| ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ
ИНСТИТУТ КОСМИЧЕСКИХ И ИНФОРМАЦИОННЫХ ТЕХНОЛОГИЙ
Отчет по производственной практике
Выполнила:
студентка группы ВТ 07-03
Шестакова К. А.
Красноярск 2010
Оглавление
Введение
Одно из главных требований к подготовке специалистов высшей квалификации – её связь с практикой, знание конкретных задач, особенностей будущей практической деятельности. Важным звеном этой связи является производственная практика. Цели и задачи производственной практики – это систематизация, закрепление и углубление теоретических знаний, полученных по дисциплинам специализации; приобретение практических навыков работы.
Основной целью настоящей производственной практики является изучение правил сбора монтажа, технологических особенностей расположения изданий на печатном листе, а так же получение навыков работы в производстве печатной продукции.
Я проходила практику в ООО «Поликор» с 02.08.2010г. по 28.08.2010г. Издательство занимается подготовкой и выпуском различной печатной продукции.
За время практики я ознакомилась со структурой предприятия, технологическим оборудованием, с особенностями допечатной подготовки поступающих на предприятие заказов, правилами сбора монтажа, печатными машинами QMDI 46.-4 и CD 102 4+L, активно участвовала в хозяйственной деятельности организации, а также оказывала помощь специалистам. Полученные в результате прохождения практики знания и данные представлены в отчете.
Характеристика предприятия
1.1
Общие сведения
Общество с ограниченной ответственностью «Поликор» начало свою деятельность в 2003 году. Фирма зарегистрирована по адресу: г. Красноярск, ул. Дубровинского д.58
1.2 Основные виды деятельности
Деятельность ООО «Поликор» направлена на подготовку и выпуск печатной продукции по заказам как физических, так и юридических лиц.
1.3 Структура предприятия
Структура ООО «Поликор» основана на специализированном разделении труда, то есть работа между людьми распределена не случайно, а закреплена за специалистами, способными выполнить ее лучше всех. Отделы предприятия:
1) Отдел продаж
Отдел продаж занимается поиском клиентов и работой с ними, продажей возможностей предприятия.
2) Отдел допечатной подготовки
В этом отделе занимаются макетированием и версткой печатной продукции.
3) Дизайнерский отдел
Специалисты этого отдела создают концепцию будущего издания, занимаются оформлением изданий с учетом пожеланий заказчика.
4) Технологический производственный отдел
В этом отделе занимаются разработкой технологий изготовления печатной продукции и планированием.
5) Производство
Данный отдел включает в себя четыре участка: формный, печатный, участок отделки и послепечатного оборудования.
1.4 Характеристика продукции
Ассортимент печатной продукции, предлагаемой заказчикам, достаточно разнообразен и ограничен только технологическими особенностями печатных машин и наличием специализированного оборудования для выполнения особых пожеланий заказчика. Издательство занимается выпуском журналов, газет, брошюр и прочей печатной продукции.
1.5 Оборудование на производстве
Предприятие располагает следующим специальным оборудованием:
- Печатная машина Speedmaster CD 102 4+L
Технические характеристики:
Количество печатных секций 4+L
Максимальный формат 720x1020 мм
Мин. формат 340x480 мм
Макс. печ. формат 710x1020 мм
Производительность 15.000 отт/час
Высота стапеля на самонакладе Preset - 1230 мм Preset Plus - 1320мм
Высота стапеля на приемке Preset - 1205 мм Preset Plus - 1295 мм
- Печатная машина QMDI 46.-4
Технические характеристики:
Метод печати - офсетный без увлажнения
Производственная мощность, лист/час: макс. - 10000, мин. - 3500
Разрешающая способность / частота растра / время экспонирования (1270dpi/150dpi/4мин), (2540dpi/200dpi/12мин)
Формат бумаги, мм: макс. - 460х340, мин. - 140х89
Формат экспонирования, мм - 450х330
Толщина материала, мм - 0,04-0,3
- Фальцевальные машины Stahl-7c и Stahl S2
- Резаки Polar
- Фотонаборная машина Prime Setter-102
- Гравер Multicum
- Прочее оборудование (аппарат для трафаретной печати, аппарат для ламинирования, перфоратор и прочие)
Технология производства
Производственные процессы в полиграфическом производстве ООО «Поликор» подразделяются: допечатные процессы, собственно печатный процесс и послепечатная обработка (Рис. 1).
