1. Общая часть
1.1 Введение
Конструкция автомобилей непрерывно совершенствуется. Тенденция развития конструкций автомобилей обусловлены как экономическими, так и социальными причинами. Экономические причины определяют тенденцию повышения топливной экономичности как легковых, так и грузовых автомобилей, что в настоящее время стало одним из ведущих направлений современного автостроения. Социальными причинами обусловлена тенденция повышения безопасности автомобилей. Автомобиль – объект повышенной опасности. Поэтому необходимо совершенствование активной и пассивной безопасности автомобиля. Автомобиль является источником загрязнения окружающей среды отработавшими газами. Это определяет непрерывное повышение требований экологической безопасности автомобиля. Следует также отметить тенденцию автоматизации управления автомобилем, которая обеспечивается современными средствами электронной, микропроцессорной техники и направлена на повышение топливной экономичности и динамики автомобиля, активной безопасности, комфортабельности.
Двигатель. В первую очередь надо отметить расширение применения дизелей, позволяющих снизить расход топлива на 25¼30 % (и больше при дальнейшем совершенствовании рабочего процесса дизеля, в частности при использовании турбонаддува).
Работа по совершенствованию рабочего процесса бензиновых двигателей проводится в следующих направлениях: организация послойного распределения заряда в камере сгорания, позволяющего использовать обедненные смеси; впрыскивание топлива во всасывающий тракт; использование электронного управления дозированием подачи топлива и зажиганием; применение турбонаддува. Комплексное использование перечисленных мероприятий может обеспечить снижение расхода топлива до 20 %.
Значительное внимание уделяется применению новых видов топлива - заменителей нефтяных топлив. В нашей стране перспективно широкое применение природных газов. Более дальней перспективой является использование в качестве топлива для двигателей внутреннего сгорания водорода, запасы которого практически неограниченны. При работе на водородном топливе может быть решена проблема токсичности отработавших газов, так как в результате сгорания водорода образуется вода.
Некоторое развитие получат электромобили, главным образом для городских условий эксплуатации. Они бесшумны и не загрязняют окружающую среду. Препятствием к их широкому применению является малая энергоемкость аккумуляторных батарей, их громоздкость, что снижает грузоподъемность автомобиля и запас хода. Широкое использование электромобилей станет возможным, когда энергоемкость аккумуляторных батарей будет повышена в 5¼10 раз.
По-видимому, в недалеком будущем получат развитие двигатели новых типов. В первую очередь следует отметить работы по созданию адиабатного керамического двигателя, обеспечивающего высокий термический КПД благодаря высокой температуре рабочего процесса из-за малого излучения теплоты в окружающую среду. В таких двигателях система охлаждения отсутствует.
Газотурбинные двигатели (ГТД) в настоящее время не используют на автомобилях, так как их топливная экономичность ниже, чем у дизелей, однако в перспективе при применение керамических материалов может быть налажено производство автомобильных ГТД (при повышение температуры сгорания расход топлива уменьшается).
1.2 Характеристика объекта проектирования
В слесарных мастерских и на участках располагается оборудование индивидуального общего пользования. К оборудованию индивидуального пользования относятся: верстаки с тесками. К оборудованию общего пользования относятся: сверлильные и простые заточные станки (точильно-шлифовальные); опиловочно-зачистные станки; поверочные и разметочные плиты; винтовой пресс; ножовочный станок; рычажные ножницы; плиты для правки и др. Для размещения материалов имеются групповые инструментальные шкафы, стеллажи, столы тара для заготовок (деталей) и стружки.
Слесарные работы – это обработка металлов в холодном состоянии, выполняемая слесарем ручным способом при помощи различных инструментов. Слесарная обработка дополняет станочную механическую или является завершающей операцией при изготовлении металлических изделий соединением деталей, при сборке машин и механизмов, а также их регулировке. Слесарные работы состоят из ряда технологических операций – разметки, рубки, правки и гибки металлов, резки металлов ножовкой и ножницами, опиливания металла, сверления, зенкования и развертывания, нарезания резьбы, клепки, шабрения, притирки и доводки, паяния, лужения. Некоторые из перечисленных операций могут производиться и при горячем состоянии металлов (рубка, клепка, гибка). Многие слесарные операций выполняются не только ручным способом, но и механическим.
Заготовки для деталей машин поступают на обработку в механические и слесарные цехи в виде поковок сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется слой металла, следовательно, уменьшается размер.
1.3 Механическая обработка металла
Обработка металлов резанием – это процесс срезания режущим инструментом с поверхностей заготовки слоя металла в виде стружки для получения детали необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей.
Заготовками для механических цехов служат прокат (квадратный, круглый, полосовой, трубы и т.д.), поковки, штамповки и отливки. Заготовки, поступающие в механические цехи, имеют припуск на обработку резанием. Припуск зависит от ряда факторов: размеров, формы и конструктивных особенностей изготовляемой детали, вида заготовки, масштабов производства (количества изготовляемых деталей) и др.
К основным методам обработки металлов резанием относятся точение, сверление и шлифование. Из перечисленных методов наиболее распространен и изучен в теории резания металлов метод точения, который имеет много общего со всеми другими методами механической обработки металлов, поэтому правильное понимание этого процесса облегчает изучение всех других методов обработки резанием.
