разделить на три группы: источники первичной информации (датчики), промежуточные и исполнительные устройства
.
В системах автоматического управления в качестве сигналов обычно используются электрические и механические величины (например, постоянный ток, напряжение, давление сжатого газа или жидкости, усилие и т.п.), так как они позволяют легко осуществлять преобразование, сравнение, передачу на расстояние и хранение информации. В одних случаях сигналы возникают непосредственно вследствие протекающих при управлении процессов (изменения тока, напряжения, температуры, давления, наличия механических перемещений и т.д.), в других случаях они вырабатываются чувствительными элементами или датчиками.
Соответственно операциям, производимым с сигналами информации в автоматических устройствах, можно выделить функциональные ячейки – элементы. Элемент
это простейшая в функциональном отношении ячейка (устройство, схема), предназначенная для выполнения очень простой по сути дела одной операции с сигналом.
Несмотря на простоту понятия элемента и происходящих в нем процессов, до сих пор во многих случаях существуют трудности не только в формировании понятия элемента, но и в терминологии.
Часто элементы отождествляются с устройствами, в состав которых входят несколько элементов. Например, некоторые датчики, называемые элементами, в действительности являются совокупностью элементов, объединенных единой схемой соединения, обеспечивающих воспроизведение контролируемой величины и преобразование ее в другую величину, более удобную для передачи по линиям связи.
1. Основные понятия и характеристики датчиков
Первичные измерительные преобразователи (в дальнейшем будем называть их датчиками
) – это устройства, предназначенные для получения первичной рабочей информации о состоянии объекта. Они преобразуют физическую величину, характеризующую состояние объекта, в величину другого вида более удобного для передачи и дальнейшего преобразования.
В зависимости от принципа производимого датчиком преобразования (преобразования входной величины в выходную) их подразделяют в основном на два типа: параметрические и генераторные.
Параметрические (пассивные)
– это датчики, в которых изменение контролируемой величины х
(рис. 1) сопровождается соответствующими изменениями активного, индуктивного и емкостного сопротивлений. Наличие постороннего источника энергии вида z
(рис. 1, б) является обязательным условием работы параметрического датчика. Параметрические датчики обычно подключаются по схеме Уитстона [3], которая представлена на рис. 4.
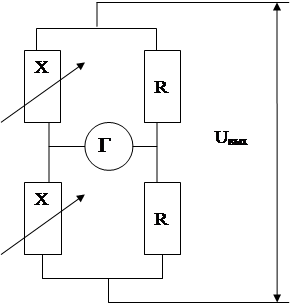
Рис. 1. Схема Уитстона
Переменный элемент Х
(переменное плечо мостовой схемы) под действием физической величины изменяет свой параметр и тем самым разбалансирует схему включения других элементов R
(постоянные плечи мостовой схемы). Схема питается от дополнительного источника энергии Г
(например, генератора).
Генераторные (или активные)
– это датчики, в которых изменение контролируемой величины х
сопровождается соответствующими изменениями электродвижущей силы (ЭДС
) на выходе датчика (например, возникновение ЭДС
может происходить вследствие термо-, пьезо-, фотоэффекта и других явлений, вызывающих появление электрических зарядов). Эти датчики выполняются по схеме, приведенной на рис. 1, а, т.е. они не требуют дополнительного источника энергии вида z
, так как энергия на выходе элемента полностью берется с его входа (вследствие чего мощность выходного сигнала всегда меньше мощности входного сигнала).
В зависимости от вида контролируемой неэлектрической величины различают датчики механические, тепловые, оптические и др. Часто применяются электрические датчики с промежуточным преобразованием, т.е. механический датчик объединяют с электрическим. Преобразование контролируемой величины в таких датчиках происходит по схеме: измеряемая величина – механическое перемещение – электрическая величина. Элемент, преобразующий измеряемую величину в перемещение, называется первичным преобразователем или источником первичной информации (ИПИ). Например, давление преобразуется в перемещение стрелки манометра ПИ, которое затем преобразуется в изменение активного сопротивления (проволочный, резистивный (или реостатный) датчики и др.).
Наиболее целостно о разнообразии ИПИ отражено в её классификации.
2. Классификация источников первичной информации
В настоящее время существует множество разнообразных по принципу действия и назначению ИПИ. Непрерывное развитие науки, техники и технологии приводит к появлению все новых источников первичной информации. Разобраться в этом многообразии помогают различные классификации. Создать универсальную классификацию, удовлетворяющую запросам всех возможных пользователей конкретной предметной области, – задача практически неразрешимая [1].
В качестве классификационных признаков ИПИ можно принять многие характеристики преобразователей: по виду используемой энергии, по виду входной и выходной величин, по принципу действия, по конструктивному исполнению, по типу переменных объекта управления
и т.д.
Классификация:
1. По виду используемой энергии
ИПИ можно подразделить на электрические, механические, пневматические и гидравлические.
2. По соотношению между входной и выходной величинами
бывают различные виды ИПИ, например, электрический вход – неэлектрический выход; электрический вход – гидравлический выход и т.п.
3. В зависимости от вида выходного сигнала
различают ИПИ аналоговые, дискретные, релейные, с естественным или унифицированным выходным сигналом.
4. По виду структурной схемы
различают преобразователи прямого однократного преобразования, последовательного прямого преобразования, дифференциальные, с обратной связью (компенсационная схема).
5. По характеру преобразования входной величины в выходную
ИПИ подразделяются на параметрические, генераторные, частотные, фазовые
.
6. По виду измеряемой физической величины
различают ИПИ линейных и угловых перемещений.
По физическим явлениям
, положенным в основу принципа действия, в ГСП принята следующая классификация ИПИ:
– механические
– с упругим чувствительным элементом, дроссельные, ротаметрические, объемные, поплавковые, скоростные;
– электромеханические
– тензорезистивные, термоэлектрические, термомеханические, термокондуктометрические, манометрические;
– электрохимические
– кондуктометрические, потенциометрические, полярографические;
– оптические
– фотоколометрические, рефракторометрические, оптико-акустические, нефелометрические;
– электронные и ионизационные
, индукционные, хроматогра-фические, радиоизотопные, магнитные.
– по типу переменных объекта управления
(часто используется в прокатном производстве) – датчики технологических переменных (температура, толщина проката и др.) и устройств управления (положением валков, скоростью вращения валков и др.)
3. Датчики
измерения технологических переменных
Из всего многообразия источников измерения первичной информации, в металлургии, датчики измерения технологических переменных занимают особое место. Дело заключается в том, что информация о параметрах проката, сорта, одним словом, заготовки представляет особый интерес. Эта информация необходима как для проведения технологического процесса изготовления заготовки или конечного продукта, так и для управления структур металлургического предприятия. Одним словом она необходима в современных информационных технологиях, которая применяется, как в АСУ ТП, так и в АСУ П.
3.1 Измерение усилий прокатки
Измерение усилия прокатки производится обычно прямым методом, однако иногда используется и косвенный метод.
При прямом методе датчик, преобразующий усилие в электрический сигнал, стремятся сконструировать таким образом, чтобы вся измеряемая сила замыкалась на датчик, т.е. датчик деформировался бы под действием полной силы.
На рис. 2 приведены схемы установки датчиков усилия прокатки в четырехвалковой клети. При прямом методе усилие прокатки измеряют датчиками 1, установленными над гайкой нажимного винта, датчиками 2, установленными между торцом нажимного винта и подушкой верхнего опорного валка, и датчиками 3, установленными между станиной и подушкой нижнего опорного валка. Усилие прокатки косвенным методом измеряют при помощи тензометра 4.
Погрешность датчиков, установленных над верхней – 2 (Рис. 2), и под нижней – 3 опорными подушками валка, существенно меньше, чем при установке их над гайкой нажимного винта – 1. Однако при установке датчика под подушкой нижнего опорного валка не удается получить достаточной равномерности распределения нагрузки по его рабочей поверхности. Обычно предпочитают устанавливать датчик над верхней опорной подушкой.
Способы преобразования деформации в электрический сигнал можно разделить на две основные группы.
К первой группе относятся способы, основанные на измерении деформации какой-либо базовой длины нагружаемого элемента под действием измеряемой силы. Для этого на поверхности этого элемента закрепляют тем или иным способом преобразователи деформации в электрический сигнал.
