|
ЗМІСТ
ПЕРЕЛІК УМОВНИХ СКОРОЧЕНЬ............................................................. 3
ВСТУП............................................................................................................. 5
1. АНАЛІЗ ТЕХНІЧНОГО ЗАВДАННЯ........................................................ 8
1.1 Аналіз призначення і складу виробу....................................................... 8
1.2 Аналіз схеми електричної принципової і принцип її дії........................ 10
1.3 Аналіз умов експлуатації........................................................................ 15
1.4 Аналіз елементної бази........................................................................... 16
1.5 Аналіз конструкторсько-технологічних аналогів................................. 29
1.6 Аналіз технології виготовлення............................................................. 30
1.7 Розробка додаткових технічних вимог до конструкції ЕА................... 32
2. РОЗРОБКА КОНСТРУКЦІЇ АКУСТИЧНОЇ СИСТЕМИ....................... 33
2.1 Вибір типу і розмірів друкарської плати.............................................. 33
2.2 Конструктивно-технологічний розрахунок друкованої плати............. 35
2.3 Розрахунок по постійному струму......................................................... 41
2.4 Розрахунок по змінному струму............................................................ 45
2.5 Трасування друкованого монтажу......................................................... 48
2.6 Перевірочний розрахунок теплового режиму...................................... 52
2.7 Розрахунок надійності РЕА.................................................................... 54
3. РОЗРОБКА ТЕХНОЛОГІЇ ВИГОТОВЛЕННЯ....................................... 57
3.1 Вибір структурної схеми виробництва.................................................. 57
3.2 Вибір й обґрунтування методів виготовлення....................................... 58
3.2.1 Друкована плата.................................................................................. 58
3.2.2 Збірка й монтаж................................................................................... 61
3.2.2.1 Підготовка навісних елементів до монтажу..................................... 61
3.2.2.2 Установка ЕРЕ................................................................................... 63
3.2.2.3 Пайка навісних елементів.................................................................. 65
3.3 Напівавтоматична установка навісних елементів з використанням світомонтажного столу.............................................................................................................. 67
3.3.1 Обгрунтування..................................................................................... 67
3.3.2 Структурна схема світомонтажного столу......................................... 68
3.3.3 Вказівка посадочного місця ЕРЕ на ДП............................................. 70
3.3.4 Накопичувачі........................................................................................ 72
3.3.5 Керування............................................................................................. 74
3.4 Аналіз технологічності виробу.............................................................. 77
4. АВТОМАТИЗОВАНЕ ПРОЕКТУВАННЯ ДРУКОВАНИХ ПЛАТ....... 81
4.1 Структура і функції системи P-CAD 2000............................................. 81
4.2 Технологія автоматизованого проектування МПП............................... 82
4.3 Опис бібліотеки уніфікованих конструктивів БДП................................ 87
4.4 Розміщення ЕРЕ...................................................................................... 88
4.5 Трасування друкованих з'єднань на БДП.............................................. 90
4.5.1 Технологія безсіточного трасування................................................... 91
4.5.1.1 Ручне трасування.............................................................................. 92
4.5.1.2 Інтерактивне трасування................................................................... 93
4.5.1.3 Автоматичне трасування.................................................................. 94
ВИСНОВОК.................................................................................................. 96
ПЕРЕЛІК ВИКОРИСТАНИХ ДЖЕРЕЛ...................................................... 97
ДОДАТОК A................................................................................................. 99
ДОДАТОК Б................................................................................................ 100
ПЕРЕЛІК УМОВНИХ СКОРОЧЕНЬ
НЕ – навісний елемент
ТЕЗ – типовий елемент заміни
ІС – інтегральна схема
ІМС – інтегральна мікросхема
ЕРА – електрорадіоапаратура
ЕРЕ – електрорадіоелемент
ТЕЗ – типовий елемент заміни
ПЕА – побутова електронна апаратура
ЕА – електронна апаратура
ОВВА – електроннорахувальна обчислювальна апаратура
ЕОМ – елекроннообчислювальна машина
ТУ – технічні умови
ТЗ – технічне завдання
ДП – друкарська плата
ДМ – друкарський монтаж
ОДП – одностороння друкарська плата
ДДП – двостороння друкарська плата
БДП – багатошарова друкарська плата
ЗЧ – звукова частота
ЛК – лівий канал
ПК – правий канал
АЧХ – амплітудно-частотна характеристика
ФВЧ – фільтр високих частот
ФНЧ – фільтр низьких частот
ФШ – фотошаблон
ЧПУ – числове програмне управління
САПР – система автоматизованого проектування
ГАВ – гнучке автоматизоване виробництво
БДП - багатошарова друкована плата
В
СТУП
Сьогодення – це час відкриттів і нових технологій, за якими просто не встигаєш догнати. З'являються нові комп'ютерні ігри з складними звуковими сценаріями і ефектами, що раніше не використалися аудіо. А mp3 стандарт аудіозапису, що завоював, дає можливість будь-якому володареві комп'ютера економити досить хорошу суму при придбанні дисків з піснями, саме в даному форматі.
Залишається тільки одна проблема, як добитися на практиці чистого звучання наших треків? Звук, безпосередньо, залежатиме від звукової карти, яка має свої технічні властивості. Також є ще такий чинник, як наведення усередині корпусу – це може позначитися на відтворному звуці. Навіть при отриманні ідеального звуку на виході аудіокарти ми не завжди зможемо його почути, через те, що неправильно вибрана акустична система під конкретні потреби. При розгляді акустичних систем для персональних комп'ютерів, хотілося б відзначити те, що програвання у них відбувається аналогічно системам для HiFi музичних центрів. Також на них діють обмеження по габаритних розмірах. Допустимо, розміщення низькочастотного динаміка достатньо великого розміру приводить до погіршеного відтворення басів. У мультимедійних акустичних системах досить часто можна втсретить використання єдиного повнодіапазонний динаміка, що у свою чергу теж не дає отримати якісний звук. У більшості акустичних систем, що продаються на нашому ринку, число динаміків не перевищує два.
Обмежуватися двома динаміками зовсім необов'язково. Але дана система поступово відходитиме в минуле. Для реалізації тривимірних аудіоефектів потрібні системи, що складаються з чотирьох або більш за колонки (система 5.1, 7.1). Під низькі частоти (баси) у високоякісних системах зазвичай відводяться окремі колонки, так звані саббуфери. Проте акустичні системи високого рівня зазвичай коштують достатньо дорого, навіть дорожче, ніж самі звукові карти. І такий показник, як висока ціна, нерідко примушує користувача вибирати звичніші двох колонкові конфігурації звукових систем. Недаремно ж виробники мікросхем для побудови звукових карт для підвищення привабливості своєї продукції намагаються вирішити проблему виведення об'ємного звуку на стандартній аудіосистемі з двох колонок.
Раніше активно обговорювалися два типи колонок: активні і пасивні. Пасивні колонки природно дешевше, оскільки є просто динаміками в корпусі. Для роботи вони використовують малопотужний підсилювач, встановлений на звуковій карті. Це приводить до того, що гучність можна регулювати тільки програмними засобами (оскільки власного регулятора гучності більшість карт не містять). Також вбудований підсилювач погано пристосований до виведення якісної музики: максимум його забезпечення хапає для роботи навушників. Від наведень, які йдуть від інших компонентів встановлених на звукову карту і таких, що інших комплектують, застосування вбудованого підсилювача вносить до отримуваного звукового сигналу додаткові перешкоди, особливо це відчувається на великій гучності. Активні ж колонки всіх цих проблем не несуть. У них є власний, достатньо якісний підсилювач і окреме живлення. В результаті, активні колонки здатні отримувати сигнал з лінійного виходу звукової карти, де додаткові перешкоди відсутні. І зараз це привело до того, що пасивні колонки стали просто антикваріатом.
Виходячи зі всіх вимог, що пред'являються до виробу, інженер-електронщик широкого підходу, для створення нових пристроїв, повинен використовувати досягнення світової техніки і високі технічні параметри, створювати сучасний дизайн апаратів, які б відповідали високим експлуатаційним вимогам і були конкурентно здатні в порівнянні з найбільш сучасними зразками – аналогами. Комплексність проектування, полягає в обґрунтованому виборі найбільш ефективних взаємозв'язаних, конструкторських і технологічних рішень схемотехнік, що можливо тільки на базі аналізу різних варіантів конструкцій і технологій виготовлення з урахуванням конкретних технічних вимог і можливостей конкретного виробництва.
Акустична система, що розроблюється призначена для якісного відтворення музичних композицій, звукового супроводу роботи комп'ютера, озвучування аудиторій і тому подібне.
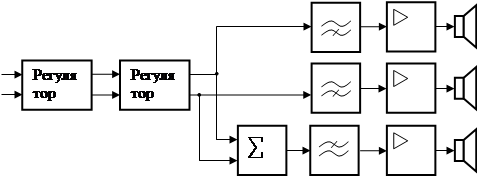
Структурний склад управління акустичної системи можна представити у вигляді схеми, показаної на малюнку 1.1
 вч вч
пк
лк
нч
Малюнок 1.1 – Схема електрична структурна управління акустичної системи
У момент розробки акустичної системи по даній схемі враховувалося те, що стереоефект виявляється в основному на середніх і високих частотах. На низьких же частотах він відчувається слабо, оскільки має мале зрушення фаз між каналами. Тому низькочастотні сигнали лівого і правого каналів змішуються і відтворюються в режимі «моно», а для додання звуку стереозвучання середні і високі частоти лівого і правого каналів відтворюються в режимі «стерео». Призначення двоканального регулятора гучності необхідне для електронного управління рівня вихідного сигналу, а також регулювання балансу каналів.
Регулятор тембру призначений для електронної корекції частотної характеристики всієї схеми на високих і низьких частотах, а також для додання звуку бажаного забарвлення. Зміна характеристики здійснюється на краях частотного діапазону, де необхідно створити потрібну величину підйому або спаду. Пасивні розділові фільтри служать для розбиття частотного діапазону сигналу на дві окремі смуги (низької і високої частоти), причому сума сигналів на виході всіх смуг залишається рівною вхідному сигналу. Для отримання рівня сигналу необхідного для створення звукового тиску вихідний сигнал кожної смуги посилюється своїм підсилювачем потужності і поступає для відтворення на динамічні головки.
Блок живлення необхідний для здійснення живлення електричних ланцюгів акустичної системи постійною напругою +15В. Цю напругу отримують шляхом перетворення мережевої напруги 220В, випрямляння в постійний струм і згладжування пульсацій. При введенні до складу акустичної системи блоку живлення дозволяє здійснити автономний режим роботи.
Акустична система, побудована по даній схемі, володіє наступними перевагами, перед іншими системами:
- має власний, достатньо, якісний підсилювач і окреме живлення (у відмінності від пасивних колонок), що сприяє отриманню сигналу з лінійного виходу звукової карти, де відсутні додаткові перешкоди від інших компонентів звукової карти і що інших комплектують;
- кращі перехідні характеристики підсилювачів;
- хороше електричне демпфування рухомої частини гучномовця, оскільки котушка динаміка безпосередньо приєднана до малого вихідного опору підсилювача потужності;
- можливість отримання фільтрів з великою крутизною АЧХ і узгодженими характеристиками;
- зниження напруги джерела живлення (вихідна потужність підсилювача рівна сумі потужностей трьох підсилювачів потужності);
При будуванні за даною схемою, акустична система матиме мінімальні габарити і високу якість відтворення.
На основі аналізу призначення можна зробити слідуючи висновки:
а) в пристрої є загрозлива для користувачів напруга-220В, тому при розробці треба дотримуватись заходів щодо захисту людини від ураження електричним струмом;
б) оскільки акустика система може використовуватись як на виробництві, так і в побутових умовах, слід звернути щільну увагу на економіку та дизайн виробу;
в) серед можливих користувачів пристрою також можуть бути діти – тому треба звернути увагу на безпечність користування – в корпусі не повинно бути гострих граней, треба пильно вибирати конструкційні матеріали, забезпечити міцність конструкції тощо;
г) не обходимо добитись максимальної технологічності конструкції – це знизить її технологічності, і, як результат, - збільшить конкурентоспроможність.
По функціональності схему електричну принципову можна розбити на наступні підсхеми (блоки):
- підсилювач-регулятор гучності і балансу каналів;
- регулятор тембру;
- змішувач;
- розділові фільтри низької і високої частоти;
- підсилювачі потужності двох частотних діапазонів;
- динамічні головки;
- блоку живлення.
Наявність джерела живлення необхідна для надійної роботи акустичної системи, здатного забезпечити необхідну вихідну потужність при напрузі живлення +15В. Для зменшення маси і габаритів основного виробу джерело живлення доцільно виконати окремим блоком у власному корпусі і сполучати з основною схемою шнуром. У даному проекті він не розробляється, а приймається вже готовим виробом.
Вхідний сигнал через роз'єм Х1 подається на електронний регулятор гучності, виконаний на мікросхемі DA1 К174ун12 (малюнок 1.2). Через розділові конденсатори С3 і С4 сигнал поступає на керовані напругою підсилювачі регулятора балансу і регулятора гучності мікросхеми К174ун12.Громкость регулюється змінним резистором R3,баланс каналів – R4. Елементи R5, R6 задають ланцюг тонкорекції. Змінним резистором R5 здійснюють регулювання тонкорекції.

Малюнок 1.2-Регулятор гучності на мікросхемі К174УН12
Елементи R1, R2, R5–R16, С2, С4–с11 задають ланцюги зворотних зв'язків і режими роботи керованих підсилювачів мікросхеми. Далі сигнал проходить через розділові конденсатори С3 і С4 (малюнок 1.3) поступаючи на регулятор тембру, що складається з мікросхеми DA2 К174УН10 і задаючих RC ланцюгів R2–R 17, С5–с 12. За допомогою змінного резистора R2 коректується область низьких частот, а область високих частот – резистором R1. Щоб підсилити низькі частоти сигналу лівого і правого каналів з виходу регулятора тембру (виводи 3 і 5 DA2) необхідно провести змішування на резисторах R36–R37 і подати на фільтр низької частоти (ФНЧ). З виводів 3 і 5 сигнал також поступають на фільтр високої частоти (ФВЧ).
ФНЧ виконаний на пасивному ланцюзі RC що складається з елементів R40 і С19. Фільтр налаштований на частоту зрізу f=150 Гц. Фільтр високої частоти лівого і правого каналів виконані на елементах R38, С20 і R39, С21 і частота їх зрізу складає також 150 Гц.
Підсилювач потужності низьких частот звукового діапазону (малюнок 1.4) складається з мікросхеми DA3 К174УН19 і елементів R1–R9,С1–С7. З розділового конденсатора С1 сигнал поступає на не інвертуючий вхід DA3. Резистор R5 задає ланцюг негативного зворотного зв'язку. Елементи R4, С5 включені для запобігання самозбудженню підсилювача на високочастотній ділянці робочої смуги (так званий «антизвонний» ланцюг). Посилений сигнал з виводу 4 DA3 поступає на динамічну головку ВА3.

