Задание на курсовую работу
1.Расшифровать систему условных обозначений микросхемы.
2.Описать технологию изготовления микросхемы.
3.Привести цоколёвку, электрическую схему, электрические параметры и предельно допустимые режимы эксплуатации микросхемы.
4.Описать технологические процессы монтажа и демонтажа микросхемы.
5.В соответствии с таблицей вариантов разработать на базе микросхемы с введением внешних обратных связей, типовое устройство судовой автоматики.
Тип | Аналог | Корпус | Функциональное Устройство | | Тип | Производитель |
КМ 551 УД 1Б
|
мА725C |
Fairchild FSC |
210.14-8 | Операционный усилитель с коэффициентом усиления 250000 |
Введение
Операционный усилитель (ОУ) представляет собой универсальные приборы. Интегральная технология позволяет изготавливать ОУ с малы- ми габаритами и отличными характеристиками при низкой стоимости. Эти устройства обычно включают в себя 10 и более транзисторов и дио- дов, а также несколько резисторов. ОУ не только используются как усили- тели, а применяются также и для выполнения математических операций, генерирование колебаний, аналого-цифровых и цифро-аналоговых преоб- разователей, фильтров и т.п.      инвертирующий вход инвертирующий вход выход   неинвертирующий вход неинвертирующий вход Обозначение ОУ показано на рисунке. Он имеет 2 входа и 1 выход. При подаче сигнала на инвертирующий вход (-) сигнал на выходе прибора получится в противо- положной фазе. Сигналы на входе и выходе усилителя оказываются в фа- зе, если усиливаемый сигнал подаётся на неинвертирующий вход (+). Усилитель представляет собой линейно-аналоговое устройство, которое может быть использовано для решения линейных и нелинейных задач.
Тип: КМ 551 УД 1Б 1 2 3 4 5 6
Расшифровка условных обозначений. Первый элемент (буква К) – показывает, что микросхема предназ- начена для устройств широкого применения. Второй элемент (вторая буква)-это характеристика материала и ти- па корпуса: М-металлокерамический, керамический или стеклокерами- ческий корпус с параллельным двухрядным расположением выводов. Третий элемент (одна цифра)-указывает группу микросхемы по конструктивно-технологическому признаку: 5-полупроводниковые. Четвёртый элемент (две цифры)-определяет порядковый номер разработки серии. В совокупности третий и четвёртый элементы обоз- начают номер конкретной серии. Пятый элемент (две буквы)-обозначает функциональное назначе- ние микросхемы. В зависимости от выполняемых функций микросхе- мы подразделяются на подгруппы (генераторы, триггеры, усилители) и виды (преобразователи длительности, напряжения, частоты). УД-усилитель операционный. Шестой элемент-порядковый номер разработки в конкретной серии (среди микросхем одного вида).Следующая затем буква указы- вает на разбраковку(допуск на разброс) по электрическим параметрам. Обозначение данной микросхемы проведено в соответствии с ОСТ 11.073.924-81.
2. Технологии изготовления микросхем. Общие сведения о микросхемах и технологии их изготовления. Тактико-технические, конструктивно-технологические, эксплуатационные и экономические характеристики ЭВМ и систем определяют примененные в них микросхемы, выполняющие функции преобразования, хранения, обработки, передачи и приема информации. Микросхемой (интегральной микросхемой - ИМС, интегральной схемой - ИС) называют функционально законченный электронный узел (модуль), элементы и соединения в котором конструктивно неразделимы и изготовлены одновременно в едином технологическом процессе в общем кристалле-основании. Теория, методы расчета и изготовления микросхем составляют основу микроэлектроники - современной наукоемкой отрасли техники. По конструктивно-технологическому исполнению микросхемы делятся на полупроводниковые и гибридно-пленочные. Полупроводниковые микросхемы имеют в своей основе монокристалл полупроводникового материала (обычно кремния), в поверхностном слое которого методами литографии и избирательного легирования создаются транзисторы, диоды, резисторы и (иногда) конденсаторы, а соединения между ними формируются по поверхности кристалла с помощью тонкоплёночной технологии. Полупроводниковые микросхемы могут быть однокристальными (монолитными) и многокристальными (микросборками). Однокристальная микросхема может иметь индивидуальный герметизированный корпус с внешними выводами для монтажа на коммутационной (печатной) плате, или быть бескорпусной и входить в состав микросборки. Многокристальная микросхема (микросборка) представляет собой совокупность бескорпусных микросхем, смонтированных на общей коммутационной плате. В качестве компонентов в микросборке могут присутствовать бескорпусные согласующие резисторы и развязывающие конденсаторы. Вследствие высокой насыщенности связей коммутационная плата выполняется многоуровневой и, таким образом, является миниатюрным аналогом многослойной печатной платы. При изготовлении коммутационной платы может быть использована как тонкоплёночная, так и толстоплёночная технологии. Гибридно-плёночные микросхемы включают в себя плёночные пассивные элементы (резисторы и конденсаторы), коммутационные проводники, нанесённые непосредственно на подложку из изоляционного материала, и бескорпусные полупроводниковые кристаллы (транзисторы, диоды, диодные матрицы, несложные микросхемы), монтируемые на той же подложке. Пассивные элементы и проводники могут быть выполнены по тонкоплёночной или толстоплёночной технологии. В качестве активных элементов в полупроводниковых микросхемах используются униполярные (полевые) транзисторы со структурой “металл – диэлектрик (оксид) – полупроводник” (МДП- или МОП-транзисторы) и биполярные транзисторы. В соответствии с этим все полупроводниковые микросхемы делятся на три основные вида: биполярные, униполярные (МДП или МОП) и биполярно-полевые. Число элементов в интегральной микросхеме характеризует ее степень интеграции. По этому параметру все микросхемы условно делят на малые (МИС – до 102 элементов на кристалл), средние (СИС – до 103), большие (БИС – до 104), сверхбольшие (СБИС – до 106), ультрабольшие (УБИС – до 109) и гигабольшие (ГБИС – более 109 элементов на кристалл). Наиболее высокой степенью интеграции обладают цифровые интегральные схемы с регулярной структурой: схемы динамической и статической памяти, постоянные и перепрограммируемые ЗУ. Это связано с тем, что в таких схемах доля участков поверхности ИС, приходящаяся на межсоединения, существенно меньше, чем в схемах с нерегулярной структурой. Укрупненные схемы технологических процессов изготовления полупроводниковых (монолитных) и гибридно-пленочных ИС приведены соответственно на рис. 1 и 2. В последующих разделах приведено описание характерных особенностей выполнения отдельных технологических операций, в основном определяющих основные параметры интегральных микросхем.  Рис. 1. Укрупненная схема технологического процесса изготовления полупроводниковых (монолитных) ИС. 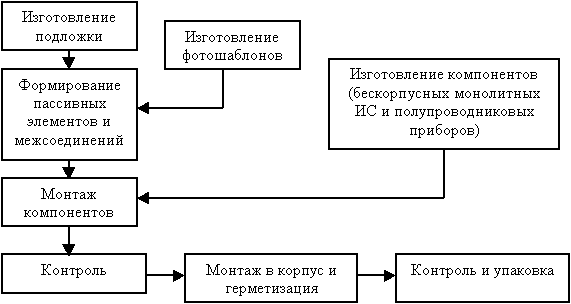 Рис. 2. Укрупненная схема технологического процесса изготовления гибридно-пленочных ИС.