Ко второй группе относятся способы, основанные на изменении каких-либо свойств нагружаемого элемента. К этой группе относятся все типы магнитоупругих преобразователей, в которых под действием механических напряжений происходит изменение магнитных свойств, а также полупроводниковые и тензорезисторные преобразователи, если они непосредственно воспринимают нагрузку, а не деформацию какого-то узла. В настоящее время в прокатном производстве нашли место прецизионные датчики усилия, которые используют такие физические явления, как магнитострикция, прямой и обратный пьезоэффект и др.
Датчики усилия на тензометрическом преобразователе
.
В основе работы тензометрических датчиков (тензорезисторов) лежит тензоэффект, заключающийся в изменении активного сопротивления проводниковых или полупроводниковых материалов при их механической деформации.
Характеристикой тензоэффекта материала служит коэффициент тензочувствителъности S
, определяемый как отношение изменения сопротивления к изменению длины проводника:
 , ,
где  ; ;  – приращение сопротивления при изменении длины l
на – приращение сопротивления при изменении длины l
на  ; Е
–
модуль упругости материала; ; Е
–
модуль упругости материала;  – механическое напряжение. – механическое напряжение.
Изменение сопротивления составляет
 , ,
где  – относительное удлинение тензорезистора; – относительное удлинение тензорезистора;
R
– начальное сопротивление тензорезистора.
Для высокоомных проводников, например, коэффициент тензочувствительности считается постоянным и равен S
= 1,9…2,9 [3].
Для обеспечения длительной работы без разрушения относительные деформации упругого элемента не должны превышать одной – двух тысячных, при которых измерение сопротивления составляет 0,1…0,2%. Точное измерение таких величин является сложной задачей. Такой датчик относится к параметрическим датчикам и поэтому наиболее распространена мостовая схема измерения (рис. 1).
Измерители усилия прокатки с упругими цилиндрическими элементами с тензорезисторными преобразователями изготавливает английская фирма, «Davy Instruments». Эти датчики имеют относительно большую высоту, что зачастую препятствует их применению. Для упругого цилиндрического элемента погрешность, связанная с изменением распределения нагрузки на его рабочей поверхности при работе на стане, укладывается в приемлемые рамки, если отношение высоты цилиндра к его диаметру не меньше двух. При неравномерном нагружении рабочей поверхности боковые поверхности цилиндра и его центр деформируются неодинаково: в одном случае более загруженным может быть центр, а в другом – периферия.
Для уменьшения погрешности, связанной с изменением характера распределения удельных нагрузок, канадская фирма «Kelk» применяет распределение тензорезисторных преобразователей по поперечному сечению цилиндра.
Подобного распределения можно добиться, если изготавливать упругий элемент в виде кольца и наклеивать тензорезисторы на его внешних и внутренних поверхностях. Измерители усилия с упругими элементами в форме кольца изготавливает ВНИИметмаш.
Датчики ВНИИметмаша серии М выпускаются на усилия 0,1…20 МН.
В качестве тензорезистивного материала можно использовать сплавы с малым температурным коэффициентом сопротивления (ТКС) (манганин, константан, нихром, никелин), платиносеребрянные и платиновольфрамовые полупроводниковые материалы (германий, кремний). Наиболее распространены тензорезисторы, выполненные из металла. Они разделяются на проволочные и фольговые.
Проволочные тензорезисторы выполняют из проволоки диаметром 0,002…0,05 мм, которую укладывают частыми петлями на тонкую бумагу или лаковую пленку и приклеивают к ней (рис. 4, а)
. К концам проволоки припаивают или приваривают медные выводы. Сверху преобразователь покрывают лаком. Материал для пленки выбирают в зависимости от условий эксплуатации. Резисторы на пленке из клея БФ-2 работают в диапазоне температур от -40 до 70 °С, а на бакелитовом лаке – до 200 °С. Для более высоких температур используют специальные высокотемпературные клеи или цементы.

Рис. 4. Проволочные (а) и фольговые(б) тензорезисторы
Наиболее часто используют преобразователи с базой (длиной петель) 5…20 мм, обладающие сопротивлением 30…500 Ом. Их номинальный рабочий ток, определяемый условиями отвода выделяемых в них потерь энергии, находится в пределах десятков миллиампер. Максимально допустимые относительные деформации не превышают 0,3%.
Фольговые преобразователи
(рис. 4, б) более совершенны, чем проволочные. Они имеют решетку из тонкой фольги прямоугольного сечения толщиной 4…12 мкм. Благодаря большей площади контакта полосок фольгового тензорезистора с объектом измерения его теплоотдача значительно выше, чем у проволочного, что позволяет увеличить ток до 0,5 А, и тем самым повысить чувствительность тензопреобразователя.
Полупроводниковые тензорезисторы
имеют ряд существенных преимуществ: их чувствительность в 50…60 раз превышает чувствительность проволочных, размеры их существенно малы, а уровень выходного сигнала позволяет использовать его без дополнительных дорогостоящих усилителей. Основным их отличием от проволочных является их большое (до 50%) изменение сопротивления чувствительного элемента при деформации.
Поскольку изменение сопротивления тензорезисторов, вызванное деформацией, весьма мало и колеблется от единиц миллиом до нескольких десятых долей ома, то для измерений применяют высокочувствительные потенциометрические и мостовые схемы (рис. 1). Чтобы повысить чувствительность тензорезисторов, их можно включать в два и даже четыре плеча мостовой схемы. Датчики усилия на тензометрическом преобразователе имеют достоинства и недостатки.
Достоинства:
высокие метрологические характеристики, особенно по линейности.
К недостаткам
тензометрических датчиков
следует отнести: малую механическую прочность и гибкость (для полупроводниковых), малая выходная мощность (для тензорезисторных), которая не превышает обычно 5 10-6
Вт. Высокая влажность, наличие паров и изменение температуры агрессивных сред обусловливают постепенное уменьшение сопротивления изоляции как самих тензорезисторов, так и кабелей, соединяющих тензометрический мост с устройствами питания и измерения. Это все ведет к снижению технических показателей датчика силы.
Перечисленные факторы практически не сказываются на точности и работоспособности магнитоупругих силоизмерительных датчиков.
    Магнитоупругие силоизмерители Магнитоупругие силоизмерители
Магнитоупругие силоизмерители основаны на явление магнитострикция, которая проявляется в изменении размеров ферромагнитного тела под действием внешнего магнитного поля. Магнитострикция бывает объемная и линейная
. Линейная характеризуется коэффициентом линейного расширения  ., а объемная объемным. Существуют материалы, как с положительной, так и с отрицательной магнитострикцией. ., а объемная объемным. Существуют материалы, как с положительной, так и с отрицательной магнитострикцией.
Изменение магнитных свойств ферромагнитных материалов под действием упругих напряжений, возникающих, в частности, вследствие нагружения измеряемой силой, называется магнитоупругим эффектом
. Для ферромагнитных материалов, работающих при малых значениях напряженности магнитного поля Н
, т.е. при отсутствии насыщения, относительное изменение магнитной проницаемости выражается формулой
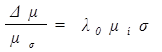 , ,
где  – механическое напряжение; – механическое напряжение;  – начальная магнитная проницаемость; – начальная магнитная проницаемость;
 – начальный коэффициент магнитострикции; – начальный коэффициент магнитострикции;  – магнитная проницаемость в материале при наличии механических напряжений. – магнитная проницаемость в материале при наличии механических напряжений.
Магнитоупругий эффект проявляется векторно и обусловливает изменение анизотропии в ферромагнетике. Направление изменения магнитных свойств определяется свойствами ферромагнетика и знаком механических напряжений. Например, в сплавах железа, имеющих положительную магнитострикцию, отрицательные (сжимающие) механические напряжения приводят к уменьшению магнитной проницаемости в направлении действия напряжений и к росту проницаемости в перпендикулярном направлении.
