ВВЕДЕНИЕ
Перед машиностроением поставлена важнейшая задача повышения производительности труда на основе широкого внедрения новой техники и прогрессивной.
В целях решения этой задачи необходимо совершенствовать ремонтное производство, обеспечивая надёжную работу машин и оборудования во всех отраслях народного хозяйства. Крайне важно развить фирменный ремонт и обслуживание силами изготовителей сложной и особо точной механики, обеспечить потребности в запасных частях к машинам и оборудованию. Определение границ экономической целесообразности ремонта, а на этой основе оптимальных сроков службы оборудования и путей наиболее рациональной организации ремонтных работ приобретает всё большее значение.
На предприятиях нашей страны осуществляется наиболее рациональная система технического обслуживания и ремонта технологического оборудования. Основой этой системы является профилактика, заключающаяся в проведении плановых осмотров, и ремонтов, поддерживающих постоянную работоспособность оборудования. Весь комплекс работ по техническому обслуживанию и ремонту составляет систему планово - предупредительных ремонтов.
Эффективность проектирования и внедрения передовой технологии, комплексной механизации и автоматизации процессов производства металлорежущих станков обеспечивается широко развитой специализацией производства на основе агрегатирования, унификации и нормализации деталей и целых узлов. Преимуществом станков, выпускаемых нашей промышленностью, является возможность встраивания их в автоматические линии.
Для металлорежущего оборудования, выпускаемого в настоящее время, характерно быстрое расширение сферы применения числового программного управления с использованием микропроцессорной техники. Особое значение приобретает создание гибких производственных систем, благодаря неограниченным возможностям которых без участия оператора можно выполнять функции управления технологическими процессами, профилактической диагностики, самоподналадки для поддержания регламентированных параметров процессов обработки, управления контрольно-измерительными, загрузочно-разгрузочными, транспортными и другими вспомогательными операциями, а также осуществлять автоматизированное планирование и учет загрузки оборудования.
Система технического обслуживания и ремонта (в соответствии с ГОСТ 18322 - 85) — комплекс взаимосвязанных положений и норм, определяющих организацию и выполнение работ по техническому обслуживанию и ремонту оборудования с целью сохранения в течение обусловленного времени при заданных условиях эксплуатации, производительности, точности и чистоты обработки, гарантированных в сопроводительной технической документации заводов - изготовителей.
Виды ремонтов
Современное оборудование может состоять из трёх частей:
- механической (включающей и гидравлические устройства)
-электрической
- электронной
По способу организации различают два вида ремонта:
- плановый - предусматривается рациональной системой технического обслуживания и ремонта оборудования и выполняется или через установленное нормами количество часов, отработанных оборудованием, или по достижении установленного нормами его технического состояния.
- неплановый - предусматривается рациональной системой технического обслуживания и ремонта оборудования, но осуществляется в неплановом порядке, по потребности.
По составу и объёму работ рациональная система технического обслуживания и ремонта оборудования предусматривает два вида ремонта:
- текущий - это плановый ремонт, выполняемый с целью гарантированного обеспечения работоспособности оборудования в течение установленного количества часов работы до следующего ремонта и состоящий в замене или восстановлении отдельных деталей или отдельных сборочных единиц и выполнении связанных с этим разборочных, сборочных и регулировочных работ.
- капитальный - это плановый ремонт, выполняемый с целью восстановления исправности и гарантированного обеспечения работоспособности оборудования в течение установленного нормативами времени.
Целью дипломного проекта является разработка комплекта технологической документации технологического процесса ремонта коробки скоростей станка 1В340Ф30.
1. ПОДГОТОВКА ОБОРУДОВАНИЯ К РЕМОНТУ
1.1 Характеристика ремонтируемого оборудования
1.1.1 Назначение и техническая характеристика оборудования
Токарно- револьверный станок с вертикальной головкой но крестовом суппорте с ОСУ повышенной точности модели 1В340Ф30 предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатыми и криволинейным профилем.
Нарезание резьб производится метчиками, плашками или резцом. Возможно совмещение обработки отрезным и крестовым суппортами.
Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Токарно-револьверный станок с вертикальной головкой но крестовом суппорте с ОСУ повышенной точности модели 1В340Ф30 имеет ряд преимуществ :
- конструкция 8- позиционной револьверной головки обеспечивает высокую жесткость (фиксация головки но плоские зубчатые колеса) и высокое быстродействие;
-наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или подрезки канавок с другими операциями при обработке детали;
-обработка деталей из прутка в автоматическом цикле;
-широкий диапазон нарезаемых резьб, включая многозаходные;
-крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым количеством инструмента;
-наличие оперативной системы управления позволяет рабочему на рабочем месте, в ходе обработки первой детали, при помощи средств ручного управления, формировать управляющую программу, которая позволяет уже следующую деталь обрабатывать в автоматическом цикле;
-значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.
Станок изготавливается в двух исполнениях: для обработки прутковых материалов диаметров до 40 мм и для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3мм.
Таблица 1- Технические характеристики станка 1В340Ф30
| Величина параметра |
Наибольший диаметр обрабатываемого прутка, мм:
-при зажимной и подающей трубах
-при переднем зажиме
Наибольший диаметр изделия устанавливаемого над станиной, мм
Наибольшая длина обрабатываемого изделия, мм
Конец шпинделя фланцевый по ГОСТ 12595-75
Количество граней револьверной головки
Расстояние от переднего торца шпинделя до револьверной головки, мм:
-наименьшее
-набольшее
Наибольшее поперечное перемещение револьверной головки, мм
Расстояние от низа основания станка до оси
шпинделя, мм
Количество скоростей шпинделя
Частота вращения шпинделя, мин-1
:
-прямое вращение
-обратное вращение
Количество подач поперечного суппорта:
-продольных
-поперечных
Пределы подач револьверного суппорта, мм/мин:
-продольных
-поперечных
|
40
50
400
120
1-6Ц
8
226
530
110
1060
12
45…2000
45…250
бесступенчатое
бесступенчатое
1…
1…
|
Дискретность перемещения револьверного
суппорта, мм:
-продольного
-поперечного
Скорость ускоренных перемещений револьверного суппорта, м/мин:
-продольных
-поперечных
Количество подач отрезного суппорта
Пределы подач отрезного суппорта, мм/мин
Скорость ускоренного хода отрезного суппорта, м/мин
Габаритные размеры станка,мм:
-длина
-ширина
-высота
Масса станка(без принадлежностей и электрооборудования), кг
Масса станка в прутковом исполнении с электро- и гидрооборудованием и с принадлежностями, поставляемыми со станком, кг
Частота вращения шпинделя в 1 диапазоне, мин-1
Частота вращения шпинделя в 2 диапазоне, мин-1
Наибольший крутящий момент на шпинделе, кгм
Наибольшее усилие подач, допускаемое механизмом подач, кгс:
-продольных
-поперечных
|
0,010
0,005
10
5
бесступенчатое
5…6
8
2840
1770
1670
2500
3600
45,90,355,710,1400
63,125,250,500,1000,2000
40
600
300
|
1.1.2 Устройство и принцип работы оборудования и сборочной единицы
Общий вид станка с обозначением составных частей показан на рисунке.
Вращение шпинделя осуществляется от двухскоростного электродвигателя мощностью 6,2 и 6,3 кВт с частотой вращения 960 и 1450 мин-1
через коробку скоростей и плоскозубчатую ременную передачу.
На станке применена унифицированная автоматическая коробка скоростей типа АКС 206-32-31 (ДП 2-36 01 03 31 62-052109 01 СБ).

Рисунок 1- Общий вид станка
Таблица 2- Перечень составных частей станка 1В340Ф30
| Позиция |
Наименование |
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
|
Принадлежности
Шпиндельная бабка
Суппорт револьверный
Блок фиксатора
Привод поперечных подач револьверного суппорта
Охлаждение
Гидростанция
Пульт оператора
Ограждение
Станина
Встройка системы ОСУ «НЦ-31»
Короба
Привод продольных подач револьверного суппорта
Электрошкафы
Привод датчика резьбонарезания
Суппорт отрезной
Механизм зажима
Шпиндель
|
Вращение от электродвигателя на входной вал (поз.2) коробки скоростей и с выходного вала (поз.26) на шпиндель передаётся плоскозубчатыми передачами.
В четырех валовой коробке скоростей имеется пять электромагнитных муфт
(поз. 42), которые включаясь попарно, дают на выходном валу (поз.26) 12 ступеней чисел оборотов (с учетом двухскоростного электродвигателя).
Переключение чисел оборотов можно производить на ходу и под нагрузкой.
Торможение выходного вала и коробки скоростей осуществляется одновременным включением трех муфт на выходном валу при отключенных остальных муфтах.
Реверсирование шпинделя осуществляется электродвигателем.
В коробке скоростей использованы нормализованные электромагнитные муфты с магнитопроводящим и бесконтактным токопроводом
типа ЭТМ-104(поз.42), ТМ-114 (поз.43).
Коробка скоростей обеспечивает получение 6-ти автоматически переключающихся скоростей вращения шпинделя ,переключение двухкоростного электродвигателя дает 2 ряда скоростей.
Смазка коробки скоростей производится централизовано.
1.2 Приемка оборудования в капитальный ремонт
Направляемый на капитальный ремонт станок должен быть очищен от грязи и стружки. Масло и охлаждающая жидкость должны быть слиты из емкостей. В случае проведения ремонта без снятия агрегата с фундамента место около агрегата должно быть освобождено от деталей, заготовок и тщательно убрано.
Ответственность за подготовку станка для передачи в ремонт несет начальник производственного цеха или начальник участка (старший мастер).
Если станок отправляется для ремонта в СРМЦ предприятия, то он транспортируется к месту ремонта. Вместе со станком, отправляемым в специализированный ремонтный завод или цех, должна быть направлена следующая техническая документация:
-документы, прибывшие со станком с завода-изготовителя (технический паспорт, руководство, заводской акт и т.д.)
-акт технического осмотра перед ремонтом
-ведомость комплекта деталей и сборочных единиц, направляемых в ремонт вместе со станком.
Электродвигатели, установленные на отдельных салазках и соединенные со станком при помощи ременных, цепных или зубчатых передач или муфт, не подлежат передаче в ремонт со станком. Салазки таких электродвигателей, если они требуют ремонта, направляются вместе со станком. Детали, насаженные на валы отдельно устанавливаемых электродвигателей (шкивы, звездочки, зубчатые колеса, муфты и т.п.) должны быть демонтированы, скомплектованы с парными деталями станка и отправлены в ремонт.
Ремонт универсальных принадлежностей к станкам (патронов, планшайб, люнетов, зажимных пневмогидравлических устройств, делительных головок, устройств автоматического контроля, оправок, тисков, делительных столов и т.п.) не должен входить в объем работ по капитальному ремонту станков. Эти принадлежности, как правило, не подлежат передаче в ремонт вместе со станком. В случаях, когда по условиям организации производства ремонт принадлежностей осуществляется в том же цехе и в те же сроки, что и ремонт станков, они должны ремонтироваться за дополнительную оплату по отдельной калькуляции.