Изготовление монокристалла п олупроводникового материала. олупроводникового материала. Монокристалл – отдельный однородный кристалл, имеющий во всем объеме единую кристаллическую решетку и зависимость физических свойств от направления (анизотропия). Электрические, магнитные, оптические, акустические, механические и др. свойства монокристалла связаны между собой и обусловлены кристаллической структурой, силами связи между атомами и энергетическим спектром электронов. Монокристаллы для полупроводниковой промышленности (кремний, германий, рубин, гранаты, фосфид и арсенид галлия, ниобат лития и др.) изготавливаются, как правило, методом Чохральского путем вытягивания из расплава с помощью затравки. На рис. 3 приведена схема установки для выращивания монокристаллов по методу Чохральского. Тигель с расплавом 1 размещается в печи 2. Затравка 3, охлаждаемая холодильником 4, медленно поднимается под действием механизма вытягивания 5, увлекая за собой монокристалл полупроводникового материала. Монокристалл растет на затравке со скоростью до 80 мм/ч. Расплав смачивает затравку и удерживается на ней силами поверхностного натяжения. Температуру расплава и скорость кристаллизации можно изменять независимо. Отсутствие прямого контакта растущего монокристалла с тиглем и возможность изменения его геометрической формы позволяет получать бездислокационные монокристаллы. Получаемые методом Чохральского монокристаллы имеют форму цилиндра длиной до 1 метра и более и диаметром 20…300 мм. Монокристалл после охлаждения калибруют по диаметру до заданного размера с точностью ± 1 мм. Затем производится травление его поверхности на глубину 0,3…0,5 мм и ориентация по заданному кристаллографическому направлению (для Si, например, чаще всего по оси <111>), чтобы получить после разрезки пластины, ориентированные строго в заданной плоскости. Правильная ориентация пластин обеспечивает высокую воспроизводимость электрофизических параметров создаваемых на пластине приборов методом диффузии, эпитаксии и др.
Разрезка монокристалла и получение пластин. Разрезку монокристаллов на пластины осуществляют чаще всего абразивными дисками с режущей кромкой, покрытой алмазной крошкой размером 40…60 мкм. Толщина режущей алмазной кромки диска 0,18…0,20 мм, при этом ширина реза получается 0,25…0,35 мм. Так как на поверхности пластин остаются царапины, сколы, трещины и другие дефекты, нарушающие однородность структуры поверхностного слоя, их шлифуют, травят и полируют. При шлифовании достигается неплоскопараллельность пластин не более 3 мкм и прогиб по поверхности не более 10 мкм. При травлении удаляется нарушенный слой толщиной 5…30 мкм и снимаются внутренние напряжения, возникшие в процессе шлифования. Окончательная тонкая доводка поверхности пластин производится полированием абразивными порошками или пастами, а затем химико-механическим способом с применением суспензий, золей и гелей. В результате получают полупроводниковую пластину диаметром 20…250 мм толщиной от десятков до нескольких сотен микрометров с шероховатостью обработанной поверхности Изготовление фотошаблонов. Фотошаблоны широко применяются в технологии интегральных микросхем как на стадии формирования активных элементов в полупроводниковом материале, так и при создании пассивных элементов и межсоединений. Фотошаблон – стеклянная пластина (подложка) с нанесенным на ее поверхности маскирующим слоем – покрытием, образующим трафарет с прозрачными и непрозрачными для оптического излучения участками. В процессе фотолитографии слой фоторезиста экспонируется в соответствии с рисунком покрытия, имеющегося на фотошаблоне. Подложку фотошаблона выполняют либо из обычного стекла (при экспонировании светом с длиной волны более 300 нм), либо из кварцевого стекла (при менее 300 нм). В качестве материала маскирующего слоя фотошаблона обычно используется хром, оксиды хрома, железа и др., образующие твердые износостойкие покрытия. К фотошаблонам для производства полупроводниковых структур предъявляется комплекс требований, к которым в первую очередь следует отнести следующие: оптическая плотность маскирующего материала должна быть не менее 2,0; толщина маскирующего материала – не более 100 нм; его отражательная способность не выше 15%; неплоскостность от нескольких мкм до десятков мкм (для разных классов фотошаблонов); микродефектность порядка 0,1 см-2; краевая четкость рисунка не ниже 0,1 мкм для элементов изображения с размером менее 1 мкм. Понятие о структуре и топологии. Конструкция полупроводниковой микросхемы полностью определяется её физической структурой (совокупностью слоёв в кристалле, отличающихся материалом и электрофизическими свойствами) и топологией (формой, размерами, относительным расположением отдельных областей и характером межсоединений по поверхности кристалла). Можно также сказать, что структура – это чертёж поперечного сечения кристалла интегральной микросхемы, а топология – вид в плане. На рис 4,а приведен фрагмент структуры микросхемы, представляющей n-p-n-транзистор и включённый в коллекторную цепь резистор, а на рис. 4,б – топология этого же участка. На рис. 4,а цифрами обозначены: 1 – исходная монокристаллическая пластина – подложка; 2 – открытый слой; 3-эпитаксиальный слой (он же коллекторный); 4 – разделительный слой; 5 – базовый слой; 6 – эмиттерный слой; 7 – изолирующий слой с контактными окнами; 8 – слой металлизации; 9 – защитный слой (обычно SiO2). Фрагмент интегральной микросхемы: а – структура; б – топология.
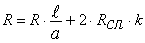
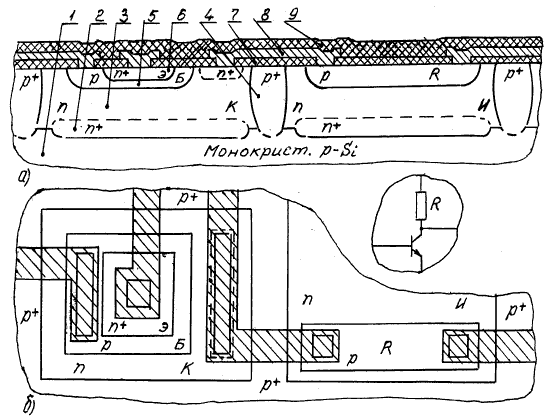 Каждый из слоёв 2…6 представляет собой совокупность отдельных островков (областей), имеющих одинаковые толщины, тип проводимости (электронная n или дырочная p) и характер распределения примеси по толщине. Э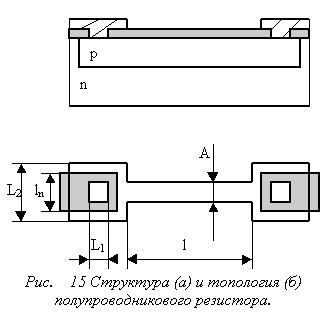 то достигается одновременным введением примеси через окна защитной маски из SiO2, формируемой предварительно на поверхности пластины-кристалла. В отличие от слоёв 2…6 слои 7, 8 и 9 получают путём формирования сплошной плёнки и последующего избирательного травления с использованием фотошаблона. В результате изолирующий слой 7 (SiO2) содержит контактные окна, слой металлизации 8 (обычно Al) – систему соединительных проводников и периферийные монтажные площадки, а слой 9 – окна над монтажными площадками. то достигается одновременным введением примеси через окна защитной маски из SiO2, формируемой предварительно на поверхности пластины-кристалла. В отличие от слоёв 2…6 слои 7, 8 и 9 получают путём формирования сплошной плёнки и последующего избирательного травления с использованием фотошаблона. В результате изолирующий слой 7 (SiO2) содержит контактные окна, слой металлизации 8 (обычно Al) – систему соединительных проводников и периферийные монтажные площадки, а слой 9 – окна над монтажными площадками. Приведённая структура получила название эпитаксиально-планарной и предполагает взаимную изоляцию смежных элементов за счёт обратносмещенных p-n-переходов на границах изолирующего слоя. Высоколегированный скрытый слой (n+) служит для уменьшения сопротивления коллекторов транзисторов и за счёт этого повышения их быстродействия. Области n+ под коллекторными контактами исключают образование потенциального барьера (барьера Шоттки), обеспечивают, таким образом, омический контакт со слаболегированным коллектором и принадлежат эмиттерному слою. Проектирование полупроводниковых резисторов в ИМС. Структура и топология резистора, сформированного в полупроводниковом материале, приведены на рис. 15. Сопротивление резистора складывается из сопротивления линейной части, которое подчиняется выражению R=RслЧ/a, и сопротивления приконтактных областей, которое определяется через эмпирический коэффициент k, выраженный в долях Rсл.