2.1 Допечатные процессы
Допечатные процессы охватывают рабочие этапы, выполняемые собственно перед печатью, т.е. до передачи информации на бумагу или на другую подложку. Традиционно допечатные процессы делятся на три области:
- набор
, т.е. подготовка текста, его форматирование;
- репродуцирование
изобразительных и графических оригиналов, изготовление цветоделенных изображений для многокрасочной печати;
- монтаж и изготовление печатных форм
, т.е. объединение текстовых, иллюстративных и графических составных частей в одно целое на полосах, на печатных листах, а также изготовление печатной формы как носителя информации для печатной машины.
2.1.1 Спуск полос и монтаж
Монтаж следует выполнять с учетом следующих факторов:
- способ печати (растрированные фотоформы для автотипных способов печати, полутоновые – для глубокой печати; прямое изображение для прямых способов печати, зеркальное – для косвенных; позитивные фотоформы – для позитивного копирования, негативные – для негативного копирования);
- вид печатной машины (край для захвата листа форграйфером в листовых печатных машинах; края с графейками, поля для лентопроводящих роликов, метки приводки);
- формат печатной машины;
- способ переворота листа при двусторонней печати
- схема сгибов фальцевальной машины или аппарата;
- способ скрепления конечного полупродукта (припуск по корешковому полю на обрезку сгибов при клеевом скреплении блоков);
- способ послепечатной обработки (шлейф тетради при комплектовке блока подборкой или вкладкой приложений);
- положение сфальцованной тетради в блоке (расположение колонцифр, например, от 1 до 32 для первой тетради, а также на полосах последующих тетрадей);
- число красок на данной стороне листа
- вспомогательные метки (метки приводки, обрезки фальцовки, подборки, сигнатуры, метки цветных красок, идентификационные номера);
- контрольные шкалы (шкалы для контроля печатного процесса, размещаемые перпендикулярно направлению подачи бумаги по всей ширине печатного листа, шкалы для контроля копировальных процессов, размещаемые на участках печатной формы, находящихся вне зоны печати).
В зависимости от вида работ могут размещаться и другие элементы, предназначенные для технологических целей. Таким образом, монтаж полос является информационно-емким и важнейшим этапом, позволяющим исключить возникновение ряда ошибок на дальнейших стадиях технологического процесса.
При установке межполосного расстояния учитывают также припуски на фальц и обрезку. Метки нужно размещать таким образом, чтобы даже при небольших ошибках в обрезке они не были видны в готовой продукции. Цветные контрольные шкалы нужно располагать на периферийных участках печатного листа, с тем, чтобы они могли быть удалены в процессе обрезки. Нужно также выделить и обозначить места под сигнатуру, для указания цвета краски и установки идентификационного номера.
Спуск полос означает их правильное расположение на монтажном листе, например 4, 8, 16 или 32 полосы. Для изготовления печатных форм необходимо иметь два основных рабочих материала: макет монтажа и схему спуска полос, которая зависит от вида последующей фальцовки. На макете монтажа
показывается расположение запечатываемых участков, расстояния между полосами, от центра печатного листа, от края (сгиба) переплета и от краев печатного листа. Здесь также учитывается положение края грейфера и указываются места установки различных меток, необходимых как для печатного процесса, так и для последующих отделочных процессов. Например, фиксируются метки фальцовки, название сигнатуры, контрольные метки подборки или метки разрезки и приводки, контрольные шкалы, необходимые для печатного процесса. Макет монтажа может также содержать информацию о положении различных маркирующих устройств или перфоратора.