2. Расчетно-технологическая часть
2.1 Корректирование периодичности ТО и межремонтного пробега
Корректирование периодичности ТО-1
Lто-1
=Lн
то-1
*К1
*К3
, км ; [6, с. 28] (1)
где Lн
то-1
– нормативный пробег до ТО-1,км; [5, с. 17]
К1
– коэффициент корректирования нормативов в зависимости от условий эксплуатации; [6, с. 26]
К3
– коэффициент корректирования нормативов в зависимости от природно–климатических условий; [6, с. 27]
Урал 4320-01: Lто-1
=4000*0.7*0.9=2520 км
ГАЗСАЗ 3502: Lто-1
=2500*0,7*0,9=1575 км
Корректирование периодичности ТО-2
Lто-2
=Lн
то-2
*К1
*К3
, км ; [6, с. 28] (2)
где Lн
то-2
– нормативный пробег до ТО-2,км; [5, с.17]
Урал 4320-01: Lто-2
=12000*0,7*0,9=7590 км
ГАЗСАЗ 3502: Lто-2
=12000*0,7*0,9=7875 км
Корректирование межремонтного пробега
Lкр
=Lн
кр
*К1
*К2
*К3
,км ; [6, с. 28] (3)
где Lн
кр
– нормативный пробег до КР,км; [5, с. 17]
К2
– коэффициент корректирования нормативов в зависимости от модификации подвижного состава и организации его работы; [6, с.27]
Урал 4320-01: Lкр
=300000*0,7*1,0*0,9=189000 км
ГАЗСАЗ 3502: Lкр
=250000*0,7*1,15*0,9=181125 км
Определим кратность ТО-1
n1
=Lто-1
/ lсс
, (4)
где lсс
– среднесуточный пробег,км.
Урал 4320-01: n1
=2520/195=13
ГАЗСАЗ 3502: n1
=1575/195=8
Уточним пробег до ТО-1
Lто-1
=Lсс
*n1
, км; [3, с. 280] (5)
Урал 4320-01: Lто-1
=195*13=2500 км
ГАЗСАЗ 3502: Lто-1
=195*8=1600 км
Определим кратность ТО-2
n2
=Lто-2
/Lто-1
(6)
Урал 4320-01: n2
=7590/2520=3
ГАЗСАЗ 3502: n2
=7875/1575=5
Уточним пробег до ТО-2
Lто-2
=n2
*Lто-1
, км; [3, с. 280] (7)
Урал 4320-01: Lто-2
=2520*3=7500км
ГАЗСАЗ 3502: Lто-2
=1575*5=7800 км
Определим кратность КР
n3
=Lкр
/Lто-2
(8)
Урал 4320-01: n3
=189000/7500=25
ГАЗСАЗ 3502: n3
=181125/7800=23
Уточним пробег до КР
Lкр
=n3
*Lто-2
, км; [3, с. 280] (9)
Урал 4320-01: Lкр
=25*7500=187000 км
ГАЗСАЗ 3502: Lкр
=23*7800=179000 км
2.2 Расчет производственной программы в трудовом и номенклатурном выражении
Определим количество КР в цикле
Nкр
=Lкр
/Lкр
, [3, с. 206] (10)
Урал 4320-01: Nкр
=187000/187000=1
ГАЗСАЗ 3502: Nкр
=179000/179000=1
Определим количество ТО-2 за цикл
Nто-2
=Lкр
/Lто-2
-1 , [3, с. 206] (11)
Урал 4320-01: Nто-2
=187000/7500 -1=25
ГАЗСАЗ 3502: Nто-2
=179000/7800 -1=23
Определим количество ТО-1 за цикл
Nто-1
=Lкр
/Lто-1
-Nкр
-Nто-2
, [3, с. 206] (12)
Урал 4320-01: Nто-1
=187000/2500-1-25=76
ГАЗСАЗ 3502: Nто-1
=179000/1600-1-23=114
Определим количество ЕО за цикл
Nео
=Lкр
/Lео
=Lкр
/Lсс
, [3, с. 206] (13)
Урал 4320-01: Nео
=187000/195=959
ГАЗСАЗ 3502: Nео
=179000/195=918
Определим коэффициент технической готовности
aт
=Дэ
/(Дэ
+Дто-тр
) , [3, с. 206] (14)
Урал 4320-01 :aт
=959/(959+136)=0,87
ГАЗСАЗ 3502 :aт
=918/(918+132)=0,87
где Дэ
– количество дней нахождения автомобиля в технически исправном состоянии.
Определим количество дней простоя в ТО и ремонте
Дто-тр
=Дкр
+Дтрт
+(dто-тр
*Lкр
*k4
’)/1000, дней [3, с. 207] (15)
где Дкр
– количество дней простоя в КР; [6, с. 24]
Дтрт
– количество дней транспортировки автомобиля с АРЗ
dто-тр
– простой в ТО-ТР, дней/1000 км
k4
’ –коэффициент корректирования нормативности в зависимости от пробега с начала эксплуатации. [6, с. 28]
Урал 4320-01: Дто-тр
=22+2,2+(0,5*187000*1,2)/1000=136,дней
ГАЗСАЗ 3502: Дто-тр
=22+2,2+(0,5*179000*1,2)/1000=132,дней
Определим количество дней нахождения автомобиля в технически исправном состоянии.
Дэ
=Nео
=Lкр
/Lсс
, дней (16)
Урал 4320-01: Дэ
=959;
ГАЗСАЗ 3502: Дэ
=918
Определим коэффициент перехода от цикла к году
hг
=Lг
/Lкр
,[9, с. 25] (17)
Урал 4320-01: hг
=34398/187000=0,183
ГАЗСАЗ 3502: hг
=34398/179000=0,192
Определим годовой пробег
Lг
=Lсс
*Дрг
*aт
, км [9, с. 24] (18)
Урал 4320-01: Lг
=195*245*0,72=34398 км;
ГАЗСАЗ 3502: Lг
=195*245*0,72=34398 км
где Дрг
– количество дней работы в году.
Определение годовой программы в штучном выражении
Определим годовое количество ЕО
SNгео
=Nео
*hг
*Асп
,[3, с. 207](19)
где Асп
– списочное количество подвижного состава данной марки.