|
| | 
| (35) |
Коэффициент k зависит от формы и размеров приконтактной области и ширины а линейной части резистора. Он определяется по номограммам, приведенным в табл. 3. Размер а должен быть минимально возможным, но следует учитывать, однако, возможности технологии и требования точности сопротивления (с уменьшением ширины точность уменьшается). Для расчета минимальных размеров приконтактных областей используются правила, изложенные в разделе 12. Подробные сведения о расчете резисторов читатель может найти в [ ]. После определения а и k по выражению (35) определяют длину линейной части резистора. Для формирования резисторов могут быть использованы любые слои физической структуры ИМС. В практике проектирования и производства находят применения резисторы на основе эмиттерного слоя (сопротивления в несколько десятков Ом), базового слоя (от сотен до нескольких тысяч Ом), слоя активной базы (десятки тысяч Ом, так называемые "ПИНЧ-резисторы").
Расчет топологических размеров областей транзистора. При проектировании элементов и областей микросхемы конструктор обязан обеспечить минимально возможные размеры. Если нет ограничений по мощности, то минимальные размеры областей биполярного транзистора ограничены возможностями технологии: аmin - минимально надёжно воспроизводимый размер (так называемая конструкторская или топологическая норма); ±п - абсолютные предельные отклонения размеров топологических элементов на пластине; ±с- абсолютные предельные значения погрешности совмещения двух смежных слоёв на пластине. Далее рассмотрим расчёт размеров эмиттерной области, с которой начинается топологическое проектирование транзистора (рис. 20). Вначале определяется минимально возможный номинальный размер металлического вывода над контактным окном эп1 (рис. 20,а). 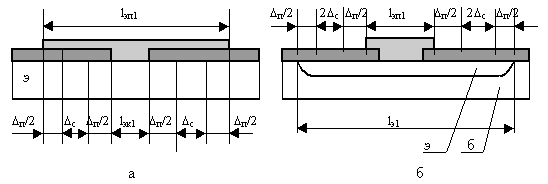 К топологическому расчету эмиттерной области. При этом должно быть обеспечено гарантированное заполнение металлом контактного окна и с учетом этого требования рассматривается наиболее неблагоприятное сочетание погрешностей (расчёт на наихудший случай). Размер контактного окна можно принять равным топологической норме (эк1аmin). Наихудший (критический) случай возникает, если размер эк1 оказался выполненным по максимуму (+п), а размер эп1 - по минимуму (-п). С учётом возможного максимального смещения площадки в ту или другую сторону на c расчётная схема приводит к следующему выражению: | 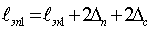 
| (40) |
Далее определяется размер э1 собственно эмиттерной области (рис. 20,б) из условия, что металлическая площадка не должна выступать за пределы области. Наихудший случай заключается в том, что размер э1 выполнен по минимуму, а размер эп1 - по максимуму. Поскольку при изготовлении рисунок контактных окон совмещался с рисунком эмиттерного слоя, а рисунок металлизации - с рисунком контактных окон, максимальная погрешность положения металлической площадки относительно эмиттерной области составит 2c в ту или другую сторону. Согласно расчётной схеме | 
| (41) |
Для маломощных транзисторов эмиттерная область проектируется квадратной (э2=э1). С повышением мощности периметр эмиттера увеличивают за счёт увеличения размера э2 (с учётом эффекта оттеснения тока в эмиттере к краям области). Аналогичные правила заложены в расчёт размеров базовых и коллекторных областей, причём погрешность совмещения этих областей с металлическими контактами продолжает накапливаться, и её предельное значение достигает 6c для базовых областей и 8c - для коллекторных. Термическое вакуумное напыление. Основными элементами установки вакуумного напыления, упрощенная схема которой представлена на рис. 21, являются: 1 - вакуумный колпак из нержавеющей стали; 2 - заслонка; 3 - трубопровод для водяного нагрева или охлаждения колпака; 4 - игольчатый натекатель для подачи атмосферного воздуха в камеру; 5 - нагреватель подложки; 6 - подложкодержатель с подложкой, на которой может быть размещен трафарет; 7 - герметизирующая прокладка из вакуумной резины; 8 - испаритель с размещённым в нём веществом и нагревателем (резистивным или электронно-лучевым). Процесс проведения операции вакуумного напыления включает в себя выполнение следующих действий. В верхнем положении колпака с подложкодержателя снимают обработанные подложки и устанавливают новые. Колпак опускают и включают систему вакуумных насосов (вначале для предварительного разрежения, затем высоковакуумный). Для ускорения десорбции воздуха с внутренних поверхностей и сокращения времени откачки в трубопровод подают горячую проточную воду. По достижении давления внутри камеры порядка 10-4 Па (контроль по манометру) включают нагреватели испарителя и подложек. По достижении рабочих температур (контроль с помощью термопар) заслонку отводят в сторону и пары вещества достигают подложки, где происходит их конденсация и рост плёнки. Система автоматического контроля за ростом плёнки фиксирует либо толщину плёнки (для диэлектрика плёночных конденсаторов), либо поверхностное сопротивление (для резисторов), либо время напыления (проводники и контакты, защитные покрытия). Вырабатываемый при этом сигнал об окончании напыления после усиления воздействует на соленоид заслонки, перекрывая ею поток пара. Далее отключают нагреватели испарителя и подложек, выключают систему откачки, а в трубопровод подают холодную проточную воду. После остывания подколпачных устройств через натекатель плавно впускают атмосферный воздух. Выравнивание давлений внутри и вне колпака даёт возможность поднять его и начать следующий цикл обработки. Процесс термического вакуумного напыления характеризуется температурой на испарителе t°ис, давлением воздуха в рабочей камере P0, температурой нагрева подложек t°п. Температура нагрева вещества в испарителе (t°ис) должна обеспечивать достаточно высокую интенсивность испарения, чтобы время напыления пленки не превышало 1-2 минут. В то же время чрезмерно высокая интенсивность приводит к образованию мелкозернистой неустойчивой структуры в плёнке, о чём будет сказано ниже. Интенсивность испарения удобно характеризовать упругостью пара (давлением пара в состоянии насыщения) PS. Упругость пара для данного вещества зависит только от температуры: | 
| (42) |
где А и В - коэффициенты, характеризующие род материала (табл. 6); Т- абсолютная температура вещества, К. Таблица 6. Температуры плавления и испарения некоторых элементов. 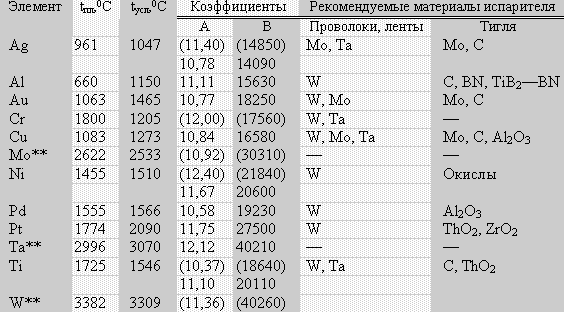 * Значения в скобках для твердого состояния.