Магнитоупругие датчики, показания которых определяются степенью анизотропии магнитной проницаемости упругого элемента, называются магнитоанизотропными. Они применяются для измерения больших усилий. Такие датчики могут изготавливаться из одной или нескольких последовательно соединенных секций. Односекционный магнитоанизотропный датчик представлен на рис. 5. Через четыре отверстия в теле датчика намотаны две взаимно перпендикулярные обмотки, к одной из которых подводится напряжение переменного тока. Вторая обмотка служит измерительной. К ней подключается вольтметр или другое измерительное устройство.
При отсутствии измеряемого усилия материал датчика изотропен, магнитные силовые линии поля не пересекают плоскость вторичной обмотки и э. д. с. в ней не наводится (рис. 5, б). Иначе говоря, вектор магнитной индукции лежит в плоскости вторичной обмотки. Измеряемая сила Р,
создавая механические напряжения в магнитопроводе, снижает магнитную проводимость в вертикальном направлении и увеличивает в горизонтальном. Вектор магнитной индукции при этом поворачивается, силовые линии искажаются (рис. 5, в), стремясь большую часть пути пройти в наиболее легком направлении, и во вторичной обмотке наводится ЭДС. Величина электродвижущей силы определяется углом поворота вектора магнитной индукции, который в свою очередь зависит от измеряемой силы.

Рис. 5. Магнитоанизотропный датчик усилия
Преимущества магнитоанизотропных датчиков определяются их конструкцией. Выходная мощность датчика зависит от многих факторов, однако даже датчик для измерения сравнительно малых усилий имеет выходную мощность не менее 0,1 Вт, т.е. в несколько тысяч раз больше, чем тензорезисторный датчик. Магнитоанизотропный датчик набирается из стандартных модулей – секций, как показано на рис. 6 а.
Первичные обмотки всех секций соединяются последовательно. Также последовательно соединяются и вторичные обмотки. При таком построении датчика каждая из секций измеряет силу Pl
, P2
,…, Рп
, а общее выходное напряжение является суммой электродвижущих сил вторичных обмоток всех секций. Очень важно добиться, чтобы нагрузка между секциями распределялась по возможности равномерно.
Ни одна из секций не должна быть перегружена выше уровня сохранения линейности выходной характеристики. Причинами перегрузки могут быть неплоскостность прилегающих к датчику деталей клети, наличие концентраторов напряжения на поверхностях контакта датчика с клетью, а также смещение точки приложения равнодействующей усилия от вертикальной оси датчика.
 
а) б)
Рис. 6. Многосекционный магнитоупругий датчик (а) и схема емкостного измерителя усилия (б)
Упругие элементы датчиков измерителей усилия, разработанных ВНИИАчерметом, изготавливаются из монолитных брусков фехраля – железохромоалюминевого сплава. В Киевском институте автоматики упругие элементы изготавливают из склеенных между собой пластин, холоднокатаной трансформаторной стали.
Датчики усилия в измерителях ВНИИАчермета сокращенно называются ДМ (например, ДМ-7303.01, ДМ-157.01, ДМ-7174.01, ДМ-5806, ДМ-7091).
Фирма «Kelk» выпускает датчики кольцевого типа на номинальное усилие до 40 Мн. Внутренний диаметр датчика колеблется в пределах 222 …578 мм, наружный диаметр 285 … 895 мм, высота 66 … 190 мм. Внутренняя полость датчиков заполнена инертным газом.
Наибольших успехов в создании магнитоупругих датчиков для измерения усилия прокатки добилась, шведская фирма АСЕА. Работа этих датчиков основана на изменении магнитных свойств шихтованного сердечника при сжатии. Сравнительные характеристики приведены в таблице 1.
                 Емкостные силоизмератели Емкостные силоизмератели
Схема измерителя усилия прокатки японской фирмы «Toshiba» приведена на рис. 6 б. Это, по существу, многосекционный конденсатор, зазор, между обкладками которого, определяет его электрическую емкость. При приложении измеряемой силы датчик деформируется, зазор между обкладками конденсатора уменьшается, а емкость соответственно увеличивается.
Величина емкости измеряется измерительной схемой, собранной в электронном шкафу, расположенном на расстоянии до 100 м от датчика. Наличие нескольких распределенных в объеме датчика конденсаторов-секций позволяет снизить погрешность при перераспределении нагрузок по поверхности датчика. Измерители усилия устанавливают под подушками нижних опорных валков. Технические характеристики измерителей усилия прокатки зарубежных фирм приведены в таблице 1.
Таблица 1. Технические характеристики измерителей усилия прокатки зарубежных фирм
| Фирма, страна
|
Тип
|
Номинальное усилие, МН
|
Погрешность, %
|
Гистерезис, %
|
Температурный дрейф нуля, %/0
С
|
Быстродействие,
с
|
| «Davy Instruments»»
Англия
|
Тензорезисторный, М250
|
25
|
±1,0
|
–
|
–
|
1,0
|
| «Kelk», Канада
|
Тензорезисторный, С-1041
|
24
|
–
|
0,5
|
0,005
|
0,03
|
| «Toshiba», Япония
|
Емкостной, KL C10-s
|
20
|
–
|
0.5
|
0.05
|
–
|
| ASEA, Швеция
|
Магнитоупругий
|
25
|
±0,5
|
0,2
|
0,01
|
32 10-3
|
Принцип действия пьезоэлектрических преобразователей основан на использовании прямого или обратного пьезоэлектрического эффекта. Прямой пьезоэффект заключается в способности некоторых материалов образовывать электрические заряд U (рис. 7), на поверхности при приложении механической нагрузки F, обратный – в изменении механического напряжения или геометрических размеров образца материала под воздействием электрического поля.
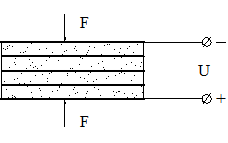
Рис. 7. Пьезодатчик
В качестве пьезоэлектрических элементов обычно используют естественные материалы – кварц и турмалин, а также искусственно поляризованную керамику на основе титаната бария (Ва
TiO
3
), титаната свинца (PbTiO
3
) и цирконата свинца (PbZrO
3
). Можно использовать и другие материалы.
Количественно пьезоэффект оценивается пьезомодулем Kd
, который устанавливает зависимость между возникающим зарядом Q
и приложенной силой F
:
Q
=
Kd
F
.
Из пьезоматериалов наиболее распространен кварц, что объясняется его удовлетворительными пьезоэлектрическими свойствами, очень высоким сопротивлением, стойкостью к воздействиям температуры и влажности, высокой механической прочностью. Кварц имеет незначительный коэффициент линейного расширения, его пьезомодуль, равный 2,3–10-12
Кл/Н, практически не зависит от температуры до 200 °С, в диапазоне 200… 500 °С изменяется незначительно, а при 573 °С становится равным нулю; удельное электрическое сопротивление кварца порядка 1016
Ом/м; модуль упругости кварца Е=1,1 1010
Па
.
Пьезокерамика представляет собой продукт отжига спрессованной смеси, содержащей мелко раздробленные сегнетоэлектрические кристаллы. Характерным отличием сегнетоэлектриков является их доменная структура с хаотически ориентированными полярными направлениями доменов. Пьезоэлектрические свойства сегнетоэлектрическая пьезокерамика приобретает после поляризации в электрическом поле.
Механическая прочность пьезокерамики очень высока, но зависит от технологии и качества обработки соприкасающихся плоскостей. Пьезомодуль, диэлектрическая проницаемость и их стабильность зависят от выбора направления поляризации, направления действия силы F
и съема заряда Q
.
В настоящее время технология изготовления датчиков на пьезоэффекте сильно развивается.
3.2 Измерение крутящего момента
Момент двигателя расходуется на работу по пластической деформации, на ускорение самого двигателя, валков и прокатываемой полосы, а также на преодоление аэродинамических потерь и потерь трения. Поэтому, хотя момент двигателя при постоянстве потока возбуждения характеризуется током якоря, этот ток далеко не однозначно определяет момент, затрачиваемый на прокатку.
Кроме того, при работе привода через шестеренную клеть, когда, например, оба валка четырехвалкового стана имеют привод от одного двигателя, распределение моментов между валками может существенно отличаться. Причин такого отличия много. Основным из них является различие диаметров рабочих валков и коэффициентов трения о полосу верхнего и нижнего рабочих валков.