Перед отправкой в ремонт станок на месте его установки должен быть подвергнут осмотру для определения состояния и комплектности. Передаваемый в ремонт станок может состоять из деталей, имеющих различную степень износа, нуждающихся в восстановлении или требующих замены, но при любом износе отдельных деталей или нарушении правильности взаимодействия сборочных единиц он должен быть укомплектован, как правило, всеми деталями.
Изготовление отсутствующих деталей производится за дополнительную плату в соответствии с калькуляцией специализированной ремонтной базы (завода или цеха). Если же у поступившего в ремонт станка отсутствуют базовые (корпусные) детали или они имеют сквозные трещины, выломанные стенки, днища или перегородки, то станок не может быть принят на капитальный ремонт. В этом случае составляется акт на описания станка, после чего он в отдельных случаях может быть подвергнут (по соглашению сторон) восстановительному ремонту по специальным техническим условиям с оплатой по разовой калькуляции.
Важное значение при составлении акта технического осмотра перед ремонтом имеет опрос рабочих-станочников, работающих на данном станке, а также ремонтных слесарей, обслуживающих агрегат во время его эксплуатации.
1.3 Разработка графика ремонта
Исходные данные:
-модель станка 1В340Ф30;
-дата последнего ремонта.03.2002 г ;
-год выпуска 1991г.;
-масса станка 2500кг;
-точность станка П;
-ремонтосложность оборудования Rм
=4,5
Определяем структуру ремонтного цикла[2,с41,таблица 1,3]
КР - ТР – ТР – ТР – ТР –СР – ТР – ТР – ТР – ТР –КР (1)
или
КР - ТР – ТР – ТР – ТР – ТР – ТР –ТР – ТР –КР (2)
Выбираем двувидовую структуру(2).
Определяем продолжительность ремонтного цикла по формуле

, (3)
где Ком
- обрабатывающий материал (сталь конструкционная);
Ком
= 1; [2,с47,таблица 1,5]
Кми
- коэффициент, зависящий от материала применяемого инструмента;
Кми
= 1; [2,с41,таблица 1,3]
Ктс
– коэффициент, зависящий от класса точности станка;
Ктс
= 1,5; [2,с41,таблица 1,3]
Ккс
– коэффициент, зависящий от категории массы станка;
Ккс
= 1; [2,с41,таблица 1,3]
Кв
– коэффициент, зависящий от возврата станка и порядкового номера планируемого ремонтного цикла;
Кв
=0,9; [2,с41,таблица 1,3]
Кд
– коэффициент, зависящий от года выпуска оборудования;
Кд
=1; [2,с41,таблица 1,3]
16800 – базовая длительность цикла.
 . .
Определяем продолжительность межремонтного периода по формуле
 , (4) , (4)
где nр
– принятое число плановых ремонтов в ремонтном цикле;
nр
=8
S-сменность работы станка;
S-1,5
F-действительны годовой фонд времени работы станка,ч;
F-2030 ч.
 . .
Определяем продолжительность межосмотрового периода То
, мес по формуле
(5)
где n –число осмотров в межремонтный период;
n=1
 . .
График планово-предупредительного ремонта строиться на основании расчетных данных ремонтного цикла, межремонтных и межосмотровых периодов и принятой структуры ремонтного цикла для данного оборудования.
Таблица 3 - График планово-предупредительного ремонта
| Вид работ |
КР |
О |
ТР |
О |
ТР |
О |
ТР |
О |
ТР |
О |
ТР |
О |
ТР |
О |
ТР |
О |
ТР |
О |
КР |
| Год |
02 |
02 |
03 |
03 |
03 |
04 |
04 |
05 |
05 |
05 |
06 |
06 |
07 |
07 |
08 |
08 |
08 |
09 |
09 |
| Месяц |
03 |
08 |
01 |
06 |
11 |
04 |
09 |
02 |
07 |
12 |
05 |
10 |
03 |
08 |
01 |
06 |
11 |
04 |
09 |
В 2009 году по структуре ремонта и технического обслуживания предусматривается для станка 1В340Ф30 капитальный ремонт в сентябре, осмотр в апреле.
2. РЕМОНТ ОБОРУДОВАНИЯ
2.1 Технологический процесс разборки
2.1.1 Составление схемы разборки оборудования на сборочные единицы
Операция разборки - ремонтные операции, производимые по определенной технологии для каждого агрегата.
Перед разборкой станка нужно ознакомиться с его устройством, назначением и взаимодействием его сборочных единиц и деталей. Если это трудно осуществить обследованием станка, необходимо ознакомиться с инструкциями и чертежами, которые по данному станку имеются, и только после этого приступить к разборке. Точно так же и перед разборкой той или иной сборочной единицы следует хорошо изучить её внутреннее устройство и способы крепления отдельных деталей, установить порядок и методы разборки.
Перед разборкой, а так же в процессе разборки сложных и ответственных механизмов станка рекомендуется составлять их схемы, особенно в тех случаях, когда ремонтник впервые имеет дело с подобными устройствами. При разборке следует наносить на нерабочие торцовые поверхности деталей цифровые метки, облегчающие подбор деталей к сборке и саму сборку.
В первую очередь снимают узлы, препятствующие снятию других узлов, строго соблюдая при этом правила безопасности труда и обеспечивая сохранность оборудования. Разборку начинают со снятия кожухов, крышек, защитных щитков, скребков и других деталей, ограничивающих доступ к разбираемым узлам и механизмам. Затем освобождают стопорные винты, впрессовывают штифты точного фиксирования взаимного расположения деталей и узлов, после чего продолжают разборку. При разборке детали надо снимать аккуратно, без перекосов и повреждений; при необходимости приложения определенных усилий по деталям наносят удары молотком, пользуясь подставками или выколотками из древесины либо мягкого металла.
Каждый станок может быть расчленён на узлы, под узлы, комплекты, детали. Расчленение станка на сборочные единицы облегчает построение технологического процесса разборки и облегчает осуществление разборки каждого узла в отдельности.
Перед проектированием технологического процесса разборки изделия оставляют схему его разборки. Схемы разборки по сравнению с другими формами записи имеют достоинства - наглядность и простоту пользования.
Снять ограждения (поз.9); демонтировать принадлежности (поз.1); демонтировать электрошкаф (поз.14); снять охлаждение (поз.6); демонтировать гидростанцию (поз.7); снять механизм зажима (поз.17); демонтировать короба (поз.12); снять суппорт револьверный (поз.3); демонтировать блок фиксатора (поз.4); снять привод поперечных подач (поз.5); демонтировать привод продольных подач (поз.13); снять привод датчика резьбонарезания (поз.15); демонтировать суппорт отрезной (поз.16); снять пульт оператора (поз.8); демонтировать шпиндельную бабку (поз.2); снять встройку системы ОСУ «НЦ-31» (поз.11); извлечь станину (поз.10);
Станок Узел

Рисунок 2 - График разборки станка 1В340Ф3-0
2.1.2Составление схемы разборки сборочной единицы на детали
Разборку бабки производят в соответствии с правилами разборки, с применением соответствующих инструментов в последовательности, приведенной ниже: все детали размещены в корпусе (поз.13) ГЧ 2-36 01 03 31 62-05 2109 01 СБ
Открутить болт (поз.51); снять шайбу(поз.38); демонтировать шкив(поз.48); выпресовать шпонку (поз.71);снять крышку(поз.37); извлечь набивку (поз.72); снять кольцо(поз.65); снять втулку (поз.46); снять крышку(поз.39); снять кольцо (поз.65); открутить болт (поз.50); демонтировать шайбу (поз.40); снять шкив (поз.1); снять крышку (поз.3); извлечь набивку (поз.72); извлечь кольцо (поз.65);снять втулку (поз.47); снять крышку (поз.4);
спрессовать подшипник (поз.59); спрессовать подшипник (поз.59); спрессовать подшипник (поз.61); демонтировать втулку (поз.36); снять втулку (поз.35); демонтировать муфту (поз.43); извлечь муфту (поз.42); снять втулку (поз.34); снять втулку (поз.33); выпресовать втулку (поз.6); демонтировать кольцо (поз.66); снять колесо зубчатое (поз.31). Демонтировать комплект деталей 1 (колесо зубчатое (поз.8) в сборе) и разобрать его на детали:-выпресовать подшипник (поз.63); -демонтировать кольцо (поз.68); -извлечь втулку (поз.7); -демонтировать кольцо (поз.68); -выпресовать подшипник (поз.63).
Снять втулку (поз.9); снять крышки (поз.44) и (поз.41); снять крышку (поз.19); снять последовательно кольца (поз.65); снять последовательно втулки (поз.46); снять крышку (поз.17); выпресовать подшипник (поз.59); извлечь стакан (поз.18); извлечь стакан (поз.45); спрессовать последовательно подшипники (поз.59); демонтировать последовательно колеса зубчатые (поз.23) и (поз.22).
Демонтировать комплект деталей 2 (колесо зубчатое (поз.27) в сборе) и разобрать его на детали: -выпресовать подшипник (поз.62); -снять кольцо (поз.66); -извлечь втулку (поз.29); -извлечь диск (поз.28); -спресовать подшипник (поз.62); -демонтировать колесо зубчатое (поз.27).Демонтировать муфту (поз.43); снять втулку (поз.30); выпресовать вал (поз.26); выпресовать подшипник (поз.58).
Демонтировать комплект деталей 3 (колесо зубчатое (поз.32) в сборе) и разобрать его на детали: -выпресовать подшипник (поз.64); -извлечь кольцо (поз.65); -извлечь кольцо (поз.65); -выпресовать подшипник (поз.64); -демонтировать колесо зубчатое (поз.32);
Демонтировать комплект деталей 4 (вал (поз.24) в сборе) и разобрать его на
детали: -выпресовать подшипник (поз.55); - демонтировать блок зубчатый (поз.25); - выпресовать подшипник (поз.56); -снять кольцо (поз.65); -спресовать подшипник (поз.60); -демонтировать вал (поз.24).
Снять втулку (поз.16). Демонтировать комплект деталей 5 (колесо зубчатое (поз.15) в сборе) и разобрать его на детали: -спресовать втулку(поз.14); - выпресовать подшипник (поз.63); - снять кольцо (поз.21); -снять подшипник (поз.63);
Снять муфты (поз.43). Демонтировать комплект деталей 6 (вал (поз.20) в сборе) и разобрать его на детали: -снять кольцо (поз.65); -спресовать подшипник (поз.56); -снять втулку (поз.12); -демонтировать вал (поз.20).
Снять втулку (поз.11); снять диск (поз.10); выпресовать вал (поз.2); выпресовать подшипник (поз.57).
2.2 Промывка и дефектация деталей
После разборки фартука детали и сборочные единицы должны быть тщательно промыты и очищены, так как это облегчает выявление дефектов и улучшает санитарные условия ремонта.