** Рекомендуется испарение электронно-лучевым нагревом или распыление ионной бомбардировкой. Оптимальной интенсивностью испарения принято считать интенсивность, при которой упругость пара составляет ~1,3 Па. Соответствующая этой упругости температура испарения называется условной и может быть вычислена из (42). Так, для алюминия она равна 1150°С, для хрома - 1205°С, для меди - 1273°С, для золота - 1465°С и т.д. Низкое давление воздуха Р0 в рабочей камере необходимо для: обеспечения свободной диффузии атомов вещества испарителя в объём рабочей камеры; прямолинейного движения атомов вещества без столкновения с молекулами остаточного воздуха и бесполезного рассеивания материала в объёме камеры; исключения химического взаимодействия напыляемого вещества с молекулами воздуха. Перечисленные условия обеспечиваются при остаточном давлении Р010-4 Па. Такой вакуум сравнительно легко достигается с помощью форвакуумного механического и высоковакуумного диффузионного насосов, включённых последовательно. Температура подложки в процессе осаждения оказывает существенное влияние на структуру плёнки, а, следовательно, и на стабильность её электрофизических свойств в процессе эксплуатации. Атомы вещества поступают на подложку с энергией кТ (к=8,63Ч10-5 эВ/К- постоянная Больцмана; Т- абсолютная температура) и скоростями порядка 1000 м/с. Часть энергии при этом передаётся поверхностным атомам подложки, а остаточная энергия позволяет им некоторое время мигрировать в поверхностном потенциальном поле. Доля остаточной энергии тем выше, чем выше температура подложки. В процессе миграции атом может либо покинуть подложку (на потенциальном бугре поля), либо частично погасить энергию, вступив во взаимодействие с другим мигрирующим атомом. Полностью потерять способность мигрировать и закрепиться на нагретой подложке (конденсироваться) может лишь многоатомная группа, которая становится одним из центров кристаллизации. При невысокой плотности потока атомов, т.е. умеренной температуре на испарителе, число центров кристаллизации на единицу площади невелико и к моменту образования сплошной плёнки вокруг них успевают вырасти крупные кристаллы. Снижение температуры подложки и повышение плотности потока приводит к более раннему образованию центров кристаллизации, увеличению их числа на единицу площади и формированию мелкокристаллической структуры. В процессе эксплуатации электронной аппаратуры, когда она подвергается периодическим циклам нагрева и медленного охлаждения мелкокристаллическая структура постепенно рекристаллизуется в крупнокристаллическую. Электрофизические свойства при этом необратимо изменяются, происходит "старение" плёнки. В резистивных плёнках, например, наблюдается со временем уменьшение удельного сопротивления. Итак, для формирования тонких плёнок, стабильных в процессе эксплуатации, необходимо подложку нагревать и не форсировать процесс напыления за счёт повышения температуры на испарителе. В производстве тонкоплёночных структур, как и в случае полупроводниковых, используются групповые подложки. Групповые подложки имеют прямоугольную форму с размерами 60х48 мм или 120х96 мм, изготовлены из изолирующего материала (ситалл, поликор, стекло) и рассчитаны на одновременное изготовление до нескольких десятков идентичных модулей. Таким образом, свойства напыленной плёнки должны быть одинаковы на всей площади групповой подложки. В первом приближении поток атомов от испарителя к подложке представляет собой расходящийся пучок и поэтому плотность потока в плоскости подложки не равномерна: в центре подложки она максимальна и убывает от центра к периферии. Это означает, что при напылении плёнки на неподвижную подложку в центральной области подложки обр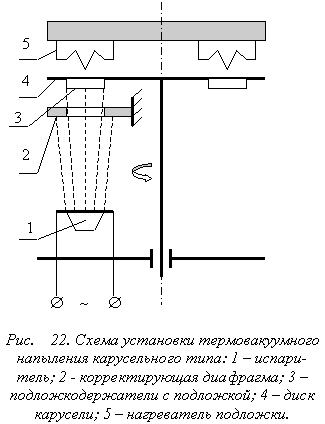 азуется более толстая плёнка, нежели на краях подложки. Например, резисторы, сформированные в центральных модулях, будут иметь заниженные сопротивления по сравнению с аналогичными резисторами периферийных модулей. азуется более толстая плёнка, нежели на краях подложки. Например, резисторы, сформированные в центральных модулях, будут иметь заниженные сопротивления по сравнению с аналогичными резисторами периферийных модулей. С учётом изложенного производственные установки термовакуумного напыления снабжены вращающимися устройствами (дисками, барабана-ми), несущими несколько подложек (6, 8 или 12). Подложки последовательно и многократно проходят над неподвижным испарителем (рис. 22), постепенно набирая необходимую толщину плёнки. В результате центральный "холм", который мог бы образоваться, на неподвижной подложке, р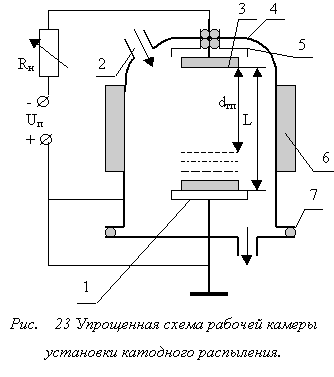 азмывается в "хребет", вытянутый в направлении движения подложки. Для выравнивания толщины плёнки в поперечном направлении применяют корректирующую диафрагму, устанавливаемую между испарителем и подложкой в непосредственной близости от нее. Профиль диафрагмы рассчитывается на основании исследования рельефов плёнки, получаемых при напылении на неподвижную и движущуюся подложки. В результате различия времени облучения центральной и периферийной зон подложки равномерность толщины плёнки на всей площади групповой подложки повышается и находится в пределах ±2% (для подложек 60х48 мм). азмывается в "хребет", вытянутый в направлении движения подложки. Для выравнивания толщины плёнки в поперечном направлении применяют корректирующую диафрагму, устанавливаемую между испарителем и подложкой в непосредственной близости от нее. Профиль диафрагмы рассчитывается на основании исследования рельефов плёнки, получаемых при напылении на неподвижную и движущуюся подложки. В результате различия времени облучения центральной и периферийной зон подложки равномерность толщины плёнки на всей площади групповой подложки повышается и находится в пределах ±2% (для подложек 60х48 мм). Технические характеристики установки типа УВН-71П-3 следующие: 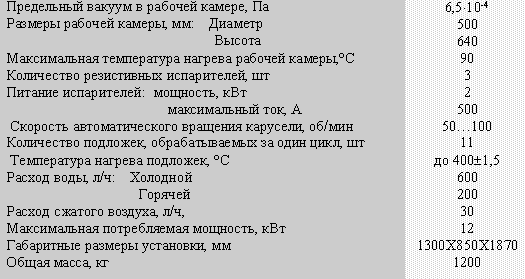 Распыление ионной бомбардировкой. Термическое вакуумное напыление имеет ряд недостатков и ограничений, главные из которых следующие: Напыление плёнок из тугоплавких материалов (W, Mo, SiO2, Al2O3 и др.) требует высоких температур на испарителе, при которых неизбежно "загрязнение" потока материалом испарителя. При напылении сплавов различие в скорости испарения отдельных компонентов приводит к изменению состава плёнки по сравнению с исходным составом материала, помещённого в испаритель. Инерционность процесса, требующая введения в рабочую камеру заслонки с электромагнитным приводом. Неравномерность толщины плёнки, вынуждающая применять устройства перемещения подложек и корректирующие диафрагмы. Первые три недостатка обусловлены необходимостью высокотемпературного нагрева вещества, а последний - высоким вакуумом в рабочей камере. Процесс распыления ионной бомбардировкой является "холодным" процессом, т.к. атомарный поток вещества на подложку создаётся путём бомбардировки поверхности твёрдого образца (мишени) ионами инертного газа и возбуждения поверхности атомов до энергии, превышающей энергию связи с соседними атомами. Необходимый для этого поток ионов создаётся в электрическом газовом разряде, для чего давление газа в рабочей камере должно быть в пределах 0,1Ч10 Па, т.