Тензорезисторные измерители крутящего момента
При передаче крутящего момента круглым валом траектории главных деформаций (растяжение и сжатие) направлены под углом 45° к оси вала (рис. 8, а, б). Поэтому для измерения деформации кручения вала, а следовательно, и крутящего момента тензорезисторы наклеиваются на поверхность вала, как показано на рис. 8, в.
Четыре тензорезистора моста являются активными по отношению к измеряемому напряжению. Направление деформации зависит от направления действия скручивающего момента. Если момент приложен в направлении против часовой стрелки, как показано на рис. 8, а, сопротивления R1 и RЗ увеличиваются, а R2 и R4 уменьшаются, вызывая дисбаланс моста. Если момент действует в направлении по часовой стрелке, как показано на рис. 8, б, сопротивления R1, RЗ уменьшаются, а R
2и R4 увеличиваются, обусловливая дисбаланс моста в другую сторону.

Рис. 8. Тензорезисторные измерители крутящего момента
Питание тензомоста напряжением U1
осуществляется через контактные кольца 1, закрепленные через изолирующие втулки 2 па вращающемся валу. Токосъемниками в данном случае могут быть графитовые щетки 3 или ртутные контакты. Сигнал дисбаланса моста U подается на теизоусилитель 4 и далее на устройство индикации или регистрации 5. Работа измерительных устройств, сигналы с которых передаются через трущиеся контакты, дает частые сбои из-за потери этого контакта. Кроме того, трущиеся контакты являются источником т. ЭДС, появление которой обусловливает дополнительную погрешность. Для ликвидации этой погрешности применяют различные бесконтактные системы питания и передачи информации с вращающегося вала на «наземную» аппаратуру.
Погрешность измерителей с помощью тензорезисторного моста не превосходит 1% от полной шкалы.
Магнитоупругие измерители момента
Принцип действия магнитоупругих измерителей крутящего момента основан на рассмотренном явлении возникновения анизотропии магнитной проницаемости под действием измеряемого момента (рис. 9). Под действием вращающего момента вал скручивается. В нем возникают растягивающие  и сжимающие и сжимающие  напряжения. Магнитные сопротивления участков вала R1, R2, R3, R4, расположенные между катушками возбуждения A, B и измерительными катушками C и D, изменяются под действием механических напряжений, что приводит к дисбалансу магнитного моста, состоящего из этих сопротивлений. Напряжение дисбаланса является мерой измеряемого момента. напряжения. Магнитные сопротивления участков вала R1, R2, R3, R4, расположенные между катушками возбуждения A, B и измерительными катушками C и D, изменяются под действием механических напряжений, что приводит к дисбалансу магнитного моста, состоящего из этих сопротивлений. Напряжение дисбаланса является мерой измеряемого момента.
Валы шпинделей главных приводов прокатных станов обычно имеют значительные размеры и вращаются с переменной скоростью при частом реверсировании. Поэтому простейший измеритель, приведенный на рис. 9, имеет значительную скоростную погрешность и погрешность, связанную с изменением расстояния от поверхности вала до возбуждающего и измерительного магнитопроводов. Изменение расстояния может быть вызвано эксцентриситетом, температурными деформациями, погрешностями монтажа и т.п.

Рис. 9. Магнитоупругий измеритель момента
Промышленные измерители изготавливаются в виде кольца, расположенного вокруг вала, момент на котором контролируется. Такая конструкция представляет собой несколько магнитоупругих датчиков, что позволяет существенно снизить дополнительные погрешности. Имеются магнитоупругие измерители крутящего момента, выпускаемые шведской фирмой ACEA, известные под названием «тордукторы», измерители Института автоматики (г. Киев) и Южно-Уральского государственного университета.
3.3 Измерение натяжения полосы
Натяжение полос и лент на станах холодной прокатки и других агрегатах по их холодной обработке создается двигателями. Доля мощности, затрачиваемая на упругое растяжение полосы, различна.
Тем не менее, в ряде случаев именно по мощности двигателя судят о натяжении полосы. Погрешность в этих случаях относительно невелика, если, кроме создания натяжения, ток двигателя затрачивается на компенсацию аэродинамических потерь, потерь на трение и т.п. и можно применять электрические измерители натяжения, работающие, как правило, по току двигателя.
Если мощность двигателя расходуется на пластическую деформацию изменение скорости металла или на ускорение маховых масс узлов прокатного оборудования, то выделить долю тока, создающую натяжение, трудно, и погрешность измерения становится значительной.
В таких случаях применяют электромеханические измерители натяжения, в которых измерение осуществляется при помощи специального силоизмерительного датчика, вырабатывающего выходной сигнал, пропорциональный величине натяжения. Существует условное деление электромеханических измерителей натяжения полосы на прямые и косвенные.
Станина 1 двухвалковой клети установлена на гибких опорах 2, имеющих податливость в направлении прокатки. Силоизмерительный датчик 3, жестко закрепленный на фундаменте, воспринимает равнодействующую сил, действующих по оси прокатки. В первом приближении усилие F
,
воспринимаемое датчиком:
 , ,
где T
1
и T
2
– натяжения полосы;  – удельный вес прокатываемого металла; S
– площадь поперечного сечения прокатываемой полосы; v
–
скорость прокатки; – удельный вес прокатываемого металла; S
– площадь поперечного сечения прокатываемой полосы; v
–
скорость прокатки;  – относительное обжатие полосы. – относительное обжатие полосы.
Отсюда следует, что при помощи силоизмерительного датчика можно измерять разность натяжений, приложенных к полосе, с погрешностью на величину силы, затрачиваемой на ускорение полосы вследствие ее обжатия в валках. Если намерять таким образом натяжение, создаваемое тянущими роликами, в которых обжатия не производится, то точность измерения будет вполне удовлетворительной. Если использовать прямой метод для измерения натяжения в четырехвалковой клети со смещенными осями рабочих валков, то дополнительная составляющая горизонтальной силы, обусловленная отклоне нием равнодействующей усилия прокатки от вертикального направления, также будет являться погрешностью нием равнодействующей усилия прокатки от вертикального направления, также будет являться погрешностью
 , ,
где P
– усилие прокатки.
Теоретически обе рассматриваемые погрешности могут быть исключены, но для этого дополнительно необходимы измерители скорости, измерители усилия прокатки и относительного обжатия, а также задатчики удельного веса и площади поперечного сечения полосы. Это, с одной стороны, существенно усложняет измерения. С другой стороны, дает несущественное повышение точности в производственных условиях из-за погрешности в установке заданий и в результате суммирования погрешностей каждого преобразования.
При косвенном методе измерения натяжения полосы силоизмерительным датчиком воспринимается не само натяжение, а доля реакции механизма, уравновешивающая натяжение полосы.
На рис. 10, б приведена схема измерения натяжения полосы между клетями четырехвалкового стана косвенным методом. Для измерения полосу при помощи специального измерительного ролика 1 отклоняют от направления прокатки. Измерительный ролик, имеющий превышение над уровнем прокатки, опирается на силоизмерительный датчик, воздействуя на него с усилием
 , ,
где  – угол между уровнем прокатки и направлением движения полосы; – угол между уровнем прокатки и направлением движения полосы;
Т
– натяжение полосы; Q
– масса ролика и полосы.
Соотношение между усилием, приходящимся на датчик, и натяжением полосы составляет обычно 1: 10. В рассмотренной схеме в межклетевом промежутке устанавливается только один ролик измерителя натяжения полосы. Измеритель, построенный по этой схеме, называется однороликовым.
Основным его недостатком является изменение превышения ролика над уровнем прокатки при установке в стан рабочих валков различного диаметра. Для устранения этой погрешности применяются измерители с автоматической настройкой превышения ролика. При такой настройке измерительный ролик опускают заведомо ниже уровня прокатки. Заправляют в стан полосу, натягивают ее вращением валков клети и поднимают ролик при помощи специального механизма до соприкосновения с полосой. Затем снимают натяжение, а ролик поднимают на заданную величину превышения над уровнем прокатки. Контролируется превышение при помощи специального отсчетного устройства.