Малюнок 1.3-Регулятор тембру на мікросхемі К174УН10

Малюнок 1.4-Усилитель потужності на мікросхемі К174УН19
Підсилювач потужності високих частот звукового діапазону побудований на мікросхемі DA4 К174УН15 і елементах R1- R9,С1-С10(малюнок 1.4). Сигнали лівого і правого каналів подаються на виводи 10 і 2, посилені сигнали знімаються з виводів 7 і 5 і поступають на динамічні головки ВА1 ВА2 відповідно. Резистори R1 і R10 встановлюють при виникненні самозбудження. Демпфуючі ("антизвонні") ланцюги R4 C6 і R7 C8 необхідні при виникненні характерного резонансного призвуку під час роботи підсилювача.
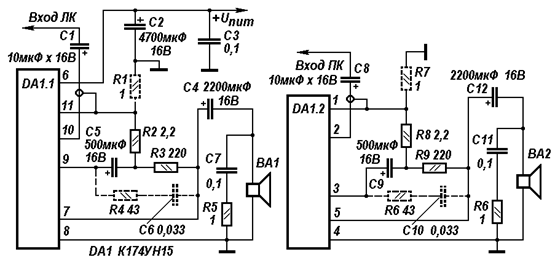
Малюнок 1.5-Підсилювач потужності на мікросхемі К174УН15
Електричне з'єднання підсилювачів і динамічних головкок здійснюється за допомогою джгутів. Як видно з приведеного вище опису, проектована акустична система не містить високовольтних ланцюгів, що не накладає обмежень на перетин провідників (для друкарського монтажу – на ширину провідних доріжок).
Відмітно навантаженими елементами в схемі є підсилювачі потужності на мікросхемах DA3 К174УН15 і DA4 К174УН19. Для забезпечення нормального теплового режиму, сказаних елементів, а також для зменшення впливу на теплочутливі прилади (напівпровідникові елементи) необхідно рівномірно розподілити теплонагруження елементи по поверхні друкарської плати і встановити мікросхеми на П-образне алюмінієві радіатори. Схема даного пристрій не містить оригінальних елементів. Це дозволяє зменшити кількість типорозмірів і трудомісткість збірки за рахунок застосування автоматизованих методів, що зрештою приводить до підвищення технологічності конструкції і зниження собівартості.
У пристрої ланцюга живлення і «землі», що розробляється, є найбільш довгими ланцюгами, чим інші. Тому їх трасування необхідно виконати в першу чергу, оскільки від їх довжини залежатиме сумарна довжина ліній зв'язку всього пристрою в цілому.
На базі аналізу схеми та прикладу дії можна зробити слідуючи висновки:
а) схема доволі проста, тому її можна реалізувати на друкованій платі з класом точності – 3 та двостороннім розташуванням друкованих провідників;
б) підсилювач DA1потрібно розташувати в безпосередній близькості від роз’єму Х2;
в) діодний міст та фільтри С47…С49 необходімо розташувати близько до роз’єму Х5;
г) DA4 та DA5 є найбільші тепло навантаженими елементами, тому їх треба розміщувати на радіаторах на протилежних сторонах плати.
Електронна апаратура класифікується по інтенсивності і характеру дії кліматичних, механічних і радіаційних чинників. Існують стаціонарні і ЕА, що транспортуються. Відповідно до ДСТУ 203397-82 «Загальні технічні вимоги, приймання, методи випробувань, маркування, упакування, транспортування й зберігання, гарантії виготовлювача акустична система відноситься до групи 1, тобто вона призначена для роботи в сухих опалювальних приміщеннях і належить до наземної стаціонарної апаратури. Сукупність кліматичних і механічних чинників, яким повинна відповідати така апаратура, приведена в таблиці 1.1.
Таблиця 1.1 – Кліматичні і механічні чинники умов експлуатації
| Впливаючі чинники
|
Параметри
|
Значення
|
| Кліматичні:
підвищена вологість
знижена температура
підвищена температура
знижений тиск
|
Відносна вологість %
температура, оС
Гранична, оС
робоча, оС
Гранична, оС
робоча, оС
Тиск, Па
час витримки, ч
|
90
25
-10
5
55
40
6,1*104
2 - 6
|
| Механічні:
вібрація на одній частоті
лінійні навантаження на кнопки
|
Частота, Гц
прискорення, g
час витримки, ч
Удари одиночние:
число ударів в одну хвилину
прискорення, g
Удари багатократні:
число ударів в одну хвилину
|
25
3
0,5
25
2
60
|
Проаналізувавши дані, приведені в таблиці 1.1, дозволяє зробити висновок про те, що для даної розробки не потрібна теплоізоляція, конструювання елементів примусового охолоджування і забезпечення герметичності блоку від дій кліматичних чинників.
Розгляд параметрів елементів, які входять до складу акустичної системи дозволити зробити висновок про можливість застосування їх у даному виробі й відповістити на запитання, чи відповідають обрані ЕРЕ їх характеристики умовам роботи прибудую, зазначеним у розділі 1.3, чи придатні вони для автоматизованого друкованого монтажу, чи відповідає елементна база необхідному значенню надійності.
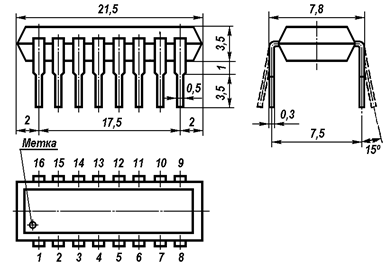
Мікросхема К174УН10
Мікросхема К174УН10 розроблена для використання в звуковідтворюючій і приймально-підсилювальній апаратурі 1-го і 2-го класів як електронний двоканальний регулятор тембру високих і низьких частот. Конструкційні параметри та наобхідні нам характеристики мікросхеми зазначені нижче.
Малюнок 1.6 - Конструкційні параметри мікросхеми К174УН10
Таблиця 1.2 Основних електричних параметрів мікросхеми К174УН10А
| №
|
Параметр
|
Знач
|
| 1
|
Номінальна напруга живлення, В
|
15
|
| 2
|
Номінальний споживаний струм, мА
|
40
|
| 3
|
Коефіцієнт гармонік при U =1 В %, не більш К174УН10А
|
0,2
|
| 4
|
Відношення сигнал/шум, дБ, не менше, К174УН10А
|
66
|
| 5
|
Глибина регулювання тембру на частотах 40 Гц і 16 кГц. дБ. не менше
|
± 15
|
| 6
|
Вхідний опір регулятора, кОм. не менше
|
15
|
Таблиця 1.3 Гранично допустимі режими експлуатації мікросхем К174ун10а
| №
|
Параметр
|
Значення
|
| 1
|
Діапазон живлячої напруги, В
|
13,5...16,5
|
| 2
|
Максимальна постійна напруга, що управляє, на виводах 4 і 12, В, не більш
|
12
|
| 3
|
Максимальна напруга сигналу на виводах 1, 2, 6, 7, 9, 10. 14. 15, В (ефф.), не більш
|
1
|
| 4
|
Опір навантаження, кОм. не менше
|
5
|
Мікросхема К174УН12
Дана мікросхема є двоканальним електронним регулятором гучності і балансу каналів. У неї є така можливість, як підключення і вибору оптимальної тонкорекції. Призначення її – це використання в звуковідтворюючій і приймально-підсилювальній апаратурі 1-го і 2-го класів спільно з К174УН10. До складу мікросхем входять керовані напругою підсилювачі і перетворювачі напруги. У даної мікросхеми існує аналог – мікросхема TСA730, яка містить 215 інтегральних елементів.
Малюнок 1.7 - Конструкційні параметри мікросхеми К174УН12
Таблиця 1.4 Основних електричних параметрів мікросхеми К174УН12
| №
|
Параметр
|
Значення
|
| 1
|
Номінальна напруга живлення
|
15 В
|
| 2
|
Струм споживання при Uп = 15 В
типове значення
|
40 мА
35 мА
|
| 3
|
Коефіцієнт посилення вхідної напруги при
Uп = 15 В, Uвих = 1 В, f = 1 кГц, Rн = 5,6 кОм
типове значення
|
17 Дб
20 Дб
|
| 4
|
Коефіцієнт ослаблення вхідної напруги при
Uп = 15 В, Uвих = 1 В, f = 1 кГц, Rн = 5,6 кОм
типове значення
|
70 Дб
80 Дб
|
| 5
|
Вхідний опір регулятора при Uп = 15 В, f = 1 кГц
|
3 МОм
|
| 6
|
Вхідний струм по виводах 11 і 14 при Uп = 15 В
|
2 мкА
|
| 7
|
Вхідна напруга при Uп = 15 В, f = 1кГц, Кг = 0,2 % : типове значення
|
1,0 В
|
| 8
|
Коефіцієнт гармонік при Uп = 15 В, Uвих = 1 В, f = 1 кГц
типове значення
|
0,2 %
0,1 %
|
| 9
|
Струм управління при Uп = 15 В:
через вивід 13, U13 = 6,9 В
типове значення
через вивід 12, U12 = 5,9 В
типове значення
|
50 мА- 15 мА
25 мА - 8 мА
|
Таблиця 1.5 Гранично допустимі режими експлуатації мікросхеми К174УН12
| №
|
Параметр
|
Значення
|
| 1
|
Максимальна напруга живлення
|
18 В
|
| 2
|
Максимально постійна управляюща напруга
на виводах 12 і 13
на виводі 4
|
12 В
3 В
|
| 3
|
Максимальна напруга вхідного сигналу
|
1 В
|
| 4
|
Мінімальний опір навантаження
|
5 кОм
|
| 5
|
Температура навколишнього середовища
|
- 10 - +55°С
|
Мікросхема К1401УД1

Малюнок 1.8 - Конструкційні параметри мікросхеми К1401УД1
Таблиця 1.6 Електричні режими експлуатації мікросхеми К1401УД1
| №
|
Параметр
|
Значення
|
| 1
|
Максимальна напруга живлення
|
18 В
|
| 2
|
Вхідний струм
|
150 нА
|
| 3
|
Коефіціент підсилення по напрузі
|
70 дБ
|
| 4
|
Вхідний опір
|
1 МОм
|
| 5
|
Споживаюча потужність
|
186 мА
|
| 6
|
Ширина полоси пропускання
|
2,5 МГц
|
| 7
|
Тип корпусу
|
DIP14
|
| 8
|
Температура навколишнього середовища
|
- 10 - +55°С
|
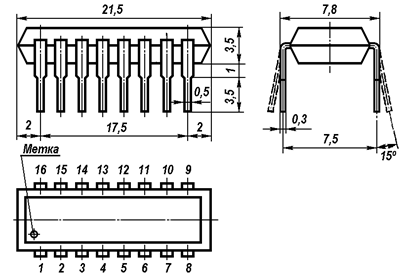
Мікросхема К174УН15
Мікросхема К174ун15 є здвоєним підсилювачем потужності ЗЧ номінальною вихідною потужністю до 2х6 Вт на навантаженні опором 2Ом. Кожен підсилювач має вбудований вузол теплового захисту і захисту від замикань вихідного ланцюга. Мікросхема призначена для використання в переносній, автомобільній і стаціонарній побутовій стереофонічній радіоапаратурі. Наявність двох підсилювачів в єдиному корпусі дозволяє в монофонічній апаратурі ЗЧ підвищити вихідну потужність в два рази без зміни живлячої напруги шляхом включення їх по мостовій схемі.

Малюнок 1.8 - Конструкційні параметри мікросхеми К174УН15
Таблиця 1.7 Основних електричних параметрів мікросхем К174УН15 при Uпит.ном = 15В і Токр.ср.=+25°с
| №
|
Параметр
|
Знач
|
| 1
|
Споживаний струм, при опорі навантаження 2 Ом і відсутності сигналу, мА
|
40...120
|
| 2
|
Номінальна вихідна потужність при частоті сигналу 1 кГц та коефіциенті гармонік не більше 1 %, Вт, не менше, для опору навантаження
2 Ом
4 Ом
|
6
2,5
|
| 3
|
Вихідна напруга при опорі навантаження 2 Ом частоті сигналу 1 кГц і коефіцієнті посилення напряженияне менше 40 дБ, В, не менше
|
3,8
|
| 4
|
Вхідна напруга при частоті сигналу 1 кГц, вихідній потужності 6 Вт і коефіцієнті гармонік
не більше 1 %, мВ
типове значення
|
10...38
30
|
| 5
|
Приведена до входу напруга шуму при опорі навантаження 2 Ом, частоті сигналу 30 Гц...20 кГц і коефіцієнті посилення напруги не менше 40 дБ, мкВ, не більш
|
5
|
| 6
|
Гранична частота при коефіцієнті посилення не менше 40 дБ і опорі навантаження 2Ом, Гц
нижняя, не більш
верхня, не менше
|
30
20 000
|
| 7
|
Коефіцієнт посилення напруги при вхідній напрузі 10 мВ і частоті сигналу 1 кГц, дБ
|
40...44
|
Таблиця 1.8 Гранично допустимі режими експлуатації мікросхеми К174УН15
| №
|
Параметр
|
Значення
|
| 1
|
Напруга живлення, В
|
10,5 ... 16,5
|
| 2
|
Максимальна вхідна напруга, мВ
|
500
|
| 3
|
Максимальна вихідна потужність, Вт
|
9
|
| 4
|
Мінімальний опір навантаження, Ом
|
1,6
|
| 5
|
Температура навколишнього середовища °С
|
- 25 ... +55
|
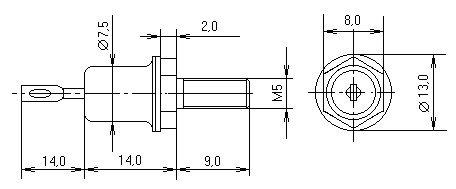
Мікросхема К174УН19
Приведена мікросхема є підсилювачем потужності звукової частоти, який має номінальну вихідну потужність 15 Вт на навантаженні опором 4 Ом і призначена для застосування у високоякісній звуковідтворюючій і телевізійній апаратурі. Вона стійка до теплових перевантажень і не виходить з ладу при замиканнях в ланцюзі навантаження. Дана деталь виготовлена в пластмасовому корпусі 1501.5-1 з плоскими жорсткими виводами і забезпечена теплообмінним мідним фланцем з отвором для монтажу на тепловідводі. Креслення корпусу представлене на малюнку 1.4. Маса приладу не більше 2 грам.

Малюнок 1.9 - Конструкційні параметри мікросхеми К174УН19
Таблиця 1.9 Основних електричних параметрів (мікросхема К174УН19, мікросхема К174УН15 при Uпит.ном = 2 х 15B і Токр.ср = 25 °C)
| №
|
Параметр
|
Значення
|
| 1
|
Споживаний струм, мА
при опорі навантаження Rн = 4 Ом
|
<65
|
| 2
|
Вихідна потужність, Вт, при Rн = 4 Ом, коефіцієнті посилення
по напрузі Кu = 30 дБ
частоті сигналу f == 1 кГц і коефіцієнті гармонік Кг = 10 %
типове значення
|
>15
18
|
| 3
|
Вихідна напруга, В (Rн = 4 Ом, fс = l кГц)
при Uпит = 2 х 16,5 В і вхідній напрузі Uвх = 235 мВ
при Uпит = 2 х 12 В і вхідній напрузі - Uвх = 175 мВ
Tокр.ср = -10 ... +70 °C
|
7 ... 7,9
5 ... 6
|
| 4
|
Вихідна напруга спокою (Uвх = 0 ), мВ
|
20
|
| 5
|
Приведена до входу напруга шуму, мкВ
при Rн = 4 Ом
|
<10
|
| 6
|
Коефіцієнт посилення напруги (типове значення ), дБ,
при Uвх = 200 мВ, fс = 1 кГц, Rн = 4 Ом
|
30
|
| 7
|
Коефіцієнт гармонік %(fc = 1 кГц, Rн = 4 Ом), при
вихідній напрузі Uвих = 0,632 В і
вихідній потужності Рвих = 0,1 Вт
приUвих = 7,74 В і Pвих = 15 Вт
|
0,5
10
|
| 8
|
Температура кристала, при якій спрацьовує
система теплового захисту °С
|
145
|
Таблиця 1.10 Гранично допустимі режими експлуатації мікросхеми К174УН19
| №
|
Параметр
|
Значення
|
| 1
|
Напруга живлення, В (двохполярне) (однополярное)
|
(2х6 ... 2х18),(12 ... 36)
|
| 2
|
Максимальний вихідний струм, А
|
3,5
|
| 3
|
Максимальна вхідна напруга, В
|
2х(Uпит - 1,5)
|
| 4
|
Мінімальний опір навантаження, Ом
|
3,2
|
Діоди
У даному приладі використовуються діоди КД202А і КД226А.
Діоди типу КД226А і КД202А - кремнієві дифузійні, випрямні діоди, призначений для роботи в приймальнею, підсилювальною і іншій радіоелектронній апаратурі при частоті живлячої напруги до 50кГц. Діоди цих типів відповідають технічним умовам АО.336.543 ТУ.
Таблиця 1.11- Основні електричні параметри діодів КД202А і КД226А
| Назва
|
КД202А
|
КД226А
|
| Матеріал
|
Si
|
Si
|
| Iпр max, A
|
5
|
2
|
| Iпр, і max, A
|
30
|
10
|
| При tи, мкс
|
10000
|
-
|
| Iобр max(Iобр max имп), мкА
|
800
|
10
|
| Uобр max(Uобр max имп), B
|
140
|
100
|
| Uпр, і max, B
|
50
|
1,3
|
| Uобр, і max, B
|
0,9
|
100
|
| При Iпр, A
|
3
|
2
|
| fp, кГц
|
1,2
|
50
|
| T, C
|
-60.+125
|
-45.+85
|
| t вос обр max, нс
|
-
|
250
|
Малюнок 1.10-Габаритні розміри діода Кд202а
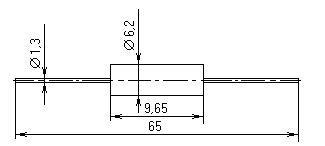
Малюнок 1.11-Габаритні розміри діода КД226А
Резистори
Резистори типу С2-23, які будуть використані для установки на ДП в моїй схемі – резистори загального призначення, з металодіелектричним провідним шаром. Призначені для роботи в ланцюгах постійного, змінного і імпульсного струмів як елементи навісного монтажу.
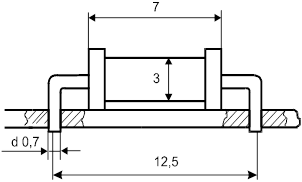
Малюнок 1.12 - Конструктивні параметри і спосіб установки резисторів
Таблиця 1.12- Граничні експлуатаційні параметри резисторів С2-23
| Параметр
|
Значення
|
| Діапазон номінальних опорів, Ом
|
10.1*106
|
| Допустиме відхилення від номінала %
|
±10
|
| Гранична робоча напруга, В
|
150
|
| Номінальна потужність, Вт
|
0,25
|
| Температура навколишнього середовища, при номінальному
електричному навантаженні, °С
|
від - 60 до +85
|
| Відносна вологість повітря, при t=35С
|
до 98 %
|
| Знижений атмосферний тиск
|
до 0,00013 Па
|
| Максимальне напрацювання, годинника
|
30000
|
| Термін сохраняемости, років
|
20
|
| Рівень власних шумів, мкВ/В
|
5
|
Таблиця 1.13-Конструктивні параметри резисторів С2-23
| Позиція на схемі
|

|
Габаритні розміри
|
Маса
|
| L, мм
|
D, мм
|
L, мм
|
D, мм
|
m, мм
|
| R1-R2, R6-R19, R22-R44, R46-54, R56, R57
|
0,25
|
7
|
3
|
12,5
|
0,7
|
0,25
|
| R45
|
0.5
|
10,8
|
4,2
|
15
|
0,9
|
1,0
|
| R55
|
1
|
13
|
6,6
|
17,5
|
0,9
|
2,0
|
Конденсатори
Конденсатори типу К50-35 та К50-38 - конденсатори алюмінієві оксидно-діелектричні загального призначення з однонаправленими дротяними виводами. Призначені для роботи в ланцюгах постійного, пульсуючого і імпульсного струму. Положення анода маркірується знаком "+" на корпусі конденсатора або анодний вивід робиться на 3-5 мм коротше, ніж катодний.
Таблиця 1.14 Граничних експлуатаційних даних конденсаторів
| №
|
Параметр
|
Значення
|
| 1
|
Температура навколишнього середовища від
|
–60 до +85 °З
|
| 2
|
Відносна вологість повітря при температурі
|
35 °С... до 98 %
|
| 3
|
Знижений атмосферний тиск до
|
194 Гпа (145 мм рт. ст.)
|
| 4
|
Допустиме відхилення ємкості від номінальної
|
від +5 до –20 %
|
| 5
|
Допустимий рівень змінної складової напруги
|
4.25%
|
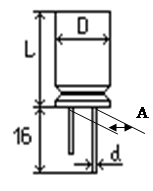
Малюнок 1.13 - Конструктивні параметри конденсатора типу К50-35
Таблиця 1.15- Технічні дані електролітичного конденсатора К50-35
| Позиція на схемі
|
Номінал
|
Габаритні розміри
|
Маса
|
| L, мм
|
D, мм
|
A, мм
|
d, мм
|

|
| С40, С41, С46, С47
|
2200 x 25 В
|
40
|
18
|
7,5
|
0.8
|
20
|
| С35, C38
|
470 х 16 В
|
19
|
12
|
5
|
0,8
|
4,5
|
| С2
|
47 х 16 В
|
12
|
6,3
|
2,5
|
0,6
|
0,8
|
| С33
|
22 х 25 В
|
12
|
6,3
|
2,5
|
0,6
|
0,8
|
Таблиця 1.16- Технічні дані електролітичного конденсатору К50-38
| Позиція на схемі
|
Номінал
|
Габаритні розміри
|
Маса
|
| L, мм
|
D, мм
|
A, мм
|
d, мм
|

|
| С49
|
10000 x 16 В
|
57
|
21
|
7,5
|
0.8
|
40
|
Конденсатори типу К10-17 – це конденсатори з неорганічним діелектриком, низьковольтні, керамічні монолітні. Призначені для роботи в ланцюгах постійного, змінного і імпульсного струму. Конструктивно виконані ізольованими з однонаправленими виводами.