е. на несколько порядков более высокое, чем в камере установки термовакуумного напыления. Последнее обстоятельство приводит к рассеиванию потока атомов с мишени и повышению равномерности толщины осаждаемых плёнки до ±1% , причём без применения дополнительных устройств. Катодное распыление. Катодное распыление - одна из разновидностей распыления ионной бомбардировкой постепенно вытесняется более совершенными процессами высокочастотного и магнетронного распыления. Однако, будучи относительно простым и в то же время содержащим все основные черты этой группы процессов, оно представляет собой наиболее удобную форму для изучения процессов этого вида распыления вообще. На рис. 23 представлена схема рабочей камеры установки катодного распыления. Основными элементами камеры являются: 1 - анод с размещенными на нём подложка- ми; 2 - игольчатый натекатель, обеспечивающий непрерывную подачу аргона; 3 - катод - мишень из материала, подлежащего распылению и осаждению; 4 - вакуумный колпак из нержавеющей стали; 5 - экран, охватывающий катод с небольшим зазором и предотвращающий паразитные разряды на стенки камеры; 6 - постоянный электромагнит, удерживающий электроны в пределах разрядного столба; 7 - герметизирующая прокладка. Из рис. 6.23 также видно, что питание осуществляется постоянным напряжением, и что нижний электрод с подложками заземлён и находится под более высоким потенциалом, чем катодмишень. Переменная нагрузка служит для регулирования тока разряда. Н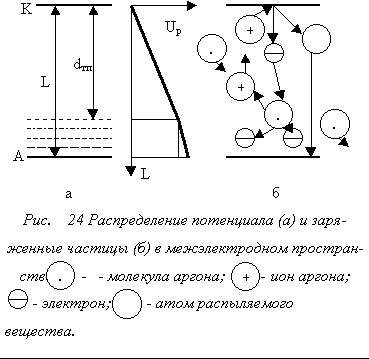 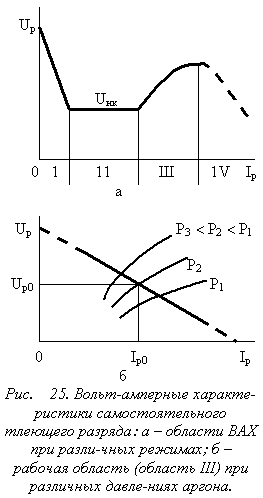 а рис. 24 представлена упрощённая структура разряда и распределение потенциала вдоль разряда, а также типы частиц, участвующих в процессе. а рис. 24 представлена упрощённая структура разряда и распределение потенциала вдоль разряда, а также типы частиц, участвующих в процессе.
Разряд разделён на две зоны: тёмное катодное пространство и светящаяся область. На тёмное катодное пространство приходится основное падения напряжения. Здесь заряженные частицы разгоняются до энергии, достаточной, чтобы ионы, бомбардируя катод-мишень, освобождали поверхностные атомы и электроны (если мишень из проводящего материала), а электроны - на границе тёмного катодного пространства ионизировали молекулы аргона. При ионизации образуется ион аргона, который, ускоряясь, стремится к мишени, и электрон, который, как и "отработанный" ионизирующий электрон, дрейфует к аноду в слабом поле светящейся области. Освобожденный с поверхности мишени атом вещества, преодолевая столкновения с молекулами и ионами аргона, достигает поверхности подложки. При этом непрерывный поток ионов бомбардирует мишень, и непрерывный поток атомов вещества движется к подложке. Режимы катодного распыления. На рис. 25а приведена вольт-амперная характеристика разряда. При подаче постоянного напряжения в несколько киловольт происходит пробой межэлектродного промежутка, быстрое нарастание тока и падение напряжения в разряде (область зажигания разряда I). При увеличении тока разряда за счёт уменьшения сопротивления Rн площадь катода-мишени, покрытая разрядом, возрастает, плотность разрядного тока и напряжение на разряде остаются постоянными и невысокими, а скорость распыления мала (область нормально тлеющего разряда II). В области III вся площадь мишени покрыта разрядом, и увеличение разрядного тока приводит к повышению плотности разрядного тока, напряжения на разряде и скорости распыления. Область Ш, называемая областью аномально тлеющего разряда, используется в качестве рабочей области в процессах катодного распыления. Для предотвращения перехода в область дугового разряда (область IV) предусмотрены интенсивное водяное охлаждение мишени и ограничение источника питания по мощности. На рис. 25,б выделена рабочая область III ВАХ. Крутизна характеристики в этой области зависит от давления рабочего газа, в нашем случае аргона. Рабочая точка, характеризующая режимы обработки - давление газа Р, ток Jp и напряжение Up разряда, лежит на нагрузочной характеристике источника питания: | 
| (43) |
где Uп - напряжение питания.
С другой стороны, скорость распыления мишени W[г/см2Чс] | 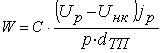
| (44) |
где С - коэффициент, характеризующий род распыляемого материала и род рабочего газа; Uнк - нормальное катодное падение напряжения (область II ВАХ); jp - плотность разрядного тока; dTП - ширина тёмного катодного пространства. Из (44) следует, что максимальная скорость распыления достигается при максимальной мощности, выделяемой в разряде. Согласно нагрузочной характеристике (43): | 
| (45) |
Максимум этой функции определяет оптимальные значения тока Jp0 и напряжения  и и  . При этом однозначно определяется оптимальное значение давления рабочего газа. Выбор значений Un и Rн должен, как было сказано, предотвращать переход в область дугового разряда, при котором наблюдается выброс с мишени крупных частиц и осаждение тонкой, однородной по толщине плёнки становится невозможным. . При этом однозначно определяется оптимальное значение давления рабочего газа. Выбор значений Un и Rн должен, как было сказано, предотвращать переход в область дугового разряда, при котором наблюдается выброс с мишени крупных частиц и осаждение тонкой, однородной по толщине плёнки становится невозможным. Другие виды распыления. К ограничениям и недостаткам процесса катодного распыления относятся Возможность распыления только проводящих материалов, способных эмиттировать в разряд электроны, ионизирующие молекулы аргона и поддерживающие горение разряда. Малая скорость роста плёнки (единицы нм/с) из-за значительного рассеивания распыляемых атомов материала в объёме рабочей камеры. Первый недостаток, имеющий характер ограничения, преодолевается в процессах высокочастотного распыления. При замене постоянного напряжения на переменное диэлектрическая мишень становится конденсатором и подвергается бомбардировке ионами в отрицательный полупериод питающего напряжения. Иначе говоря, распыление мишени происходит не непрерывно, как при катодном распылении, а дискретно с частотой питающего напряжения (обычно 13,56 Мгц). При высокой частоте и согласованным с ним расстоянием от мишени до подложек электроны, находящиеся в срединной части высокочастотного разряда, не успевают достигать электродов за время полупериода, они остаются в разряде, совершая колебательные движения и интенсивно ионизируя рабочий газ. Это обстоятельство позволяет снизить давление рабочего газа без снижения разрядного тока, т.к. степень ионизации заметно повышается (второй недостаток катодного распыления). Характерные режимы высокочастотного распыления: Р=0,5…5 Па; Jp=1…2 А; Up=1…2 кВ. В установках магнетронного распыления (в частности ВЧ-магнетронного) приняты меры для дальнейшего, существенного снижения давления рабочего газа и повышения за счёт этого скорости осаждения плёнки. С этой целью на разрядный столб накладывается постоянное магнитное поле, вектор которого перпендикулярен вектору электрического поля. В результате движение электронов происходит по сложным (близким к циклоидам) траекториям, степень ионизации рабочего газа существенно повышается и это даёт возможность снизить давление газа, не снижая (и даже повышая) разрядный ток. Главный итог этих мер - повышение скорости роста плёнки до нескольких нм/с, что сравнимо со скоростями в процессах термического вакуумного напыления. Характерные режимы ВЧ-магнетронного распыления: Р=0,1…0,5 Па; Jp=2…4 А; Up=0,7…1 кВ.