Влияние изменения уровня прокатки устраняют также при помощи трехроликовых измерителей. В трехроликовом измерителе полоса зафиксирована относительно измерительного ролика, и поэтому изменение положения или размеров соседних роликов или валков стана (агрегата) не влияет на показания измерителя. Основным недостатком трехроликовых измерителей является погрешность, обусловленная жесткостью полосы. Исследования показывают, что погрешность уменьшается по мере уменьшения толщины прокатываемой полосы и с ростом ее удельного натяжения. Удельные натяжения при прокатке конструкционных сталей составляют не менее 70…80 МПа. В этом случае погрешность для полос толщиной менее 3 мм практически не зависит от величины натяжения. Систематическая же погрешность может быть учтена при составлении программ прокатки полос.
Силоизмерительные датчики измерителей натяжения.
Кроме требований надежности и точности, к силоизмерительным датчикам для измерителей натяжения полосы предъявляется требование высокой механической жесткости в направлении действия измеряемого усилия, которое является непременным условием исключения возможности возникновения низкочастотных колебаний прокатываемой полосы вместе с измерительным роликом. Поскольку деформируемые (упругие) элементы силоизмерительных датчиков обычно изготавливаются из сталей, можно сформулировать два условия высокой жесткости: использование только деформаций растяжения и сжатия, а также минимизация механических напряжений. В измерителях натяжения полосы применяют тензорезисторные и магнитоупругие силоизмерительные датчики, собственные частоты которых достаточно высоки и одинаковы. В цехах холодной прокатки используют в основном измерители натяжения, разработанные ВНИИАчерметом и ВНИИметмашем. В измерителях ВНИИметмаша применяются силоизмерительные датчики типа ДСТ, работающие на сжатие.
Технические характеристики датчиков типа ДСТ
Номинальная нагрузка, кН ........................... 0,05; 0,1; 0,2;
0,5; 1; 2; 5; 10;
20; 50; 100; 200;
Допустимая погрешность, % ±0,5
Рабочий диапазон температур, °С……………………… – 30…+50;
Допускаемая температурная погрешность, %/°С ……………0,1
Напряжение питания, В……………………………………………12;
Габаритные размеры, мм ………….110X130X42…145X115X105
В измерителях натяжения ВНИИАчермета применяются магнитоанизотропные силоизмерительные датчики специальной конструкции. Имеются датчики двух конструктивных модификаций, отличающихся защитой токоподводящего кабеля.
Технические характеристики датчиков ДМ-5806 и ДМ-7091
Диапазон измерения усилия, кН……………………….. 1,0…50,0
Допустимая погрешность, % …………………………. ±1,0
Нелинейность выходной характеристики, % ………… ±1,5.
Перегрузочная способность, % …………………………… 150
Постоянная времени, с………………………………… 0,02
Выходное напряжение переменного тока, В……………. >3,0
Выходное сопротивление, Ом ………………………………….50
Потребляемая мощность, В А …………………………………20
Габаритные размеры, мм:
ДМ-5806 ………………………………………………… 60X90X110
ДМ-7091…………………………………………………..60X90X130
На станах и других агрегатах, обрабатывающих узкие и тонкие полосы, натяжения, а следовательно, и силы, действующие на измерительный ролик, могут не превышать десятки и сотни ньютонов. В этом случае возникают затруднения в обеспечении достаточной точности измерения при помощи силоизмерительных датчиков, работающих на сжатие. Тогда в качестве силоизмерительных датчиков могут быть использованы сильфоны, заполненные жидкостью или газом. При нагружении таких сильфонов измеряемой силой давление внутри их полости растет. По давлению судят о величине измеряемой силы. Измерителем давления может быть либо манометр, либо датчик, преобразующий давление в пропорциональный сигнал электрического тока.
3.4 Измерение толщины
Неотъемлемой частью системы автоматического регулирования является измеритель толщины. В настоящее время известно несколько способов измерения толщины полосы в процессе прокатки, среди которых необходимо выделить непосредственное (прямое) измерение с помощью толщиномеров и косвенное измерение, при котором толщина полосы определяется вычислением через другие параметры. Чаще всего для этой цели используют зависимость Головина-Симса:
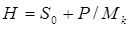 , ,
где P
– усилие прокатки; Mk
– коэффициент жесткости клети; S
0
–
первоначальный зазор между валками.
Рассмотрим современные отечественные и зарубежные измерители толщины. В промышленности применяются бесконтактные измерители толщины, различные по конструкции и принципу действия – рентгеновские и радиоизотопные и контактные.
Процесс измерения должен быть бесконтактным, автоматическим и непрерывным.
Бесконтактные измерители толщины
Бесконтактные измерители толщины, которые используются в прокатном производстве, в основном используют  - и - и  - излучения радиоактивных изотопов и рентгеновское излучение. - излучения радиоактивных изотопов и рентгеновское излучение.
Принцип действия измерителей основан на том, что при прохождении потока излучения через измеряемый материал происходит частичное поглощение лучей. Интенсивность прошедшего через измеряемый материал излучения ослабляется. Степень ослабления зависит от толщины материала и его химического состава.
Для одного и того же материала степень ослабления определяется лишь его толщиной, что и положено в основу работы бесконтактных измерителей толщины. Это позволяет измерять, например, толщину движущейся полосы в потоке производства бесконтактным и неразрушающим методами.
Интенсивность излучения после прохождения потока через измеряемый металл
 , ,
где I
0
– интенсивность измерения при нулевой толщине металла;  – коэффициент поглощения, определяемый видом металла и длиной волны излучения; – коэффициент поглощения, определяемый видом металла и длиной волны излучения;
h
– толщина измеряемого металла.
В бесконтактных измерителях толщины в качестве источников ионизирующего излучения применяются рентгеновские блок-трансформаторы,  - и - и  - излучения радиоактивных изотопов. Применение того или иного типа излучателя определяется диапазоном измеряемых толщин. Например, диапазон толщины 0,002…1,2 мм контролируется измерителями с -излучением, а от 0,3 мм и выше с - излучения радиоактивных изотопов. Применение того или иного типа излучателя определяется диапазоном измеряемых толщин. Например, диапазон толщины 0,002…1,2 мм контролируется измерителями с -излучением, а от 0,3 мм и выше с  – и рентгеновским излучением. – и рентгеновским излучением.
Измерители с -источниками имеют меньшие габариты, проще в эксплуатации и невысокую относительную стоимость. Измерители с рентгеновскими установками имеют больший рабочий зазор, позволяют достигать высокое быстродействие.
При установке и эксплуатации измерителей толщины полосы на стане или агрегате могут появиться специфические ошибки, связанные с изменением наклона полосы в процессе прокатки, наличием воды, масла, эмульсии на полосе, нагревом полосы при холодной прокатке, неточностью введения в показания измерителя поправок на химический состав и структуру металла полосы. Для уменьшения ошибок в показаниях бесконтактных измерителей толщины необходимо:
– при установке измерителя принять меры, чтобы после перевалок при изменении диаметра рулона и др. изменение наклона полосы и измерительном блоке не превышало ±2°. Для этой же цели имеются стабилизирующие ролики на агрегатах резки и травления;
– удалять сжатым воздухом воду, эмульсию с полосы в месте измерения. При наличии на полосе воды, эмульсии, масла измеритель толщины дает завышенные показания;
– в процессе эксплуатации уточнять температуру полосы при различных режимах прокатки и вводить соответствующую коррекцию в показания измерителя толщины при помощи ручной регулировки. Для стали ошибка может достигать 0,35% при температуре полосы 150 °С после клети;
– на станах и агрегатах параллельно с бесконтактными измерителями толщины установить электроконтактные (например, М-211 завода «Калибр») с дистанционным управлением перемещения измерительного блока и пользоваться ими (в целях сохранения точности) только для проверки бесконтактных измерителей толщины во время заправки полосы, так как разброс химического состава полос в пределах, предусмотренных стандартом, вносит погрешность в их показания. Например, при измерении толщины полосы из стали с содержанием 0,1 и 0,3% С
ошибка может составить 0,2%.
Значительно большая ошибка возникает при измерении толщины полосы из легированных сталей разных плавок.
Измерители толщины, применяемые в системе автоматического регулирования толщины (САРТ);
должны иметь минимальную погрешность измерения и высокое быстродействие. В измерителях толщины, основанных на затухании интенсивности потока излучения при прохождении через металл, выполнение этих требований взаимосвязано. Улучшение одной характеристики приводит к ухудшению другой или к значительному усложнению аппаратуры.