Урал 4320-01: SNгео
=959*0,183*80=14040
ГАЗСАЗ 3502: SNгео
=918*0,192*120=21150
Определим годовое количество ТО-1
SNгто-1
=Nто-1
*hг
*Асп
,[3, с. 207](20)
Урал 4320-01: SNгто-1
=76*0,183*80=1113
ГАЗСАЗ 3502: SNгто-1
=114*0,192*120=2656
Определим годовое количество ТО-2
SNгто-2
= Nто-2
*hг
*Асп
,[3, с. 207](21)
Урал 4320-01: SNгто-2
=25*0,183*80=366
ГАЗСАЗ 3502: SNгто-2
=23*0,192*120=530
Определим количество КР за год
SNг кр
=Nкр
*hг
*Асп
[3, с. 207] (22)
Урал 4320-01: SNг кр
=1*0,183*80=14,64
ГАЗСАЗ 3502: SNг кр
=1*0,192*120=23
Определим годовое количество СО
SNг со
=Nсо
*Асп
,[3, с. 207] (25), где Nсо
=2
Урал 4320-01: SNг со
=2*80=160
ГАЗСАЗ 3502: SNг со
=2*120=240
Определение суточной программы парка по ТО автомобилей
Nс то-1
=SNг то-1
/Дрг
,[3, с. 207] (23)
Урал 4320-01: Nс то-1
=1113/245=5
ГАЗСАЗ 3502: Nс то-1
=1656/245=11
Nс то-2
=SNг то-2
/Дрг
,[3, с. 207] (24)
Урал 4320-01: Nс то-2
=366/245=1
ГАЗСАЗ 3502: Nс то-2
=530/245=2
Выберем метод обслуживания
ТО-1: Урал 4320-01 – тупиковый метод
ГАЗСАЗ 3502 – тупиковый метод
Расчет производственной программы в трудовом выражении
Корректирование трудоемкости ЕО
tео
=tн
ео
*К2
*К5
*Км
, чел*ч, [6, с. 29] (25)
где tн
ео
– нормативная трудоемкость ЕО; [5, с. 17]
К5
– коэффициент корректирования нормативов в зависимости от количества обслуживаемых и ремонтируемых автомобилей на АТП и количества технологически совместимых групп; [6, с. 29]
Км
– коэффициент механизации уборочно-моечных работ.
Км
=0,35¼0,75
Урал 4320-01: tео
=0,75*1,0*1,05*0,5=0,39 чел*ч
ГАЗСАЗ 3502: tео
=0,42*1,0*1,05*0,5=0,22чел*ч
Корректирование трудоемкости ТО-1
tто-1
=tн
то-1
*К2
*К5
*Кп
, чел*ч, [6, с. 28] (26)
где tн
то-1
– нормативная трудоемкость ТО-1; [5, с. 17]
Кп
– коэффициент учитывающий поточный метод
Урал 4320-01: tто-1
=1,91*1,0*1,05*1=2,005 чел*ч
ГАЗСАЗ 3502: tто-1
=2,2*1,0*1,05*1=2,31 чел*ч
Корректирование трудоемкости ТО-2
tто-2
=tн
то-2
*К2
*К5
*Кп
, чел*ч , [6, с. 28] (27)
где tн
то-2
– нормативная трудоемкость ТО-2; [5, с. 17]
Урал 4320-01: tто-2
=8,73*1,0*1,05*1=9,166 чел*ч
ГАЗСАЗ 3502: tто-2
=9,1*1,0*1,05*1=9,555 чел*ч
Корректирование удельной трудоемкости ТР
tтр
=tн
тр
*К1
*К2
*К3
*К4
*К5
, чел*ч/1000 км, [6, с. 28] (32)
где tн
тр
– нормативная удельная трудоемкость ТР, чел*ч/1000 км
К4
– коэффициент корректирования нормативов удельной трудоемкости ТР в зависимости от пробега с начала эксплуатации
Урал 4320-01: tтр
=6,7*1,4*1,0*1,2*1,2*1,05=14,182 чел*ч/1000 км
ГАЗСАЗ 3502: tтр
=3,8*1,4*1,0 *1,2*1,2*1,05=8,04 чел*ч/1000 км
Суммарная годовая трудоемкость
Годовая трудоемкость ЕО
Тг ео
=SNг ео
*tео
, чел*ч , [9, с. 26](28)
Урал 4320-01: Тгео
=14040*0,39=5476 чел*ч
ГАЗСАЗ 3502: Тг ео
=21150*0,22=4653 чел*ч
Годовая трудоемкость ТО-1
Тг то-1
=SNг то-1
*tто-1
, чел*ч [9, с. 26](29)
Урал 4320-01: Тг то-1
=1113*2,005=2232 чел*ч
ГАЗСАЗ 3502: Тг то-1
=2656*2,31=6135 чел*ч
Годовая трудоемкость ТО-2
Тг то-2
=SNг то-2
*tто-2
, чел*ч[9, с. 26] (30)
Урал 4320-01: Тг то-2
=366*9,166=3355 чел*ч
ГАЗСАЗ 3502: Тг то-2
=530*9,555=5064 чел*ч
Объем работ по ТР за год
Тг тр
=tтр
*Lг
*Асп
/1000 , чел*ч [9, с. 27] (31)
Урал 4320-01: Тг тр
=14,182*34398*80/1000=39027 чел*ч
ГАЗСАЗ 3502: Тг тр
=8,01*34398*120/1000=33063 чел*ч
Трудоемкость работ по СО
Тг со
=SNсо
*tто-2
*К, чел*ч [3, с. 209] (32)
Урал 4320-01: Тг со
=160*9,166*0,2=293,31чел*ч
ГАЗСАЗ 3502: Тг со
=240*9,555*0,2=458,64 чел*ч
где К – коэффициент работ по СО в объеме работ по ТО-2; К=0,5
Определим годовую трудоемкость ТО и ТР
SТто-тр
=Тг ео
+Тг то-1
+Тг то-2
+Тг тр
+Тг со
, чел*ч (33)
Урал 4320-01: SТ’то-тр
=5476+2232+3355+39027+293,31=50383,31 чел*ч
ГАЗСАЗ 3502:SТ ’’то-тр
=4623+6135+5064+33063+458,64=49343,64 чел*ч
SТто-тр
=SТ’то-тр
+SТ’’то-тр
, чел*ч(34)
SТто-тр
=50383,31+49343,64=99726,95 чел*ч
Определим трудоемкость работ по самообслуживанию предприятия
Тсам
=Тто-тр
*Ксам
/100, чел*ч (35)
где Ксам
–объем работ по самообслуживанию, (Ксам
=14%)
Тсам
=99726,95 *12/100=11967 чел*ч
Определим трудоемкость на АТП
ТАТП
=Тто-тр
+Тсам
, чел*ч (36)
ТАТП
=99727+11967=111694 чел*ч
2.3 Расчет численности производственных рабочих
Трудоемкость работ участка
Тy
=Тto-tp
*0,1+ Тсам
*0,26, чел*ч [9, с. 33] (37)
где С y
– доля работ участка
Тy
=99727,б7+ 11967*0,26=9972,7+3111,4=13084чел*ч
Определим годовой производственный фонд времени
Фт
=(Дк
-Дв
-Дп
)*Тсм
-Дпп
*1, ч
Фт
=(366-16-105)*8-10=1950, ч [9, с. 35] (38)
где Дк
– количество календарных дней в году;
Дв
– число выходных дней в году;
Дп
– количество праздничных дней в году;
Тсм
– время смены;
Дпп
– число предпраздничных дней в году.