Сигнатура и контрольные метки подборки являются обязательными при изготовлении книжных блоков, обеспечивая получение правильной последовательности листов, сфальцованных листов и тетрадей. Метки выравнивания/фальцовки особенно важны, поскольку именно они указывают направление, в котором лист подается в фальцевальный аппарат. Это определяет положение, выравнивание и направление, как первого сгиба, так и всех последующих.
При электронном спуске важным является включение в схему монтажа информации о единицах измерения.
Макет монтажа является основанием для создания спуска полос печатного листа. Он снабжен информацией, необходимой для спуска полос, и устанавливает деление запечатываемой стороны на лицевую и оборотную стороны. (рис. 8). В то время как макет монтажа показывает положение полосы на печатном листе, спуск полос показывает, каким образом будет распределено общее число полос издания по отдельным печатным листам. Схема спуска полос показывает количество сгибов каждого печатного листа и то, в каком порядке должна производиться фальцовка. Например, как запечатанный лист формата 70х100 см должен быть сфальцован для получения продукции требуемого конечного формата.
То, что схема спуска полос дополняет макет монтажа, приводит в результате к оптимизации процессов в зависимости от таких факторов, как:
- число полос в издании;
- формат запечатываемого листа;
- состав бумаги и ее шероховатость;
- формат печатной машины;
- форматы отделочных машин (резальные и фальцевальные машины);
- конечный формат издания;
- тип скрепления (бесшвейное скрепление, шитье нитками или проволокой).
Схемы фальцовки, использующиеся в «Поликоре» приведены на рис.
2.2 Офсетная печать
Предприятие располагает офсетными печатными машинами, что позволило мне закрепить свои знания в этой области.
2.2.1 Общие сведения
Офсетная печать является непрямым способом печати. Краска сначала переносится на промежуточный носитель (резиновое полотно), а потом на запечатываемый материал. Печатающие и пробельные элементы находятся в одной плоскости. Печатающие элементы воспринимают краску, а пробельные участки ее отталкивают. На рисунке 2 изображена многокрасочная листовая офсетная машина с лакировальной секцией Speedmaster CD 102.
Перед печатью пробельные участки печатной формы покрываются тонким слоем увлажняющей жидкости. Этот раствор, состоящий из воды и вспомогательных добавок, равномерно распределяется увлажняющими валиками. Перенос краски с формы на бумагу или другой запечатываемый материал требует заданного давления в печатной зоне (сила на единицу площади) или натиска. Давление для офсетной печати составляет 0,8–2 мПа.
2.2.2 Факторы, влияющие на процесс печати
Правильное осуществление офсетного печатного процесса зависит от многих физико-химических явлений, связанных с материалами и компонентами, принимающими участие в нем. Основными факторами являются:
- влияние печатной формы
Поверхностное натяжение участков, воспринимающих краску и увлажняющий раствор, шероховатость поверхности (механическое или электролитическое зернение и т.д.);
- Влияние красочных валиков
Свойства материала покрытия валиков, поверхностное натяжение материала, из которого сделан валик, шероховатость поверхности, деформационные свойства резинового покрытия, установка;
- Влияние резинового полотна
Натяжение резинового полотна, шероховатость поверхности, деформационные свойства, адгезионные свойства по отношению к краске, режимы процесса печати, устойчивость к действию технологических растворов;
- Влияние печатной краски
Поверхностное натяжение на границе раздела фаз «вода – краска», реологические свойства (вязкость, липкость и т.д.), температурные условия, условия восприятия увлажняющего раствора, изменение свойств при прохождении через красочный аппарат, состав печатной краски, условия закрепления;
- Влияние увлажняющего раствора
Жесткость воды, загрязнение воды, добавки в увлажняющий раствор (спирт, смачивающие присадки, буферные вещества), величина рН, поверхностное натяжение, реологические свойства (вязкость), температурная зависимость реологических величин;
- Влияние запечатываемого материала
Свойства запечатываемого материала (гладкость, впитывающая способность, смачиваемость), величина рН запечатываемого материала, печатные свойства (деформация при натяжении, прочность на разрыв);
- Влияние печатной машины (на качество печати и стабильность процесса)
Конструкция печатного аппарата (точность, стабильность, виброустойчивость и т.д.), тип красочного аппарата (наличие регулировки подачи краски по циклу машины), тип увлажняющего аппарата (контактное увлажнение, бесконтактное увлажнение), конструкция системы подачи краски (дозирование краски), поддержание температуры
2.2.3 Процесс печати
В печатных аппаратах (рис. 3) лист подается к печатному цилиндру. Система захватов принимает его и во время рабочего цикла вводит в контакт с офсетным цилиндром (рис. 4), где он запечатывается краской, а затем с помощью передаточных цилиндров передаётся транспортной системой к следующему печатному аппарату, после чего – на выводной стол. Процесс печати предполагает наличие определённого давления для перехода краски на запечатываемый материал между формным и офсетным цилиндрами, а также между офсетным и печатным цилиндрами.