Малюнок 1.14 - Конструктивні параметри конденсатора К10-17
Таблиця 1.17-Технічні дані конденсатора К10-17
| №
|
Параметри
|
Значення
|
| 1
|
Номінальна ємкість, нФ
|
22
|
| 2
|
Допустиме відхилення ємкості від номінальної %
|
+50.- 20
|
| 3
|
Номінальна напруга при температурі до +85°С, У
|
25
|
| 4
|
Допустима реактивна потужність, ВА
|
0,5
|
| 5
|
Допустимий діапазон температур, °С
|
- 60.+125
|
Таблиця 1.18 - Технічні дані конденсатора К10-17
| Позиція на схемі
|
Габаритні розміри
|
Маса
|
| L,мм
|
B,мм
|
H,мм
|
A, мм
|
d,мм
|

|
| С1, C3, C42, C43
|
12
|
8,4
|
5,5
|
7,5
|
0,7
|
2,0
|
| С4, C5, C8, C9, C12-C15, C18-C21, C24, C29, C30, C35, C40
|
8,4
|
4,6
|
5,5
|
5,0
|
0,7
|
0,8
|
| C6, С7, С10, C11, C16, C17, C20-32, C25, C27, C35
|
6,8
|
4,6
|
5,5
|
2,5
|
0,7
|
0,5
|
Вилка
В даній розробці вилка нам необхідна для з’єднання з блоком живлення, звуковою картою комп’ютера та для з’єднання ЕРЕ на ДП. Вибираємо вилку 644631. У даного виду вилки може бути до 12 роз’ємів.
Таблиця 1.19 Основні параметри вилки 644631
| Виробник
|
Макс. напруга, В
|
Макс. струм, А
|
Діапазон робочих температур, °С
|
| AMP
|
250
|
2
|
-40…+125
|

Малюнок 1.15 - Конструкційні параметри вилки 644631
Проаналізувавши технічні дані елементної бази, можна зробити наступні виводи:
- акустична система заснована на вітчизняній елементній базі з максимальним використанням мікросхем;
- навісні елементи встановлюються однаково, тому спеціальних мерів по формуванню виводів проводити не передбачається;
- інтегральні схеми знаходяться в прямокутних корпусах, що дозволяє автоматизувати процес установки мікросхем на друкарську плату;
- мікросхеми К174ун15 і К174ун19 необхідно розташовувати на максимально можливому видаленні від теплочутливих елементів, оскільки відбувається розсіювання великої кількості теплової енергії;
- для полегшення трасування друкарської плати, мікросхеми необхідно мати в своєму розпорядженні групу (максимальна завантаженість друкарської плати провідниками буде усередині функціонального блоку);
- вибрані елементи мають достатньо високу надійність, що дозволяє спроектувати пристрій, що має великий ресурс роботи;
- елементна база комплектувалася по ознаках відповідності технічних характеристик експлуатаційних вимог;
- інтервал робочих температур елементної бази, допустима величина відносної вологості повітря, атмосферного тиску, вібрації, одиночних ударів і лінійних навантажень дозволяє спроектувати пристрій, що працює за заданих в технічному завданні умов експлуатації.
В результаті проаналізованих фактів і вимог до ЕРЕ, вибираємо двосторонню друковану плату. Трасування з'єднань на платі проводитимемо з обох сторін плати. Дивлячись на те, що відстань між виводами мікросхем складає 2,5 мм, необхідно прийняти крок координатної сітки рівний 1,25 мм. По пред'явленню вимог мінімальних розмірів до акустичної системи вибираємо 3 клас точності для друкарської плати підсилювача. Для уникнення паразитних наведень необхідно прокладати, в першу чергу, провідники ланцюгів живлення і землі, а тільки потім сигнальні провідники.
Мета цього пункту полягає в необхідності порівняння розроблювального виробу з аналогічним, подібним по функціям і призначенням, виявленні недоліків та запропонувати шляхи їхнього усунення.
Конструкторсько-технологічнім аналогом, схожого по виконуваним функціям мною була обрана акустична система LD112, за призначенням який збігається із призначенням розроблювальної мною акустичною системи на активних компонентах. У деру чергу відмінність цих систем полягає в розходженні їх схемотехніки, що призводить до розходження їхніх подальших конструкцій. У обох системах передбачений двохполосний еквалайзер, регулятор рівня гучності.
Вибрана акустична система має наступні параметри:
- Двухполосна акустична система
- Потужність: 200 Вт
- Діапазон частот: 60Гц - 18кгц
- Чутливість: 1 Вт/1м - 95дб
- Максимальній тиск SPL: 122 дб
- Опір: 8 Ом
- Розмір ПП: 250*175
Технологічній процес виробництва проектованого блоку є більш пробачимо стосовно техпроцесу для LD112. Це виникає за рахунок різниці між компонентами, які встановлюються на ДП
Проаналізував, можна сказати, що в LD112 приблизно на 30-35 елементів більше чим у розроблювальної акустичної системи. Даний факт затрудняє трасування друкованої плати. Це призвело до того, що LD112 збирається на платі, тим самим збільшується її розмір. Так само в розроблювальному пристрої велика кількість елементів і є присутні кілька мікросхем із кроком виводів 2,5 мм. Технологічність виробу LD 112 оцінюється нижче, ніж дана акустична система на активних компонентах.
Акустична система, яка проектується в даній роботі є відносно середнім по складності пристроєм, як з конструкторської, так і з технологічної точки зору.
З пункту 1.4 витікає, що акустична система має наступну елементну базу:
- резистори з осьовими виводами....................59шт.;
- діоди з осьовими виводами............................2шт.;
- конденсатори з аксіальними виводами.........49шт.;
- мікросхеми в корпусі DIP(16pin)...................2шт.;
- мікросхемa в корпусі DIP(14pin)...................1шт
- мікросхема в корпусі TO220(5pin)................1шт.;
- мікросхема в корпусі SIP(11pin)...................1шт.;
- роз'єми..............................................................6шт.
Виходячи з вживаної елементної бази, намічаємо, що у виробі застосовуватиметься двостороння друкована плата, що виготовляється комбінованим позитивним способом. Враховуючи порівняно невелику потребу ринку у виробі, що розробляється, недоцільно організовувати окреме підприємство по виробництву макету. Оптимальним варіантом є виробництво виробу на багатономенклатурному підприємстві з достатньо високим рівнем гнучкості виробництва. Тип виробництва – багатономенклатурний, серійний.
Обсяг виробництва нашого прибору становить близько 10000 штук у рік, тому установку навісних елементів доцільніше робити вручну. Збільшиті продуктивність ручної зборки можна за рахунок модернізації робочого місця: застосування світломонтажних столів, спеціального інструмента й інших допоміжних пристроїв і пристосувань. Аналіз підприємства, на якому передбачається випуск виробу, показує, що на ньому є устаткування і відпрацьовані наступні техпроцеси:
1) хімічний метод виготовлення друкарських плат;
2) комплексна підготовка навісних елементів до монтажу;
3) ручна установка навісних елементів на друкарську плату;
4) програмована збірка на світомонтажних столах;
5) паяння хвилею припою;
6) паяння за допомогою станції ERSA VAC 6500.
При застосуванні типових технологічних процесів розроблених на даному підприємстві, дозволяє нам понизити собівартість виробу при його невеликих об'ємах виробництва. Також на підприємства не освоєна автоматична установка навісних елементів. Отже, необхідне на підприємстві технології автоматичної установки навісних елементів. Докладний опис технологічних процесів установки ЕРЕ з осьовими виводами і підборка устаткування буде в технологічному розділі дипломного проекту.
На основі вивчення принципу роботи прибудую, аналізу елементної бази, аналізу ТЗ, аналогічного прибудую та аналізу вимог до виробництва можна сформувати додаткові умови, які необхідно врахувати при розробці конструкції та технології виробництва виробу:
- Тип друкарської плати акустичної системи – двостороння;
- Клас точності друкарської плати акустичної системи – 3;
- Крок координатної сітки друкарських плат 1,25 мм;
- Варіант трасування провідників - спочатку потенційні, потім інформаційні;
- Вихідні ланцюги розміщати якнайдалі від вхідних;
- Необхідно передбачити отвори для подальшого кріплення друкарської плати за допомогою гвинтового з'єднання;
- Необхідно передбачити захист блоку від вологи у вигляді полімерного (лакофарбового) покриття;
- Попередній розмір друкарської плати акустичної системи – 150 x 200 мм;
Друкована плата (ДП) є основним конструктивним елементом ЕА [ 4 ]. Їх застосовують в якості несущої конструкції та для електричних з'єднань. Друкована плата є ізоляційною основою, що містить необхідні отвори, контактні майданчики і друковані провідники, що забезпечують електричне і механічне з'єднання навісних елементів.
З причини середньої складності електричної схеми для виготовлення активної акустичної системи найбільш прийнятним буде використання двосторонньої ДП .
За точністю виконання елементів конструкції друкарські плати діляться на чотири класи точності. Друковані плати 1 і 2 класів точності найбільш прості у виконання, надійні в експлуатації і мають мінімальну вартість. Друковані плати 3 і 4 класів точності вимагають використання високоякісних матеріалів, інструменту, устаткування, обмеження габаритних розмірів і так далі. Друковані плати ЕА рекомендується виготовляти по 2 і 3 класам точності. У зв'язку з цим ДП, що розробляється, виготовлятиметься по третьому класу точності.
Для визначення площі конструкції ПП, що розробляється, скористаємося формулою:
 , (2.1) , (2.1)
де  - настановна площа i-го навісного елементу (таблицю 2.1); - настановна площа i-го навісного елементу (таблицю 2.1);
 - коефіцієнт втрат площі ( - коефіцієнт втрат площі ( =1...3), приймаємо =1...3), приймаємо  =3. =3.
Таблиця 2.1-Настановні параметри елементів
| Елемент
|
Кіл.
|
Настановна площа Si, мм2
|
Діаметр виводу, мм
|
| Мікросхема DIP 14
|
1
|
148
|
0,5
|
| Мікросхема DIP 16
|
2
|
168
|
0,5
|
| Мікросхема К174УН15
|
1
|
320
|
0,75
|
| Мікросхема К174УН19
|
1
|
88
|
1,1
|
| Діод Кд202а
|
4
|
132
|
0,9
|
| Діод Кд226а
|
2
|
124
|
1,3
|
| Конденсатор
К50-35
|
2200 x 25 В
|
4
|
255
|
0,8
|
| 470 х 16 В
|
2
|
115
|
0,8
|
| 47 х 16 В
|
1
|
31
|
0,6
|
| 22 х 25 В
|
1
|
31
|
0,6
|
| Конденсатор
К10-17
|
С1
|
4
|
100
|
0,7
|
| С4
|
16
|
40
|
0,7
|
| С6
|
21
|
32
|
0,7
|
| Конденсатор К50-38-16в-10000 мкФ
|
1
|
1320
|
0,9
|
| Резистор С2-23-0,25
|
57
|
38
|
0,7
|
| Резистор С2-23-1 С2-23-0,5
|
2
|
110
|
0,.9
|
| Роз'їм 644631
|
6
|
220
|
0,5
|
| Радіатор
|
2
|
200
|
-
|
З формули (2.1) отримуємо для плати підсилювачів потужності:

Оскільки акустична система є нестандартним виробом і плати уніфікованих типових конструкцій (Е1,Е2,Е3,Е4 і так далі) мають площі що у багато разів перевершують розраховану раніше, то для конструкції ДП, що розробляється, візьмемо плату довільних розмірів (з дотриманням вимог: ГОСТ 10317-79 обумовлює співвідношення сторін ДП не більше 3:1, причому форма ДП тільки прямокутна). Враховуючи велику кількість монтажних отворів під дротяний монтаж друкарську плату необхідно вибирати із запасом.
Згідно вищевикладеному вибираємо ДП розмірами 125x195мм.
Як діелектрична основа для виготовлення ДП широкого поширення набули шаруваті діелектрики, що складаються з наповнювача і речовини (синтетичної смоли), що пов'язує, керамічні і металеві (з поверхневим діелектричним шаром) матеріали. Оскільки ДП при експлуатації не піддаватиметься високим механічним і тепловим діям, діям агресивних середовищ, то згідно ГОСТ 10316-78 вибираємо найбільш поширений матеріал склотекстоліт СТФ-1-35-1,5.
Розміщення НЕ на ДП здійснюємо відповідно до ОСТ.4ГО.010.030 і ОСТ.4ГО.010.009. При компоновці ДП необхідно забезпечити відповідно до ГОСТ 23751-79 раціональне розміщення навісних елементів з урахуванням електричних зв'язків і теплового режиму із забезпеченням мінімальних значень довжин зв'язків, кількості переходів друкарських провідників з шару в шар, паразитних зв'язків між елементами, по можливості рівномірний розподіл мас навісних елементів по поверхні.
При розташуванні ІС, ЕРЕ на друкарській платі необхідно передбачати забезпечення основних технологічних вимог, що пред'являється до апаратури (автоматизовану збірку, паяння, контроль, ремонтопридатність).
В процесі конструювання ДП виконуються наступні розрахунки:
- конструктивно-технологічний;
- розрахунок по постійному струму;
- розрахунок по змінному струму.
Для визначення основних параметрів друкованого монтажу виконується конструктивно-технологічний розрахунок друкарського монтажу, який проводиться з урахуванням виробничих погрішностей малюнка провідних елементів, фотошаблону, базування, свердлення і таке інше. При виконанні розрахунку слід керуватися [ ].
Основні умовні позначення, використовувані при розрахунку, і графічне зображення ДП приведені на малюнку 2.1.
Малюнок–2.1 Графічне зображення ДП
Hn - товщина ДП;
Hnc - загальна сумарна товщина ДП;
Hм - товщина підстави ДП;
hn - товщина фольги;
h - товщина провідного малюнка;
l - відстань між центрами елементів;
t - ширина друкарського провідника;
Q - відстань від краю плати до елементів провідного малюнка;
d - діаметр отвору;
b - ширина гарантійного поясу;
D - діаметр контактної площі;
S - відстань між краями сусідніх елементів провідного малюнка.
Мінімальний діаметр перехідного отвору
 , (2.2) , (2.2)
де Нп – товщина друкарської плати мм;
I - відношення діаметру металізованого отвору до товщини ПП (таблиця 2.2)
Таблиця 2.2-Номінальні значення основних параметрів друкарського монтажу для вузьких місць
| Найменування розрахункового елементу
|
Позначення
|
Значення параметрів для класів точності ДП, мм
|
| 3
|
| Ширина провідника
|
tМ
|
0,25
|
| Відстань між краями сусідніх елементів провідного малюнка
|
SМ
|
0,25
|
| Відношення діаметру металізованого отвору до товщини плати
|
I
|
0,33
|
| Ширина гарантійного поясочка
|
b
|
0,05
|
 . .
Приймаємо діаметр перехідного отвору 0,5 мм.
Мінімальне значення діаметру монтажного отвору визначаємо із співвідношення:
 , (2.3) , (2.3)
де dВ – максимальне значення діаметру виведення навісного елементу;
 dНО – нижнє граничне відхилення номінального значення диметра отвори (таблиця 2.3); dНО – нижнє граничне відхилення номінального значення диметра отвори (таблиця 2.3);
– зазор між виводами і монтажним отвором для паяння ( =0,1–0,4 мм). =0,1–0,4 мм).
Таблиця 2.3– Допустимі погрішності виконання конструктивних елементів
| Погрішність
|
Позначення
|
Значення для класу точності
|
| 3
|
| Граничне відхилення номінального значення диметра отвору, мм:
при dВ - 1 мм
при dВ > 1 мм
|
d
|
± 0,05
± 0,10
|
| Граничне відхилення ширини провідника з покриттям, мм
|
t
|
+ 0,05
– 0,05
|
| Позиційний допуск розташування центрів отворів, мм
|
δd_
|
0,10
|
| Позиційний допуск розташування контактних майданчиків, мм
|
δp_
|
0,30
|
| Позиційний допуск розташування провідника, мм
|
δl_
|
0,05
|
Для dВ =0,5 мінімальне значення діаметру монтажного отвору:
dМО1 ³ 0,5 + 0,2 + 0,1 = 0,8 мм
Для dВ =0,6 мінімальне значення діаметру монтажного отвору:
dМО2 ³ 0,6 + 0,2 + 0,1 = 0,9 мм
Для dВ =0,7 мінімальне значення діаметру монтажного отвору:
dМО3 ³ 0,7 + 0,1 + 0,1 = 0,9 мм
Для dВ =0,75 мінімальне значення діаметру монтажного отвору:
dМО4 ³ 0,75 + 0,2 + 0,1 = 1,05 мм
Для dВ =0,8 мінімальне значення діаметру монтажного отвору:
dМО5 ³ 0,8 + 0,2+ 0,1 =1,1 мм
Для dВ=0,9 мінімальне значення діаметру монтажного отвору:
dМО6 ³ 0,9+ 0,2 + 0,1 = 1,2 мм
Для dВ=1,1 мінімальне значення діаметру монтажного отвору:
dМО7 ³ 1,1+ 0,2 + 0,1 = 1,4 мм
Для dВ=1,3 мінімальне значення діаметру монтажного отвору:
dМО8 ³ 1,3+ 0,2 + 0,1 = 1,6 мм
Приймаємо діаметри монтажних отворів
dМО1 = dМО2 = dМО3 = 0,9 мм;
dМО4 = 1,1 мм;
dМО5 = dМО6 = dМО7 = 1,4 мм;
dМО8 = 1,8 мм.
Номінальне значення ширини провідника t розраховуємо по формулі:
 , (2.4) , (2.4)
де  tHO – нижнє граничне відхилення ширини провідника (таблиця 2.3). tHO – нижнє граничне відхилення ширини провідника (таблиця 2.3).
Для вільного місця номінальне значення ширини провідника :
t1 = 0,5 + 0,05 = 0,55 мм
Приймаємо номінальне значення ширини провідника t1=0,55 мм.
Номінальне значення відстані між сусідніми елементами провідного малюнка визначаємо по формулі:
S = Sм + tво (2.5)
де tво – верхнє граничне відхилення ширини провідника (таблиця 2.3).
Для вільного місця номінальне значення відстані між сусідніми елементами провідного малюнка :
S1 = 0.5 + 0,05 = 0,55 мм
Приймаємо номінальне значення відстані між сусідніми елементами провідного малюнка S1 = 0,55 мм.
Розрахунок мінімального діаметру контактного майданчика вироблюваний по формулі:
 , (2.6) , (2.6)
де  dBO – верхнє граничне відхилення діаметру отвору (таблиця 2.3). dBO – верхнє граничне відхилення діаметру отвору (таблиця 2.3).
Dпо = 0,5 + 0,05 + 2*0,05 +0,05+(0,12 + 0,32 + 0,052)1/2 = 1 мм
D1 = D2 = D3 = 0,9 + 0,05 + 2 * 0,05 +0,05+(0,12 + 0,32 + 0,052)1/2 =1,4 мм
D4= 1,1 + 0,05 + 2 * 0,05 +0,05+(0,12 + 0,32 + 0,052)1/2 = 1,6 мм
D5 = D6 = D7 = 1,4 + 0,1 + 2 * 0,05 + 0,05 + (0,12 + 0,32 + 0,052)1/2 = 2,0 мм
D8 = 1,8 + 0,1 + 2 * 0,05 + 0,15 +(0,12 + 0,32 + 0,052)1/2 = 2,4 мм
Приймаємо Dпо=1мм, D1=D2=D3=1,4мм, D4=1,6 мм, D5=D6=D7=2,0мм, D8= 2,4 мм.
Розрахунок мінімальної відстані для прокладки n – го кількості провідників між контактними майданчиками проводимо тільки для елементів між виводами яких проходять друкарські провідники:
l=D+t*n+S*(n+1)+δ1, (2.7)
де n – кількість провідників, n = 1;
δl – позиційний допуск розташування провідника (таблиця 2.2).
l1=1,4+0,55+0,55*(1+1)+0,05=3,1 мм
l2=1,6+0,55+0,55*(1+1)+0,05=3,3 мм
l3=2,0+0,55+0,55*(1+1)+0,05=3,7 мм
l4=2,4+0,55+0,55*(1+1)+0,05=4,1 мм
З вищенаведеного розрахунку можна зробити виcновок, що відстань між двома сусідніми контактними майданчиками, призначеними для установки мікросхеми DA1 і DA2 недостатньо для прокладки одного провідника з урахуванням обмежень, що пред'являються до друкованного монтажу, тому контактні майданчики у разі потреби можна підрізати із збереженням ширини гарантійного поясочка b=0,05 мм.
Аналізуючи приведений вище конструктивно – технологічний розрахунок, можна виділити основні параметри друкарського монтажу:
1) діаметр перехідного отвору 0,5 мм;
2) діаметр монтажного отвору: 0,9 мм, 1,1 мм, 1,4 мм, 1,8мм;
3) номінальна ширина провідника 0,55 мм;
4) номінальна відстань між сусідніми елементами провідного малюнка 0,55мм;
5) діаметр контактного майданчика: 1 мм, 1,4 мм, 1,6 мм, 2 мм і 2,4 мм;
Набутих значень параметрів друкарських елементів можуть коректуватися у бік збільшення на підставі електричного розрахунку тих же елементів по постійному струму, який приведений в підрозділі 2.3.
Найбільш важливими електричними властивостями друкарських плат по постійному струму є перевантажувальна здатність провідників по струму, опір ізоляції і діелектрична міцність підстави друкарської плати.
Розрахунок проводимо для якнайгіршого випадку, тобто при максимальній споживаній потужності для двосторонньої друкарської плати виконаній по третьому класу точності і напруги живлення 15 В.
Необхідна ширина друкаованого провідника сигнального ланцюга:
 , (2.8) , (2.8)
де ρ – питомий опір провідника, Ом мм2/м (для мідної
катаної фольги ρ складає 0,017 Ом мм2/м);
I – струм, А (I = 0,1 А);
l – довга провідника, м;
Uз.пу. – запас перешкодостійкості елементів (Uз.пу. = 0,4 В);
hф – товщина фольги (hф = 0,035 мм).
При максимально можливій довжині траси 125+195=320 мм ширина провідника сигнального ланцюга повинна бути:

З технологічних міркувань ширину провідників сигнальних ланцюгів приймаємо 0,55 мм.
Необхідна ширина друкованих провідників шин живлення і землі:
 , (2.9) , (2.9)
де ρ – питомий опір провідника, Ом * мм2 / м (для мідної катаної фольги ρ складає 0,017 Ом * мм2 / м);
I – струм, А ;
l – довга провідника, м;
Uп. – максимальне падіння напруги на шині живлення(0,4 В);
hф – товщина фольги (hф = 0,035 мм).
Струм шини живлення:
I = P/U (2.10)
де Р – споживана потужність;
U – напруга живлення, В;
U = 15 B.
Споживана потужність:
Р=Рвих/ , (2.11) , (2.11)
де Рвих – вихідна потужність підсилювачів, Вт;
Рвих =15+4=29 Вт;
 – ккд підсилювачів; – ккд підсилювачів;
= 60 %.
Р = 29/60% = 48 Вт
І = 48/15 = 3,2 А
При максимально можливій довжині траси мм ширина провідника сигнального ланцюга повинна бути:

Приймаємо ширину провідників шин живлення і землі 1,5 мм, для вихідних ланцюгів підсилювачів потужності ( Рвих=15Вт і Рвих=6Вт) – 1,0 мм.
Кількість контактів nк з'єднувача прямого зчленування, що здійснюють підведення напруги живлення і землі:
nП=Sп.з./Sк., (2.12)
де Sп.з –перетин друкарського провідника шини живлення, мм2;
Sк – площа контакту контактної пари.
 (2.13) (2.13)

 (2.14) (2.14)
nП = 0,052 / 1,53 = 0,033
Приймаємо nП =1.
Мінімальна відстань між провідниками для плат без захисного лакового покриття залежить від напруги пробою і тиску навколишнього середовища. Зазор між провідниками для нормального атмосферного тиску вибираємо на підставі даних приведених в [ 6 ] залежно від різниці напруги між сусідніми провідниками. Для друкарської плати, що розробляється, мінімальний зазор складає 0,25 мм для всіх провідників. Отриманий для конкретної різниці потенціалів зазор між провідниками може бути збільшений, якщо опір витоку між провідниками перевищить допустиме значення, обчислене на основі аналізу принципової схеми, що реалізовується на платі .
Розрізняють два види електропровідності діелектриків: поверхневу і об'ємну. Поверхневий опір ізоляції  паралельних друкарських провідників обумовлюється наявністю питомого поверхневого опору паралельних друкарських провідників обумовлюється наявністю питомого поверхневого опору  діелектрика плати: діелектрика плати:
 (2.15) (2.15)
де  - зазор між провідниками; - зазор між провідниками;
 - найбільша довжина сумісного проходження провідників. - найбільша довжина сумісного проходження провідників.
 Ом Ом
Між провідниками, розташованими на поверхні друкованої плати, існують обидва види електропровідності. Опір ізоляції  паралельних провідників приблизно обчислюють як паралельних провідників приблизно обчислюють як
 (2.16) (2.16)
де  - об'ємний опір ізоляції між провідниками протилежних шарів ДДП. Оскільки плата, що розробляється, є двосторонньою, тому приймаємо - об'ємний опір ізоляції між провідниками протилежних шарів ДДП. Оскільки плата, що розробляється, є двосторонньою, тому приймаємо  . .


Отримані результати розрахунку по постійному струму показують правильність прийнятих в попередньому розділі значень конструктивно-технологічних показників а також показують можливість нормального функціонування проектованого виробу з погляду здатності навантаження провідників по струму, високий опір ізоляції і високій діелектричній міцності основи ДП.
При передачі по друкованим елементам плати високочастотних імпульсних сигналів із-за наявності індуктивного опору провідників, взаємної індуктивності і ємкості, опори витоку між провідниками сигнали спотворюються, з'являються перехресні перешкоди. Розрахунок по змінному струму дозволяє уточнити максимальну довжину одиночного провідника, максимальну довжину сумісного проходження поряд розташованих провідників, зазори між провідниками.
Допустиму довжину трьох паралельно розташованих сигнальних провідників визначають за формулі:
 , (2.17) , (2.17)
де lCД, lМД - допустима довжина паралельно розташованих провідників при дії тільки ємкісного паразитного зв'язку і лише індуктивному паразитному зв'язку відповідно.
Допустима довжина паралельно розташованих сусідніх провідників визначається:  , (2.18) , (2.18)
де СД – допустима ємкість паразитного зв'язку, визначувана перешкодостійкістю мікросхем. (СД = 40 пФ);
СП – погонна ємкість пФ/см, визначається по формулі:
 , (2.19) , (2.19)
де КП – коефіцієнт пропорційності (КП = 0,15);
 – діелектрична проникність середовища. – діелектрична проникність середовища.
Для провідників, розташованих на поверхні плати:
 , (2.20) , (2.20)
де Е0 – діелектрична проникність повітря або лаку, якщо плати покриті лаком (Е0 = 1);
Е – діелектрична проникність матеріалу плати (Е = 6).
За формулою (2.20) отримуємо
Визначимо погонну ємність СП:

Отримане значення Сп, підставляємо у формулу і обчислюємо допустиму довжину паралельно розташованих сусідніх провідників при дії тільки ємкісного паразитного зв'язку:
 . .
Допустима довжина паралельно розташованих сусідніх провідників при дії тільки індуктивного паразитного зв'язку для плати без екрануючої площини визначають по рівнянню:
 , (2.20) , (2.20)
де UПУ – значення перешкодостійкості мікросхем приведене в ТУ, довідниках (UПУ =0,4 У); UО - напруга логічного 0, приведеного в ТУ, В (UО = 0,3 В);
 - перепад струму в ланцюзі живлення при перемиканні ІС ( - перепад струму в ланцюзі живлення при перемиканні ІС ( = 0,01 А); = 0,01 А);
tЗСР - середній час затримки (tЗСР = 14 нс );
КЗ - коефіцієнт запасу (КЗ =0,8 ).
Для вирішення можна використовувати чисельні ітераційні методи, наприклад метод Ньютона. Після трьох кроків рішення отримуємо, що  . .
За раніше наведеною формулою визначимо допустиму довжину трьох паралельно розташованих сигнальних провідників:
 . .
Допустиму довжину шини землі визначимо по формулі:
 , (2.21) , (2.21)
де n – число ІС на платі, підключених шині землі (n=5);
- струм перемикання ІС, А;
Lп – погонна індуктивність шини землі (Lп = 13 нГн/см);
TФ – середня тривалість фронту сигналу, яка визначається за формулою
 , (2.22) , (2.22)
тут t1, t2 – тривалість фронту сигналу (t1 = t2 = 20 нс)
Підставивши початкові дані у формулу (2.25) отримаємо:
Проаналізував розраховані дані по змінному струму, можна зробити висновок:
-допустима довжина трьох паралельно розташованих сигнальних провідників не повинна перевищувати 30 см;
-допустима довжина шини землі не повинна перевищувати 108 см.
Найбільш трудомісткими завданнями при конструюванні ДП є розміщення навісних елементів і трасування друкованого монтажу. При розміщенні ЕРЕ критеріями оптимізації можуть бути мінімум сумарної довжини зв'язків, рівномірне заповнення монтажного простору і так далі. Основним критерієм компоновки ЕРЕ буде мінімальна сумарна довжина всіх ліній зв'язку, тому, при розміщенні чергового елементу, в першу чергу враховуватимемо кількість зв'язків цього елементу з вже розміщеними.
Трасування полягає у визначенні конкретної геометрії друкованого монтажу, що реалізовує з'єднання між елементами схеми. При трасуванні необхідно виконувати основні вимоги ГОСТ 10317–79, ГОСТ 2.417–78, ОСТ 4.010.019–81. На площину ДП, паралельно її сторонам, наносимо лінії координатної сітки. За базу координат приймаємо нижній лівий кут ДП. Основний крок координатної сітки – 1,25 мм.
Центри отворів слід розташовувати у вузлах координатної сітки. Провідники розташовуємо рівномірно на площі ДП паралельно лініям координатної сітки або під кутом, кратним 15°, паралельно напряму руху хвилі припою або під кутом, не більш 30° з боку паяння, якщо провідний малюнок не покривають захисною маскою.
Найбільш поширеним способам розводки є координатний спосіб розводки.
Координатний спосіб розводки передбачає ортогональні напрями провідників на різних сторонах плати. Для виконання діагональних з'єднань і запобігання небажаному перетину провідника з раніше проведеними провідниками і контактними майданчиками в конструкцію плат вводяться перехідні отвори. Перехідний отвір переводить провідник на протилежну сторону плати, на якій траса продовжується. Подолання перешкоди на протилежній стороні можливе введення другого перехідного отвору і переходом знов на першу сторону. Переходи трас з одного боку на іншу дозволяють також здійснювати монтажні отвори під виводи дискретних ЕРЕ і штирьові виводи мікросхем. За відсутності жорстких вимог на розміри друкованої плати і число перехідних отворів координатний спосіб дозволяє реалізувати на двосторонній платі будь-яку складну схему.
Недоліками координатного способу розводки слід зазначити деяке збільшення довжин трас провідників, у гіршому разі на 40 відсотків, і наявність перехідних отворів. Алгоритми трасування засновані на методах динамічного програмування. Монтажний простір друкарської плати розбивається на рівні дискретів, і процес трасування здійснюється шляхом поступового заповнення дискретів трасами.
Відомі алгоритми проведення трас між двома контактами можна умовно розбити на хвилевих і евристичних.
Хвилевий алгоритм, або алгоритм Лі, заснований на поступовому розповсюдженні числової хвилі від джерела до приймача по вільних дискретам монтажного простору. Алгоритм трасування, заснований на ідеях хвилевого алгоритму, характеризуються універсальністю і дозволяють знайти найкоротшу трасу, якщо така траса існує. Ідея алгоритму полягає в тому, що на полі моделюється розповсюдження хвилі від джерела до тих пір, поки фронт хвилі, що розширюється, не досягне приймача або на якомусь кроці фронт не зможе включити жодного нового не зайнятого осередку.
Основний недолік хвилевого алгоритму – необхідність великого об'єму необхідної пам'яті і висока трудомісткість. Скорочення витрат пам'яті і часу ЕОМ досягається шляхом застосування променевих алгоритмів, які полягають в тому, що фронт хвилі розповсюджується по путніх координатах, які привласнюються не всім незайнятим осередкам, сусіднім з джерелом, а лише одній. Тобто промені розповсюджуються по заданих напрямах від джерела і приймача одночасно. Променевий алгоритм менш універсальний, чим хвилевий, але він економічніший.
Якщо хвилевий і променевий алгоритми на першому етапі визначають всі можливі шляхи прокладки траси, а потім будують найбільш прийнятне з'єднання, то евристичні алгоритми прагнуть прокласти трасу відразу по найкоротшому шляху. Якщо у найкоротшого шляху зустрічається перешкода у вигляді зайнятих або заборонених елементів, то в дію вступає правило визначення шляхів обходу. Евристичні алгоритми є найбільш швидкодіючими і порівняно прості в реалізації, проте те, що переважний порядок обходу перешкод заданий заздалегідь, свідчить про можливість отримання неоптимального результату.
Для швидкого знаходження необхідного ЕРЕ на друкарській платі вводиться адресація. Для побудови адреси використовується координатний, позиційний або координатно–позиційний способи адресації. Запис адреси здійснюється буквами російського або латинського алфавіту, цифрами, символами.
Координатний спосіб застосовується тоді, коли розташуванню конструктивних елементів можна поставити у відповідність осередку координатної сітки з постійним або змінним кроком. Спосіб полягає в тому, що у кожному конкретному випадку на складальному кресленні в площині друкарської плати умовно вибирається початок координат і напрям абсциси і ординати. Потім проводиться буквено-цифрова координація осей і кожному конструктивному елементу привласнюється адреса, що складається з позначення абсциси і ординати. В тому випадку, якщо конструктивний елемент займає більш за один осередок координатної сітки, то її конструктивна адреса повинна відповідати координатам лівого верхнього осередку сітки.
Позиційний спосіб рекомендується до застосування в тих випадках, коли розташування конструктивних елементів на платі нерегулярне і використання координатного способу адресації неможливе. Спосіб полягає в тому, що адресою кожного конструктивного елементу є його літерно–позиційне позначення, встановлене на складальному кресленні відповідно до принципової схеми.
Можливий і третій варіант розташування конструктивних елементів, коли групам елементів можна поставити у відповідність координатну сітку, а в межах осередку сітки розташування елементів не регулярне. В даному випадку зручно використовувати координатно–позиційний спосіб, коли регулярно розташовані групи елементів адресують координатним способом, а елементи, розташовані в межах однієї групи нерегулярно, – позиційним способом, відокремлюючи адресу координати осередку від позицій якимось символом.
Відповідно до вищеописаних рекомендацій, найбільш прийнятним способом адресації для ТЕЗ, що розробляється, є позиційний.
На основі представлених способів отримання провідного малюнка для проектованих друкарських плат було виконано трасування друкарського монтажу, яке було зроблене в САПР РСАD. Автоматичне трасування друкованих з'єднань ДП виконується програмою PC-ROUTE, яка забезпечує послідовне автоматичне трасування з'єднань і автоматичне ітераційне трасування розпорюванням, тобто видалення невдало прокладених раніше друкарських провідників. Інтерактивне трасування виконується в графічному редакторові PC-CARDS.
Компоненти ЕВА функціонують в строго певному температурному діапазоні [ 5 ]. Відхід температури за вказані межі може привести до необоротних структурних змін компонентів. Температура впливає на електронні схеми, змінюючи параметри сигналів. При підвищеній температурі знижуються діелектричні властивості матеріалів, прискорюється корозія конструкційних матеріалів, контактів. При підвищеній температурі тверднуть і розтріскуються гумові деталі, підвищується крихкість матеріалів. Відмінність в коефіцієнтах лінійного розширення матеріалів може привести до руйнування залитих смолами конструкцій і, як наслідок, порушення електричних з'єднань, зміни характеру посадок, ослабленню кріплення і тому подібне
Нормальний температурний режим ЕВА називають такий режим, який при зміні в певних межах зовнішніх температурних дій забезпечує зміну параметрів і характеристик конструкції, схем, компонентів, матеріалів в межах, вказаних в ТУ. Висока надійність і тривалий термін служби ЕВА будуть гарантированни, якщо температура середовища усередині ЕВА нормальна (20-25 ) і змінюється не більше ніж на 2/год. Забезпечення нормального теплового режиму приводить до ускладнення конструкції, збільшення габаритів і маси, введення додаткового устаткування, витрат електричної енергії. Для підтримки нормального теплового режиму використовують природне охолоджування, примусове повітряне і водно-повітряне охолоджування, примусове охолоджування за допомогою рідкого холодоагенту і т. п. [ 7 ]. ) і змінюється не більше ніж на 2/год. Забезпечення нормального теплового режиму приводить до ускладнення конструкції, збільшення габаритів і маси, введення додаткового устаткування, витрат електричної енергії. Для підтримки нормального теплового режиму використовують природне охолоджування, примусове повітряне і водно-повітряне охолоджування, примусове охолоджування за допомогою рідкого холодоагенту і т. п. [ 7 ].
При природному охолоджуванні теплонагружені елементи охолоджуються за рахунок природної конвекції повітря, теплопровідності і випромінювання. Метод охолоджування, будучи найпростішим, вимагає підвищеної уваги конструктора до питань раціональної компоновки. При компоновці необхідно прагне до рівномірного розподілу потужності, що виділяється, за всім обсягом ЕА. Компоненти і ТЕЗ з великими тепловиділеннями необхідно розташовувати у верхній частині ЕА або поблизу стінок, критичні до перегріву компоненти і ТЕЗ - в нижній частині, захищати тепловими екранами.
Примусове повітряне охолоджування автономними вентиляторами і безпосередньою подачею повітря від центрального кондиціонера широко практикується в ЕА з тепловиділеннями не більше 0,5  . Недоліками повітряного охолоджування є: ускладнення конструкції, підвищена запилена, поява вібрацій в результаті роботи вентиляторів, нерівномірність розподілу повітря, що охолоджує, і так далі . Недоліками повітряного охолоджування є: ускладнення конструкції, підвищена запилена, поява вібрацій в результаті роботи вентиляторів, нерівномірність розподілу повітря, що охолоджує, і так далі
Системи охолоджування, що залишилися, є ще складнішими і застосовуються в складних ЕА.
Для проектованої акустичної системи вибираємо природне охолоджування оскільки щільність теплового потоку від охолоджуваних поверхонь не перевищує 0,05, коефіцієнт заповнення блоку дуже низький.
Тепловими розрахунками необхідно підтвердити правильність вибраного способу охолоджування, інакше потрібно вибрати ефективніший спосіб охолоджування. Існуючі методики теплових розрахунків електронної апаратури різноманітні, але в більшості з них компоненти спільно з конструктивними елементами, на які вони встановлені, моделюються умовно нагрітою зоною. Методика, по якій проводився розрахунок, має погрішність не більше ±10%. Розрахунок проводився на ЕОМ за допомогою програми «TEPLO». Початковими даними до розрахунку є:
- розміри блоку;
- температура навколишнього середовища;
- потужність, що розсіюється в ДП;
- дані про елементи, критичні до перегріву і так далі;
Результати розрахунку приведені в додатку A. По результатах можна зробити висновок про можливість застосування в проектованому виробі природного охолоджування, оскільки отримані результати повністю задовольняють технічному завданню.
Надійність РЕА – це властивість виконувати задані функції, зберігаючи експлуатаційні показники в допустимих межах протягом необхідного проміжку часу, і можливість відновлення функціонування, втрачена по тих або інших причинах.
У будь-який момент часу РЕА може знаходиться в справному або несправному стані. Якщо РЕА в даний момент часу задовольняє всім вимогам, встановленим як відносно основних параметрів, так і відносно другорядних параметрів, що характеризують зовнішній вигляд і зручність в експлуатації, то такий стан називають справним станом. Відповідно до цього визначення несправний стан – стан РЕА, при якому вона в даний момент часу не задовольняє хоч би одній з цих вимог.
Працездатність – стан РЕА, при якому вона в даний момент часу відповідає всім вимогам відносно основних параметрів, що характеризують нормальне протікання процесів.
Відмова – це подія, що полягає в повній або частковій втраті працездатності системи.
По характеру зміни параметрів до моменту виникнення відмови діляться на раптові - в результаті миттєвої зміни одного або декількох параметрів елементів і поступові - в результаті поступової зміни параметрів елементів до тих пір, поки значення одне з параметрів не вийде за деякі межі, що визначають нормальну роботу елементів.
По характеру усунення відмови ділять на стійких і таких, що самоусуваються. Для усунення стійких відмов необхідне його регулювання або заміна, а відмови, що самоусуваються, усуваються без втручання оператора.
По зовнішніх проявах відмови ділять на явних - виявляються при зовнішньому огляді і неявні – виявляються спеціальними методами контролю.
Поняття відмова дозволяє розглянути основні експлуатаційні властивості РЕА: безвідмовність, ремонтопридатність, довговічність, збереження.
Безвідмовність – властивість ЕА безперервно зберігати працездатність в заданих режимах і умовах експлуатації в течії заданого інтервалу часу. Під ремонтопридатністю розуміють властивість пристрою, що полягає в пристосуванні до попередження відмов, виявлення причин їх виникнення і усунення їх наслідків шляхом проведення ремонтів і технічного обслуговування. Довговічність характеризує властивість виробу зберігати працездатність до настання граничного стану. Під збереженням розуміють властивість виробу, зберігаючий значення параметрів при зберіганні і транспортуванні.
У справжньому проекті оцінюється структурна надійність проектованої акустичної системи. Структурна надійність РЕА - його результуюча надійність при відомій структурній схемі і відомих значеннях надійності всіх елементів, складових структурну схему. При цьому під елементами розуміється як інтегральні мікросхеми, резистори, конденсатори і тому подібне, що виконують певну функцію і включені в загальну електричну схему, так і елементи допоміжні, такі, що не входять в структурну схему: з'єднання паяні, роз'ємні, елементи кріплення і так далі
Розрахунок проводиться на ЕОМ за допомогою програми «NAD32». Початковими даними до розрахунку є дані про типи використовуваних елементів і їх кількість.
Результати розрахунку приведені в додатку Б. По результатах можна зробити висновок про те, що отримані дані задовільняють вимогам ТЗ на розробку. Час роботи до відмови виробу дорівнює 627652,625 годинам, а це приблизно складає 72 роки безперервної роботи. А при роботі пристрою тривалістю 10 років (окремо взятий розрахунок, що не входить в дипломний проект), вірогідність безвідмовної роботи дорівнює 87%, що дуже добре.
Проаналізував конструктивно-технологічні особливості ЕОА, переходимо до викладу загальних питань її виробництва. В першу чергу нам необхідно коротко розглянути перелік технологічних процесів, які засновані на різних фізичних і хімічних методах обробки матеріалів і застосування у виробництві елементів різного призначення.
Структурна схема технологічного процесу виготовлення акустичної системи представлена на малюнку 3.1.
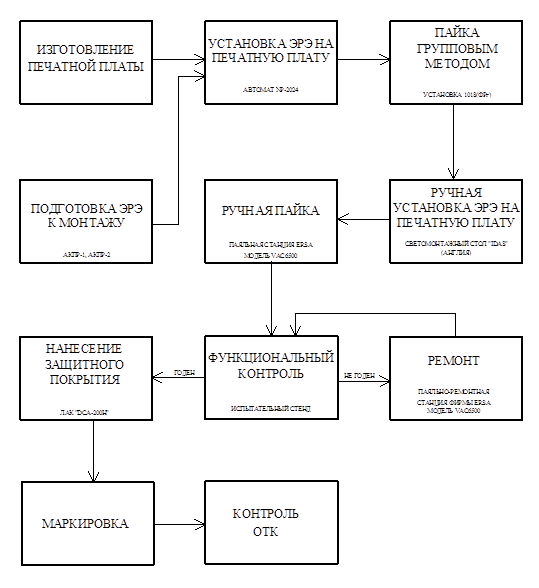
Малюнок 3.1- Схема технологічного процесу
В подальших пунктах цього розділу буде більш детально розглянуто етапи даного технологічного процесу.
В даний час для виготовлення провідних шарів ДП використовують 3 методи:
- Субтрактивний;
- Адитивний;
- Комбінований.
Для двосторонніх ДП найбільш поширені аддитивний і комбінований методи. Вибір методу виготовлення провідних шарів залежить від їх конструктивного виконання, необхідних конструкторських і експлуатаційних характеристик. Адитивний метод заснований на вибірковому осадженні тонкопровідного покриття на діелектричну основу. В порівнянні з субтрактивним він володіє цілім рядом переваг:
- підвищується щільність монтажу за рахунок зменшення діаметра контактних площадок;
- однорідність структури, тому що провідники й металізація отворів утворюються у єдиному процесі;
- можливість одержання ДДП;
- різко підвищується надійність механічних й електричних з'єднань за рахунок металізації отворів
Адитивний метод не влаштовує через наступні недоліки:
- тривалий процес одержання провідного шару;
- низька адгезія провідників з основою;
- порівняно високий питомий опір провідників у порівнянні з фольгою;
- недостатня якість провідного шару.
У комбінованих методах зроблена спроба об'єднати основні переваги субтрактивного і адитивних методів. З субтрактивного методу взято використання фольгованої основи як заготівка, а з адитивного – металізація отворів. В більшості випадків комбінований метод широко застосовується для виготовлення ДПП і МПП. Існують комбінований негативний і комбінований позитивний методи.
Негативний. Сутність методу полягає в вибірковому труїнні незахищених ділянок фольги, металізація отворів химіко-гальванічним способом. Переваги - доступність механізації і автоматизації, металізація отворів, висока якість ДП. Недоліки - дія хімічних речовин на діелектричну основу, бічне затруювання провідників, витрата травників та меді.
Позитивний. Сутність позитивного методу полягає у: хімічне осадження міді в отвори, нанесення захисного шару (негативна маска), електрохімічне осадження міді, захист провідного малюнка сплавом Sn-Pb, стравлення захисної маски. Позитивний метод усуває основні недоліки негативного методу і володіє наступними перевагами:
- діелектрична основа захищена від дій хімічних реактивів;
- провідники мають високу адгезію до основи;
- достатня роздільна здатність малюнка при правильному підборі матеріалів;
- раціональна витрата реактивів і міді.
Зі всіх приведених способів здобуття провідного малюнка найбільш прийнятним для виробництва двосторонньої ДП є комбінований позитивний метод через свою низьку вартість, хорошу якість і відлагоджену технологію на підприємстві-виробника.
Основними методами для створення малюнка друкованого монтажу, є офсетний друк, сіткографія і фотодрук.
Метод офсетного друку полягає у виготовленні друкованої форми, на поверхні якої формується малюнок шару. Форма закатується валиком трафаретною фарбою, а потім офсетний циліндр переносить фарбу з форми на підготовлену поверхню підстави ДП. Метод застосовний в умовах масового і великосерійного виробництва. Його недоліками є висока вартість устаткування, необхідність використання кваліфікованого обслуговуючого персоналу і трудність зміни малюнка плати.
Сіткографічний метод заснований на нанесенні спеціальної фарби на плату шляхом продавлювання її гумовою лопаткою (ракелем) через сітчастий трафарет, на якому необхідний малюнок утворений сітки, відкритими для продавлювання. Метод забезпечує високу продуктивність і економічний в умовах масового виробництва.
Найвищою точністю і щільністю монтажу характеризується метод фотодруку. Він полягає в тому, що на поверхню плати наносять світлочутливий фоторезист, який потім експонують через фотошаблон і проявляють, внаслідок чого утворюється заданий малюнок схеми.
При комбінованому позитивному методі для забезпечення необхідної точності, з метою підвищення технологічності і економічності необхідно використовувати метод фотодруку для здобуття захисного малюнка. Для запобігання розрощуванню міді в процесі гальванічного осадження необхідно використовувати сухий фоторезист завтовшки 40-60 мкм. Технологія значно спрощується при використання плівкового фоторезисту, який легко піддається автоматизації і забезпечує рівномірне нанесення захисного шару.
3.2.2 Збірка й монтаж
3.2.2.1 Підготовка навісних елементів до монтажу
Безпосередньо перед збіркою ДП, необхідна підготовка комплектуючих елементів до монтажу. Підготовка ЕРЕ й ІС у загальному включає наступні операції:
- вивантаження із заводської тари;
- завантаження в технологічну тару;
- вхідний контроль параметрів і відбраковування;
- підготовка виводів НЕ:
- рихтування,
- формування,
- обрізка у розмір,
- лудіння;
- завантаження в технологічну тару для встановлення НЕ на ДП.
Необхідність вхідного контролю викликана впливом різних факторів при транспортуванні й зберіганні, які приводять до погіршення якісних показників готових виробів. У процесі контролю перевіряють зовнішній вигляд, геометричні розміри й форму, механічну міцність й електричні параметри елементів. Витрати на проведення вхідного контролю значно менше витрат, пов'язаних з випробуванням і ремонтом зібраних плат. Вхідний контроль здійснюється вибірково .
Для дрібносерійного виробництва застосовують універсальні прилади й стандартну вимірювальну апаратури. Контроль здійснюється за допомогою технологічних карт і виробничих інструкцій, що визначають послідовність операцій.
У середньосерійному багатономенклатурному виробництві проектованого пристрою підготовка НЕ здійснюється поопераційно з ручною подачею компонентів. Розміщення компонентів у технологічній тарі дозволяє підвищити продуктивність підготовки НЕ до монтажу, використовуючи автоматичне устаткування для комплексної підготовки.
Для підготовки виводів НЕ масового вживання (резистори, конденсатори, діоди і мікросхеми в корпусі DIP ) використовуватимемо спеціальне технологічне устаткування. Підготовку елементів з осьовими виводами виконаємо за допомогою автомата АКПР-2, з аксіальними виводами - за допомогою автомата АКПР-1, мікросхем у корпусі DIP - за допомогою автомата АКПМ-1, деякі характеристики яких наведені в таблиці 3.1. Підготовка оригінальних елементів буде виконуватися вручну. Вона складається із вхідного контролю й лудіння виводів.
Таблиця 3.1 Характеристики технологічного устаткування АКПР–1 и АКПР–2
| Характеристики
|
АКПР–1
|
АКПР–2
|
| Тип навісного елементу
|
ЕРЕ з аксіальними виводами
|
ЕРЕ з осьовими виводами
|
| Продуктивність, шт. /г
|
900
|
900
|
| Операції:
− розпакування;
− рихтування;
− формування;
− обрізка;
− лудіння;
− напресування припою
|
–
+
+
+
+
–
|
–
+
+
+
+
–
|
| Завантажувальна тара
|
спеціальні касети
|
вібробункер
|
3.2.2.2 Установка ЕРЕ
Зборка компонентів на ДП складається з подачі їх до місця установки, орієнтації виводів щодо монтажних отворів або контактних площадок, сполучення зі складальними елементами й фіксації в необхідному положенні. Всі ці операції в середньосерійному багатономенклатурному виробництві можуть виконуватися як вручну, так і з використанням автоматичного устаткування.
При виробництві даного пристрою збірку для ЕРЕ з осьовими виводами із-за їх численності скористаємося автоматичним устаткуванням. Можливість автоматизації зборки вузлів ЕОА на друкованих платах залежить від технологічності виробу й базується на уніфікації, стандартизації й модернізації існуючих пристроїв, а також на розробці нових гнучких складальних систем. Автоматизація технологічних процесів зборки дозволяє знизити трудомісткість виробництва, підвищити якість виробів, виключити роботу людини в шкідливому виробництві. Автоматизація процесів виготовлення вузлів ЕОА із застосуванням інтегральних схем дозволяє реалізувати можливості підвищення надійності апаратури, закладені в самій конструкції мікросхем.
Переваги автоматизованої зборки:
- одержання схем, що не мають дефектних з'єднань, що забезпечується точною зборкою;
- виконання щільного монтажу елементів з мінімальними контактними площадками навколо отворів на платі з боку схеми й мінімальних відстаней між контактними площадками й суміжними провідниками.
Створенню сучасних мікро-ЕОМ і мікропроцесорів сприяє автоматизація технологічних процесів зборки. Найбільш важливою особливістю автоматизованих систем зборки із застосуванням мікро-ЕОМ є те, що вони дозволяють ощадливо здійснити будь-який перехід від одного верстата з автономним контролером до оптимальної організації, при якій від загального контролера працюють декілька (до 8) різних верстатів.
З можливого устаткування для автоматичної установки ЕРЕ (дивитися табл.3.2) вибираємо автомат NM-2024, який має оптимальні параметри.
Таблиця 3.2 – Технічні характеристики автоматів для установки ЕРЕ з осьовими виводами
| Модель
Фирма
страна
|
Производительность,
тис.шт./час
|
Число типоно-
миналов ЕРЕ
|
Максимальние
размери ПП,мм
|
Потребляемая
мощность , Вт
|
Масса, кг
|
Размери ЕРЕ, мм
|
Примечания
|
| Длина корпуса
|
Диаметр корпуса
|
Диаметр виводов
|
| ГГМ1.149.002-01(СССР)
ГГМ1.149.002-02(СССР)
«Трофей»
(СССР)
AI 6448 (Amistar,
США)
NM-2024
(Япония)
NM-2041
(Япония)
NM-2050
(Япония)
NM-2025
(Япония)
|
6,0
3,0
9,0
9,6
7,2
7,2
14,4
8,6
|
-
-
-
48..64
40
40
20
44
|
320x320
320x320
380x380
457x457
330x250
508x305
|
1,5
1,5
-
2,4
-
-
-
-
|
500
500
-
1409
1700
2000
2800
1400
|
6..13
9,5..12
6..7.3
7,2..25
10
-
-
-
-
|
2..6,6
3,5..4
2,0..3,
2,2..9
4,4
-
-
-
-
|
0,5..0,8
0,4..0,8
0,5..0,6
-
0.88
-
-
-
-
|
Резистори
Резистори
Диоди
Две сбор.
головки
-
Две сбор.
Головки
Одна сбор
головка
Двухряд-
ная лента
|
Операції збірки ІС, оригінальних ЕРЕ і ЕРЕ з аксіальними виводами на світомонтажному столі будуть розглянуті детально в пункті 3.3.
3.2.2.3 Пайка навісних елементів
Електричне з'єднання компонентів проводиться з допомогою пайки. Для утворення якісного паяного з'єднання необхідно:
- підготувати поверхні деталей;
- активізувати з'єднувальні метали і припій;
- забезпечити взаємодію на границі "основний метал – рідкий припій";
- створити умову для кристалізації рідкого металевого прошарку.
Підготовка включає видалення забруднень органічного і мінерального походження, оксидних плівок і так далі Її проводять механічним (за допомогою ріжучого інструменту) або хімічним (знежирення, труїть) способами. Для активації металу, що сполучаються, і припою, щоб видалити оксидну плівку, що утворюється в процесі паяння, і захистити поверхні деталей від подальшого окислення, застосовують флюси.
Технологічний процес паяння складається з наступних операцій:
- фіксації сполучних елементів із заздалегідь підготовленими до паяння поверхнями;
- нанесення дозованої кількості флюсу і припою;
- нагрів деталей до заданої температури і витримка в течії обмеженого часу;
- охолоджування з'єднання без переміщення паяних поверхонь;
- очищення з'єднань;
- контроль якості.
Залежно від типу виробництва пайка виконується індивідуально за допомогою нагрітого паяльника або груповими методами. Групові методи (паяння хвилею припою) є високотехнологічними і істотно скорочують час виготовлення. В умовах середньосерійного багатономенклатурного виробництва застосовуватимемо груповий метод паяння (паяння хвилею припою) на установці 1018 (ФРН) деяких параметрів якої приведені в таблиці 3.3.
Таблиця 3.3 - Параметри установки 1018 (ФРН)
| Параметри
|
1018 (ФРН)
|
| Швидкість конвеєру, м / хв
|
2,5
|
| Кут нахилу конвеєра в градусах
|
2...8
|
| Максимальна висота хвилі, мм
|
50
|
| Об'єм ванни, дм3
|
2
|
| Маса установки, кг
|
45
|
| Висота установки, мм
|
180
|
| Параметри
|
1018 (ФРН)
|
| Швидкість конвеєру, м / хв
|
2,5
|
Режимами паяння є температура, яка для найбільш поширеного припою ПОС-61М складає 280 ± 10 ос, і час паяння 1...3 с. Знижена температура приводить до недостатньої текучості припою, поганому змочуванню і так далі Завищена температура викликає обвуглювання флюсу, вигорання компонентів припою, ерозію матеріалу паяльного жала.
Після паяння на поверхні плати залишається деяка кількість флюсу і продуктів його розкладання. У зв'язку з цим передбачається очищення змонтованим відмиванням ДП в різних миючих засобах.
Після проведення паяння необхідно провести візуальний контроль якості паяння всієї ДП на випробувальному стенді. За наслідками контролю ДП відправляємо або в ремонт, який проводитимемо із застосуванням паяльно-ремонтної станції Vac6500 фірми ERSA, або на функціональний контроль. Функціональний контроль плати підсилювачів виконується оператором вручну на спеціальному стенді. На стенді є стандартне джерело живлення, контрольно-вимірювальна апаратура: генератор сигналів звукової частоти, осцилограф, вольтметр, амперметр. При загальному контролі вимірюються режими по постійному струму. Для оцінки вихідних параметрів на вхід подають з генератора сигнал з частотою 20-20 кгц з кроком 500 Гц і на виході знімають АЧХ підсилювача. Визначають смугу пропускання на рівні 3 дб. Вимірюють також при необхідності рівень шумів, коефіцієнт гармонік, динамічну характеристику. Оцінюють на слух якість звучання акустичної системи. Оператор контролює акустичну систему згідно інструкції, яка є для нього програмою і обробляє результати контролю.
Далі, якщо після функціонального контролю винесений позитивний результат, то плата покривається вологозахисним шаром в один шар з обох боків. В якості такого покриття візьмемо рідину DСА-200Н фірми “DURALUBE”, яка володіє добре вологозахисними властивостями і не викликає труднощів при ремонті пристрою. Це є основним способом захисту від вологи. Найбільш універсальним методом, що забезпечує рівномірне нанесення захисного шару на всю поверхню у тому числі і під ІС є занурення з подальшим центрофугуванням. Покриття лаком будемо виконувати на установці УЛПМ-901.
3.3.1
Обґрунтування
Якщо в умовах серійного і багатономенклатурного виробництва при збірці ТЕЗ використовувати автоматичне устаткування, то це викликає значні труднощі. Велике число номіналів ЕРЕ, топологій і розмірів ДП не дозволяє застосовувати універсальні механізми для захоплення ЕРЕ і ІС з магазинів-накопичувачів або транспортерів і встановлювати їх на ДП. Створення ж спеціалізованих автоматів при малих об'ємах виробництва економічно невигідно.
Помітну частину робочого часу при роботі без цього столу монтажник витрачає на те, щоб по кресленню знайти місце розміщення НЕ на ДП, знайти НЕ з потрібними параметрами, визначити його орієнтацію (якщо НЕ полярний), і зовсім трохи часу потрібно для того, щоб встановити його на ДП відповідно до креслення. Якщо на ДП встановлюється невелике число НЕ, то монтажник дуже швидко запам'ятовує порядок розміщення НЕ, і час на звернення до креслення і пошук НЕ в осередку зводиться до мінімуму навіть при великій номенклатурі вузлів на друкованій платі (ВДП) (хоча не виключена можливість помилок). Але чим складніше ВДП, тим більше часу йде у нього на звернення до креслення і пошук НЕ. Зростає число помилок.
Тому за останніх 15 - 20 років зародилося і отримало розвиток новий напрям в технології монтажу - програмована ручна збірка на світомонтажних столах НЕ на ДП, які випускає більше 30 фірм США, Західної Європи та інші.
Поява програмованої збірки на СМС дозволила отримати ряд помітних переваг:
- при збірці ТЕЗ не потрібно звертатися до креслення;
- виключаються помилки розміщення елементів на ПП;
- роботу може виконувати монтажник низької кваліфікації;
- значно підвищується продуктивність процесу збірки.
Вручну без спеціальних засобів і прийомів дуже важко витримувати темп збірки. А на світомонтажному столі може досягати 500-600 шт./годин, а за сприятливих умов - більше 1000 шт./годин. Час доступу до НЕ і установки його на ДП в кращих зразках світомонтажних столів складає 1.0-1.9 с.
Світомонтажний стіл - досить складний пристрій, в якому можуть застосовуватися різні принципи подачі НЕ і вказівки місця його розміщення на Пп. Проте, можна виділити основні вузли, які є в будь-якій моделі світомонтажного столу ( малюнок 3.1)