Толстые плёнки толщиной в несколько десятков мкм применяют для изготовления пассивных элементов (резисторов, конденсаторов, проводников и контактов) в гибридных толстоплёночных микросхемах, а также проводников и изолирующих слоёв в некоторых типах многоуровневых коммутационных микроплат. В основе толстоплёночной технологии лежит использование дешёвых и высокопроизводительных процессов, требующих небольших единовременных з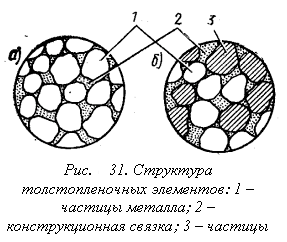 атрат на подготовку производства, благодаря чему она оказывается экономически целесообразной и в условиях мелкосерийного производства. Высокая надёжность толстоплёночных элементов обусловлена прочным (свыше 50 кгс/см2) сцеплением с керамической подложкой, которое достигается процессом вжигания пасты в поверхностный слой керамики. атрат на подготовку производства, благодаря чему она оказывается экономически целесообразной и в условиях мелкосерийного производства. Высокая надёжность толстоплёночных элементов обусловлена прочным (свыше 50 кгс/см2) сцеплением с керамической подложкой, которое достигается процессом вжигания пасты в поверхностный слой керамики. В целом толстоплёночная технология состоит из ряда последовательных идентичных циклов, структурная схема которых приведена на рис. 30. При формировании каждого слоя (резистивного, проводящего, диэлектрического и т.п.) используют соответствующие пасты, которые через сетчатый трафарет наносят на подложку, подвергают сушке и вжиганию. По завершении формирования всех слоёв все резисторы и конденсаторы проходят подгонку (обычно лазерную) до заданной точности. 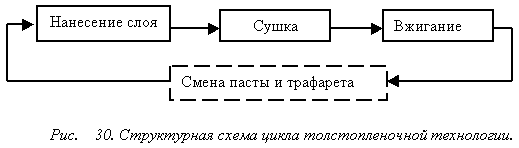 Толстоплёночные пасты. В готовом (вожжённом) состоянии толстоплёночный элемент состоит из мелких функциональных частиц, находящихся в массовом контакте друг с другом (рис. 31) и "склеенных" стеклом с невысокой (400500°С) температурой плавления. Для проводящих элементов используются порошки серебра, палладия и других металлов с высокой электропроводностью. Для резистивных - смесь порошков проводящих частиц и частиц окислов металлов в различных пропорциях, что позволяет варьировать удельное поверхностное сопротивление в широких пределах. Диэлектрические слои конденсаторов содержат порошки сегнетоэлектриков, которые, обладая большим значением относительной диэлектрической проницаемости , обеспечивают большие значения удельной ёмкости С0 [Ф/см2]. Изолирующие слои, наоборот, создаются на основе порошков стёкол с малыми и С0. Функциональные частицы должны в процессе вжигания сохранять твёрдое состояние и массовый контакт, т.е. иметь температуру плавления более 900°С. Для приготовления паст в смесь порошков функциональных частиц и низкотемпературного стекла добавляют технологическую связку, обычно органические масла. В процессе вжигания нанесённых элементов она должна разлагаться и полностью удаляться из слоя. Особую группу паст представляют собой лудящие пасты. Они состоят из частиц припоя, смоченных раствором флюса (например, канифоль в спирте). После нанесения через сетчатый трафарет на толстоплёночные монтажные площадки и сушки, покрытие подвергается оплавлению (~230°С). Марки и свойства различных сплавов и паст приведены в таблицах 8…11. Таблица 8. Характеристики проводящих паст. 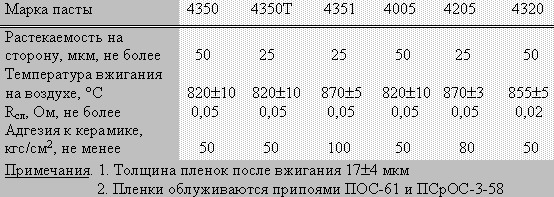 Таблица 9. Характеристики диэлектрических паст. 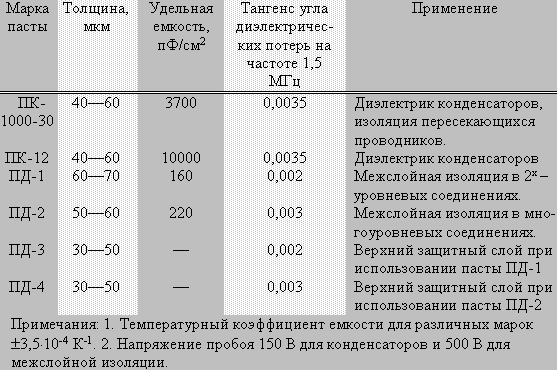 Таблица 10. Характеристики лудящих паст. 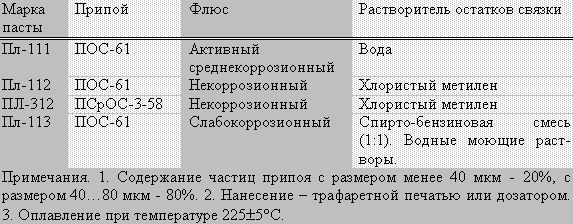 Таблица 11. Характеристики резистивных паст. 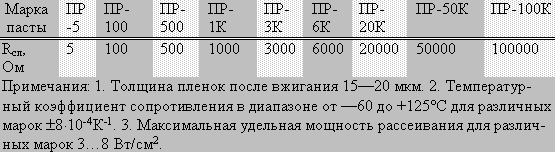 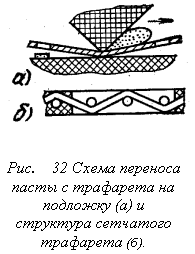 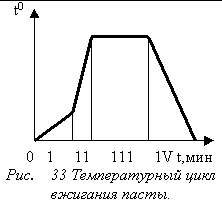 Трафаретная печать. Трафаретная печать. Трафарет представляет собой проволочную сетку из нержавеющей стали или капроновой нити с нанесенным на нее фотоспособом защитным рисунком. Сетка вмонтирована в металлическую рамку. Керамическая подложка устанавливается под трафаретом с зазором, обеспечивающим деформацию сетки в пределах ее упругости (рис. 32). Для этого размеры сетки должны быть существенно больше размеров рисунка. После нанесения дозированного количества пасты движением ракеля паста продавливается через открытые участки трафарета и переносится на подложку. Таким образом, контакт трафарета с подложкой происходит по линии, движущейся вместе с ракелем. Сушка полученного отпечатка преследует цель удалить летучие компоненты технической связки. Вжигание. На рис. 33 приведен типичный температурный цикл вжигания пасты. На первой стадии скорость подъема температуры относительно невысока, происходит разложение органической связки и ее удаление с помощью интенсивной вытяжной вентиляции. На второй стадии скорость роста температуры повышают, происходит плавление низкотемпературного стекла и образование суспензии твердых функциональных частиц в расплавленном стекле. Собственно вжигание происходит на третьей стадии при постоянной температуре. При этом имеет место как химическое (взаимодействие окислов стекла и керамики), так и физическое (заполнение стеклом открытых поверхностных пор керамики) сцепление покрытия с подложкой. После выдержки (~10 мин.) изделия медленно охлаждают (четвертая стадия) во избежание внутренних напряжений. Общая продолжительность цикла порядка одного часа. В зависимости от масштабов производства вжигание осуществляют в камерных печах периодического действия (мелкосерийное производство), либо в туннельных печах непрерывного действия (крупносерийное и массовое производство).