2.2.4 Печатные формы
Печатные формы для офсетной печати представляют собой тонкие (до 0,3 мм), хорошо натягивающиеся на формный цилиндр, преимущественно монометаллические или, реже, полиметаллические пластины. Формирование изображения осуществляется благодаря различным свойствам поверхности пластин после их экспонирования и проявления. Печатные формы вследствие воздействия света и обработки образуют воспринимающие или отталкивающие краску элементы.
2.2.5 Нанесение противоотмарывающего порошка.
После печати, к моменту поступления на стапель, оттиск еще не успевает высохнуть. Поэтому в офсетной листовой печати необходимо избежать смазывания краски, ее отмарывания (перенос ее на следующий лист) и слипания листов в стапеле (склеивание листов). Распыление противоотмарывающего порошка позволяет устранить эти дефекты. Однако это приводит к таким последствиям, как загрязнение печатной машины, снижение качества оттисков (уменьшение глянца) и возникновению проблем на этапе отделочных процессов.
2.2.6 Облагораживание печатной продукции
В листовой печати облагораживание и отделка получили широкое распространение. Главным образом, к ним относятся:
- лакирование
для получения оптического эффекта и защиты поверхности;
- специальная дополнительная печать красками Metallic
;
Для лакирования
и нанесения красок, имитирующих цвет металлов, используются преимущественно лакировальные аппараты (рис. 5). Некоторые лаки можно наносить на оттиск в обычной печатной секции (например, дисперсионный лак – при помощи формной пластины без удаления с неё копировального слоя).
Требования к облагораживанию поверхности определяют тип и свойства применяемого лака, а также вид сушки. В листовой офсетной печати используются дисперсионные лаки (водные лаки) и лаки, отверждаемые при воздействии УФ-излучения. Масляные печатные лаки редко применяются из-за их недостаточного глянца.
2.3 Послепечатная обработка
Такие операции, как резка
, фальцовка
, подборка листов
и переплетные работы,
являются важными составными элементами конечного этапа производства печатной продукции.
Обрезка
. Если на крупноформатных печатных машинах на одном печатном листе печатаются несколько фальцуемых листов (тетрадей) одинакового содержания, то они сначала должны быть разъединены. То же самое происходит при изготовлении обложек брошюр и разнообразных вставок (например, почтовых вложений). Резальные машины работают с ножами, которые могут прорезать стопу бумаги высотой до 20 см.
Фальцовка
. Сначала листы, включающие несколько печатных страниц, с помощью машины фальцуются в соответствии со схемой спуска полос. Под спуском понимается размещение страниц на печатном листе таким образом, чтобы после фальцевания и подборки нескольких сфальцованных листов страницы издания следовали бы одна за другой в правильном порядке. Спуск определяется уже на стадии допечатных процессов, но зависит всегда от послепечатной обработки. При клеевом бесшвейном скреплении отдельные сфальцованные листы размещаются один за другим, вследствие чего 1-й лист содержит страницы 1–8, а 2-й лист – страницы 9–16. При шитье внакидку сфальцованные листы вкладываются один в другой, при этом 1-й лист содержит внешние 8 страниц (1–4 и 13–16), а 2-й лист – внутренние 8 страниц (5–12). Рисунок 6.