Фт
=(366-16-105)*8-10=1950, ч
Определим технологически необходимое число рабочих для зоны ТО-1
Рт
=Тп
/Фт
*h, чел. [9, с. 35] (39)
Рт
=13084/1950*1=7 чел.
Определим годовой фонд времени одного производственного рабочего
Фш
=Фт
-[Дотп
*6,67+Дувп
*8], ч [9, с. 36] (40)
Фш
=1950-[28*6,67+5*8]=1723 ч
2.4 Расчет числа постов для зоны ТО
Расчет числа постов для зоны ТО-1
Псм
=7/2=3,5=4 пост (41)
2.5 Выбор и обоснование методов организации технологического процесса
Выбираем метод специализированных бригад. Организация технологического процесса таким методом, называется такая форма организации, при котором бригада рабочих выполняет определенный вид ТО и ремонта по всем автомобилям АТП.
Специализированные бригады формируются из рабочих различных профессий и квалификаций. Каждый рабочий выполняет определенные операции. Рабочие могут специализироваться: по видам воздействий, т.е. одна из бригад производит ТО-1, вторая-ТО-2, третья-ТР, четвертая ремонт агрегатов и деталей, снятых с автомобиля; по группам работ (контрольно-диагностические, крепежные, регулировочные, смазочные, заправочные, медницкие и др.); по отдельным агрегатам и механизмам автомобиля. Специализированные бригады могут обслуживать закрепленные и не закрепленные за ними автомобили. В зависимости от объема выполняемых работ, на каждую бригаду планируется свой штат и фонд заработной платы. Производительность труда рабочих специализированных бригад по видам воздействий значительно выше комплексных. Кроме того, такие бригады не трудно организационно создать. Поэтому они нашли широкое распространение.
Рисунок 1.– Схема технологического процесса зоны ТО
Однако опыт работы специализированных бригад по видам воздействий показал, что при их применение отсутствует персональная ответственность рабочих за техническое состояние и надежную работу автомобилей на линии. Трудно проанализировать причины отказов и неисправностей автомобилей и выявить виновников брака, отсутствует материальная и моральная заинтересованность рабочих в повышении качества выполняемых работ.
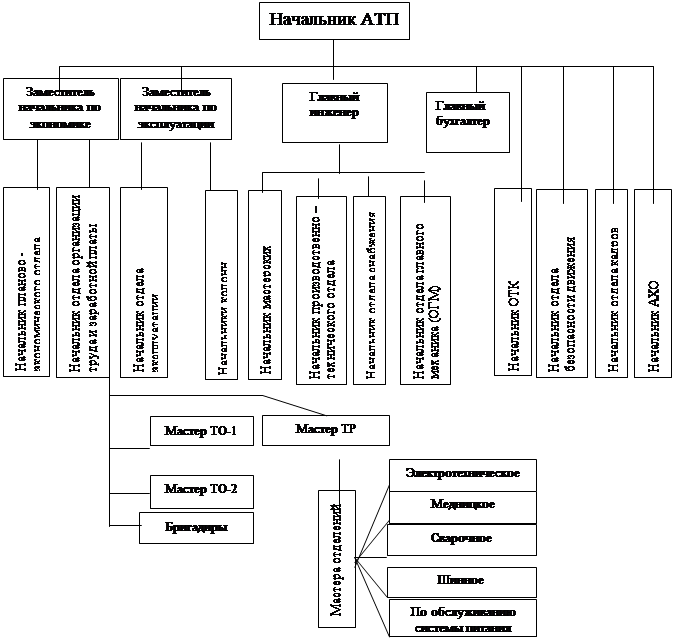
Рисунок 2.– Схема управления производством на АТП
2.6 Распределение рабочих по постам, специальностям, квалификациям и рабочим местам
Таблица 1- Распределение рабочих по разрядам
| Разряд |
Число рабочих по разряду, Рi
|
Средний разряд, Рср
|
I
II
III
IV
V
|
1
1
1
2
2
|
Зона ТО |
| 3,4 |
Определение среднего разряда
Рср
=I*РI
+II*РII
+¼+n*Pn
/(PI
+PII
+¼+Pn
), [9, с.199] (42)
где I-V – разряд [9, с.199]
Рn
– количество рабочих по данному разряду
Рср
то-1
=I*1+II*1+III*1+IV*2+ V*2/(1+1+1+2+2)=3,4
Таблица 2 – Распределение трудоемкости по видам работ
| Вид работ |
Трудоемкость, чел*ч |
Число рабочих |
| ТО |
13084 |
7 |
Основными рабочими местами являются: станки, прессы.
2.7 Подбор технологического оборудования и расчет площадей
Расчет технологического оборудования
Определим производственный фонд еденицы оборудования
Фоб
=Дрг
*Тсм
*С*Псоб
*Р, ч [3, с. 223] (43)
где Дрг
– число рабочих дней в году;
Тсм
– время смены;
С – число смен;
Псоб
– коэффициент использования оборудования по времени;
Р – число рабочих одновременно работающих на данном оборудовании.