3. КМ 551 УД 1Б представляет собой ОУ, средней точности, 2-й степени интеграции, содержащий 45 интегральных элементов, корпус типа 210.14-8, масса не более 2.7 г, внешний вид, схема и условные графические обозначения даны ниже. 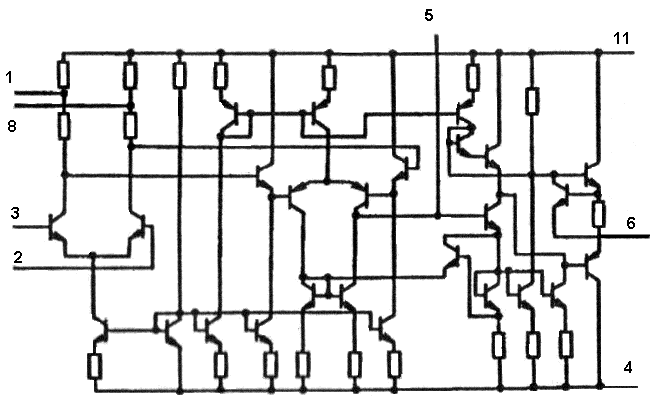 
Внешний вид микросхемы КМ 551 УД 1Б. Геометрические размеры соответствуют корпусу типа 210.14-8. в = 19.5 мм, E = 7.4 мм, A2 = 5 мм, L + A = 10 мм. е = 2.5 мм.
Цоколевка: 1, 8 – балансировка, 2 – вход инвертирующий, 3 – вход неинвертирующий, 4 – напряжение питания ( - Un), 5 – частотная коррекция, 6 – выход, 7 – напряжение питания ( + Un), 9, 10, 11, 12, 13, 14 – свободные выводы,
Электрические параметры
Номинальное напряжение питания: Un1………………………………………………………..15В±10% Un2………………………………………………............-15В±10% Максимальное выходное напряжение……………………|±10|В Выходное напряжение переменное…………………...≤|±20|мВ Напряжение смещения нуля(при Rг=10 Ом, Rн≥10кОм)…≤2.5мВ Ток потребления…………………………………………….≤5.5мА Разность входных токов……………………………………≤35нА Средний входной ток……………………………………….≤125нА Коэффициент усиления напряжения……………………≥250000 Коэффициент влияния источников питания на напряжение смещения нуля…………………................10мкВ/В
Предельно допустимые режимы эксплуатации
Напряжение питания: Un1………………………………………….........(13.5−16.5)В Un2……………………………………….............(-16.5− -13.5)В Синфазные входные напряжения……………...(-13−13)В Входные дифференциальные напряжения……(-5−5)В Максимальный выходной ток…………………5мА Статический потенциал………………………..200В Температура окружающей среды……………..-25− +85°C
4. Монтаж микросхем. Присоединение пайкой Выбор метода присоединения пайкой определяется конструкцией корпуса микросхемы и формой его выводов. Корпуса со штырьковыми выводами запаивают в металлизированные отверстия печатных плат в специальных установках многопозиционной пайки: волной припоя, общим и селективным погружением. При пайке волной припоя печатную плату с односторонним расположением микросхем перемещают горизонтально, соприкасая с верхней кромкой волны припоя, подаваемой с помощью насоса из нижних слоев ванны через продольную щель. При пайке с общим погружением плату с микросхемами опускают до соприкосновения с поверхностью расплавленного припоя и выдерживают в течение определенного времени. Для исключения образования перемычек между токоведущими дорожками платы используют специальный трафарет, т.е. селектор (пайка с селективным погружением), который устанавливают на плату со стороны пайки . Планарные выводы корпусов микросхем, располагающихся с одной или с обеих сторон печатных плат, вне зависимости от метода присоединения подпаивают только по одному за операцию. Пайку осуществляют паяльником с постоянным или импульсным нагревом, с расплавлением дозированного припоя в месте соединения, с помощью струи горячего воздуха или газа, за счет теплоты, выделяемой при прохождении электрического тока через паяемые детали. Так как выводы располагают с постоянным шагом, а распределение микросхем по плоскости платы регулярное, то все эти методы могут быть автоматизированы. Пайку паяльником с постоянным нагревом производят как с предварительной дозировкой припоя, так и с захватом припоя жалом паяльника. Пайку паяльником с импульсным подогревом осуществляют только с предварительной дозировкой припоя. Когда жало паяльника поджимает вывод с таблеткой припоя к контактной площадке, через него пропускается импульс тока, который разогревает паяльник и место пайки до необходимой температуры. При пайке струёй горячего газа вывод микросхемы вместе с дозой припоя поджимают к контактной площадке, на место пайки направляют струю нагретого воздуха или газа, а корпус микросхемы обдувают струёй холодного воздуха для исключения перегрева. Выводы микрокорпуса обрезают на длину 0,5--0,7 мм, подгибают и после установки корпуса на нагретую керамическую плату спаивают дозой припоя путем обдува струёй горячего воздуха. При пайке используют различные припои и флюсы. Критерий их выбора - максимально допустимая температура пайки. Монтаж методами сварки. При монтаже корпусов микросхем с планарными выводами может быть применена сварка двусторонняя контактная точечная, односторонняя точечная сдвоенным электродом, ультразвуковая, импульсная дуговая, лазерным лучом, металлизацией, например путем напыления при электрическом взрыве проволоки или фольги. Основное требование при монтаже сваркой-правильный выбор размеров контактной площадки. Сварное соединение будет надежным и прочным, если ширина контактной площадки составляет не менее 3-5 диаметров или ширины привариваемого вывода, а длина ее-5-8 диаметров. Двусторонняя контактная точечная сварка нашла применение при использовании специальных штырей конусной формы, изготовляемых из углеродистой стали и покрываемых медью и индием. Такие штыри монтируют в металлизированные отверстия печатных плат и приваривают к ним выводы микросхем. При запрессовке штырей в отверстия индий диффундирует в металлическое покрытие отверстия, благодаря чему образуется надежное электрическое и механическое соединение. Достоинство данного метода-возможность многократной замены микросхем. При приварке планарных выводов к печатным контактам лазерным или электронным лучом применяют соединения торцовое, точечное или заклепочное При торцовом соединении часть луча попадает на вывод, а другая часть- на контактную площадку платы. В соединении точечного типа луч полностью направляют на вывод. При заклепочном соединении луч направляют на вывод, в котором имеется просверленное отверстие диаметром, меньшим диаметра луча. Крепление подложек и кристаллов. Метод крепления подложек и кристаллов на основании корпуса, а также кристаллов и других компонентов на подложках зависит от выбора материала присоединительного слоя - клея, стекла, припоя и т. д. В свою очередь, материал присоединительного слоя должен обеспечивать эффективный отвод теплоты в подложку или корпус в зависимости от выделяемой мощности, хорошее согласование температурных коэффициентов расширения (ТКР) соединяемых элементов в широком диапазоне рабочих температур (обычно --60 +125°С), стойкость к динамическим воздействиям (с ускорением до 150g) в условиях воздействия вибраций и ударов. В отдельных случаях присоединительный слой должен быть электропроводным. Отвод теплоты от кристалла (компонента) в полых корпусах осуществляется главным образом через присоединительный слой за счет механизма теплопроводности. Эффективность отвода теплоты зависит прежде всего от удельной теплопроводности