При рассмотрении быстродействия измерителей толщины полосы определяющим является быстродействие главного привода, так как оно в 1,5…2 раза больше, чем быстродействие электропривода нажимных винтов. В случае применения гидравлического нажимного устройства быстродействие измерителя толщины определяется быстродействием гидропривода.
Наибольшее распространение получили измерители рентгеновского излучения.
В табл. 2 приведены технические характеристики рентгеновских толщиномеров полосы конструкции ВНИИАчермета и НПО «СПЕКТР» (РИТ-4) г. Москва.
ВНИИАчерметом, кроме приведенных выше, разработаны более совершенные рентгеновские толщиномеры типов ИТХ-7140 и ТРГ-7138. По своим метрологическим характеристикам они соответствуют современным требованиям и существенно превосходят серийные толщиномеры типов ИТХ-5736, ИТХ-6170, ИТГ-5688.
Толщиномер типа ИТХ-7140 двухлучевой, компенсационного типа, с двумя источниками излучения и одним приемником, с непрерывным уравниванием потоков излучения при помощи компенсирующего клина в рабочем потоке, предназначен для измерения толщины полосы при холодной прокатке. Толщиномер типа ТРГ-7138 также двухлучевой, компенсационного типа, но с одним источником изучения и двумя приемниками для измерения толщины полосы при горячей прокатке.
Таблица 2. Технические характеристики рентгеновских толщиномеров полосы
| Тип
|
Предел измерения, мм
|
Погрешность
|
Быстродействие
|
| ИТГ-5688
|
1,0…12,0
|
±1,0% от измеряемой толщины, но не лучше 0,15% от верхнего предела
|
0,07…0,1
|
| ИТХ-6170
|
0…1,0; 0…5,0
|
±0,003 мм для толщин 0,3 мм; ±1,0% от измеряемой толщины для величин > 0,3 мм
|
0,06…0,08
|
| РИТ-4
|
0,1…12,0
|
Основная систематическая составляющая не более ±2,0%. Предел допустимого значения 0,1% от верхнего уровня
|
–
|
Управление толщиномерами может быть как дистанционным, так и вручную с пульта управления. В настоящее время современные информационные технологии завоевывают устойчивое место в технологических процессах металлургии. Сбор данных и управление технологическим операциями осуществляют с помощью автоматизированных рабочих мест (АРМ).
3.5
Измерение температуры
В металлургической промышленности измерители температур пользуются устойчивым спросом, так как они необходимы почти в 90% всех технологических операциях. Большое разнообразие методов и конструкций измерителей температур требует определенного классифицированного подхода при их рассмотрении.
Проведем небольшой анализ используемых их в металлургии.
Электрические термометры сопротивления
Свойство чистых металлов и полупроводников изменять свое сопротивление с изменением температуры используется в электрических термометрах сопротивления (терморезисторы).
Для терморезисторных преобразователей используют материалы, обладающие высокой стабильностью температурного коэффициента сопротивления (ТКС), высокой воспроизводимостью электрического сопротивления при данной температуре, значительным удельным электрическим сопротивлением, высоким ТКС, стабильностью химических и физических свойств при нагревании, инертностью к воздействию исследуемой среды. К таким материалам в первую очередь относятся платина, медь, никель, вольфрам и др. Наиболее широко применяют платиновые и медные терморезисторы.
Для измерения температуры от 0 до +650 С
С применяются платиновые термометры сопротивления типа ТСП
(таблица 3).
К недостаткам платиновых преобразователей температуры относятся довольно высокая загрязняемость платины парами металлов (особенно железа) при высоких температурах и сравнительно невысокая химическая стойкость в восстановительной среде, вследствие чего материал становится хрупким, теряет стабильность характеристик.
Медные терморезистивные типа ТСМ
преобразователи широко используют в диапазоне температур от – 50 до 180 °С вследствие их низкой стоимости и довольно высокой стойкости к коррозии. Зависимость сопротивления меди от температуры описывается линейным уравнением (таблица 3).
К недостаткам медных преобразователей температуры относится высокая окисляемость меди при нагревании, вследствие чего их применяют в сравнительно узком диапазоне температур в средах с низкой влажностью и при отсутствии агрессивных газов.
Чувствительные элементы термосопротивлений имеют относительно большие габариты и боятся вибраций. Поэтому их используют главным образом для измерения температур жидкостей в больших емкостях.
Полупроводниковые терморезисторы
отличаются от металлических большими значениями ТКС, а, следовательно, меньшими размерами и инерционностью.
Недостатками полупроводниковых терморезисторов, существенно снижающих их эксплуатационные качества, является нелинейность зависимости сопротивления от температуры, значительный разброс номинальных значений сопротивлений различных образцов и их ТКС.
Таблица 3. Основные характеристики терморезисторов платиновых и медных
| Тип
|
Номинальное значение сопротивления, Ом
|
Условное обозначение
|
Диапазон рабочих температур, 0
С
|
| ТСП
|
1
5
10
(46)
50
100
500
|
1П
5П
10П
(гр. 21)
50П
100П
500П
|
–50…1100
–100…1100
–200…1000
–260…1000
–260…1000
–260…1000
–260…300
|
| ТСМ
|
10
50
(53)
100
|
10М
50М
(гр. 23)
100М
|
–50…200
–50…200
–50…180
–200…200
|
Для измерения изменений сопротивлений применяются логометры или уравновешенные мосты. Измерительная цепь уравновешенного моста состоит из термометра сопротивления, двух постоянных резисторов и переменного сопротивления-реохорда, изменяемого путем перемещения его подвижного контакта при помощи двигателя, включенного на выход электронного усилителя, на вход которого подается дисбаланс моста.
Термопары
Термопарой называют датчик генераторного типа, измеряющий температуру в окрестности определенной точки температурного поля относительно другой. Термоэлектрический термометр имеет в качестве чувствительного элемента два спаянных между собой разнородных металлических проводника. Если температуры спаев t и t0
отличаются друг от друга, то в рассматриваемом контуре образуется ЭДС постоянного тока, возникающая вследствие совместного действия явлений Томпсона и Зеебека.
Явление Томпсона состоит в том, что в проводнике, обладающем электронной проводимостью, при неравномерном нагревании по длине в нагретых частях повышается концентрация свободных электронов, которые диффундируют от горячего конца проводника к холодному, заряжая горячий конец положительно, а холодный – отрицательно. ЭДС Томпсона в замкнутой цепи из разнородных проводников равна разности ЭДС обоих проводников.
Явление Зеебека заключается в том, что в месте контакта двух различных проводников возникает ЭДС, вызванная различной концентрацией свободных электронов и наличием контактной разности потенциалов. Суммарная ЭДС, вызванная явлениями Томпсона и Зеебека, является функцией температур t и t0
и зависит от физической природы проводников. Термопары градуируются при нулевой температуре холодного спая. Для компенсации влияния изменения температуры холодного спая применяются специальные компенсационные провода.
Термопары применяют в основном для измерения температур жидкости и газов, а также для измерения поверхности твердых тел. Они используются в диапазоне температур от 0 0
К до 1600 0
С, но наибольшую точность термопары обеспечивают до 1000 0
С. Некоторые термопары (вольфрам – вольфрам – молибден) измеряют температуру до 20000
С. На агрегатах цехов холодной прокатки применяются в основном два типа термопар: хромель-алюмелевые и хромель-копелевые. Термопары хромель-алюмелевые (ТХА) работают в диапазоне температур от – 50 до 1000 °С и имеют практически линейную шкалу. Такие термопары рекомендуется применять в восстановительной и нейтральной средах, где обеспечивается погрешность ±1,0%. Термопары хромель-копелевые (ТХК) применяются в диапазоне температур от – 50 до +600 °С, обеспечивая погрешность не более +0,8% при нелинейной шкале.
Для измерения температур в пределах от – 200 до 2500 0
С выпускают стандартные термопреобразователи температуры представленные в таблице 4.
Важным фактором учета погрешностей при измерениях с помощью термопары является введение поправок  на температуру ее свободных концов. При проведении ответственных измерений применяется термостатирование свободных концов термопары при 0 0
С. на температуру ее свободных концов. При проведении ответственных измерений применяется термостатирование свободных концов термопары при 0 0
С.