Фоб
=245*8*1*0,7*1=1372 ч
Определим количество одноименного оборудования
Q=Т/Фоб
,[3, с. 223] (44)
Q=13084/1372=9,5
Определим загруженность оборудования
З=(Т*100)/(Q*Фоб
), % [3, с. 223] (45)
З=(13082*100)/(9,5*1372)=95 %
Таблица 3 – Технологическое оборудование
| № п/п |
Наименование |
Модель |
Краткая техническая характеристика |
Количе-ство |
Общая занимаемая площадь, м2
|
| 1 |
2 |
3 |
4 |
5 |
6 |
| 1. |
Машина электрическая шлифовальная |
С-516 |
Для шлифовки и полировки металлических и деревянных поверхностей, а также шпатлеванных и окрашенных поверхностей. Диаметр круга 130 мм 225*130*120 |
1 |
– |
| 2. |
Станок поперечно - строгальный |
7А 311 |
Стационарная. Длина хода ползуна 8…200 мм, размер рабочей поверхности стола 200*200 мм, мощность 1,5 1380*800*1395 |
1 |
1,104 |
| 3. |
Станок точильно - шлифовальный
|
ОШ-1 |
Стационарный.
Диаметр круга 350 мм. Частота вращения об/мин – 1500. Масса – 90 кг.
Размеры 420*535*1075
|
1 |
0,78 |
| 4. |
Установка сверлильная |
Р175 |
Тип – вертикально – сверлильная, одношпиндельная. Диам. отверстия, мм – 13. Частота вращения шпинделя, об/мин - 550, 750, 1400, 2500, 3750. Размеры 1710*390*980 мм |
1 |
0,382 |
| 5. |
Станок токарно - винторезный |
ИТ-1М |
Облегченная модель 1К62. Может использоваться как стационарно так и в передвижных работных мастерских. Потребляемая мощность, кВт – 3. Масса, кг – 1440. Габаритные размеры 2165*960*1500 мм |
1 |
2,078 |
| 6. |
Станок отрезной |
872М |
Небольшой размер разрезаемого металла 250*250мм Мощность – 1,5
1470*690*885
|
1 |
1,014 |
| 7. |
Станок точильно двухсторонни |
332Б |
Диаметр круга 812*480*975
Мощность 1,7
|
1 |
0,791 |
8
|
Тиски |
Т - 1 |
Тип – слесарные. Ширина губок мм – 140. Ход губок мм – 100. Масса, кг – 21. Габаритные размеры 420*250*190 мм |
2 |
0,21 |
| 9 |
Станок фрезерный широкоунивер-сальный |
675П |
Размер рабочей поверхности 200*500 мм 1110*1170*1650 |
1 |
1,3 |
| Всего |
6,87 |
Таблица 4. – Технологическая оснастка
| № п/п |
Наименование |
Тип или ГОСТ |
Количество |
| 1 |
2 |
3 |
4 |
1.
2.
3.
4.
5.
6.
8.
9.
10.
11.
12.
13.
14.
|
Молот слесарный медный, вес 500г.
Пласткогубцы
Набор напильников
Зубило слесарное 15°*60°
Набор автомеханика (большой)
Комплект торцевых ключей
Шабер ( разные )
Комплект инструмента автомеханика
Пресс
Набор инструментов слесаря-монтажника
Ключи накидные
Штангенциркуль
Ручная слесарная ножовка
|
ГОСТ 2310-54
–
ГОСТ 5547-52
–
И-148
И-157
–
И-132
Р 324
2216Б
ГОСТ 7212-54
ШЦ–1
|
4
4
3
3
1
2
6
2
1
1
10
2
4
|
Таблица 5. – Организационная оснастка
| № пп |
Наименование |
Тип или модель |
Краткая техническая характеристика |
Коли-чество |
Общая занимае-мая площадь, м2
|
| 1 |
2 |
3 |
4 |
5 |
6 |
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
|
Верстак слесарный
Ларь для обтирочных материалов
Ларь для отходов
Тумбочка для хранения инструментов
Шкаф для одежды
Тумбочка для приборов и приспособлений
Ящик с песком
Пожарный щит
Раковина для мытья рук
Ящик для негодных деталей
Решетка деревянная под ноги
Всего :
|
СД3701
2249-П
2317-П
2246
-
-
-
-
-
Собственного изготовления
Собственного изготовления
|
1250*800
800*400
500*500
820*500
1000*800
950*435
500*500
1350*800
450*450
500*500
–
|
2
1
3
2
1
1
1
1
1
2
2
|
2
0,32
0,75
0,82
0,8
0,41
0,25
1,08
0,2
0,5
–
7,13
|
Расчет площадей
Площадь участка
Fз
=Кпл
* SFоб
, м2
[9, с. 63] (46)
Fз
=4*14=56, м2
2.8 Выбор и обоснование режимов труда и отдыха
В зоне ТО принята шестидневная рабочая неделя с односменным режимом работы.
8 9 10 11 12 13 14 15 16
 - обеденный перерыв - обеденный перерыв  - рабочее время - рабочее время
 - 15 мин. перерыв - 15 мин. перерыв
Рисунок 3. – Схема рабочего дня
Определение загруженности рабочих
Определение загруженности технологических рабочих
Зт
=Т*100/Фт
*Рт
, % (47)
Зт
=13084*100/1950*7=96 %
Определение загруженности штатных рабочих
Зш
=Т*100/Фш
*Рш
, % (48)
Зш
=13084*100/1723*8=95 %
2.9 Научная организация труда
Научная организация труда (НОТ) основывается на достижениях науки и передовом опыте, систематически внедряемых в производство, позволяет наилучшим образом соединить технику и людей в едином производственном процессе, обеспечивает эффективное использование материальных и трудовых ресурсов.
Одна из центральных проблем – дальнейшее совершенствование организации и обслуживания рабочих мест, сферы непосредственного применения труда.
Высокопроизводительная работа возможна лишь при правильной организации рабочего места, заключающаяся в правильном расположении средств производства, инструментов и приспособлений, рациональном расположении рычагов управления. От правильной организации рабочего места зависят также безопасность работы и повышения производительности труда.