Для промывки окрашенных изделий применяется моющий состав, состоящий из:
- натрий углекислый – 0,8 – 1,2%
- эмульсия – 3,5%
Для промывки неокрашенных стальных и чугунных деталей используется состав состоящий из:
- натрий едкий – 1,5 – 2,5%;
- натрий углекислый – 1,5 – 2,5%;
- натрий кремнекислый – 0,3 – 0,5%;
- тринатрийфосфат – 1,5 – 2,5%;
При изготовлений раствора необходимо подогреть воду до 50 - 60◦С и растворить необходимое количество реактивов, залить раствор в ванну моечной машины, довести объем ванны теплой ванны до заданного, включить насосную установку для перемешивания раствора, тщательно перемешать.
В случаи отсутствий моечной машины детали и узлы промыть в ванне с подогревом до 25…30ºС моющим составам с помощью щетки и протереть ветошью.
Дефектацию промытых и просушенных деталей производят после их комплектований по узлам. Эта операция требует большого внимания. Каждую деталь сначала осматривают, затем соответствующим проверочным или измерительным инструментом проверяют ее размеры. В определенных случаях проверяется взаимодействие сопрягаемых деталей..
Цель дефектации – выявить дефекты деталей, установить возможность ремонта или определить необходимость замены детали.
В процессе дефектации детали сортируют на три группы: годные, ремонтнопригодные и негодные. К годным относят детали, износ рабочих поверхностей у которых не вышел за пределы допуска на те или иные размеры. Определяющие эти работающие поверхности. У ремонтопригодных деталей износ может быть выше предельных допусков, но ремонт таких деталей экономически целесообразен. При ремонте негодные детали подлежат замене.
Сведения о деталях, подлежащих ремонту и замене, заносят в ведомость дефектов на ремонт оборудования. Правильно составленная и достаточно подробное ведомость дефектов имеет большое значение при подготовке к ремонту. Это ответственный документ составляет технолог по ремонту оборудования с участием бригадира ремонтной бригады, мастера ремонтного цеха и представителей ОТК.
При дефектации детали необходимо маркировать порядковым номером ведомости дефектов, а так же инвентарным номером станка, что облегчает контроль выполнения дальнейших ремонтных операций.
Проверенные детали сортируют на три группы:
- годные для дальнейшей эксплуатации;
- требующие ремонта или восстановления;
- негодные, подлежащие замене.
При сортировке на группы детали рекомендуется помечать краской; годные – белой, ремонто-пригодные – зеленой, негодные- красной.
Исходя из экономических соображений, технических требований к деталям, а также величины износа устанавливают, что целесообразнее – ремонт детали или замена ее новой.
В результате проведения дефектации оборудования и узла определили следующие виды дефектов.
Таблица 4 - Дефектация деталей
| Наименование детали |
Дефект |
Способ определения |
Средства измерения |
Группа
пригодности
|
| Колесо зубчатое (поз. 31) |
Искривление и трещина |
Визуальный осмотр |
____ |
Негодная |
| Вал (поз.26) |
Износ посадочной поверхности под подшипник
Ø44+0,008
мм до
0,1 мм;
|
Измерение |
МК 50
ГОСТ 6507-90
|
Ремонто-пригодный |
| Смятие резьбы М8-6g ×20 |
Проверка сопряжения |
| Кольцо стопорное (поз.68) |
Трещина |
Визуальный осмотр |
____ |
Негодное |
Подшипник (поз.58)
|
Защемление тел качения |
Проверка сопряжения |
Негодная |
| Стакан (поз.6) |
Овальность отверстия ø70-0,03
до 0,2 мм |
Измерение |
НИ 50-75
ГОСТ
868-82
|
Ремонто-пригодная |
Втулка (поз.7)
|
Овальность отверстия ø40+0,02
до0,5 мм |
Визуальный осмотр |
НИ 18-50
ГОСТ
868-82
|
Ремонто-пригодная
|
Ремонтопригодные: Негодные:
- вал (поз.26); - колесо зубчатое (поз. 31);
- стакан (поз.6); - кольцо стопорное (поз. 68);
- втулка(поз.7). - подшипник (поз.58).
Таблица 5 - Методы устранения дефектов восстанавливаемых деталей
| Наименование детали |
Восстанавливаемая поверхность |
Способ устранения |
| вал (поз.26) |
Износ посадочной поверхности под подшипник
Ø мм до 0,1 мм; мм до 0,1 мм;
|
Хромирование с последующей механической обработкой
|
Смятие резьбы М8-6g
L = 20-0,2
|
Колибрование резьбы |
| стакан (поз.6) |
Овальность отверстия ø70-0,03
до 0,2 мм |
Впресовка втулки с последующим механической обработкой |
| втулка (поз.7) |
Овальность отверстия ø40+0,02
до 0,5 мм |
Впресовка втулки с последующим механической обработкой |
Все остальные детали являются годными к дальнейшей эксплуатации.
2.3 Технологический процесс ремонта детали
2.3.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование
Деталь - Вал (поз.26)
Материал-Сталь 40Х ГОСТ 4543-71.
Поверхность детали не подвергается термообработке.
Вал впрессован в подшипник (поз. 58) и установлен в корпус (поз.13). На валу находятся следующие детали: 2 муфты электромагнитных (поз.43), которые посажены на шлицы, колесо зубчатое (поз.35) .
Дефектом данной детали является износ посадочной поверхности под подшипник и смятие резьбы под крепёжный болт, центрирование осуществляется по оси вала, данные дефекты устраняются хромированием с последующей механической обработкой и калибровкой резьбы. Данный метод устранения является наиболее рациональным, так как происходит экономия материала и восстанавливается работоспособность без изменения сопрягаемых деталей.
2.3.2 Разработка маршрутно-операционной технологии
Таблица 6 – Маршрутная технология
Номер операции
|
Наименование операции |
Оборудования |
| 1 |
2 |
3 |
| 005 |
Токарно-винторезная |
16К20 |
| 010 |
Круглошлифовальная |
3У131 |
| 015 |
Гальваническая |
Гальваническая линия |
| 020 |
Круглошлифовальная |
3У131 |
| 025 |
Контрольная |
Стол ОТК |
Таблица 7 – Операционная технология
Номер
операции
|
Наименование операции, содержание установов и переходов |
Приспособление |
Инструмент |
| Режущий |
Средства
измерения
|
| 1 |
2 |
3 |
4 |
5 |
005
010
015
020
|
Токарно-винторезная. А. Установить, закрепить. 1 .Править базовый конус выдерживая угол 600
.
2.Калибровать резьбу М8-6g на L = 20-,02
Б. Переустановить закрепить. 1 Править центровое отверстие формы А 4ГОСТ 14034-74 выд. угол 600
.
Кругло-шлифовальная А.Установить, закрепить. 1 Шлифовать поверхность, выдерживая ø44,9-0,1
мм на проход окончательно до Ra = 1,6 мкм
Гальваническая
А Установить, закрепить
Б Изолировать не хромируемые поверхности
1Нанести слой хрома, выдерживая
min= ø45,2 L = 160-,02
мм
Кругло-шлифовальная. А Установить, закрепить 1 Шлифовать поверхность выдерживая Ø мм на проход окончательно до Ra = 0,8 мкм
|
Патрон
7100-0035
ГОСТ
2675-80
Хомутик 7107-0037 ГОСТ
2578-70
Центра 7032-0011
ГОСТ 13214-79
Подвеска специальная
Цапон- лак
Хомутик 7107-0037 ГОСТ
2578-70
Центра 7032-0011
ГОСТ 13214-79
|
Зенковка 2353-0105
ГОСТ
14953-80
Метчик 2620-1211 ГОСТ
3266-81
Сверло
2317 -3104
ГОСТ 14952-75
Шлифкруг
1 600×50×
×30513А40НС16К1 35м/с
ГОСТ
2424-
Шлифкруг
1 600×50×
×30513А40НС16К1 35м/с
ГОСТ
2424-83
|
МК 50 ГОСТ 6507-90
ШЦ
1-125-0,1
ГОСТ
166-89
МР50 ГОСТ 4381-87
|
Продолжение таблицы 7
| 1 |
2 |
3 |
4 |
5 |
Контрольная
А. Установить, закрепить
1. Проверить размеры согласно чертежа
М8-6g
L = 20-,02
Ø
Ra = 0,8 мкм
 |
0,05 |
Б |
|
Пробка 2620-1153
ГОСТ 17758-72
ШЦ
1-125-0,1
ГОСТ
166-89
МР50 ГОСТ 4381-87
Профилограф
А 1.250
ГОСТ
19299-73
ИЧ 02 ГОСТ
577-68
Штатив
Ш-ПН
ГОСТ
10197-70
|
2.4 Технологический процесс изготовления заменяемой детали
2.4.1 Выбор вида заготовки
В ходе дефектации было выявлено, что зубчатое колесо (поз.31) ремонту не подлежит. Данное зубчатое колесо изготавливается из Сталь 40Х ГОСТ 4543-71 и имеет массу 1,084 кг.
Учитывая серийность производства – единичное – и конфигурацию детали в качестве заготовки выбираем стальной горячекатаный прокат.
Круг  , ,
где круг – сталь горячекатаная круглая;
110 – диаметр круга;
А – поверхность по группе Б;
ГОСТ 2590-88 – стандарт на форму проката;
40Х – марка стали;
б – для обработки резанием;
г – категория по контролируемым свойствам;
ГОСТ 4543-71 – стандарт на материал.
h10- предельное отклонение.

Рисунок 4- Эскиз заготовки.
а – припуск на подрезку торцов;
а = 2;
в – припуск на отрезку заготовки;
в = 5.
Рассчитать коэффициент использования материала (КИМ) по формуле
 (6) (6)
где мд
- масса детали;
мз
- масса заготовки.
Рассчитать массу заготовки по формуле

(7)
где V- объем заготовки;
g- плотность материала.

2.4.2 Разработка маршрутно-операционной технологии
Таблица 8 – Маршрутная технология
| Номер операции |
Наименование операции |
Оборудования |
| 1 |
2 |
3 |
| 005 |
Заготовительная |
8Б67 |
| 010 |
Токарно-винторезная |
16К20 |
| 015 |
Внутришлифовальная |
3К228В |
| 020 |
Зубофрезерная |
53А50 |
| 025 |
Слесарная |
Верстак |
| 030 |
Термическая |
Установка ТВЧ |
| 035 |
Внутришлифовальная |
3К228Б |
| 040 |
Кругло-шлифовальная |
3У131 |
| 045 |
Зубошлифовальная |
5В830 |
| 050 |
Контрольная |
Стол ОТК |
Таблица 9 – Операционная технология
Номер
операции
|
Наименование операции, содержание утановов и переходов |
Приспособление |
Инструмент |
| Режущий |
Средства
измерения
|
005
010
|
Заготовительная
А. Установить, закрепить
1 Резать пруток на заготовки выдерживая l=34-0,6
.
Токарно-винторезная
А. Установить, закрепить
1. Подрезать торец l=30-0,6
до Ra=3,2 мкм.
2. Сверлить отв. ø20+0,5
на проход.
3. Расточить отв. ø34+0,25
предварительно на проход
4. Расточить отв. ø34,8+0,1
окончательно на проход до Ra=3,2мкм
5. Расточить фаску 1×450
6. Точить пов-ть предварительно выдерживая ø106 -0,3
до кулачков
7. Точить пов-ть окончательно выдерживая ø105,5 -0,1
до кулачков до Ra=3,2мкм
8. Точить фаску 1×450
.