Подборка или комплектовка
. Если 32-страничная брошюра напечатана по 8 страниц на листе, то она будет состоять из 4 тетрадей. При тираже 1000 экземпляров после фальцовки получается 4 стопы по 1000 сфальцованных листов. Они должны быть разъединены и размещены в соответствии с заданием. Размещение друг за другом (для клеевого скрепления) называется подборкой и выполняется на специальных подборочных машинах. Вкладывание тетрадей одна в другую (для шитья внакидку) осуществляется последовательно. Оно большей частью выполняется на вкладочно-швейно-резальных агрегатах (ВШРА), которые также выполняют рабочие операции по шитью и трехсторонней обрезке.
Клеевое скрепление и шитье проволокой
. Корешок подобранных тетрадей для клеевого скрепления брошюры сначала фрезеруется, чтобы облегчить проникновение клея. Затем корешок полностью обрабатывается клеем, большей частью расплавленным, накладывается обложка и приклеивается к корешку. Используемая в этом процессе машина клеевого скрепления может объединяться с имеющейся подборочной машиной и трехсторонней резальной машиной. В ВШРА вложенные друг в друга тетради будущей брошюры подводятся под проволокошвейные головки, которые прокалывают скобы и загибают их.
Трехсторонняя обрезка.
Листы соединенной таким образом брошюры еще не разделены по фальцу. Так как они на этой стадии не могут быть раскрыты, фальц должен быть обрезан. В своем большинстве брошюры обрезаются с двух или со всех трех сторон (верхнее поле, нижнее поле, лицевая сторона), что одновременно означает обрез брошюры до окончательного формата. Уже в процессе подготовки заказа на допечатной стадии следует учитывать эту обрезку и делать припуск, чтобы не произошло вырезания текста. Для трехсторонней обрезки имеются специальные машины с тремя ножами. В современных подборочно-швейных агрегатах и машинах для клеевого (бесшвейного) скрепления оборудование для трехсторонней обрезки (триммер) большей частью уже встроено.
Программы, используемые в издательстве
3.1
Adobe
InDesign
Программное обеспечение Adobe InDesign обеспечивает точный контроль над типографикой и предоставляет встроенные инструменты дизайна, предпечатной проверки и публикации документов для печати. Ориентировано на профессиональных дизайнеров, художников и специалистов – печатников, осуществляющих верстку и выпуск печатной продукции.
3.2
Adobe
Illustrator
Векторный графический редактор, однако дизайнеры используют его в самых разных целях. Он удобен для быстрой разметки страницы.
3.3
Adobe
Photoshop
Растровый графический редактор. Содержит современные средства для обработки и редактирования изображений и рисования,
3.4
Adobe
Acrobat
Пакет программ для создания и просмотра электронных публикаций в формате PDF. Один файл заменяет множество документов. Интегрируются текстовые, графические файлы.
3.5
Signastation
Программа для спуска полос и компоновки листов. Обладает наглядностью интерфейса и надежностью концепции спуска полос, в которой фальц-листы и печатные листы отделяются друг от друга. Разделение обеспечивает максимальную гибкость при работе на различном печатном оборудовании.
3.6
MetaDimension
MetaDimension RIP- новый программный растровый процессор компании Heidelberg. Главной особенностью Metadimension RIP является иррациональное растрирование, в связи со сложностью расчета ранее доступное только в аппаратном растровом процессоре Delta Technology. Иррациональное растрирование обеспечивает абсолютно точный расчет растра, что гарантирует высокую детальность изображения на оттиске, плавность градиентных переходов и отсутствие муара растрирования. Растровый процессор MetaDimension ориентирован на полноценную работу с форматом PDF наравне с форматом PostScript.
Adobe Acrobat, полностью интегрированный в MetaDimension, позволяет производить предварительные операции проверки, треппинга, редактирования дополнительными plug-ins модулями такими, например, как Heidelberg Supertrap, Pitstop и т.д..