Работа слесаря по ремонту и обслуживанию автомобилей протекает либо у верстака при обработке отдельных деталей автомобиля, либо на каком-нибудь гаражном оборудовании (подъемники, испытательном стенде, у моечной машины, на разборочно-сборочных стендах и т.п.).
Рабочее место верстака должно отвечать требования удобства и безопасности работы. Порядок хранения инструментов и приспособлений у слесаря по ремонту и обслуживанию автомобилей должен быть следующий: инструменты, которые требуются чаще, укладывают ближе; инструменты и приспособления, которые требуются реже, укладывают дальше; инструменты, приспособления, съемники, которые удобнее брать левой рукой укладывают с левой стороны; инструменты, приспособления, съемники, которые удобнее брать правой рукой укладывают с правой стороны. Отремонтированные детали, а также детали, подлежащие ремонту, необходимо размещать на стеллажах.
Высота верстака должна быть такова, чтобы рабочему не приходилось излишне нагибаться или поднимать вверх часть руки от локтя до плеча. Неправильная подгонка высоты верстака по росту рабочего ведет к излишнему его утомлению и снижению производительности труда. При универсальных верстаках подгонку осуществляют изменением высоты стола или укладкой перед верстаком деревянной решетки определенной высоты. Наличие решетки обязательно, если верстак стоит не на деревянном полу, а на асфальтобетонном, так как решетка предохраняет ноги работающего от ревматизма.
Стол верстака должен быть обит железом или прочным пластиком, а сам верстак надежно укреплен на рабочем месте. Для хранения инструментов в верстаке должен быть ящик.
Рациональное размещение оборудования, инструментов и приспособлений на рабочем месте повышает производительность труда.
Конструкция рабочего места и взаимное расположение всех его элементов (сидения, органы управления, средства отображения информации) должны соответствовать антропометрическим, физиологическим и психологическим требованиям, а также характеру работы. Конструкцией рабочего места должно быть обеспечено выполнение трудовых операций в пределах зон досягаемости моторного поля.
Правильная поза рабочего уменьшает статические затраты энергии и повышает производительность труда.
Среди различных проблем технической эстетики важное место на АТП принадлежит изменению производственной среды, создание так называемой «зоны комфорта», правильному размещению источников света, созданию благоприятного цветового оформления, ограничению шума и вибрации, оборудованию рабочих мест. Цветовая отделка интерьера производственных зданий должна проектироваться на основе архитектурно-компазиционного решения интерьера с учетом физиологического воздействия цвета и способствовать улучшению гигиенических условий труда в производственных помещениях, снижению утомляемости, повышению производительности труда, обеспечению безопасности производственных процессов, а также улучшению освещения помещений и повышению эстетического уровня промышленных помещений.
Исключительно большое значение для здоровья человека имеет свет. Освещение производственных помещений должно обеспечивать достаточную освещенность рабочих поверхностей (очень важное значение имеет правильная освещенность контрольно-измерительных приборов, манометров, термометров, указателей уровня топлива и т. п.) быть равномерным, иметь правильное направление светового потока, исключать слепящее действие света и образования густых и резких теней.
Образовавшаяся в помещениях пыль оказывает вредное действие на организм работающего. Пыль поражает дыхательные пути, кожный покров, органы зрения и пищеварительный тракт человека. Для отсоса ядовитых газов и пыли от шлифовальных и заточных станков должны быть установлены местные отсосы и должна работать механическая вентиляция, благодаря которой в производственных помещениях независимо от времени года и режимов технологического процесса можно поддерживать постоянно заданные температуру, влажность и чистоту воздуха.
Помимо цветового фона, немалую роль играет шумовое состояние рабочей среды. Работа в абсолютной тишине и при постоянном монотонном шуме даже незначительной силы (например, шум от вентилятора) притупляет внимание работающего, особенно при выполнении однообразных операций. Известную пользу может принести музыка. Можно рекомендовать специально подобранные программы, когда музыкальные передачи чередуясь с паузами, передаются на 10-20 мин, но не более 2-2,5 ч в смену. Снизить уровень шума и вибрации можно различными путями. Совершенствование технологических процессов(например, замена пневматической клепки гидравлической) позволяет в ряде случаев полностью устранить вредное действие шума на работающих. Очень эффективным является ограждение работающих агрегатов звукоизолирующими и виброгасящими кожухами, облицовка потолка и стен производственных помещений (не менее 50-60 % их поверхности) звукоизолирующими и виброгасящими материалами, крепление станков, механизмов и агрегатов (компрессоров, кузнечных молотов, вентиляторов) через упругие демпфирирующие связи позволит значительно снизить уровень шума и вибрации, выведение в отдельное помещение особо шумных процессов. Если указанными выше методами не представляется возможным устранить или ослабить шум на рабочем месте, тогда необходимо применять средства индивидуальной защиты – противошумы, виброгасящие рукавицы, покрытые резиной или другими мягкими материалом.
Ультразвук аналогичный звуку по физико-гигиенической характеристике, применяемый при мойке и очистке деталей, сварке, паянии, лужении, травлении, дефектоскопии при механической обработке твердых и хрупких металлов, на организм человека оказывает воздействие через воздух или предметы, находящихся под влиянием ультразвуковых колебаний, и вызывает в тканях человека тепловой эффект и переменное давление. При работе на ультразвуковых установках необходимо пользоваться специальными защитными средствами – перчатками (резиновыми с хлопчатобумажной прокладкой). Ультразвуковые установки должны быть оборудованы звукоизолирующими кожухами и экраном, если они не устраняют шум, то ультразвуковая установка должна быть размещена в специальной кабине. Лица, работающие на ультразвуковой установке, должны пользоваться средствами индивидуальной защиты – заглушками из ультратонкой стекловаты и противошумными наушниками.