Б. Переустановить закрепить
1. Подрезать торец l=28,3-0,5
до Ra=3,2 мкм.
|
Призмы ТУ
2.34.812-88
Патрон 7100-0035 ГОСТ
2675-80
Оправка
7110-0543
ГОСТ
16213-70
|
Пила
225-1158
ГОСТ
4047-82
Резец
2102-0005
ГОСТ 18877-73
Сверло
2301-3271
ГОСТ
12121-77
Резец
2140-067
ГОСТ
18811-73
То же
----//----
Резец
2112-0005
ГОСТ
18880-73
То же
Резец
2100-0202
ГОСТ
18878-73
Резец
2102-0005
ГОСТ 18877-73
|
ШЦ
1-125-0,1
ГОСТ
166-89
То же
НИ 18-50
ГОСТ
868-82
То же
----//----
ШЦ
1-125-0,1
ГОСТ
166-89
То же
----//----
|
Продолжение таблицы 9
| 1 |
2 |
3 |
4 |
5 |
015
020
025
030
|
2. Точить пов-ть ø57-0,3
на l=10-0,4
предварительно
3. Точить пов-ть ø56-0,1
на l=10-0,4
окончательно до Ra=3,2 мкм.
4.Точить фаску 1×450
5. Точить фаску 1×450
6. Расточить фаску 1×450
Внутришлифовальная
А. Установить, закрепить
1.Шлифовать отв. ø34,9+0,1
на
проход до Ra=1,6 мкм.
Зубофрезерная
А. Установить, закрепить
1. Фрезеровать зубья с припуском на шлифование выдерживая m=2,5 z=40
Слесарная А Установить, закрепить 1 Притупить острые кромки и заусеницы
Термическая А Установить 1 Термообработать деталь на h=8…9 мм до 48…52 НRC
|
Патрон 7100-0035 ГОСТ
2675-80
Оправка
7150-0609-1
ГОСТ 1843773
Тиски
7827-6259
ГОСТ
4045-75
|
Резец
2112-0005
ГОСТ
18880-73
То же
Резец
2100-0202
ГОСТ
18878-73
То же
Резец
2140-067
ГОСТ 18811-73
Шлифкруг
1-25×40 13А
40НС16К1 35м/с
ГОСТ
2447-82
Фреза
2510-4254
ГОСТ
9324-86
Напильник
2820-0001
ГОСТ
1465-80
|
ШЦ
1-125-0,1
ГОСТ
166-89
То же
НИ 18-50
ГОСТ 868-82
Ролики
2,5х21,811
ГОСТ
6870-72
ШЦ
1-125-0,1
ГОСТ
166-89
Твердомер
ТК-14-250
ГОСТ 23677-79
|
035
040
045
050
|
Внутришлифовальная
А. Установить, закрепить
1.Шлифовать отв. ø35+0,025
на
проход до Ra=0,8 мкм.
2.Шлифовать торец на l=28-0,5
до Ra=1,6 мкм.
Кругло-шлифовальная.
А. Установить, закрепить
1. Шлифовать пов-ть ø105-0,12
на проход до Ra=1,6 мкм.
Зубошлифовальная
А. Установить, закрепить
1.Шлифовать последовательно
зубья выдерживая
d=100-0,05
до Ra=0,8 мкм,
dвн
=94-0,1
до Ra=1,6 мкм.
Контрольная
А. Установить, закрепить
1. Проверить размера согласно чертежа
ø35+0,025
dвн
=94-0,1
|
Патрон 7100-0035 ГОСТ
2675-80
Центра 7032-0011
ГОСТ 13214-79
Оправка
7110-0543
ГОСТ
16213-70
Хомутик 7107-0037 ГОСТ 2578-70
Оправка
7110-0543
ГОСТ
16213-70
|
Шлифкруг
1-26×3813А
40НС16К1 35м/с
ГОСТ
2447-82
То же
Шлифкруг
1 600×50×
×305 13А40НС16К1 35м/с
ГОСТ
2424-83
Шлифкруг
14- 200×20×
×80 13А40НС16К1 35м/с
ГОСТ
2424-83
|
НИ 18-50
ГОСТ
868-82
То же
МК 125
ГОСТ
6507-90
Зубомер
ШЗ 0-150
ГОСТ
6507 78
НИ 18-50
ГОСТ
868-82
МЗ
ГОСТ
4380-93
|
d=100-0,05
ø105-0,12
ø56-0,
l=10-0,4
l=28-0,5
Ra=0,8;1,6;3,2;6,3 мкм.
1×450
|
0,016 |
А |
|
МК 125
ГОСТ
6507-90
То же
ШЦ
1-125-0,1
ГОСТ
166-89
То же
----//----
Профилограф
А 1.250
ГОСТ
19299-73
Визуально
ИЧ 02
ГОСТ
577-68
|
2.4.3 Выбор режимов резания
Таблица 10 - Режимов резания
| Номер операции |
Наименование операции и содержание перехода |
D, мм |
L, мм |
t,
мм
|
i |
S мм/об |
V, м/ мин |
n, об/ мин |
N,
кВт
|
To,
мин
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
005
010
|
Заготовительная
А. Установить, закрепить
1 Резать пруток на заготовки выдерживая l=34-0,6
.
Токарно-винторезная
А. Установить, закрепить
1. Подрезать торец l=30-0,6
до Ra=3,2 мкм.
2. Сверлить отв. ø20+0,5
на проход.
3. Расточить отв. ø34+0,25
предварительно на проход
4. Расточить отв. ø34,8+0,1
окончательно на проход до Ra=3,2мкм
5. Расточить фаску 1×450
6. Точить пов-ть предварительно выдерживая ø106 -0,3
до кулачков
7. Точить пов-ть окончательно выдерживая ø105,5 -0,1
до кулачков до Ra=3,2мкм
8. Точить фаску 1×450
.
|
110
110
20
34
34,8
34,8
110
106
105,5
|
150
60
36
32
32
3
20
20
3
|
5
1
100
1,75
0,4
1
2
0,5
1
|
1
1
1
4
1
1
2
1
|
Sm
48
Sz
0.07
0,2
с37
к 2
0,1
с39 к3
0,4
с36
к1
0,2 с39
к2
0,4
с36к1
0,4
с36к1
0,2 с39
к2
0,4
с36к1
|
8,4
117 с45к6
49
с38 к38
116 с47к6
146 с47к6
103 с47к6
103 с47к6
146 с47к6
103 с47к6
|
18,2
800
315
800
1250
1250
1250
1250
1250
|
3,8
0,11
0,12
0,9
0,5
0,25
0,5
0,4
0,1
|
015
020
025
030
|
Б. Переустановить закрепить
1. Подрезать торец l=28,3-0,5
до Ra=3,2 мкм.
2. Точить пов-ть ø57-0,3
на l=10-0,4
предварительно
3. Точить пов-ть ø56-0,1
на l=10-0,4
окончательно до Ra=3,2 мкм.
4.Точить фаску 1×450
5. Точить фаску 1×450
6. Расточить фаску 1×450
Внутришлифовальная
А. Установить, закрепить
1.Шлифовать отв. ø34,9+0,1
на
проход до Ra=1,6 мкм.
Зубофрезерная
А. Установить, закрепить
1. Фрезеровать зубья с припуском на шлифование выдерживая m=2,5 z=40
Слесарная А Установить, закрепить 1 Притупить острые кромки и заусеницы
Внутришлифовальная
А. Установить, закрепить
1.Шлифовать отв. ø35+0,025
на проход до Ra=0,8 мкм
2.Шлифовать торец
на l=28-0,5
до Ra=1,6 мкм.
|
110
110
57
105,5
56
34,8
34,9
105,5
35
56
|
60
13
13
3
3
3
28,3
24
28,3
12
|
1,7
1,95
0,5
1
1
1
0,05
4,5
2П
0,05
0,15
|
1
9
1
1
1
1
1
1
1
|
0,2
с37
к 2
0,4
с36к1
0,2 с39
к2
0,4
с36к1
0,4
с36к1
0,4
с36к1
Sm
мм/мин
2400
С225
Т5,29
St,
мм/мин
0,6
Stх
мм/дв.ход
0,46
С201
Т5.12
Sm
мм/мин
3300
Stх
мм/дв.ход
0,005
С206
Т5,16
|
117 с45к6
103 с47к6
146 с47к6
103 с47к6
103 с47к6
103 с47к6
200
С225
Т5,29
26,4
35
35
|
800
1250
1250
1250
1250
1250
Stх
мм/дв ход
0,0035
С223
Т5,28
З15
40
130
|
0,11
0,45
0,4
0,1
0,1
0,1
0,3
2,9
1,1
0,9
0,6
|
2.4.4 Нормирование операции
Производим нормирование 035 Кругло-шлифовальной операции.
Расчет основного времени для кругло-шлифовальной операции производится по формуле:
То
= П / st м
, (8)
где П – глубина резания, мм;
st м
- поперечная минутная подача, мм/мин.
То
=0,2 / 0,56 = 0,36мин
Рассчитываем вспомогательное время Тв
, мин. на однопереходную круглошлифовальную операцию:
Тв
= tуст.
+ tобр.
+ tизм.,
(9)
где tуст
– вспомогательное время на выполнение комплекса приемов по установке и снятию детали, мин;
tуст
= 0,28 мин, [с.38, карта 6]
tобр.
– вспомогательное время на выполнение комплекса приемов, связанного с обработкой поверхности, мин;
tобр.
= 0,90 мин, [с.126, карта 44]
tизм.
– вспомогательное время на выполнение комплекса приемов, связанных с измерением обработанной поверхности, мин;
tизм.
= 0,3 мин, [с.191, карта 86]
Тв
= 0,28+0,90+0,3=1,48 мин.
Рассчитываем штучное время Тш
, мин. на выполнение кругло-шлифовальной операции:
Тш
= ( То
+Тв
∙ кtв
) ∙ ( 1+(аобс.
+ аотл.
)/100) , (10)
где кtв
– коэффициент на вспомогательное время, зависящий от серийности производства;
кtв
= 1,15[ с.31, карта 1]
аобс.
– время на обслуживание рабочего места в % от оперативного времени;
аобс.
= 9% [с.132, карта 41]
аотл
– время на отдых и личные надобности в % от оперативного времени;
аотл.
= 4% [с. 203, карта 88]
Тш
= (0,36+1,48 ∙ 1,15) ∙ (1+(9+4)/100)=2,33 мин.
2.5 Технологический процесс сборки оборудования
Сборка отремонтированного узла должна производиться в соответствии с требованиями сборочных чертежей. Сборка осуществляется из деталей, уже находившихся в эксплуатации, но годных для дальнейшего использования, а также новых деталей.
Значительное количество сборочных единиц связано с выполнением резьбовых, шпоночных, шлицевых соединений, которые производят соответствующими монтажными инструментами, машинами и приспособлениями. Сборку соединений с натягом осуществляют на прессах. Для облегчения запрессовки охватывающие детали небольших и средних размеров подвергают общему нагреву в водных или масляных ваннах.