Растровый процессор Heidelberg MetaDimension RIP построен по клиент - серверной архитектуре. Управляющая программа - клиент может быть установлена непосредственно на рабочей станции растрирующего процессора или на любой другой в общей компьютерной сети. Программа - клиент написана на языке Java и основана на интернет интерфейсе.
Выполнение проекта для ЗАО «Ванкорнефть»
Работа заключалась в создании планшета «Для работников, выбывающих в командировку» для ООО «Ванкорнефть». В качестве исходных материалов были предоставлены отсканированные документы, справки и текстовая информация в формате *.pdf. По желанию заказчика, необходимо было создать из 14 листов формата A4 информационный планшет, выдержанный в уникальном стиле фирмы.
Определение формата готового издания было предоставлено издательству. Макет издания создавался в программе Adobe InDesign CS4. После проделанной работы заказчику на рассмотрение был отправлен файл в формате jpeg. На печать отправляется файл в формате PostScript.
Исходя из задания, план работы был следующий:
1) Оценить качество предоставленного материала
2) Определить формат будущего издания
3) Разработать дизайн
4) Макетирование и верстка
4.1 Предварительная работа
Предоставленный материал был достаточно низкого качества, по причине низкого разрешения при сканировании. Так же, некоторые из листов было необходимо очистить от графики, не отвечающей требованиям дизайна. Четыре из предоставленных документа, по согласованию с заказчиком, заменили более качественными. Свою работу я начала с обработки имеющихся изображений и набора текста.
Обработка изображений производилась в программе Adobe photoshop CS4. Основными критериями для оценки качества изображений были читаемость текстовой информации, четкость, насыщенность цвета, отсутствие цветовых помех, возникших при сканировании. Изначально изображения переводились из цветовой модели RGB в CMYK. Далее, изображение делилось на составляющие слои, обработка производилась такими инструментами, как «Клонирующий штамп», «Кисть», «Замена цвета», использовались фильтры для увеличения четкости. Местами части изображений прорисовывались заново. Набор текстовой информации проверялся редакторами на наличие стилистических и лингвистических ошибок.
4.2 Расчетные данные, определение формата
Так как формат издания был задан по усмотрению издательства, было решено разместить листы на печатном листе формата 1500х1000, следующим образом:
(рисунок)
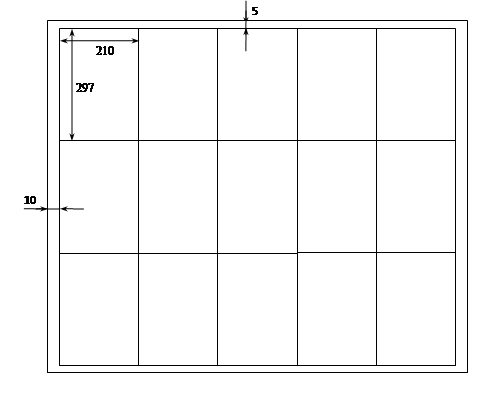
Расчет готового издания после обрезки:
Ширина: 5*210 + 2*10 = 1070
Высота: 3*297 + 2*5 = 901
Расстояние между текстовой и изобразительной информацией 10мм
Отступ между заголовком и текстом – 10 мм.
(рисунок)

4.3
Разработка дизайна
При выборе оформления я исходила из стилистики текста и документов, т.е. из назначения готового будущего издания. Ключевым стало слово «Канцелярия». Идея была довольна проста: основные важные предложения вписать в стикер, а стрелки заменить на выделение текстовыми маркерами. Отдельные документы (справки, заявления) выделялись тенью. Заголовок выдержан в фирменном стиле ООО «Ванкорнефть».
(рисунок)
После того, как необходимые изображения были найдены, они были так же обработаны в программе Adobe Photoshop CS4. Далее текстовые и графические блоки располагались на листе, с учетом всех требований.
Заключение
В ходе прохождения производственной практики на предприятии ООО «Поликор» мной были изучены правила сбора монтажа, особенности расположений изданий на листе, рассмотрен процесс создания и печати продукции. Применив полученные знания, мной был исполнен заказ на издание планшета для ООО «Ванкорнефть».
|