2.10 Составление технологических карт
Таблица 6 – Технологическая карта
Содержание работ: Изготовление детали «Болт D-8 мм, длиной 10 см, резьбой М8»
Общая трудоемкость: 0,088 чел*ч
№
п/п
|
Наименование |
Место выполнения операции |
Специ-альность и разряд |
Обору-дование и инструмент |
Трудоем-кость, чел*ч |
Технические условия |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 1 |
Установить и закрепить заготовку |
Станок |
Токарь 2 разряда |
Трехкула-чковый патрон |
- |
- |
| 2 |
Подрезать торец |
Станок |
Токарь 2 разряда |
Проходной отогнутый резец |
- |
- |
| 3 |
Обточить поверхность до нужного диаметра |
Станок |
Токарь 2 разряда |
Проходной прямой резец |
- |
Время обтачивания цилиндрической поверхности 2 мин |
| 4 |
Снять фаску, смазать солидолом |
Станок |
Токарь 2 разряда |
Проходной отогнутый резец |
- |
- |
| 5 |
Взять метчик диметром 8 мм |
Станок |
Токарь 2 разряда |
Метчик |
- |
- |
| 6 |
Нарезать резьбу |
Станок |
Токарь 2 разряда |
Метчик диаметром 8 мм |
- |
Нарезать резьбу в течении 3 мин |
| 7 |
Отрезать деталь |
Станок |
Токарь 2 разряда |
Проходной отрезной резец |
- |
- |
3. Техника безопасности и производственная санитария
3.1 Техника безопасности на объекте проектирования
Слесарно-монтажный инструмент, применяемый на постах должен быть исправным, чистым и не замасленным; при работе гаечными ключами надо подбирать их по размеру гаек или болтов; приржавевшие и трудно отворачиваемые гайки необходимо предварительно обстучать легкими ударами молотка, затем смочить их керосином, после чего отворачивать. Пользоваться молотками, надежно насажанными на деревянные рукоятки, изготовленные из прочного и упругого дерева (молодой дуб, рябина, береза и т.п.); рукоятки молотков должны несколько утолщаться к свободному концу для самозаклинивания в руке при взмахах и ударах; пользоваться напильниками, шаберами и другим инструментом с хорошо укрепленными деревянными ручками и с металлическими кольцами, исключающими возможность их раскалывания; поверхность ручек инструментов должна быть гладкая, без заусенцев и трещин; использовать зубило и крейцмейсеры длиной не более 150 мм; нельзя пользоваться теми молотками, зубилами и крейцмейсерами, ударная часть которых имеет наклеп и заусенцы.
Осмотровые канавы должны иметь направляющие предохранительные борта и содержаться в чистоте. Неиспользуемые осмотровые канавы должны быть огорожены или закрыты. Автомобили должны въезжать на канаву, когда в ней нет людей.
Пульт управления и все посты технического обслуживания автомобилей на конвейере должны иметь световую (звуковую) сигнализацию для предупреждения рабочих о готовящемся пуске конвейера. На поточной линии должно быть блокирующие устройство, позволяющее оператору пустить конвейер только после получения сигнала со всех рабочих постов.
При постановке автомобиля на пост технического обслуживания необходимо на рулевое колесо повесить табличку с надписью: «Двигатель не пускать – работают люди!». Автомобиль должен при этом быть заторможен ручным тормозом и включением первой передачи в коробке передач.
При обслуживании автомобиля установленного на подъемнике, необходимо на механизме управления подъемником укрепить табличку с надписью: «Не трогать – под автомобилем работают люди!». Во избежание самопроизвольного опускания гидравлического подъемника нужно после подъема автомобиля откинуть предохранительные стойки или вставить штыри в отверстия предохранительных труб, выдвигающихся вместе с плунжерами.
При техническом обслуживании автомобиля со снятыми колесами, вывешенного на домкратах, талях и кранах, разрешается приступать к работе только после установки автомобиля на подставки (козелки), при этом под неснятые колеса должны быть подложены упоры. Подставки должны быть прочными и надежными (только металлическими).
При подъеме и транспортировании агрегатов нельзя находиться под поднятыми частями автомобиля. Запрещается снимать, устанавливать и транспортировать агрегаты при зачаливании их тросом и канатами без специальных захватов. Тележки для транспортирования должны иметь стойки и упоры, предохраняющие агрегаты от падения и перемещения по тележке.
Для осмотра автомобилей применяют переносные безопасные электролампы напряжением до 36 В с предохранительными сетками, при работе в осмотровых канавах напряжение не должно превышать 12 В.
Приемку автомобиля на ходу и проверку тормозов следует производить вне помещения; пускать двигатель и трогаться с места разрешается только по получении сигнала от рабочего, производящего регулировку.
Монтаж и демонтаж шин надо производить на специально выделенных местах. Накачивать шины воздухом следует в огражденном месте или с применением устройств, предохраняющих рабочих от несчастных случаев при выскакивании замочного кольца или разрыве покрышки. При накачивании следить за показаниями манометра, не допуская давления воздуха в шине сверх установленной нормы.
3.2 Расчет отопления, вентиляции и освещения
Расчет отопления
Определение расхода пара необходимого для отопления помещения в течении холодного периода времени.
Q=q*V*n, т (49)
где q – удельный расход пара в месяц, т/м3
;
V – объем помещения, м3
;
n – число отапливаемых месяцев в году.
Q=0,1*168*7=117,6 т
Расчет вентиляции
При расчете вентиляции подбирают необходимый воздухообмен
W=V*k, м3
/ч [9, с 168] (50)
где k – кратность воздухообмена, ч-1
[9, с 204] (51)
W=168*4=672 м3
/ч
Выбираем 3 вентилятора модели ЭВР3 центробежного типа.