При сборке узлов и механизмов по техническим условиям проверяется положение деталей и узлов. Для контроля применяют микрометры, нутромеры, штангенциркули, индикаторы и другие мерительные инструменты и приспособления, сборку ведут в порядке, обратном разборке.
К сборке коробки скоростей станка 1В340Ф30 приступаем, убедившись после соответствующих проверок, что все детали этого узла исправны. Сборку начинаем с установки.
После сборки всех узлов станка необходимо приступать к сборке станка в целом. Общая сборка станка выполняется в следующей последовательности: монтировать станину (поз.10); вставить встройку системы ОСУ «НЦ-31» (поз.11) монтировать шпиндельную бабку (поз.2); вставить пульт оператора (поз.8); монтировать суппорт отрезной (поз.16); прикрепить привод датчика резьбонарезания (поз.15); монтировать привод продольных подач (поз.13); закрепить привод поперечных подач (поз.5); монтировать блок фиксатора (поз.4); прикрепить суппорт револьверный (поз.3); монтировать короба (поз.12); закрепить механизм зажима (поз.17); монтировать гидростанцию (поз.7); закрепить охлаждение (поз.6); монтировать электрошкаф (поз.14); монтировать принадлежности (поз.1);
закрепить ограждения (поз.9).
Подключается электрощит к электросети, система местного освещения; станок испытывается на геометрическую точность и жесткость на холостом ходу и под нагрузкой; затем станок прошпаклевывается и окрашивается.
3. ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ
3.1 Установка оборудования на фундамент
Потребителю станки отправляются упакованными в деревянные ящики. Выполняя погрузку и выгрузку упакованного станка краном, необходимо обращать внимание на надежность обвязки ящики при его подвеске на крюк. Значительный наклон ящика, удары и рывки (при подъёме и опускании) не допускается.
Во время погрузки и выгрузки упакованного станка с помощью катков угол наклона площадки не должен превышать 150
. Диаметр катков не должен быть больше 60 мм. Необходимо обращать внимание на предупредительные надписи на ящике. При распаковке сначала снимаются стальные угольники и обшивочные доски, а затем отделяют верхний, боковой и торцовые щиты. Необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
Если станок транспортируется к месту установки на катках, то его следует оставить закреплённым на нижнем щите упаковки и в таком виде перекатывать.
Перед транспортированием распакованного станка краном необходимо снять задний щит ограждения и подвижный экран с направляющей. Отвинтить гайки, крепящие станок к нижнему щиту упаковки, вставить в отверстия основания две штанги диаметром 60 мм, укрепить станок тросом или канатом и хорошо уравновесить станок рисунок .
Необходимо следить за тем, чтобы подтягиваемый трос не качался выпускающих частей станка (для этого в соответствующих местах должны быть подложены деревянные распорки).
Краном осторожно приподнять станок над нижним щитом упаковки и, убедившись в том, что болты вышли из отверстий основания, транспортировать станок к месту установки.
Насосная установка и электрошкаф транспортируется отдельно от станка. Схема их транспортировки показана на рисунках 6 и 7.

Рисунок 6 - Схема транспортирования станка
Перед установкой станок необходимо тщательно очистить от упаковочной бумаги и антикоррозионной смазки. Очистка наружных поверхностей производится чистыми салфетками, увлажненными уайт- спиритом.
Рисунок 7 - Схема транспортировки гидростанции
Все части станка после очистки следует покрыть тонким слоем масла И-30А ГОСТ20799-75. Необходимо помнить, что до смазки поверхностей станок не должен подвергаться резким температурным изменениям во избежание коррозии от конденсированной воды.

Рисунок 8 - Схема транспортировки электрошкафов
Станок устанавливают на фундаменте. Глубина залегания фундамента зависит от грунта.
Установка станка на фундамент влияет на основные показатели его работоспособности. Наиболее распространена установка станков на фундаменты трех видов : бетонные полы первого этажа (общая плита цеха); утолщенные бетонные ленты (ленточные фундаменты); специально проектируемые массивные фундаменты (индивидуальные или групповые), фундаменты обычного типа (опирающиеся на естественное основание), свайные и виброизолированные (на резиновых ковриках или пружинах); а — пол (общая плита); б — ленточный (сечение в плоскости, перпендикулярной к оси ленты); в— обычного типа; г — свайный; д — на резиновых ковриках; е — на пружинах
Станки на фундаментах (рисунок ) устанавливают: а - с креплением анкерными болтами — на клиньях с заливкой опорной поверхности станины цементным раствором или на регулируемых опорных элементах (винтовых или клиновых); б- без заливки; в - без крепления болтами с заливкой опорной поверхности станины цементным раствором; г - без крепления болтами и без заливки на жестких металлических регулируемых опорных элементах; д - на упругих (в частности, на резинометаллических) опорах.
 Рисунок 9 – Фундаменты под станки Рисунок 9 – Фундаменты под станки
Указанную установку станков можно разделить на жесткую и упругую. К жесткой относят установку станка на жестких (металлических) опорах с креплением или без крепления, у которых фундаментом служит плита или бетонный блок, опирающиеся на естественное основание или перекрытие.

Рисунок 10 – Установка станков на фундамент
К упругой относят все виды установки станка на упругих опорах и установки на жестких опорах, у которых фундаментом служит бетонный блок, опирающийся на упругие опорные элементы (резиновые коврики, пружины и т. п.).
Установка станка производится следующим образом
Проверяют прямолинейность продольного перемещения револьверного суппорта в вертикальной плоскости и постоянство положения плоскости движения (перекоса) на продольном перемещении револьверного суппорта.
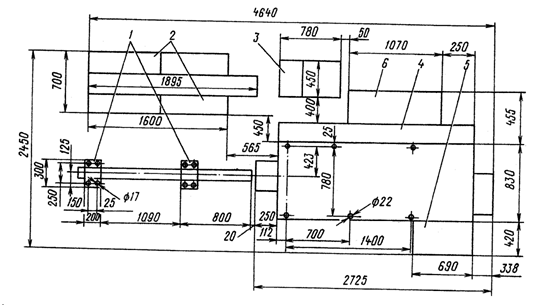
Рисунок 11 -Схема установки станка
1-стойки; 2-электрошкафы; 3-гидростанция;4-коробка;
5- система ЧПУ «НЦ-1»; 6-щит задний.
Без этого на суппорте (непосредственно или с помощью механика) параллельно (для проверки прямолинейности) перпендикулярно (для проверки перекоса) к направлению его перемещения устанавливают уровень.
Суппорт перемещают на всю длину рабочего хода.
Камеры производят не реже чем через 100мм и не меньше чем в трех положениях по длине хода суппорта.
Отклонение определяется как наибольшая алгебраическая разность показаний уровня и не должна превышать на ширине 5мм на длине 1000мм.
После этого производится проверка на цилиндричность проточки.
Для этого в цанге или патроне зажимают пруток диаметром 40мм, длинной 160-200мм и обтачивают его длине 100 мм снимая минимальную стружку. Разность центров прутка после обточки не должна превышать 40мм на ширине и на длине 100мм.
Если конусность окажется больше указанной и при этом обточенный пруток будет сужаться к концу, следует поднять правый задний и левый передний углы станины. В этом случае, если обточенный пруток будет смещен к концу, нужно приподнять правый передний и левый задний углы станины.
После окончательной выверки станка под станину с фундаментными болтами заливается цементный раствор.
Стяжка фундаментных болтов производится только после полного затвердевания цемента, т.е примерно через 3 дня после заливки. Затягивать гайки фундаментных болтов следует равномерно.
3.2 Испытание и сдача оборудования после ремонта
Подготовка к первоначальному пуску и первоначальный пуск.
Ознакомившись с назначением рукояток управления по схеме, следует проверить от руки работу всех механизмов станка. Выполнить все указания, связанные с подготовкой станка к пуску, изложенные в разделе « Смазка станка», а также в резервуар правой ножки залить охлаждающую жидкость.
В соответствии с разделом «Электрооборудование» подсоединить станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
Подключить станок к магистрали сжатого воздуха согласно указания раздела «Пневмооборудование».
Следует учесть, что из-за наличия блокировочных устройств станок не может быть включен:
- при открытой дверце электрошкафа управления ;
- при открытом кожухе сменных шестерен;
- при открытом кожухе ограждения патрона.
После подключения к сети станок включить на минимальную частоту вращения шпинделя и проверить на холостом ходу работу всех механизмов станка и масляных насосов.
Убедившись в том, что все механизмы станка работают нормально, приступить к настройке станка для работ.
В течение первых 50-60 ч. для приработке станка работать с нагрузкой только на средней частоте вращения, особое внимание уделяя контролю функционирования системы смазки.
Проверка станка на точность (ДП 2-36 01 03 31 62-05 2109 06)
1. Взаимная параллельность направлений перемещений и эквидистантность траекторий перемещения.
Проведение измерения
Измерительный прибор 1 устанавливают на одном из проверяемых рабочих органов 2, так чтобы его измерительный наконечник касался перпендикулярно поверхности упора (детали) 3 на втором рабочем органе.
Поверхность упора детали должна быть параллельна направлению перемещения. Оба рабочих органа перемещают в одном направлении на заданную длину L.
2. Параллельность плоскости и оси.
Поведение измерения
Поверочную линейку 1 устанавливают на проверяемой плоскости (2) вдоль проверяемой оси непосредственно.
Контрольную оправку 3 устанавливают вдоль оси, относительно которой проводится измерение, в центрах или на центрирующей поверхности рабочего органа. Измерительный прибор 4 устанавливают на поверочную линейку так, чтобы его измерительный наконечник касался рабочей поверхности контрольной оправки поочередно в сечениях 1 и 2; расположенных на заданном расстоянии L друг от друга.
3. Радиальное биение поверхности
Проведение измерения
В проверяемое отверстие рабочего органа 3 устанавливают контрольную оправку 1. Измерительный прибор 2 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался образующей контрольной оправки и был перпендикулярен ее оси. Рабочий орган приведет во вращение со скоростью, позволяющей регулировать показание измерительного прибора
4. Торцовое биение
Проведение измерения
Измерительный прибор 1 устанавливают вне проверяемого рабочего органа 2 на неподвижной части станка так, чтобы его измерительный наконечник касался проверяемой поверхности и был перпендикулярен к ней. Измерительный наконечник должен отстоять от оси вращения на заданное расстояние. Которое должно быть установлено в стандартах на нормы точности для станков конкретных типов.
3.3 Техническое обслуживание и смазка оборудования
Механизмы станка должны быть всегда хорошо смазаны, поэтому обслуживающий персонал обязан помнить, что своевременная и достаточная смазка механизмов обеспечивает надежную работу и увеличивает долговечность станка.
Масла, заливаемые в емкости станка, должны быть рекомендуемых марок, тщательно очищены и отфильтрованы от посторонних частиц с абсолютным размером фильтрации не грубее: 25 мкм.
Схема расположения смазываемых и смазочных устройств показана на рисунке . Перечень системы смазки и точек смазки приведены в таблице .