Таблица 4. Характеристики промышленных термопар
| Условное обозначение
|
Материал термоэлектродов
|
Предел преобразования, (при работе в кратковременном режиме), 0
С
|
Погрешность термоЭДС, мВ
|
| До
300 0
С
|
Свыше 3000
С
|
| ТПП
|
Платинородий
(10% родия) – платина
|
0…1300 (1600)
|
±0,01
|
±(0,01+2,5х
10-5
(t-300))
|
| ТПР-30/6
|
Платинородий
(30% родия) – платинородий (6% родия)
|
300…1600 (1800)
|
–
|
±(0,01+3,3х
х10-5
(t-300))
|
| ТХА
|
Хромель – алюмель
|
–50…1000 (1300)
|
±0,16
|
±(0,16+2,0х
х10-4
(t-300))
|
| ТХК
|
Хромель – копель
|
–50…600 (800)
|
±0,2
|
±(0,2+6,0х
х10-4
(t-300))
|
| ТВР-5/20
|
Вольфрамрений
(5% рения) – вольфрамрений (20% рения)
|
0…2200 (2500)
|
±0,08 (до 10000
С)
|
±(0,08+4,0х
х10-5
(t-1000))
(от 1000 до 1800 0
С)
|
Однако в промышленных условиях термостатирование применять технически сложно и экономически нецелесообразно. Значение поправки  связано с разностью температур свободных концов через коэффициент Кt
. Из-за нелинейности зависимости термоЭДС Е = f(t) значение Кt
, различно для каждого участка кривой, поэтому градуировочную кривую (статическую характеристику) разделяют на участки по 100 °С и для каждого участка определяют Кt
. связано с разностью температур свободных концов через коэффициент Кt
. Из-за нелинейности зависимости термоЭДС Е = f(t) значение Кt
, различно для каждого участка кривой, поэтому градуировочную кривую (статическую характеристику) разделяют на участки по 100 °С и для каждого участка определяют Кt
.
Еще одна причина возможного возникновения погрешности – сопротивление измерительной цепи, состоящей из непосредственно термопары и соединительных проводов.
При изготовлении термопары помещают в защитный чехол из металла или керамики. Для изоляции используют стекло, асбест, фарфор, шамот. При низких температурах можно использовать шелковую и эмалевую изоляцию.
К достоинствам термопар
необходимо отнести возможность измерений в большом диапазоне температур, простоту устройства, надежность в эксплуатации. Благодаря этим достоинствам термопары применяют очень широко.
Недостатки термопар
– невысокая чувствительность, большая инерционность, необходимость поддержания постоянной температуры свободных спаев.
Широкое применение термопар стало причиной появление в нашей стране многих предприятий – изготовителей, среди них ЗАО «промышленная группа Метран», г. Челябинск; приборостроительный завод, г. Луцк и др.
Фотоэлектрические пирометры
Для измерения в промышленных условиях температур от 100 до 4000 °С применяют фотоэлектрические пирометры.
Действие фотоэлектрического пирометра основано на свойстве фотоприемника изменять возникающий в его цепи ток пропорционально падающему на него потоку излучения.
Изображение контролируемой поверхности 1 фокусируется линзой 2 через ограничивающую диафрагму 3 на отверстии диафрагмы 5, установленной перед приемником излучения 7. Если изображение нагретой поверхности полностью перекрывает отверстие диафрагмы 5, то величина светового потока, падающего на приемник излучения, пропорциональна только интенсивности излучения контролируемой поверхности и, следовательно, ее температуре. Через отверстие 6 на приемник излучения падает световой поток от лампы 11 отрицательной обратной связи, питаемой током выходного каскада усилителя 9. Модулятором 4 световые потоки от визируемого тела и лампы модулируются с частотой 50 Гц в противофазе, благодаря чему переменная составляющая через приемник 7 пропорциональна разности этих потоков. Переменная составляющая фототока усиливается усилителем 8, выпрямляется фазочувствительным детектором и поступает на усилитель постоянного тока. Таким образом, ток лампы обратной связи, однозначно связанный с ее световым потоком, с достаточной точностью характеризует яркостную температуру контролируемой поверхности. Последовательно с лампой обратной связи включен калиброванный резистор 10, падение напряжения на котором, пропорциональное току лампы, измеряется электронным потенциометром 12, градуированным в единицах яркостной температуры.
Конструктивно фотоэлектрический пирометр состоит из визирной головки, электронного блока и электронного потенциометра.
В настоящее время широкое применение получили инфракрасные пирометры. Некоторые из них представлены в таблице 5.
Инфракрасные термометры модели М67В, Р, L разработаны для измерения температуры в различных технологических процессов. Они имеют прочный термозащитный корпус, изготовленный из нержавеющей стали, дополнительные устройство для воздушного и водяного охлаждения, а также другие приспособления, которые обеспечивают работоспособность приборов в жестких производственных условиях.
В отличие от М67 прибор M68L состоит из двух узлов:
– объектива, который улавливает инфракрасное излучение объекта измерения, фокусирует его и передает с помощью волоконно-оптического кабеля;
– электронного блока с чувствительным элементом и процессором для обработки сигналов.
Такая конструкция имеет несколько достоинств:
– гибкий оптико-волоконный кабель позволяет измерять температуру объектов, находящихся за пределами прямой линии зрения;
– отсутствует необходимость водяного охлаждения прибора при измерении температуры в печах различных типов;
– возможно, проводить измерения в закрытых резервуарах, в процессах с электромагнитными полями и радиоактивным излучением.
Таблица 5. Инфракрасные пирометры
| Тип
|
Предел измерения, 0
С
|
Температура окружающей среды, 0
С
|
Погрешность
|
Быстродействие
|
| М-50
|
20…300
|
0…70
без охлаждения;
0…200 с воздушным охлаждением
|
1,5% шкалы
|
50 мс
|
| М67В
|
0…1000
|
– 0…60 °С (без охлаждения);
– до 120 °С (с воздушным охлаждением);
– до 315 °С (с термозащитным корпусом).
|
± 0,5% шкалы или 1 °С (наибольшее)
|
100 мс
|
| М67Р
|
250…1650
|
– / –
|
– / –
|
– / –
|
| M67L
|
400…2200
|
– / –
|
– / –
|
– / –
|
| M68L
|
350…3000
|
Электронный модуль 0…60 0
С;
– 60…315 °С объектив и световод в сборе
– до 500 °С объектив с охлаждающим кожухом.
|
– / –
|
регулируемое
50 мс..10 с
|
  Измерение температуры валков Измерение температуры валков
Валки прокатных станов работают при обильном охлаждении их поверхностей эмульсией или водой. В этих условиях невозможно применять пирометры. Даже на дрессировочных станах, где не применяется охлаждение валков, пирометры не могут обеспечить необходимой точности измерения температуры поверхности валка из-за ее переменной отражательной способности и большой запыленности.
Непригодны для длительной эксплуатации и контактные способы измерения температуры вследствие высокой скорости вращения валков, приводящей к нестабильной работе датчиков и их быстрому истиранию. Наиболее удачной является конструкция датчика температуры валков типа ДТВ-УЗТМ. Датчик имеет хромель-копелевую микротермопару, измеряющую температуру в замкнутом объеме, образуемом поверхностью валка и прижатым к ней капролитовым стаканом. Постоянство усилия прижатия обеспечивается при помощи груза. По мере истирания капролитового стакана расстояние от поверхности валка до термопары изменяется от 2 до 0,2 мм. При этом возникает дополнительная погрешность около 3 °С на валках, смачиваемых эмульсией, и около 6 °С на валках дрессировочных станов. Наблюдается также погрешность в 5 … 10 °С при изменении скорости прокатки от нуля до 12 м/с. Датчики ДТВ-УЗТМ измеряют температуру поверхности валков в диапазоне 0…200 °С.
4.
Датчики измерения устройств управления
Из многочисленных датчиков, применяемых в автоматизации технологического оборудования прокатного производства, будем рассматривать только датчики, использующиеся для получения информации о координатах и скорости некоторого элемента автоматической системы. Эти датчики условно разделим на четыре группы: датчики положения, датчики перемещения, датчики размеров и измерители скорости. Эти датчики условно отнесены к группе измерения устройств управления, однако некоторые из них могут с успехом использоваться и в измерении технологических переменных такие, например, как датчики размеров и др.