Определим потребляемую мощность вентилятора
Nв
=W*Р/(3600*102*hв
*hп
), кВт (52)
где W – производительность вентилятора, м3
/ч [9, с 204]
Р – создаваемое давление, Па [9, с 204]
hв
– КПД вентилятора; [9, с 204]
hп
– КПД передачи; [9, с 204]
Nв=800*250/(3600*102*0,45*1)=1,21кВт
Определяем установочную мощность электродвигателя вентилятора
Nуст
=Nв
*aв
, кВт (53)
где aв
– коэффициент запаса мощности
Nуст
=1,21*1,3=1,6 кВт
Nвент
= Nуст
*n (54)
где n – количество вентиляторов
Nвент
=1,6*3=4,8 кВт
3.3 Расчет естественного освещения
Световая площадь оконных проемов
Fок
=Fпол
*a, м2
[9, с 167 ] (55)
где Fок
– площадь пола отделения, м2
a – световой коэффициент. [9, с 204]
Fок
=56*0,3=16,8 м2
Определим количество окон
nок
=Fок
/F1
(56)
где F1
– площадь одного окна, м2
F1
=2,1*2,7=5,7м2
nок
=16,8/5,7=3
3.4 Расчет искусственного освещения
Определяем необходимую мощность на освещение
Nосв
=R*Fпол
, Вт [9, с 168] (57)
где R – норма расхода электроэнергии, Вт/м2
Nосв
=15*56=840 Вт
Определяем количество светильников
nл
=Nосв
/Nл
(58)
где Nл
– мощность лампы, Вт
nл
=840/75=11
Уточняем необходимую мощность на освещение
Nосв
=nл
*Nл
, Вт (59)
Nосв
=11*75=825Вт
4. Основные мероприятия по охране окружающей среды
Для снижения вредного воздействия АТП на окружающую среду при его проектировании, строительстве и эксплуатации должны выполняться природоохранные мероприятия. Вокруг предприятия должна быть санитарно-защитная зона шириной не менее 50 метров. Эту зону озеленяют и благоустраивают. Зеленые насаждения обогащают воздух кислородом, поглощают углекислый газ, шум, очищают воздух от пыли и регулируют микроклимат.
С целью поддержания чистоты атмосферного воздуха в пределах норм на АТП предусматривают предварительную очистку вентиляционных и технологических выбросов с их последующим рассеиванием в атмосферу.
АТП потребляет значительное количество пресной воды. Она используется для хозяйственно-бытовых и производственных нужд, а также для устройств внутреннего пожаротушения. Для сокращения расходов воды в последнее время широко внедряют системы оборотного водоснабжения, которые позволяют повторно использовать бывшую в употреблении воду после ее очистки в специальных устройствах. При этом чистая вода расходуется только на восполнение потерь из-за испарения и утечек вместе с осадком грязи. Снижению расходов воды способствует и применение синтетических моющих средств.
Контролируют качество сточных вод на АТП работники, ответственные за эксплуатацию очистных сооружений, и сотрудники передвижной лаборатории по охране труда и окружающей среды.
Жизнь, здоровье, благополучие человека и человечества в целом в значительной мере в руках самого человека, и это максимально должно быть использовано нами для решения важнейших и благороднейшей задачи по сохранению уникальнейшего явления вселенной: голубого неба, солнечного тепла, аромата цветов, пение птиц, свежести утра.
5. Конструкторская часть
В качестве конструкторской части было изготовлено 2 стеллажа из металлического уголка под макеты в кабинет М103.
6. Заключение
Таблица 7.– Основные технико-эксплуатационные показатели
| № п/п |
Наименование показателя |
Условные обозначе-ния |
Единица измерения |
Количественное значение |
| УРАЛ 4320-01 |
ГАЗСАЗ 3502 |
| 1 |
Периодичность ТО-1 |
Lто-1
|
км |
2500 |
1575 |
| 2 |
Периодичность ТО-2 |
Lто-2
|
км |
7590 |
7875 |
| 3 |
Межремонтный пробег |
Lкр
|
км |
189000 |
181125 |
| 4 |
Коэффициент технической готовности |
aт
|
– |
0,87 |
0,87 |
| 5 |
Годовой пробег |
Lг
|
км |
34398 |
34398 |
| 6 |
Годовая трудоемкость ЕО |
Тг ео
|
чел*ч |
5476 |
4653 |
| 7 |
Годовая трудоемкость ТО-1 |
Тг то-1
|
чел*ч |
2232 |
6135 |
| 8 |
Годовая трудоемкость ТО-2 |
Тг то-2
|
чел*ч |
3355 |
5064 |
| 9 |
Годовая трудоемкость СО |
Тг со
|
чел*ч |
293,31 |
458,64 |
| 10 |
Годовая трудоемкость ТР |
Тг тр
|
чел*ч |
39027 |
33063 |
| 11 |
Суммарная годовая трудоемкость АТП |
ТАТП
|
чел*ч |
111693 |
| 12 |
Трудоемкость зоны |
Тy
|
чел*ч |
13084 |
| 13 |
Число технологических рабочих |
Рт
|
чел |
7 |
| 14 |
Число штатных рабочих |
Рш
|
чел |
8 |
| 15 |
Площадь зоны ТО |
Fотд
|
м2
|
56 |
Зона ТО предназначена для проведения слесарно-механических работ в плановом порядке грузовых автомобилей УРАЛ 4320-01 в количестве 80 шт., ГАЗСАЗ 3502 в количестве 120 шт. В Зоне ТО принят односменный режим работы, при шестидневной семичасовой рабочей недели. А также утнанавливается средний разряд равный 3,4.
Литература
1. Анисимов А. П. Экономика, планирование и анализ деятельности АТП. – М. : Транспорт, 1998.
2. Газарян А. А. Техническое обслуживание автомобилей. – М.: Транспорт, 1989.
3. Крамаренко Г. В., Барашков А. В. Техническое обслуживание автомобилей. – М. : Транспорт, 1982.
4. Кузнецов Ю. М. Охрана труда на АТП. – М.: Транспорт, 1990.
5. НИИАТ, Краткий автомобильный справочник. – М.: Транспорт, 1984.
6. Положение о ТО и ремонте подвижного состава АТП. Министерство автомобильного транспорта РСФСР. – М.: Транспорт, 1986.
7. Резник А. М., Орлов В.П. Электрооборудование автомобилей: - М.: Транспорт, 1981.
8. Специализированное технологическое оборудование: Номенклатурный каталог. – М.: ЦБНТИ, 1986.
9. Суханов Б. Н., Борзых И. О., Бедарев Ю. Ф. ТО и ремонт автомобилей: Пособие по курсовому и дипломному проектированию. – М.: Транспорт, 1985.
|