В станке применена централизованная и автономная система смазки.
Станция смазки предназначена для смазки элементов коробки скоростей. Она представляет собой сварной бак на 15л и расположенную на нем аппаратуру. Масло, необходимое для смазки и охлаждения дисков электромагнитных муфт, подводится через отверстия индивидуально к каждой муфте, смазка также производится разбрызгиванием и наличием масла в корпусе коробки скоростей.
Смазка опор шпинделя осуществляется от системы гидропривода с использование фильтра тонкошерстного блока. Смазка вместимостью капельная и регулируется винтами.
Смазка револьверного суппорта осуществляется от золотника предварительной фиксации револьверной головки.
Перед пуском станка (после притирки) необходимо: заполнить резервуары гидростанции и станции смазки соответственно маслами Т22
ГОСТ 9932-74(100л), И-30А ГОСТ 20799-75(28л) до уровня верхних рисок маслоуказателей.
Контроль за подачей масла и его уровнем осуществляется с помощью маслоуказателей. Сразу после пуска станка масло должно показаться в маслоуказателе.

Рисунок 12– Схема расположения смазываемых и смазочных устройств
Контроль за подачей масла и его уровнем осуществляется при помощи маслоуказателем 1,7,11.
Таблица 11 –Перечень элементов системы смазки и точек смазки
Позиция на рисунке
|
Наименование |
Периодичность смазки |
Смазочный материал |
1,7,11
8
2,3,4
5
6
9
10
12
13
|
Маслоуказатель
Пресс-масленка 1,3 Кд6
ГОСТ 19853-74
Пресс-масленка 3, 2,1 Кд6
ГОСТ 19853-74
Винт регулировки смазки шпиндельных опор
Манометр
Труба подачи в шпиндельную бабку
Труба подачи в коробку скоростей
Приемный фильтр
Бак станции смазки
Труба слива с коробки скоростей
Труба слива со шпиндельной бабки
|
----//----
1 раз в месяц
1 раз в месяц
----//----
----//----
---//----
----//----
----//----
1 раз в 3 месяц (28л)
----//----
----//----
|
----//----
Масло И-30А ГОСТ20799-75
----//----
----//----
МаслоТ22
ГОСТ 9932-74
Масло И-30А ГОСТ20799-75
----//----
Масло И-30А ГОСТ20799-75
----//----
МаслоТ22
ГОСТ 9932-74
|
4. ОХРАНА ТРУДА
4.1 Требования безопасности к производственному оборудованию и рабочим местам
В соответствии с ГОСТ 12.2.009 “Обеспечение безопасности работы оборудования ”, для обеспечения работы в безопасном режиме на токарно-карусельном станке необходимо выполнять требования по обеспечению обслуживания станка, соблюдать общие правила и нормы безопасной работы.
При работе на токарных станках из-за несоблюдения правил безопасности могут произойти несчастные случаи вследствие ранения стружкой, при прикосновении к вращающимся патроном, планшайбам и зажимным приспособлениям на них, а также к обрабатываемым деталям.
В процессе резания образуется сливная или отлетающая стружка. Форма образующейся стружки зависит от марки стали, геометрии режущего инструмента, режимов резания и других факторов. При точении металлов на большой скорости возможно образование сливной или отлетающей стружки представляет особую опасность.
Большое значения для безопасной работы токаря имеет установка режущего инструмента. Устанавливать инструмент можно только в исправном суппорте с применением подкладок разной толщины, длины и ширины.
Во избежание поломок резец зажимают с минимально возможным вылетом. Подводят резец к обрабатываемой детали медленно и осторожно. Наличие на рабочих местах, в проходах и проездах металлической стружки может привести к тяжелым ранением рук и ног. Поэтому стружка должна направляться от режущего инструмента в корыто станка, а затем убираться с рабочего места и вывозиться из цеха.
Во время работы станка производить с него уборку стружки не допускается. Намотавшаяся стружка удаляется с инструмента, патрона или планшайбы, а также с обрабатываемой детали только после полного останова станка. Для дробления стружки и ее безопасного удаления из рабочей зоны применяют специальные резцы, обеспечивающие стружколомание и стружкозавивание, а также специальные стружкоотводчики.
Деталь следует надежно закреплять в кулачковом патроне или на планшайбе. Недопустимо, чтобы после закрепления детали кулачки выступали из патрона или планшайбы за пределы их наружного диаметра. Если же кулачки выступают, следует заменить патрон или установить специальное ограждение. При установке патрона или планшайбы на шпиндель рекомендуется подкладывать под них на станок деревянные подставки с выемкой по форме патрона. Устанавливать тяжелые патроны и планшайбы на станок и снимать их со станка надо при помощи подъемного устройства и специального захватного приспособления. Не разрешается свинчивать патрон резким торможением шпинделя.
В кулачковом патроне можно закреплять только короткие, длиной не более двух диаметров, уравновешенные детали. При установке более длинных деталей для подпора следует пользоваться задней бабкой.
Для проверки надежности закрепления детали шпиндель станка вначале устанавливают на малую частоту вращения. При проверке центричности детали пользуются палочкой мела или мелом в державке. Несимметричные детали перед обработкой тщательно отбалансировывают, а их выступающие части ограждают.
При зачистке деталей наждачной бумагой пользуются специальными прижимными колодками (при зачистке наружных поверхностей) или круглой оправкой (при зачистке внутренних поверхностей).
Недопустимо во время работы станка измерять детали, проверять рукой частоту наружной или внутренней поверхностей обрабатываемой детали, устанавливать или сменять резцы, чистить и смазывать станок, передавать через станок детали, инструмент, техническую документацию и пр. После окончания обработки детали суппорт с резцом необходимо отвести в сторону, станок и двигатель отключить. Для ускорения остановки выключенного станка нельзя тормозить рукой патрон или планшайбу, в соответствии с ГОСТ 12.2.061 “Оборудование производственное. Общие требования к рабочим местам”.
4.2 Электробезопасность
Электробезопасность – система организационных и технических мероприятий и средств, которые обеспечивают защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества в соответствии с ГОСТ 12. 1. 009ССБТ “Электробезопасность. Термины и определения”.
Поражение человека электрическим током возможно только при замыкании электрической цепи через тело человека. Это возможно при:
- прикосновении к открытым токоведущим частям оборудования и проводам;
- прикосновении к корпусам электроустановок, случайно оказавшихся под напряжением;
- шаговом напряжении;
- освобождении человека, находящегося под напряжением;
- действии электрической дуги;
- воздействии атмосферного электричества во время грозовых разрядов.
Виды воздействия электрического тока: термическое (нагревает ткани, кровеносные сосуды, нервные волокна и внутренние органы); электролитическое (разлагает кровь, плазму); биологическое (раздражает и возбуждает живые ткани организма, нарушает внутренние биологические процессы). Различают два вида поражения электрическим током: общее и местное.
Общее травматическое действие тока возникает при прохождении тока недопустимых величин через организм человека, непроизвольным сокращением различных мышц тела, легких, при этом происходит нарушение их работы или полная остановка.
К местным электротравмам относят локальные нарушения целостности тканей организма. К ним относятся: электрический ожог, электрические знаки, металлизация кожи, электроофтальмия.
Для характеристики воздействия электрического тока на человека установлены три критерии: пороговый ощутимый ток (0,6 - 1,5 мА при переменном токе с частотой 50 Гц и 5 – 7 мА при постоянном токе ); пороговый не отпускающий ток (10 – 15 мА при 50 Гц и 50 – 80 мА при постоянном токе); пороговый фибрилляционный (от 100 мА до 5 А переменный ток 50 Гц и от 300 мА до 5 А – постоянный ток).
Принято различать следующие причины электротравм: технические, организационно-технические, организационные и организационно-социальные.
Электробезопасность обеспечивается следующими мерами: конструкцией электроустановки; техническими способами и средствами защиты; организационными и техническими мероприятиями.
Согласно Правилам устройства электроустановок электробезопасность обслуживающего персонала должна обеспечиваться путем:
- применения надлежащей изоляции, а в отдельных случаях – повышенной;
- применения двойной изоляции;
- соблюдения соответствующих расстояний до токоведущих частей ;
- применение блокировки аппаратов и ограждающих устройств для предотвращения ошибочных операций и доступа к токоведущим частям;
- заземления или зануления корпусов электрооборудования;
- выравнивания потенциалов;
- применения разделительных трансформаторов;
- применение напряжения 42 В и ниже переменного тока частотой 50 Гц и напряжением 110 В и ниже постоянного тока;
- применения предупреждающей сигнализации.
Для обеспечения защиты людей при прикосновении к металлическим не токоведущим частям, которые по каким либо причинам могут оказаться под напряжением, применяются следующие способы.
Конструктивными элементами защитного заземления является заземляющие проводники, соединяющие заземляемое оборудование с заземлением.
4.3 Соблюдение требований производственной санитарии
Для снижения уровня действия вредных веществ на организм человека по ГОСТ 12.2.009 применяется вытяжная вентиляция, для снижения количества аэрозолей СОЖ в воздухе рабочей зоны используются универсальные конструкции сопел для подачи и распыления жидкостей.
В качестве средств индивидуальной защиты от воздействия вредных веществ на человека применяют:
- спецодежду, которая предохраняет работающих от неблагоприятных механических, физических и химических факторов воздействия внешней среды, надежно защищает тело от вредных производственных факторов и при этом обеспечивает свободу движений, нормальную терморегуляцию организма, хорошо очищается от загрязнений, не изменяя после этого своих свойств;
-спец-обувь, которая должна быть стойкой к воздействиям внешней среды, подошва должна быть изготовлена из маслобензостойких материалов со специальным рифлением и должна обеспечивать устойчивость рабочего;
- очки для защиты глаз при механической обработке;
- защитный крем для рук от воздействия СОЖ.
Во время осуществления технологического процесса на участке механического цеха рабочие выполняют действия, которые можно отнести к физическим работам средней тяжести: категория II б по ГОСТ 12.1.005 , что соответствует 201-250 ккал/ч (233-290 Вт) энергозатрат от общих энергозатрат организма. Указанный документ предусматривает допустимые параметры, метеоусловий в помещении.
В соответствии с СанПиН РБ № 9-87-98, интенсивность теплового облучения при механической обработке не превышает 100 Вт/м², т. к. облучению подвергается не более 25% поверхности тела, а при работе на моечных машинах и теплоустановках не превышает 35 Вт/м² при облучении 50% поверхности тела и более.
В цехе для очистки воздуха от вредных веществ и регулировки температуры применяется естественная и механическая (смешанная) вентиляция.
Естественная – представлена в виде аэрации, т. е. организованной естественной вентиляции, осуществляемой за счет расположения оборудования, створок окон и фонарей на крыше. Механическая вентиляция по назначению является приточно-вытяжной, по месту действия – общеобменной и обеспечивает подачу в цех чистого воздуха и удаления загрязненного. Установка вытяжной вентиляции состоит из вытяжного устройства, вентилятора, устройства очистки воздуха и вытяжной шахты. Приточная вентиляция применяется в помещениях со значительными тепловыделениями и малой концентрацией вредных веществ. Двери, ворота и технологические проемы цеха оборудованы воздушными и воздушно-тепловыми завесами, исключающими поступление холодного воздуха в помещение.