4.1 Датчики положения
Датчики положения, называемые также позиционными датчиками или путевыми переключателями, которые предназначены для получения сигнала о том, что движущийся орган объекта управления достиг заданного положения. При достижении этого положения выходной сигнал датчика изменяется скачком, т.е. датчик имеет релейную характеристику.
По виду используемой энергии и коммутируемых цепей датчики положения делятся на электрические, гидравлические и пневматические
, а по способу воздействия на датчики – контактные и бесконтактные
. Датчики, осуществляющие переключения только в конечных точках пути, называются конечными выключателями. Обычно один и тот же тип переключателя может выполнять функцию как путевого (в промежуточных точках хода), так и конечного выключателя.
Электрические контактные переключатели
Эти датчики применяются для коммутаций цепей управления переменного и постоянного тока. Конструктивно они представляют собой устройства, в корпусе которых размещены контакты и толкатель (рычаг), передающий воздействие к подвижным контактам от механических упоров. Переключатели бывают простые и мгновенного действия. В последних подвижный контакт переходит практически мгновенно из одного положения в другое при приложении к толкателю воздействия определенной величины. Переключатели немгновенного действия (простые) применяются при скоростях движущихся органов более 0,07 м/с, поскольку при меньших скоростях происходит усиленный износ контактов от электрической дуги.
В тех случаях, когда требуются небольшие габариты переключателя, применяются микропереключатели, которые имеют мгновенное действие и достаточно высокую точность срабатывания. В системах циклового программного управления необходимо иметь по одной координате несколько путевых команд, поэтому путевые переключатели здесь выполняют в виде блоков микровыключателей, смонтированных в одном корпусе.
Основным недостатком электроконтактных переключателей является малая долговечность, связанная с износом их механических и электрических элементов.
Бесконтактные выключатели
Бесконтактным выключателем (ВБ) называется выключатель, приводимый в действие внешним объектом без механического контакта выключателя и объекта. Коммутация нагрузки производится полупроводниковыми элементами узла коммутации ВБ. Все это обеспечивает высокую надёжность работы бесконтактного выключателя.
В системах управления они, как правило, выполняют функцию датчиков обратной связи, сигнализируя о завершении выполнения конкретным элементом оборудования команды на перемещение. Но этим их применение не ограничивается.
Входя в зону чувствительности бесконтактного выключателя движущийся объект вызывает его срабатывание. При срабатывании ВБ полупроводниковый узел коммутации включает или отключает ток нагрузки (до 400 мА DC или до 500 мА АС). В качестве нагрузки может быть использован вход контроллера, электронной схемы или непосредственно обмотка реле, контактора.
Широкий выбор датчиков типа ВБ производится на предприятии ЗАО «Сенсор» г. Екатеринбурге и Научно-производственной компании «ТЕКО» г. Челябинск.
Электрическая часть бесконтактного выключателя помещена в корпус из никелированной латуни или пластмассы (рис. 13). Для обеспечения работоспособности в экстремальных условиях эксплуатации электрическая часть герметизируется компаундом.
Выбор бесконтактного выключателя при проектировании нового или модернизации существующего оборудования желательно проводить, учитывая три группы функциональных и эксплуатационных параметров:
– вид объекта, воздействующего на чувствительный элемент ВБ;
– требуемые параметры коммутационного элемента ВБ;
– параметры условий эксплуатации и конструктивные особенности оборудования.
Учитывая эти группы и в зависимости от принципа работы чувствительного элемента бесконтактные выключатели подразделяются на индуктивные, ёмкостные и оптические.
Индуктивные бесконтактные выключатели
(ВБИ) реагируют на металлические объекты воздействия на расстоянии срабатывания до 150 мм. Объектом может служить как металлический элемент конструкции, так и металлическая пластина, прикрепленная к любой движущейся части оборудования.
Индуктивные бесконтактные выключатели имеют чувствительный элемент в виде катушки индуктивности с открытым в сторону активной поверхности магнитопроводом (рис. 14).
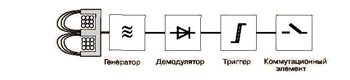
Рис. 14. Функциональная схема ВБИ
Перед активной поверхностью ВБИ образуется электромагнитное поле. При внесении металлического объекта в это поле колебания генератора затухают, демодулированное напряжение падает, триггер опрокидывается, коммутационный элемент переключается.
При рабочих условиях эксплуатации (в том числе при рабочих значениях напряжения питания и температур окружающей среды) ГОСТ предусматривает надежное срабатывание всех изделий ВБИ в гарантированном интервале срабатывания.
Обычно на практике объект воздействия для ВБИ изготавливается в виде стальной пластины требуемых размеров (толщиной примерно 1 мм, рис. 15), соединенной с движущейся деталью механизма, положение которой нужно контролировать.
Если объект воздействия имеет размеры меньше стандартного, то расстояние срабатывания может измениться.
Индуктивные бесконтактные выключатели наиболее широко используются в качестве конечных выключателей рольгангов, автоматических линий и т.п. (рис. 15.).
  
Рис. 15. Места расположения ВБИ
Емкостные бесконтактные выключатели
(ВБЕ) реагируют на наличие любых объектов воздействия, применяются как датчики уровня жидкостей и сыпучих материалов.
Емкостные бесконтактные выключатели имеют чувствительный элемент в виде вынесенных к активной поверхности пластин конденсатора. Упрощенная функциональная схема ВБЕ изображена на рис. 16.
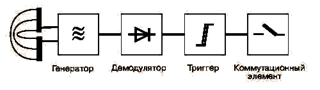
Рис. 16. Функциональная схема ВБЕ
Приближение объекта из любого материала к активной поверхности ведет к изменению емкости конденсатора, параметров генератора и в конечном итоге к переключению коммутационного элемента.
Объекты из металла (квадратная пластина из Ст З толщиной 1 мм) или из диэлектрика с большей диэлектрической постоянной, например вода, воздействуют на ВБЕ в большей степени. Мелкие или тонкие объекты слабо воздействуют на ВБЕ.
Наиболее широкое применение ВБЕ нашли в качестве надежных и дешевых датчиков контроля максимального или минимального уровня жидких или сыпучих материалов (рис. 17, а, б). При этом возможен монтаж и обслуживание ВБЕ вне резервуаров

ВБЕ переключается и от материала, находящегося за каким-либо диэлектриком, например, он будет чувствовать угольный пек через пластину из стеклотекстолита (рис. 17, б).
В качестве иллюстрации такой работы с учетом влияния окружающего металла можно привести следующий пример применения. При диаметре отверстия в металлическом резервуаре, равном тройному диаметру активной поверхности бесконтактного выключателя ВБЕ-Ц30–96 У – …, он будет реагировать на минеральное масло через стекло толщиной 18 мм, а при диаметре отверстия в резервуаре, равном двойному диаметру активной поверхности, – через стекло толщиной 6 мм.
ВБЕ применяется также для счета или позиционирования различных объектов из неметаллических материалов (рис. 17, в).
Оптические бесконтактные выключатели
(ВБО) используют для определения перемещения, наличия или контроля размеров объектов из любого непрозрачного материала, а также для позиционирования и счета любых объектов из любого непрозрачного материала Зона их чувствительности достигает 16 метров. Температура окружающей среды от -250
С до +800
С.
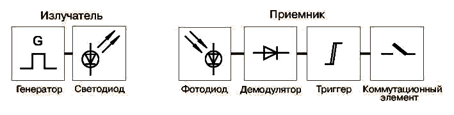
Рис. 18. Функциональная схема ВБО
Излучатель
– это устройство, состоящее из источника оптического излучения, линз и необходимой электрической схемы, создающее оптический луч.
Приемник
– это устройство, состоящее из чувствительного элемента, линз и необходимой электрической схемы, воспринимающее оптический луч от излучающего устройства.
Список использованной литературы
1. Седш В.В. Основы автоматизации прокатного производства
2. Илёв В.Г. Автоматизация и системы управления в прокатном производстве
|