Малюнок 3.1 Структурна схема світомонтажного столу
Світомонтажний стіл подає монтажникові НЕ тільки одного типономинала (або відображає осередок нерухомого накопичувача, де зберігаються НЕ цього типономінала) і одночасно указує світловими засобами ділянку ДП, куди і як потрібно встановити НЕ.
ДП фіксується в пристосуванні, яке може переміщатися по осях X, Y приводом. На деякому видаленні від плати розміщується засіб вказівки посадочного місця НЕ на ПП, в яке входить джерело світла, вузол зміни світлового потоку і привід. Оскільки має значення тільки відносне переміщення світлового покажчика і ДП, то привід повинен бути тільки один – або у засобів вказівки посадочного місця (у переважній більшості випадків), або у столу. НЕ розміщується в одному або декількох накопичувачах, що мають або власний привід, або засоби індикації потрібного НЕ. Всі перераховані пристрої працюють по сигналах пристрою управління, в простому випадку – кнопки або педалі. Не обов'язкові, але бажані і мають в переважній більшості установок пристрій програмування і засобу відображення інформації. Пристрій управління може через інтерфейс мати виходи на принтер, перфоратор, САПР і інші периферійні пристрої.
Вказівка посадочного місця НЕ на ДП, як вже наголошувалося, - одна з основних функцій світомонтажних столів. Зробити це можна різними способами. Наприклад, схема проектування зображення посадочних місць із слайдів або кіноплівки, застосована по-перше світомонтажних столах фірми Streckfuss і моделі УПСП-904 виглядає так: світло від джерела світла діапроектора через об'єктив потрапляє на дзеркало, що відхиляє, і далі на ДП. В діапроекторі, що містить касету, передбачена автоматична зміна слайдів. Він закріплений над столом на стійці. Друкарська плата з НЕ розміщена в касеті. НЕ зберігаються в осередках. Число і розташування плям світла на ПП визначається розташуванням світопропускающих отворів в носієві інформації (програми), вставленому в рамку слайду. Як носій використовують кіноплівку або латунну фольгу завтовшки 0.1мм. У одному з перших світомонтажних столів фірми Streckfuss замість слайдів і діапроектора використовувався кіноапарат з відрізком 35-мм кіноплівки.
Цей спосіб вказівки володіє поряд недоліків. Велика трудомісткість підготовки програм. Так, при використанні кіноплівки необхідно підготувати на папері уручну трафарет для кожного слайду і перезняти його на кіноплівку на спеціальному проекційному пристрої, а потім точно вставити в рамку, виставити по базових отворах і закріпити. Легко готувати металеві трафарети, в яких виконуються отвори. У обох випадках первинна підготовка програми, редагування займає багато часу.
Відомо декілька варіантів підсвічуванням отворів ДП знизу.
Перший з них, реалізоване у вітчизняних установках “Світло” і “Колір” і установці Етом–tsp фірми Electrautom, полягає в передачі світла від поворотної головки по пластмасових світлопроводах. Паралельно вмонтовованою ДП розміщений її дублікат, в отвори якого заведені кінці світлопроводів. Другі кінці світлопроводів заведені в отвір на кільці, під яким розташована поворотна головка з лампою.
При появі лампи під отвором світло розповсюджується по парі світлопроводів і підсвічує отвори і ПП, в яке потрібно вставити виводи ЕРЕ. Полярність ЕРЕ можна відображати фарбуванням торців одного зі світлопроводів в який-небудь колір. Описаний варіант реалізується у виключно простих і дешевих установках. Проте він має і ряд істотних недоліків. Велика трудомісткість підготовки і редагування програм. Так, час підготовки програми на установку 46 ЕРЕ досягає 2 години. Підготовлені програми у вигляді збірки з макету плати, світлопроводів і кільця займають багато місця на складі. Обмежені можливості повідомлення монтажника додаткових символів і іншої інформації.
У другому варіанті передбачається підсвічування за допомогою спеціальної матриці випромінювачів, переміщуваної під платою координатним приводом. На матриці діаметром 70 мм є 64 випромінювачі (світлодіоди червоного кольору), розташованих з кроком 1.27 і 2.54 мм по осях X, Y і по одній діагональній осі. Включення випромінювачів в певному поєднанні забезпечує підсвічування два або трьох отворів ДП, розташованих на відстані до 50.8 мм один від одного.
В третьому варіанті – це матриці мініатюрних випромінювачів, розміщених по всьому робочому полю столу у вузлах координатної сітки і що включаються по черзі в потрібному поєднанні. Полярність ЕРЕ відображається миганням.
У зв'язку з розширенням застосування поверхневого монтажу застосовується гнучкіший спосіб вказівки посадочних місць світловим або лазерним променем, що направляється зверху. Реалізовано два варіанти відносного руху: з переміщенням ПП (промінь нерухомий) і переміщенням світивши (ДП нерухома). У першому варіанті порівняно просто вбудовується в механізм обрізання і подгибки виводів ЕРЕ, в другому – різко зростає швидкодія, з'являється більше можливостей видачі променем додаткової інформації.
Пляма світлового променя переміщається по ДП із швидкістю 300-450 мм/с, дозвіл складає 0.15.0.3 мм. Завдяки цьому промінь може формувати різні символи, що допомагають монтажникові орієнтувати НЕ відповідно до полярності виводів або просто по осях Х, Y, указувати напрям на місце установки наступного НЕ і тому подібне
Існує дві найбільш поширені системи індикації символів. У першій з них використовуються світлові символи типу “крапка-штрих”. Якщо один з штрихів мигає, то в його напрямі потрібно розташувати полярне виведення НЕ. Крапка з двома штрихами точно визначає положення ІС. Крім того, світлова пляма включається по черзі, показуючи два або три отвори ДП, в яких повинні вставлятися виводи НЕ. Частота мигання або перемикання регулюються.
Друга, динамічна, система індикації висвічує безперервно рухомим променем всі характерні точки ПП, всі отвори під монтирумие НЕ або контури НЕ, прокреслює траєкторію у напрямку до місця установки наступного НЕ і тому подібне Наприклад, місце установки полярного виводу наголошується невеликим кільцем, що світиться. Щоб відзначати характерні крапки, швидкість руху світлової плями збільшена до 450 мм/с. В умовах яскравого зовнішнього освітлення очам людини легше помічати динамічну світлову індикацію, краще орієнтуватися на ДП і менше втомлюватися.
Накопичувачі, у яких зберігаються скомплектовані НЕ, можна розділити на три великі групи: з послідовним, довільним і послідовно-довільним доступом.
До групи послідовного доступу відносять розміщені під стільницею замкнуті транспортери зі знімними чашкоподібними одинарними або груповими комірками. Такі транспортери застосовані в моделях столів фірм Streckfuss, Peter Jordan, Schweisstechnik, вітчизняних столах УПСП-904, ПМПП-902, ТС-1409 й інших. Транспортуючим засобом звичайно служить втулочно-роликовий ланцюг, на штирях якого встановлені знімні чашки. Є також механізм привода шторки, що закриває вікно в стільниці, через яке монтажник дістає із чашки НЕ. Шторка є пристроєм безпеки, що блокує транспортер на час виймання НЕ.
До накопичувачів послідовного доступу відносять також одинарні тарілчасті круглі лотки з комірками по краю, що використані у світломонтажних столах “Світло”, “Колір”, ТРС-500. У світломонтажних столах моделі 6232 фірми Universal Instruments й у вітчизняній установці “Трек-М” використаний багатоповерховий тарілчастий накопичувач із гвинтовим приводом. Тарілки повертаються навколо своєї осі й одночасно весь накопичувач поступово піднімається або опускається.
У накопичувачах послідовно-довільного доступу на транспортері закріплені групові магазини на кілька комірок. Такі накопичувачі у світломонтажних столах фірми Royonic, де під стільницею транспортером переміщаються знімні лотки на вісім комірок кожний. Лотки постачені бортиками, що дозволяє складувати їх у штабелі при комплектуванні НЕ. Застосування групових лотків прискорює комплектування комірок і зміну їх у столі. Інший підхід використаний фірмою Universal Instruments, що комплектує свої світломонтажні столи автономними накопичувачами типу “патерностер”. Це елеваторний склад з лотками, що вміщають по 8...12 комірок кожний.
Найбільш зручні для роботи накопичувачі з довільним доступом, що забезпечують поступове комплектування комірок по мірі витрати НЕ, легке перепрограмування подачі. До них відносяться настільні або напольні лоткові багатоярусні накопичувачі без привода зі світловою індикацією кломірок, зовнішні накопичувачі із вставними прямоточними касетами для ІС також зі світловодною індикацією касет. Такі зовнішні накопичувачі використовуються в багатьох світломонтажних столах - вітчизняному типу ПМПП-902. У світломонтажному столі 3D-TS фірми Polytronik застосований горизонтальний замкнутий вбудований у стільницю двохкоординатний накопичувач із восьми 12-коміркових лотків. Це, по суті справи, горизонтальний елеваторний склад, у якому до відгрузочного вікна може в середньому за 2,5 с підійти будь-яка викликана комірка.
Перші світломонтажні столи мали звичайне ручне кнопкове керування від пульта із жорсткою логікою. Пізніше з'явилося мікропроцесорне керування (МПК), що у сполученні із засобами відображення інформації й різних засобів програмування дозволило різко скоротити час програмування й число помилок зборки, дало можливість вбудовувати світломонтажні столи в гнучку виробничу систему (ГВС) і отримати ряд інших переваг. Необхідно відзначити, що ємність ОЗП визначає й можливості світломонтажних столів у частині кількості встановлюваних по одній програмі НЕ. Так, при ємності ОЗП 16К байт можна встановити приблизно 500 ЕРЕ без зміни програми.
В світловій головці застосована особливо надійна галогенна лампа потужністю 10 Вт із терміном служби 2000 годин. Максимальна швидкість руху світлової плями діаметром 0.8 мм становить 450 мм/с. У робочому режимі можна вибрати дві швидкості, у режимі програмування - чотири. Роздільна здатність і відтворюваність лучачи 0.125...0.25 мм залежно від розмірів робочого поля. Середній розрахунковий час наробітку на відмову світлової головки гарантується до 120 000 годин. Максимальна продуктивність при роботі на столі становить 1600 ЕРЕ/г, нормальна - від 700 до 1000 ЕРЕ/г. Частка помилок монтажу не перевищує 0.03% від числа встановлених НЕ.
Розширено можливості системи керування світломонтажним столом. Мікропроцесорне керування Z-80 (Zilog) постачений ОЗП ємністю 86Кб, перепрограмувальним ПЗП ємністю 40Кб и 36-знаковим світлодіодним таблом. На останньому безупинно відображається хід монтажу, дається тип накопичувача, номер комірки, число ЕРЕ й інше. Програми ємністю до 1000 команд записуються на змінний модуль програмувальної пам'яті габаритними розмірами 340 30076 мм і масою до 3.15кг. Крім того, 35 команд можуть зберігатися на гнучких магнітних дисках діаметром 133мм. 30076 мм і масою до 3.15кг. Крім того, 35 команд можуть зберігатися на гнучких магнітних дисках діаметром 133мм.
Для програмування призначений виносний пульт діалогового режиму з таблом на світлодіодах габаритними розмірами 12070 мм і клавіатурою. Робота на ній ведеться через 22 кодовані функціональні клавіші. Введення інформації відображається на табло, підтверджуючись звуковим сигналом. За замовленням може бути поставлене додаткове табло на рідких кристалах зі звуковим сигналом регульованої висоти тону й регулюванням контрастності зображення. Окремий сервісний центр на базі персонального комп'ютера управляє роботою інтерфейсу, роздруківкою даних на малогабаритному принтері, видачею списків НЕ, виходом на інтерфейс САПР. На пульті програміста розміщений також хрест із сенсорними кульками (замість координатної рукоятки), дотик до яких забезпечує переміщення світлового променя в потрібну сторону. У кожному промені хреста є чотири кульки, що дають чотири різних швидкості руху світлової плями. Потрібні координати можна вводити також прямо з пульта або із САПР. Координати плями відображаються в чисельній формі на табло. Крім звичайного програмування, передбачена можливість створення й зміни так званої мультиплексної програми. Відповідно до неї ДП можна повертати на кут, кратний 90 , повторювати програму до 32 разів. Всі НЕ одного типу можуть бути змонтовані до переходу до наступної ДП. Режим сортування програм забезпечує переустановку команд на монтаж у будь-якій заданій послідовності. Є бібліотека символів, у яку користувач може вводити свої символи, і бібліотека звичайно використовуваних текстів. Забезпечено негайне стирання введених даних. У випадку неправильного введення даних спеціальний пристрій видає на табло транспарант “Неправильне введення” і пропонує шляхи виправлення. Програми автоматично форматуються в команди, рядки команд і запропоновані числа. , повторювати програму до 32 разів. Всі НЕ одного типу можуть бути змонтовані до переходу до наступної ДП. Режим сортування програм забезпечує переустановку команд на монтаж у будь-якій заданій послідовності. Є бібліотека символів, у яку користувач може вводити свої символи, і бібліотека звичайно використовуваних текстів. Забезпечено негайне стирання введених даних. У випадку неправильного введення даних спеціальний пристрій видає на табло транспарант “Неправильне введення” і пропонує шляхи виправлення. Програми автоматично форматуються в команди, рядки команд і запропоновані числа.
Також є додаткові можливості керування й відображення інформації під час зборки. Так, натисканням спеціальних клавіш дається автоматичне подання поточного або наступного номерів комірок, підтверджується подача комірок уперед або назад. Виробляється підведення першої комірки по найкоротшому шляху. Контрольна клавіша показує на табло вид останнього зі змонтованих НЕ. Зміна комірки супроводжується звуковим сигналом. При необхідності автоматично й майже миттєво перевіряється нульова крапка. Після переривання процесу зборки здійснюється автоматичне сполучення плями й повернення до останнього із установлених НЕ. Розглянемо деякі моделі СМС:
Таблиця 3.4 - Технічні характеристики моделей СМС
| Модель
(фірма, країна)
|
Тип НЕ
|
Число комірок
|
Максималь-
ний розміри ДП, мм
|
Споживана потужність, Вт
|
Габаритні розміри в плані, мм
|
Маса,
кг
|
| IDAS-402(PHV, Швейцарія)
|
ЕРЕ
ІС
|
240
|
410х300
|
200
|
1600х975
|
100
|
| 6235 Logpoint
( Universal Instrument, США)
|
120-280
|
280х200
|
170
|
1400х850
|
160
|
—
|
| U-T-AS Loserlit (H.P.H, ФРН)
|
ЕРЕ
|
84
|
400х320
|
250
|
—
|
—
|
| 410(Royonic, ФРН)
|
ЕРЕ
ІС
|
96
89
|
680х680
|
60
|
1412х900
|
—
|
Модель 410 фірми Royonic(ФРН). Даний СМС володіє рядом особливостей, що розширюють його технічні можливості. ЕРЕ зберігаються в 12 групові й 8-коміркових піналах розміром 600х90х50 мм кожний, що переміщаються в стільниці транспортером. Час зняття піналу 2 хв. Для зберігання великогабаритних ЕРЕ передбачені комірки подвоєної довжини. Підведення сусідньої комірки накопичувача виконується за 0,7 с. У світловій головці застосована особливо надійна галогенна лампа потужністю 10 Вт із терміном служби 10 років. Максимальна швидкість руху світлової плями діаметром 0,8 мм становить 450 мм/с. Роздільна здатність і відтворюваність променя 0,125-0,25 мм залежно від розміру робочого поля. Максимальна продуктивність установки елементів 1600шт./г, нормальна – 1000 шт./г. Розширені можливості системи керування СМС. Є додаткові можливості відображення інформації під час зборки. СМС моделі 6235 Logpoint призначений для установки ЕРЕ. Він складається зі світлопроміневої головки, робочого столу, ЕОМ, дисплея, елеваторного накопичувача. Програмні засоби забезпечують видачу світловою головкою достатнього числа символів. Потрібна яскравість регулюється галогенною лампою.
Модель U-T-AS Loserlit D, в якості джерела світла застосовується малопотужний газовий лазер. Даний на ДП пляму хоча й не яскраву, але своїм мерехтінням виділяється навіть при слабкому освітленні. Стіл комплектується вбудованим у стільницю транспортером. Для монтажу ІС у корпусі DIP поставляються настільні накопичувачі на 63 комірки зі світлодіодною індикацією.
Для установки мікросхем DIP й оригінальних ЕРЕ на ДП вибираємо СМС моделі 410 через наступні переваги:
простота підготовки й редагування програми;
мала споживана потужність;
розширені можливості повідомлення монтажникові додаткової інформації;
висока продуктивність установки.
Під технологічністю конструкції розуміють таке сполучення конструктивно-технологічних вимог, що забезпечує найбільш просте й економічне виробництво виробів при дотриманні всіх технічних й експлуатаційних умов.
Технологічність конструкції складальних одиниць визначають трудомісткістю операцій зборки, можливістю ефективного використання високопродуктивного автоматизованого устаткування для зборки.
Оцінка технологічності конструкції полягає в розрахунку комплексного показника технологічності даного виробу й порівнянні його з нормованим показником, встановленим для даного виду виробу. Комплексний показник визначається на основі відносних приватних показників і ступенів їхнього впливу на технологічність виробу . .
Коефіціент автоматизації та механізації монтажу =1:
 , (3.1) , (3.1)
де  – число електричних монтажних з'єднань, здійснюваних груповим автоматизованим або механізованим способами (НА = 263); – число електричних монтажних з'єднань, здійснюваних груповим автоматизованим або механізованим способами (НА = 263);
 – загальне число електричних монтажних з'єднань (=273). – загальне число електричних монтажних з'єднань (=273).
Коефіцієнт використання ЕРЕ=1:
 , (3.2) , (3.2)
де  – число типорозмірів оригінальних ЕРЕ і деталей (= 4); – число типорозмірів оригінальних ЕРЕ і деталей (= 4);
– число всіх типорозмірів ЕРЕ і деталей ( = 17). = 17).
 , ,
Коефіцієнт автоматизації й механізації підготовки елементів до монтажу =0,31:
 , (3.3) , (3.3)
где  – число ЕРЕ й ІМС, підготовка й установка яких здійснюється механізованими або автоматизованим способом (= 103); – число ЕРЕ й ІМС, підготовка й установка яких здійснюється механізованими або автоматизованим способом (= 103);
– загальне число ЕРЕ (= 109);
– загальне число мікросхем і мікрозборок (= 4).
 , ,
Коефіцієнт повторюваності ЕРЕ = 0,75:
 , (3.4) , (3.4)
 , ,
Коефіцієнт установочних розмірів= 0,5:
 , (3.5) , (3.5)
де  – число типів настановних розмірів (=12 ); – число типів настановних розмірів (=12 );
– число всіх настановних розмірів (= 17).
 , ,
Комплексний показник:
 , (3.6) , (3.6)
 . .
Порівнюючи отриманий комплексний показник технологічності виробу з нормованим показником технологічності для серійного виробництва можна зробити вивід про те, що виріб, що розробляється, має достатньо високу технологічність, оскільки нормативний показник технологічності для даного типу виробу складає 0,6...0,8 і не перевищує розраховане значення, тим самим повністю задовольняє заданим умовам.
Система P-CAD 2000 призначена проектуванню друкованих плат для аналогових, цифрових і цифро-аналогових пристроїв. Ця програма працює в середовищі Windows. В неї входять основні модулі представлені на малюнку 4.1.