Обеспечение достаточного освещения рабочих зон, проходов и проездов играет немаловажную роль для достижения нормальных условий работы в производственном помещении.
Разряд зрительной работы - III высокой точности, так как объект различения составляет менее 0,3 - 0,5мм. Нормативное значение минимальной освещенности по СНБ 2.04.05-98 при системе комбинированного освещения составляет 2000 лк .
Для создания нормальных условий труда в цехе предусмотрена искусственная комбинированная система освещения. К общему освещению добавляется местное на рабочих местах для соответствующих операций.. Для общего искусственного освещения на участке используются светильники с люминесцентными лампами типа ОВД-1, а для местного освещения рабочей зоны станков – светильники с лампами накаливания типа УНП.
Источниками шума и вибрации на участке является работающее оборудование. По ГОСТ 12.1.003 и СН РБ 9-86-98 шум является широкополосным постоянным. Фактический уровень шума на участке составляет 72…76 дБА, что не превышает предельнр допустимое значение 80 дБА.
Источниками возникновения вибраций являются неуравновешенные вращающиеся массы, а также режущий инструмент. Вибрации являются общими технологическими, так как возникают из-за работы стационарных машин. Категория вибрации – 3 “а”. По ГОСТ 12.1.012 и СН РБ 9-89-98 предельно допустимый уровень вибрации при частоте 16 Гц для виброускорения составляет 56 дБ. Величина виброускорения не должна превышать 0,2 м/с², предельное значение виброскорости – 0,2 ·10 м/с. Для снижения вибрации на участке применяются: м/с. Для снижения вибрации на участке применяются:
- установка оборудования на пружинные виброизоляторы;
- принудительная смазка в соединениях для предотвращения их износа и возникновения шума от трения;
- прокладочные материалы и упругие вставки в соединениях;
- снижение интенсивности вибрации поверхностей, создающих шум, путем обеспечения их жесткости и надежности крепления;
- своевременное профилактическое обслуживание станков и оборудования, при котором обеспечивается надежность крепления и правильность регулировки соединений.
4.4 Пожарная безопасность
Пожарная безопасность означает состояние объекта, при котором исключается возможность пожара согласно ГОСТ 12.1.004 “Пожрная безопасность. Общие требования”.
Основными причинами пожаров на производстве являются:
- нарушение технологического регламента;
-нарушение противопожарных требований при проведении электрогазосварочных и других огневых работ;
-нарушение правил хранения, и использования, изготовления и транспортировки веществ и материалов;
-нарушение правил монтажа, устройства и эксплуатации электросетей и электрооборудования;
-конструктивные недостатки электрооборудования, теплогенерирующих агрегатов и устройств;
-нарушение правил устройства, монтажа и эксплуатации теплогенерирующих агрегатов и устройств;
- неосторожное обращение с огнем;
- курение в неустановленных местах.
Для предупреждения пожаров на предприятии должны проводится организационные, эксплуатационные, технические, режимные мероприятия.
Система обеспечения пожарной безопасности должна предусматривать осуществление необходимых мероприятий на всех стадиях жизненного цикла предприятия и объектов и выполнять одну из следующих задач: исключение возникновение пожара, обеспечивать пожарную безопасность людей, обеспечивать материальную ценность.
Добровольные пожарные дружины создаются с целью привлечения работников к осуществлению мероприятий по предупреждению пожаров и их тушению. Они организуются на предприятиях и организациях, независимо от наличия других видов пожарной службы.
На случай возникновения пожаров здания, сооружения и помещения должны быть обеспечены первичными средствами пожаротушения:
- огнетушители;
- бочки с водой и ведра (при отсутствии внутреннего пожарного водопровода);
- ящики с песком и лопаты;
- войлок, кошма.
Причинами возгорания электрического характера относятся: короткое замыкание; неисправность или перегрузка электрооборудования и электросетей; искрение и электрические дуги; загорание материалов вследствие грозовых разрядов, разрядов статического напряжения; большие переходные сопротивления в местах соединений, ответвлений в контактах электромашин и аппаратов, приводящие к локальному перегреву.
Средства пожаротушения и пожарные посты окрашиваются в цвета по ГОСТ 12.4.026 ССБТ. «Цвета сигнальные и знаки безопасности».
Углекислотные огнетушители применяют для тушения пожара электроустановок, находящихся под напряжением. Углекислый газ в нем находится в жидком состоянии под давлением 6-7 МПа. Углекислотные огнетушители бывают трех типов: ОУ-2А, ОУ-5, ОУ-8 (цифры показывают вместимость болона в литрах).
Углекислотно-бромэтиловые огнетушители (ОУБ-3, ОУБ-7) применяют для тушения горящих твердых и жидких материалов, а также электрооборудования и радиоэлектронной аппаратуры. Содержат заряд, состоящий из 97% бромистого этила, 3% сжиженного диоксида углерода и сжатоговоздуха.
Порошковые огнетушители (ОПС-6, ОПС-10, ОППС-100), предназначенные для тушения небольших очагов загорания, щелочных, щелочноземельных металлов, кремнерганических соединений. Для создания давления в корпусе и выталкивания порошка служит сжатый газ, находящийся в небольшом специальном баллончике под давлением.
Размещают огнетушители в легкодоступных и защитных местах, где исключено попадание на них прямых солнечных лучей и непосредственное воздействие отопительных и нагревательных приборов.
4.5 Охрана окружающей среды
Предприятие должно обеспечивать лабораторный контроль за количеством и составом промышленных выбросов в атмосферу на границе санитарно-промышленной зоны и жилой застройки.
Санитарному контролю подлежит определение содержания в атмосферном воздухе пыли, растворителей и других химических веществ, выделяющихся на протяжении технологического процесса.
Не допускается объединение производственных сточных вод в канализационных сетях. Сточные воды, не поддающиеся очистке от специфических загрязнений, уничтожаются. Отработанная вода, загрязненная сажей и вредными органическими примесями проходит очистку в отдельной системе оборотного водоснабжения; продувочные воды которой должны подвергаться специальной обработке.
В настоящее время установлены нормативы на предельно-допустимы концентрации (ПДК) в воздухе рабочей зоны вредны газов, паров, пыли и аэрозолей .
При установлении ПДК предусматривается главная цель - предотвратить профессиональные заболевания или какие-либо отклонения от нормального состояния при ежедневном воздействии токсических веществ в течение рабочего дня на протяжении всей трудовой деятельности человека. Задача заключается не только в том, чтобы сохранить здоровье рабочего в трудовом возрасте, и в том, чтобы продлить трудоспособный возраст и в том, чтобы продлить трудоспособный возраст людей .
Предельно-допустимые концентрации являются обязательными санитарными нормативами при проектировании зданий, технологических процессов, оборудования вентиляции. Соблюдение их строго контролируется органами Государственного санитарного надзора, а также организованными на промышленных предприятиях заводскими санитарными лабораториями.
Технологический цикл предприятия должен предусматривать максимальную утилизацию твердых производственных отходов.
Выбор очистных сооружений, порядок и объемы накопления токсичных промышленных отходов, их обезвреживание и захоронение должны проводится в соответствии с действующими санитарными нормами и правилами по согласованию с территориальными органами санитарного надзора.
5.ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
5.1 Организация ремонтной службы

Рисунок 13 – Структура управления РМЦ
Планирование осуществляется соответственно уровням организации:
- высший уровень – стратегическое планирование;
- средний уровень – тактическое планирование;
- низший уровень – оперативное планирование.
Методы, используемые при планировании:
- бюджетный – наглядно представлен приток и отток наличности, капитала и других ресурсов;
- анализ окупаемости – наиболее точно соотносятся затраты, доходы и производственные мощности.
Система научной организации (НОТ) труда.
НОТ является составной частью организации производства на предприятии.
НОТ – это совокупность мероприятий, направленных на планомерное и наиболее целесообразное использование труда работников с целью достижения высокой производительности труда.
Экономические задачи НОТ направлены на достижение высокого уровня производительности труда за счёт улучшения использования живого
труда и вещественных элементов производства. Психофизиологические задачи НОТ состоят в обеспечении наиболее благоприятных условий для нормального использования труда работников и обеспечения бесперебойного производства на предприятии.
Функции ремонта и профилактического обслуживания выполняет ремонтное производство. Основными его задачами является:
- предупреждение преждевременного износа основных производственных фондов и поддержание их в состоянии постоянной эксплуатационной готовности;
- уход и надзор за его состоянием;
- обновление и модернизация оборудования;
- изготовление запасных частей и узлов, необходимых для ремонта;
- улучшение организации и качества ремонта, снижение издержек на его проведение.
Руководство ремонтным производством осуществляет главный механик завода. В состав ремонтной службы завода входят:
- отдел главного механика (ОГМ);
- ремонтно-механический цех;
- цеховые ремонтные группы;
- склады оборудования и запасных частей.
Планово-предупредительный ремонт технологического оборудования предусматривает выполнение следующих работ:
- межремонтное обслуживание;
- периодические осмотры;
- ремонтные работы:
а) малый (текущий) ремонт;
б) средний ремонт;
в) капитальный ремонт;
г) внеплановый ремонт.
Основными формами организации ремонтных работ являются централизованная, децентрализованная и смешенная.
Централизованную систему можно рассматривать как в масштабе предприятия, так и вне его. В масштабе предприятия при этой системе ремонт производится силами ремонтно-механического цеха.
При децентрализованной системе все ремонтные работы производится силами цеховой ремонтной базы ЦРБ под руководством начальника цеха.
При смешенной системе – капитальные ремонты производятся силами ремонтно-механического цеха, а все остальные – цеховой ремонтной базой. Наиболее эффективной системой ремонта является централизованная, позволяющая снижать стоимость капитального ремонта в зависимости от типа оборудования на 30-50 % по сравнению с децентрализованной.
Для ускорения ремонта оборудования и уменьшения его простоев применяют агрегатный (узловой) или последовательно-агрегатный методы ремонта.
5.2 Расчет материальных затрат на капитальный ремонт оборудования
Ремонту подлежит станок модели 1В340Ф30, повышенной точности, массой 2500 кг.
Для расчета используем данные [ c.165,табл. 1.34 ]. Цены на материалы соответствуют действующим прейскурантам.
Расчетные данные приведены в таблице 12.
Таблица 12 – Стоимость основных материалов.
| Материалы |
Расход материалов, кг |
Цена за кг, руб. |
Сумма, руб |
| Rм
|
станок |
Круг латунный
Прокат стальной
ЦАМ
Электроды
Проволока пружинная
Круг алюминиевый
Отливка бронзовая
Баббит
Припой
|
0,06
3,0
0,006
0,099
0,024
1,10
0,441
0,017
0,007
|
1,02
51
0,102
1,68
0,40
18,7
7,49
0,29
0,12
|
5120
2320
18260
2500
2100
7100
8500
6470
3320
|
5220
62640
1860
4200
840
132770
63660
1870
400
|
| ИТОГО |
237460 |
Кроме основных материалов используются вспомогательные, которые применяются для технологических целей. Расчет стоимости вспомогательных материалов приведен в таблице 13.