Малюнок 4.1 - Структура системи P- CAD 2000
Кожен блок – це окремий напрям в системі P-CAD 2000.
Schematic
– редактор електричних схем;
РСВ
– редактор друкованих плат;
Library Executive
– менеджер бібліотек;
Symbol Editor
– редактор символів і редактор корпусів;
Pattern Editor
– редактор посадочних місць ЕРЕ;
 Quick Route Quick Route
Shape Route
– трасувальники друкованих з'єднань
Pro Route
Specctra
.
Формати даних, за допомогою яких відбувається обмін інформацією серед вказаних блоків:
.есо
- файл змін, виконаних в процесі проектування друкарських плат в графічних редакторах Schematic і РСВ;
.sch
- файл опису графічного представлення схеми, придатного для компоновки конструкторської документації;
.net
- список ланцюгів створеної схеми, придатної для конструкторського проектування друкарських плат в системі P-CAD;
.рсв
- файл опису розміщення ЕРЕ, топології друкованих плат і містить інформацію для підготовки виробництва друкованих плат;
.lib
- бібліотечний формат даних інтегрованої бібліотеки ЕРЕ.
.dxf
- формат даних про спроектовану БДП, використовується для передачі інформації у систему AUTOCAD з метою документування результатів проектування;
.gbr
- формат даних про спроектовану БДП, використовується для передачі інформації у систему САМ 350 з метою розробки фотошаблонів.
.alt, .pdf
- формати даних для обміну інформацією із системами P-CAD та ORCAD.
Система виконує наступні функції:
- Підготовку вихідних даних для проектування БДП.
- Ведення бази даних.
- Проектування БДП.
- Розробку фотошаблонів, конструкторської документації і управляючих файлів для виготовлення БДП
Технологія автоматизованого проектування МПП включає перелік проектних процедур і порядок їх виконання. Проектна процедура – частина процесу проектування, що закінчується отриманням проектного рішення. Проектне рішення – опис або оцінка проектованого об'єкту або його складової частини, достатні для розгляду і ухвалення висновку про закінчення проектування або шляхи його продовження. Основними проектними процедурами розробки електронної апаратури є: ведення бази даних ЕРЕ і конструктивов, що несуть, створення принципової електричної схеми пристрою, компоновка і розміщення ЕРЕ на друкарській платі, трасування друкарських провідників і їх контроль, і так далі
Наступній малюнок відображає схему процесу автоматизованого проектування БДП.

Малюнок 4.2 – Схема процесу автоматизованого проектування БДП
Нижче приведений короткий опис технології проектування БДП.
1. Виділення на локальному диску простору – створення теки проекту, в яку заноситься на всі початкові, проміжні і вихідні дані проекту.
2. Аналіз схеми електричної принципової. Звертаємо увагу в першу чергу на наявність в інтегральних бібліотеках ЕРЕ системи проектування умовних графічних позначень (УГО) тих компонентів, які задіяні в електричній схемі. Якщо УГО потрібних ЕРЕ не існує, то їх необхідно створити.
3. Існує два способи опису схеми електричної: текстовий і графічний.
При використанні текстового способу опису схеми за допомогою текстового редактора опису схеми буде сформовано у форматі alt, який може бути сприйнятий будь-якою версією редактора РСВ - проектування друкарських плат.
При використанні графічного редактора Schematic для розробки електричних схем, що є початковими даними для конструювання друкованих плат, відкривається можливість опису ієрархічних структур і багатосторінкових схем.
4. Етап упаковки електричної схеми на друкарську.
При створенні конструктивної друкованої плати необхідно задати межу області установки ЕРЕ і розташування друкарських провідників і контактних майданчиків, а також структуру друкарської плати.
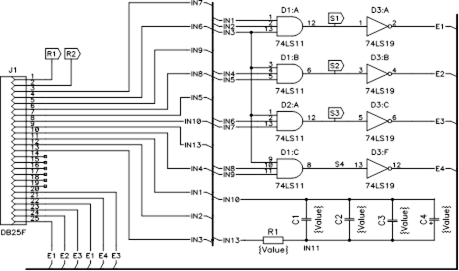
а
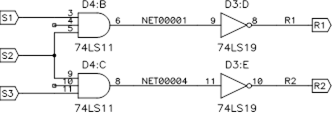
б
Малюнок 4.3 - Приклад розробки багатолистової електричної схеми:
а – лист 1; б – лист 2.

Малюнок 4.4 - Конструкція друкарської плати
Після виконання упаковки схеми на друкарську плату розміщуються ЕРЕ.

Малюнок 4.5 - Результат упаковки схеми на друкарську плату
5. Конструкторське проектування плат реалізується на основі проектних процедур: розміщення ЕРЕ і трасування друкарських з'єднань.
Можна використовувати як ручні так і інтерактивні методи розміщення ЕРЕ на БДП. Модуль автоматичного розміщення є тільки в програмі Specctra. Це пов'язано з тим, що складно формалізувати вимоги до розміщення ЕРЕ, наприклад: облік доступу до них для кріплення друкарської плати, регулювання або заміни, необхідність в елементах охолоджування і подібне.

Малюнок 4.6 - Результат виконання процедури розміщення ЕРЕ

Малюнок 4.7 - Результат виконання процедури трасування за допомогою програми Shape Route
6. Документування результатів проектування БДП – це розробка комплекту конструкторської документації, а також автоматизація технологічної підготовки ДП на основі форматів даних.
Перед тим, як приступити до проектування БДП, необхідно описати для плати три групи даних:
- загальні реквізити;
- стеки контактних площадок під виводи ЕРЕ та перехідні отвори;
- конфігурацію, розмір та структуру шарів БДП.
Ці дані краще включити в один проект-шаблон і записати їх під унікальними іменами, наприклад:
PechPlata2
- для двосторонніх друкованих плат типорозміру А;
PechPlata 00
- без зазначення якихось конфігурації.
Тоді створення нової плати буде починатися із завантаження одного із шаблонів.
4.3.1 Загальні реквізити друкованих плат
1) Options > Configure > Units –
встановлюється система одиниць (mm, mils);
2) Options > Grid
– набір сіток;
3) Options > Text –
стилі текстів.
4.3.2 Структура шарів друкованої плати
По умовчанню при створенні нової двосторонньої ДП автоматично встановлюється декілька структурних шарів, які описані нижче. Всього ж можливо зробити 99 шарів за допомогою команди Options > Layers.
Top
- верхня сторона плати;
Bottom
- нижня сторона плати;
Board
- контур обмежуючий розміщення ЕРЕ та трасування на ДП;
Top Mask
- маска пайки на верхній стороні плати;
Top Silk
- шовкографія з верху плати;
Bot Silk
- шовкографія з низу плати;
Top Paste
- вставка пайки з верху плати;
Bot Paste
- вставка пайки з низу плати;
Top Assy
- атрибути на верхній стороні ДП;
Bot Assy
- атрибути на нижній стороні ДП.
При натисненні клавіші F
вся графічна й текстова інформація переноситься на протилежний шар (наприклад, якщо ви на верхньому шарі Top
, то перейдете на Bottom
).
Розміщення – це визначення оптимального положення ЕРЕ на друкованій платі з урахуванням відповідних вимог й обмежень. Метою розміщення варто вважати максимальне зниження перекручувань сигналів і полегшення наступного трасування друкованих з'єднань. Тому в процесі розміщення виконується мінімізація сумарної довжини зв'язків.
Автоматичні алгоритми розміщення успішно виконують оптимізацію розміщення ЕРЕ по сумарній довжині зв'язків, але вони не враховують такі фактори, як: взаємний вплив ЕРЕ один на одного через магнітні й теплові поля (розмістити ближче один одному або, навпаки, розмістити на платі подалі один від одного); напрямок потоку охолоджувального повітря, особливості установки друкованої плати в несучому конструктиві, зручність настроювання й експлуатації й ін. Тому система ACCEL EDA
має крім автоматичних алгоритмів розміщення ЕРЕ, які в більшості випадків не можуть урахувати всі вимоги до розміщення, і інтерактивні (ручні) алгоритми розміщення. Автоматичне й інтерактивне розміщення виконується в модулі SPECCTRA
, а в модулі ACCEL PCB
– тільки інтерактивне розміщення ЕРЕ.
Одним з найважливіших етапів розробки електронної апаратури є конструкторське проектування. Вихідними даними для нього є результати схемотехнічного проектування, тобто схеми ЕЗ. У свою чергу, результати конструкторського проектування, тобто конструкторська документація та файли управління технологічним устаткуванням є основою технологічного проектування.
На першому місці конструкторського проектування стоїть задача компонування, у процесі вирішення якої однозначно визначаються відповідності між функціональним і конструктивним розподілом електронної апаратури. Задача компонування має два основних аспекти: а) покриття схеми корпусами ЕРЕ, б) розбивка схеми на підсхеми. Задача покриття виникає на етапі введення опису електричної схеми й складається в призначенні схемним макросам (вентилям) номерів виводів корпусів. Задача розбивки схеми на підсхеми виникає при розподілі ЕРЕ по блоках елементів, об'єднавчим панелям, несущим конструктивам. Для рішення завдань компонування використаються інтерактивні алгоритми: користувач вказує для схемного елемента тип корпуса й номер секції, а програма ACCEL Schematic
за цими даними визначає номера виводів корпуса.
На другому місці конструкторського проектування є розміщення, а на третьому – трасування друкованих з'єднань.
В чому полягає завдання трасування? Воно полягає у відшуканні геометрично оптимального способу з'єднань виводів ЕРЕ.
Особливістю проектування планарних конструкцій є те, що в процесі проектування враховується тільки топологічні обмеження (мінімально допустима ширини провідника, зазори і розміри контактних площадок). Класичний алгоритм трасування являє собою розведення лабіринтом або хвилею. Цей алгоритм застосується до будь-якої технології й дозволяє завжди знайти шлях трасування, якщо він існує. Трасування по хвильовому алгоритму використовує сіткову схему, що трактує поверхню розведення як серію дискретних точок (дискретне робоче поле). Кожна точка сітки вимагає декілька біт інформації. Хвильовий алгоритм складається із двох частин: генерації хвилі й побудови траси. Спершу суміжні точки сітки, що не потрапляють під заборону трасування, позначаються як «1». Далі доступні точки сітки, суміжні з позначеними «1», позначаються як «2». Потім аналогічно доступні точки сітки, суміжні «2» позначаються як «3», так, як зображено на малюнку 4.5.1. Генерація хвилі буде тривати доти, поки не буде досягнута кінцева точка ланцюга або поки не буде переглянуті всі порожні доступні крапки сітки або не буде з'ясована неможливість проведення шляху.
| 3
|
2
|
3
|
| 3
|
2
|
1
|
2
|
3
|
| 
|
3
|
2
|
1
|
1
|
2
|
3
|
| 6
|
5
|
4
|
3
|
2
|
1
|
2
|
3
|
| 7
|
3
|
4
|
| 8
|
9
|
10
|
11
|
4
|
| 7
|
6
|
5
|
| 8
|
7
|
6
|
Малюнок 4.8 - Хвильовий алгоритм будування траси
В пакет ACCEL EDA
входять наступні автотрасирувальники:
- Quick Route
- придатний для швидкого розведення найпростіших двошарових ДП.
- PRO Route 2/4
-
для двошарових ДП без обмеження числа ЕРЕ або чотирьохшарових ДП при обмеженні в 4000 загальних виводів.
- PRO Route -
для 32-шарових БДП без обмеження числа виводів.
- SPECCTRA -
для розміщення ЕРЕ й трасування друкованих з'єднань в автоматичному й інтерактивному режимах. Проектує плати до 256 шарів.
- Shape-Based Router
– безсітковий автотрасирувальник складних ДП.
Автотрасирувальник Shape-Based Router.
Він призначений для ручного, інтерактивного та автоматичного трасування багатошарових ДП з високою щільністю розміщення компонентів. Особливо ефективний для компонентів з планарними контактами, виконаних у різних системах одиниць вимірювання. Shape-Based Router
обробляє ДП, що мають:
- менше 30 шарів;
- менше 4000 компонентів;
- менше 5000 контактів в одному компоненті;
- менше 1000 ланцюгів;
- менше 16 000 електричних з'єднань у проекті.
4.5.1.1 Ручне трасування
Ручне трасування друкованних з'єднань або редагування вже протрасованих трас може бути виконаноза допомогою команди Tools/ Manual route.
Перед початком роботи на друкованій платі повинні бути розміщені компоненти й визначені з'єднання між контактами компонентів по команді
З допомогою команди Place/Connection
перед початком роботи з ДП розміщуємо компоненти та визначені з'єднання між контактами компонентів, а також завантажуємо отриману раніше інформацію про з'єднання командою Utils/Load Netlist.
Перевірку на наявність всіх шарів для трасування виконуємо командою Options/Layers
і настроюємо шари трасування. Трасування проводиться тільки в сигнальних шарах.
Траса на ДП фіксується з допомогою клацання лівої кнопки миші в місцях початку траси, її зламів і кінця траси. Якщо буде якась помилка на ДП, то вона позначиться маркерами (кружками). Перехід траси з одного шару на іншій з автоматичною вставкою перехідного отвору проводиться при натисканні клавіші номера сигнальних шарів. Клавіша L дозволяє переключати сигнальні шари. Якщо потрібно видалити останній сегмент траси, необхідно визвати контекстне меню з допомогою мишки, де нажати Undo.
Якщо ж потрібно перервати трасування, де знаходиться курсор (при натиснутої лівої клавіші миші), можна скористатися клавішею / (слеш). Ця клавіша або перериває прокладку траси, або показує найкоротший шлях до контакту. Цей найкоротший шлях називається оптимізацією частково виконаного трасування, і цей режим включається прапорцем Optimize Partial Route
команди Options/Configure.
В процесі виконання ручного трасування при натисненні правої кнопки миші з'являється контекстне меню, де дозволяється виконати такі операції:
- Lock
- припинення прокладання траси (траса залишається недорозведеної).
- Exit
- завершення прокладки траси (траса залишається нерозведеної);
- Finish
— автоматичне завершення траси програмою;
4.5.1.2 Інтерактивне трасування
З допомогою команди в меню, Tools,
можна зробити інтерактивне трасування.
- Autorowte Connection
(автоматичне трасування 1 з'єднання) —послідовно вказуємо порядок трасування з'єднань.
- Autoroute Net
(автоматичне трасування 1 ланцюга) — після вибору потрібного ланцюга буде зроблено її трасування.
- Autoroute Component
(автоматичне трасування всіх зв'язків компонента) – вибір компонента проводиться вказівкою мишею на один з його виводів.
- Autoroute Area
(автоматичне трасування в обраній області) — необхідно окреслити область друкованої плати, після чого всі з'єднання, що починаються або закінчуються в цій області, будуть проведені автоматично.
Для з'єднання контактів треба клацнути по контакту, до якого підходить потрібний зв'язок. Від контакту до контакту буде прокладена траса з можливими переходами з шару у шар.
При інтерактивному трасуванні виконуються задані атрибути ланцюгів:
- Width
– ширина траси;
- Viastyle
– стиль перехідного отвору;
- Clearance
– розмір будь-якого зазору;
- Padtopadclearance
– зазор між контактами компонента;
- Padtolineclearance
– зазор між контактом і лінією траси;
- Linetolineclearance
– зазор між лініями трас;
- Viatopadclearance
– зазор між контактною площадкою та перехідним отвором;
- Viatolineclearance
– зазор між контактною площадкою та лінією траси;
- Viatoviaclearance
– зазор між контактними площадками.
Якщо результати трасування не задовільняють користувача, то можна виконати наступні команди:
- Unroute All
Nets
– видалення всіх прокладених ланцюгів.
- Unroute Conflicts
– видалення всіх ланцюгів, що мають позначення на друкованій платі конфліктні точки.
- Unroute
Net
– видалення всієї траси одного ланцюга.
- Unroute Connections
– видалення траси, що з'єднує дві контактні площадки.
- Unroute Segment
– видалення сегмента ланцюга.
Перед остаточним проведенням ланцюга для інтерактивного трасування рекомендується виконати команду Tools/Sketch Route
. Далі вказується один з контактів ланцюга та не відпускаючи ліву клавішу миші, малюється передбачувана траса, що після відпускання клавіші миші проводиться остаточно з дотриманням всіх установлених правил трасування.
4.5.1.3 Автоматичне трасування
Після виконання команди Tools/Start Autorouter
трасування проводиться автоматично, і в цей час, в рядку станів відображається хід роботи програми:
- назва трасування;
- число розведених ланцюгів;
- кількість введених перехідних отворів;
- наявність конфліктів і інше.
Перед початком трасування система виконує аналіз друкованої плати й вибирає підходящу стратегію трасування. У випадку появи повідомлення One or more connection cannot be routed
(одне або більше з'єднань не може бути проведено) проаналізуйте текстовий файл *.LOG,
внесіть потрібні виправлення й почніть трасування заново. На початкових етапах трасування програма Shape-Based Router
прокладає траси з порушенням технологічних зазорів і навіть із перетинанням трас на одному шарі. Такі конфлікти вказуються на екрані кружечками жовтих кольорів. На наступних проходах конфлікти усуваються, а якщо це не вдається зробити трасировальнику, то результати трасування разом з конфліктами, що залишилися, передаються в редактор РСВ
Editor
і редагуються самим користувачем.
За допомогою команди Tools/Pause Autorouter,
можна зупинити автотрасування і знову ж його відновити по команді Tools/Restart Autorouter,
а також повністю припинити за командою Tools/Stop Autorouter.
Приклад виконання трасування:

Малюнок 4.9 - Трасування двошарової ДП з допомогою програми Shape Router.
В процесі виконання дипломного проекту було визначено технологію виготовлення активної акустичної системи згідно вимогам технічного завдання.
У конструкторській частині вибрані форма і матеріал друкарської плати. Проведений перевірочний розрахунок елементів друкарського монтажу по постійному і змінному струмі, які показали що, розрахунки проведені правильно. Використовуючи програми «Nad32» і «Тепло» був виконаний розрахунок надійності функціонування блоку, а також тепловий розрахунок. Отримані результати повністю задовольняють технічному завданню і умовам експлуатації.
Розрахунок надійності показав, що вірогідність безвідмовної роботи після 20 тис. годин склала 96,9% – це задовільняє технічному завданню.
При виконанні технологічної частини проекту була вибрана послідовність типових технологічних операцій вживаних на предприємстві-виробника з урахуванням обьема виробництва. Для підвищення продуктивності і зменшення монтажних помилок при збірці блоків на ДП узятий світомонтажний стіл моделі 410 (фірма Royonic, ФРН). Розрахований комплексний показник технологічності блоку ( К=0,78) по якому можна зробити висновок про достатню технологічність пристрою, що розробляється.
Трасування, отримання креслень і конструкторської документації виконане на ЕОМ за допомогою системи автоматизованого проектування PCAD, AutoCAD.
Загалом, в процесі проектування була розроблена друкована плата акустичної системи на активних компонентах, проведені всі необхідні розрахунки, на основі яких можна зробити висновок про доцільність введення виробу у виробництво.
1. Гусев в.Г., Гусев ю.М. Електроніка: Навчань. допомога для вузів. – М: Висш. шк., 1982. – 495 с., мул.
2. Цифрові інтегральні мікросхеми: Справочник/б. П. Кудряшов, Ю.В. Назаров, Б.В. Тарабрін. – М.: Радіо і зв'язок, 1981. – 160 с., мул.
3. Довідник за розрахунком електронних схем. Б.С. Гершунський.- Київ : Віща школа. Вид-во при Київ. ун-те, 1983. – 240 с.
4. Белінський в.Т. Практичний посібник з учбового конструювання РЕА. К.: Вища школа. 92г. – 493 с.
5. Методичні вказівки для лабораторних робіт по дисциплінах “Основи конструювання електронних обчислювальних засобів” і “Основи конструювання БЕА” /Автори: Ганжа с.М. – Северодонецьк: СТІ, 2004 р. – 40 с.
6. Технологія і автоматизація виробництва РЕА/под редакцією А.П.Достанко, Ш.М. Чабдарова. – М.: Радіо і зв'язок, 1989. – 624 с.
7. Технологія ЕВА, устаткування і автоматизація: Навчань допомога для студентів вузів спеціальності Конструювання і виробництво ЕВА/ Алексєєв в.Г., Гріднев в.Н., Нестеров ю.І. і ін. – М.: Висш. шк., 1984. – 392 с., мул.
8. Методичні вказівки до виконання лабораторних робіт по курсу '' Автоматизація конструкторсько-технологічного проектування ЕА і БЕА” (для студентів, що навчаються по напряму 7.0910, спеціальність: 7.091001,7.091003) / Сост. Е.П. Герасименко. - Северодонецьк.- 2004.-15с.
9. ГОСТ 23752-94. Плати друковані. Вимоги і методи конструювання.
10. ГОСТ 2783-94. Вимоги до установки навісних елементів на друковану плату.
11. Розробка і оформлення конструкторської документації радіоелектронної апаратури: Довідник / Е.Т. Романичева, А.К. Іванова і др.; Під ред. Е.Т. Романичевой. – 2-е видавництво, перераб. і доп. М. : Радіо і зв'язок, 1989. – 448 с.: мул.
12. Конспект лекцій з дисципліни “Основи побудови електронної апаратури”, “Основи технології ЕА”, “Основи конструювання ЕА”.
Результати цього розрахунку були отриманні з допомогою програми «TEPLO»
Таблиця А.1 – Початкові дані
| Параметр/розмірність
|
Значення
|
| 1-й гориз, розмір блоку, мм
|
220.00
|
| 2-й гориз, розмір корпусу блоку, мм
|
150.00
|
| Вертикальний розмір корпуса блока, мм
|
110.00
|
| Температура навколишнього середовища max, град.
|
50.00
|
| Атмосферний тиск зовні 105 Па
|
0.40
|
| Кількість елементів
|
1
|
| Коефіцієнт заповнення
|
0,2
|
| Потужність, що розсіюється в блоці, Вт
|
20.00
|
| Потужність, що розсіюється елементом DA4, Вт
|
4
|
| Площа розсіювання елементу DA4, мм2
|
15000
|
| Потужність, що розсіюється елементом DA5, Вт
|
10
|
| Площа розсіювання елементу DA5, мм2
|
15000
|
| Потужність, що розсіюється елементами VD3-VD6, Вт
|
1
|
| Площа розсіювання елементами VD3-VD6, мм2
|
1500
|
Таблиця А.2 – Результати розрахунку
| Параметр/розмірність
|
Значення
|
| Температура нагрітої зони, град.
|
54.19
|
| Температура повітря, град
|
46.72
|
| Температура поверхні елементу DA4, град.
|
58.76
|
| Температура поверхні елементу DA5, град.
|
54.87
|
| Температура поверхні елементів VD3-VD6
|
76.50
|
ДОДАТОК Б
Результати цього розрахунку були отриманні за допомогою програми «NAD 32».
Необхідно було ввести перелік ЕРЕ: вказати назву, вид монтажу, кількість, число контактів, інтенсивність відмов та коефіцієнт нагрузки (де останні два було взято зі стандартних значень до кожного виду елементу)
Таблиця Б.1 - Характеристики груп елементів
| РОЗРАХУНОК ПОКАЗНИКІВ НАДІЙНОСТІ
|
| №
п/п
|
Найменування елементу
|
Вид мон
тажу
|
Число кон
тактів
|
Кіл-сть еле
ментів,
N
|
Інтенси
вність відмов,
|
Коеф. нагрузки,
|
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
| 1
|
МІКРОСХЕМА К174УН12
|
1
|
16
|
1
|
1,8
|
0,6
|
1,08
|
| 2
|
МІКРОСХЕМА К174УН10
|
1
|
16
|
1
|
1,8
|
0,6
|
1,08
|
| 3
|
МІКРОСХЕМА К1401УД1
|
1
|
14
|
1
|
1,8
|
0,6
|
1,08
|
| 4
|
МІКРОСХЕМА К174УН15
|
1
|
11
|
1
|
1,5
|
0,6
|
0,9
|
| 5
|
МІКРОСХЕМА К174УН19
|
1
|
5
|
1
|
0,9
|
0,6
|
0,54
|
| 6
|
КОНДЕНСАТОР К10-17
|
1
|
2
|
40
|
0,1
|
0,7
|
2,8
|
| 7
|
КОНДЕНСАТОР К50-35
|
1
|
2
|
8
|
0,1
|
0,7
|
0,56
|
| 8
|
КОНДЕНСАТОР К50-38
|
1
|
2
|
1
|
0,1
|
0,8
|
0,08
|
| 9
|
ДІОД КД226А
|
1
|
2
|
2
|
0,9
|
0,8
|
1,44
|
| 10
|
ДІОД КД202А
|
1
|
2
|
2
|
0,9
|
0,8
|
1,44
|
| 11
|
РЕЗИСТОР С2-23
|
1
|
2
|
59
|
0,1
|
0,7
|
4,13
|
| 12
|
ВИЛКА 644631-2
|
1
|
2
|
2
|
0,02
|
0,7
|
0,028
|
| 13
|
ВИЛКА 644631-3
|
1
|
3
|
1
|
0,02
|
0,7
|
0,014
|
| 14
|
ВИЛКА 644631-4
|
1
|
4
|
2
|
0,02
|
0,7
|
0,028
|
| 15
|
ВИЛКА 644631-6
|
1
|
6
|
1
|
0,02
|
0,7
|
0,014
|
| Параметр потока відмов= 1,59323792559007E-6
|
| Наработка на відмову = 627652,625 год
|
Таблиця Б.2 - Вірогідність відмов та безвідмовної роботи розроблюючого виробу
| Час роботи приладу, год
|
Вірогідність безвідмовної роботи, Р(t)
|
Вірогідність відмов, Q(t)
|
| 1000
|
0,99840803
|
0,00159197
|
| 2000
|
0,9968186
|
0,0031814
|
| 3000
|
0,9952169
|
0,00476831
|
| 4000
|
0,99364731
|
0,00635269
|
| 5000
|
0,99206546
|
0,00793454
|
| 6000
|
0,99048612
|
0,00951388
|
| 7000
|
0,98890929
|
0,011090071
|
| 8000
|
0,98733498
|
0,01266502
|
| 9000
|
0,98576317
|
0,01423683
|
| 10000
|
0,98419387
|
0,01580613
|
| 11000
|
0,98262706
|
0,01737294
|
| 12000
|
0,98106275
|
0,01893725
|
| 13000
|
0,97950093
|
0,02049907
|
| 14000
|
0,97794159
|
0,02205841
|
| 15000
|
0,97638474
|
0,02361526
|
| 16000
|
0,997483037
|
0,02516963
|
| 17000
|
0,97327847
|
0,02672153
|
| 18000
|
0,97172904
|
0,02827096
|
| 19000
|
0,97018207
|
0,02981793
|
| 20000
|
0,96863757
|
0,03136243
|

Малюнок Б.1 – Графік вірогідності безвідмовної роботи виробу

Малюнок Б.2 – Графік ймовірності відмови виробу
|