Таблица 13 – Стоимость вспомогательных материалов
| Материалы |
Единицы измерения |
Расход
материала на
станок
|
Цена за
единицу, руб.
|
Сумма, руб. |
| 1 |
2 |
3 |
4 |
5 |
Салфетки х/б
Бензин
Керосин
Масло
|
м2
кг
кг
кг
|
0,3
0,5
0,5
2,5
|
400
2020
2520
6870
|
120
1010
1260
17180
|
Солидол С
Ветошь
Эмаль
Войлок
Сода
|
кг
кг
кг
кг
кг
|
0,18
0,4
2,5
0,6
2,0
|
6520
340
4750
4400
1520
|
1190
140
11870
2640
3040
|
| ИТОГО |
37180 |
Стоимости комплектующих изделий приведены в таблице 14 .
Таблица 14 – Стоимость комплектующих изделий
| Материалы |
Единицы измерения |
Расход материала на станок |
Цена за единицу, руб. |
Сумма, руб. |
Подшипник 106
Подшипник 107
Подшипник 208
Подшипник 209
Подшипник 306
Подшипник 307
Подшипник 3609
Подшипник 1000902
Подшипник1000908 Подшипник 1000909
Подшипник 1000906
Подшипник 7000108
Подшипник 211
Подшипник 215
Подшипник 304
Монжет
Кольцо
Клапан
предохранительный
Болты
Винты
Шпилька
Гайки
|
шт
шт
шт
шт
шт
шт
шт
шт
шт
шт
шт
шт
шт
шт
шт
шт
шт
шт
кг
кг
шт
кг
|
1
1
2
1
1
1
3
1
1
1
1
5
1
6
1
1
1
1
1
1
4
1
|
110680
31500
25400
14000
12000
13100
14450
80500
24780
15800
96340
10050
25340
27880
25100
1200
7000
80210
1380
7030
480
2810
|
110680
31500
50800
14000
12000
13100
34350
80500
24780
15800
96340
50250
25340
167280
25100
1200
7000
80210
1380
7030
1920
2810
|
| ИТОГО |
853 370 |
Итого сумма материальных затрат на капитальный ремонт станка модели 1В340Ф30 составляет:
Смт
= Сом
+ Свм
+ Ски
; ( 11)
Смт
= 237460+37180+853370=1128010 руб.
5.3 Расчет заработной платы на ремонт
Заработная плата на ремонт станка определяется по формуле
ЗПтф
= tч
· R · τ, (12)
где tч
– часовая тарифная ставка, соответствующая разряду выполняемых
работ, руб.;
R – категория ремонтосложности;
τ – трудоемкость ремонта одной ремонтной единицы, час;
τсл
=36 часов [ с. 126, табл. 1,16] ;
τc
т
=14 часов [ с. 126, табл. 1,16] ;
τэ
=12,5 часов [ с. 126, табл. 1,16] .
При ремонте оборудования, категория ремонтосложности которого равна R = 17 принимаем средний разряд:
- станочников 5-й разряд;
- слесарей 4-й разряд.
При ремонте электрической части станка категории Rэ
= 7 соответствует 5-й разряд электромонтера.
Часовая тарифная ставка:
4-й разряд = 2540 руб.
5-й разряд = 2850руб.
Заработная плата для станочников 5-ого разряда:
ЗПст
= 2850· 17· 14 =678 300 руб.
Заработная плата для слесарей 4-ого разряда:
ЗПсл
= 2540· 17· 36 = 1 554 480 руб.
Заработная плата для электромонтеров:
ЗПэл
= 2850· 7· 12,5 =249 370 руб.
Тарифный фонд составил
ЗПтф
= ЗПст
+ ЗПст
+ ЗПэл ,
(13)
ЗПтф
= 678 300 +1 554 480+249 375 = 2 482 150руб.
Премия и доплата из расчета 50 % от тарифной ставки:
Пр = ЗПтф
×0,5 (14)
Пр = 2 482 150 · 0,5 =1241070 руб.
Основная заработная плата составила
ЗПосн.
= ЗПтф
+ Пр, (15)
ЗПосн.
= 2 282 150 +1141070 =3723220 руб.
Дополнительная заработная плата начисляется из расчета 10 % от основной заработной платы и определяется по формуле
ЗПдоп
= ЗПосн
·10%, (16)
ЗПдоп
=3723220 · 0,1 = 372320 руб.
Общая заработная плата составила
ЗПобщ
= ЗПосн
+ ЗПдоп ,
(17)
ЗПобщ
= 3723220+372322= 4095540 руб.
Отчисления от заработной платы производится по следующим статьям:
- отчисления на социальное страхование составляют 34 % от общей заработной платы
Ос с
= ЗПобщ
× 34%, (18)
Осс
=4095540× 0,34 = 1433440 руб.
- отчисления на обязательное страхование составляют 1,2 % от общей заработной платы
Оос
= ЗПобщ
×0,012 %,
Оос
=4095540× 0,012 = 49140 руб.
Сумма отчислений составила:
От общ
= Осс
+ Оос,
(19)
От общ
=1433440+ 49140= 1482580 руб.
5.4 Расчет косвенных затрат
К косвенным затратам относятся следующие виды расходов:
- общепроизводственные (цеховые);
- общехозяйственные (общезаводские).
Эти виды расходов относятся на себестоимость отдельных изделий или работ (услуг) пропорционально заработной плате по тарифу (тарифный фонд). Принимаем для общепроизводственных расходов 65% к зарплате по тарифу.
Рпр
= ЗПтф
· 0,65 , (20)
Рпр
= 2482150 · 0,6 =1489290 руб.
Общехозяйственные расходы определяются из расчета 80 % к зарплате по тарифу.
Рхоз
= ЗПтф
· 0,8 , (21)
Робщ хоз
= 2482150· 0,8 =1985720 руб.
Косвенные затраты составляют:
Робщ
= Рпр
+ Робщ хоз
, (22)
Робщ
=1489290 +1985720=3475010 руб.
5.5 Расчет себестоимости ремонта оборудования
Себестоимость ремонта станка представляет собой стоимостную оценку затрат по различным калькуляционным статьям. Все данные по себестоимости ремонта станка сводим в таблицу .
Таблица – Калькуляция себестоимости ремонта станка 1В340Ф30
| Статьи затрат |
Сумма затрат, руб. |
Основных материалов
Вспомогательных материалов
Комплектующих изделий
Основная заработная плата
Дополнительная заработная плата
Отчисления от заработной платы:
-социальное страхование;
-страхование от несчастных случаев
|
237460
37180
853370
3723220
372320
1433440
49140
|
| ИТОГО – прямые затраты |
6706130 |
Общепроизводственные расходы
Общехозяйственные расходы
|
1489290
1985720
|
| ИТОГО – себестоимость ремонта |
3475010 |
Затраты на капитальный ремонт станка модели 1В340Ф30 составили 10181140 руб.
Цена нового станка – 47751725 руб.
В настоящее время снижением затрат на производство продукции, работ или услуг – залог эффективной работы.
Источниками снижения затрат являются:
- снижение затрат на оплату труда;
- снижения материальности продукции;
- снижение затрат на управление и обслуживание производства;
- экономия непроизводственных потерь и расходов;
- ликвидация непроизводственных потерь и расходов.
Реальным фактом снижения косвенных расходов является совершенствование структурного управления, а также стимулирования труда и повышения качества выполнения работы.
ЗАКЛЮЧЕНИЕ
В настоящей пояснительной записке разработан технологический процесс капитального ремонта токарно-револьверного станка 1В340Ф30. В ходе проведения капитального ремонта произведена разработка технологического процесса разборки оборудования на сборочные единицы, а в дальнейшем на детали. В качестве ремонтируемого узла была выбрана коробка скоростей. В результате проведения дефектации в качестве ремонтируемой детали выбран вал, а изготовляемой – колесо зубчатое.
В пояснительной записке приведены технологические процессы ремонта данного вала и изготовления колеса зубчатого. После восстановления деталей производится сборка коробки скоростей и оборудования в целом. После сборки станок монтируется на фундамент, и производится испытания станка.
В пояснительной записке рассмотрены вопросы безопасности, гигиены труда на производстве, наиболее подробно отображены вопросы безопасности и гигиены труда рабочих, занятых при ремонте.
Перед проведением ремонта произведен экономический расчет капитального ремонта станка, стоимость составляет 10181140 рублей, что подтверждает целесообразность проведения ремонта. Для рациональной организации работы и были рассмотрены вопросы организации такого элемента производственной структуры предприятия и ремонтный участок.
В приложении к пояснительной записке приведена техническая ремонтная документация, а также комплект документов технологического процесса изготовления колеса зубчатого.
ЛИТЕРАТУРА
1. Паспорт станка модели 1В340ПФ30
2. Типовая система технического обслуживания и ремонта металло- и деревообрабатывающего оборудования/ ЭНИМС.- М: Машиностроение, 1988 г.
3. Методические указания по предмету “Техническое обслуживание, ремонт и монтаж технологического оборудования”- Днепропетровск, 1991
4. Общемашиностроительные нормативы времени на газовую сварку, газоэлектрическую и кислороднофлюсовую резку черных, коррозионностойких и цветных металлов- М.: Экономика, 1989
5. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках/ под ред.
В.И. Яковлева, часть I,II.
6. Балабанов А. Н. Краткий справочник технолога-машиностроителя – М.: Издательство стандартов 1992 г.
7. Справочник шлифовщика/ Л.М. Кожуро, А.А. Панов и др. Под общ. ред. П.С. Чистосердова.- Мн.: Вышэйшая школа, 1981
8. Юровский С.А., Чинякова М.Ю. Общемашиностроительные нормативы времени на слесарные работы по ремонту оборудования.- М.:Экономика,1989
9. Балабанов А.Н. Краткий справочник технолога машиностроителя – М.: Издательство стандартов, 1992
10. Справочник технолога-машиностроителя. В 2-х т. Т1./Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд. перераб. и доп.- М.: Машиностроение, 1986
11. Слесарь-ремонтник: Учебник для нач. проф. образования/ В.Ю. Новиков.-
М.: Издательский центр «Академия», 2004
12. Методы и средства обеспечения безопасности труда в машиностроении. Под ред. Члена-корреспондента РАН Ю.М.Соломенцова, М., «Высшая школа», 2000
13. Девисилов В.А. Охрана труда. М., Форум-Инфра-М., 2004
14. Охрана труда. Т.С. Сокол, под общ. ред. Н.В. Овчинниковой. Мн.: дизайн
ПРО, 2005
15. Валаева Т.Ф. Экономика, организация и планирование машиностроительного производства. Москва “Высшая школа” 1984
16. Шиделева В.В., Каптейн Ю.Н. Экономика предприятия. Москва
“ИНФА-М” 2003
17. Нехорошева Л.Н. Экономика предприятия. Минск «Высшая школа», 2004
18. Хрипач В.Я. Экономика предпиятия. Минск «Экономресс», 2000
|