материала присоединительного слоя, а также его геометрии - толщины и площади. Если считать кристалл и основание под ним изотермическими, а площадь слоя равной площади кристалла, то тепловой, поток через слой однороден и тепловое сопротивление слоя R [К/Вт]=h/( s), где - коэффициент теплопроводности материала слоя [Вт/(см*К)] (табл.); h - толщина слоя [см]; s - площадь слоя [см2]. Достаточно малые тепловые сопротивления (десятые доли К/Вт) имеют присоединительные слои на основе металлических припоев. Тепловое сопротивление спая на основе стекла лежит в пределах 60…200 К/Вт. Наибольшее сопротивление имеют клеевые соединения (вследствие малого коэффициента теплопроводности). Так как перегрев кристалла, т. е. перепад температур в системе "кристалл-основание", зависит от мощности, выделяемой кристаллом ( t°~RP), то присоединительные слои с большим тепловым сопротивлением могут применяться для компонентов, выделяющих малую мощность. Различие температурных коэффициентов расширения кристалла (подложки) и основания в условиях нагрева или охлаждения вызывает в них внутренние напряжения (растягивающие или сжимающие) в зависимости от соотношения ТКР. Эти напряжения имеют максимальные значения на контактных поверхностях присоединительного слоя. При хорошей адгезии напряжения могут превысить предел прочности материала слоя на растяжение или сжатие, так как его прочность обычно ниже прочности соединяемых деталей. Например, слой стекла, имеющего высокую адгезию со многими материалами (до 100 МПа), плохо противостоит напряжениям растяжения. Температурные деформации на границах слоя уменьшаются, если ТКР слоя имеет промежуточное значение между ТКР материалов соединяемых деталей (табл. 12). В этом случае слой выполняет роль своеобразного буфера. Наилучшие условия согласования возникают при плавном изменении состава (а следовательно, и ТКР) присоединительного слоя. Такие условия, в частности, возникают при пайке контактным плавлением. При вибрациях, ударах и статических перегрузках на элементы конструкции микросхемы действуют распределенные нагрузки, причем пиковые значения результирующих сил определяются массой элемента и ускорением (F=mа). Эти силы в зависимости от направления стремятся сдвинуть или оторвать элемент. Благодаря малой массе, элементы микросхемы (включая подложку) хорошо противостоят действию статических перегрузок и одиночных ударов. Например, при действии ускорения 150g в плоскости керамической подложки размером 30х24 мм сдвиговое усилие имеет значение ~40 Н, а соответствующее напряжение в присоединительном слое ~60 кПа, что примерно в сто раз меньше предела прочности на сдвиг (адгезии) для соединений на основе современных клеев (единицы МПа). Таблица 12. Значения коэффициента теплопроводности [Вт/(см*К)] и температурного коэффициента расширения [10-6*К-1] некоторых материалов. 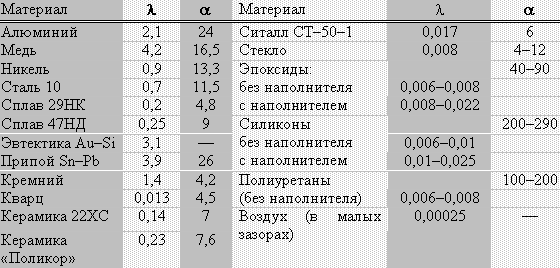 Более существенное влияние на прочность соединения оказывают длительные вибрационные воздействия (частота 5…5000 Гц при ускорениях до 40g), которые могут привести к усталостным разрушениям в слое. Развитию усталостных разрушений способствуют температурные деформации, возникающие при изменении температуры во время эксплуатации, а также остаточные температурные деформации в результате нагрева в процессе выполнения операции соединения. Наименее стойкими к вибрационным воздействиям являются соединения стеклом, обладающие хрупкостью и пониженной прочностью на растяжение. Процесс крепления подложек и кристаллов можно условно представить в виде последовательности этапов:
1) подготовка поверхности основания и нанесение присоединительного материала (клея, стекла, припоя);
2) ориентированная установка кристалла (подложки) на основание;
3) собственно присоединение, которое в общем случае выполняется под давлением и с нагревом. Наиболее точным и производительным способом нанесения присоединительного материала, обладающего свойствами пасты (клей, суспензия стекла, лудящая паста), является сеткографический способ, который, кроме того, позволяет обеспечить достаточно точную дозировку присоединительного материала, а следовательно, высокую воспроизводимость геометрических размеров соединения. Конструкция корпуса микросхемы должна при этом обеспечивать возможность плотного прилегания сетки к основанию. Ориентация кристалла непосредственно на основании нежелательна, поэтому кристаллы должны быть предварительно ориентированы и уложены в кассеты, откуда вакуумным пинцетом их переносят к месту соединения. Собственно присоединение можно выполнять индивидуально для каждого кристалла на специальных технологических установках (обычно при соединении пайкой) или групповым способом в кассетах под необходимым давлением с общим нагревом в печах или термостатах (соединения стеклом или склеиванием). Клеевые соединения используют для микросхем и компонентов пониженной мощности. Технология клеевых соединений проста и может быть применена для широкого круга материалов (с использованием клеев на эпоксидной основе) и диапазона рабочих температур (-60+150°C, кратковременно до 450°С). Клеевые соединения стойки к вибрациям. Основным недостатком эпоксидных смол является высокий ТКР и пониженная теплопроводность, поэтому клеи на основе этих смол всегда содержат наполнители (минеральные или металлические), снижающие значение и увеличивающие . Клеевые соединения характеризуются наличием внутренних напряжений, которые возникают вследствие первичной усадки при полимеризации (уплотнение структуры), усадки при охлаждении (при горячем отверждении), разницы ТКР соединяемых деталей и клея. При склеивании большинство клеев допускают варьирование температуры и времени в широких пределах, причем при повышении температуры время отверждения клея быстро уменьшается. Режим холодного отверждения осуществляется при комнатной температуре, но требует длительной выдержки (до 48 ч). Поэтому склеивание, как правило, выполняют с подогревом 60…200°C в зависимости от марки клея. Монтаж кристаллов и подложек, предназначенных для работы в герметизированных корпусах, возможен только теми клеями, которые не содержат активных компонентов, способных при температуре эксплуатации выделяться из клеевой прослойки и заполнять объем корпуса. В связи с этим широкое применение находят клеи марок ВК-2, ВК-4, ВК-8 и ВК-9. Основные данные по клеям повышенной теплопроводности (в том числе и электропроводящим) для крепления кристаллов приведены в табл. 13. Таблица 13. Свойства электро- и теплопроводящих клеев на эпоксидной основе. 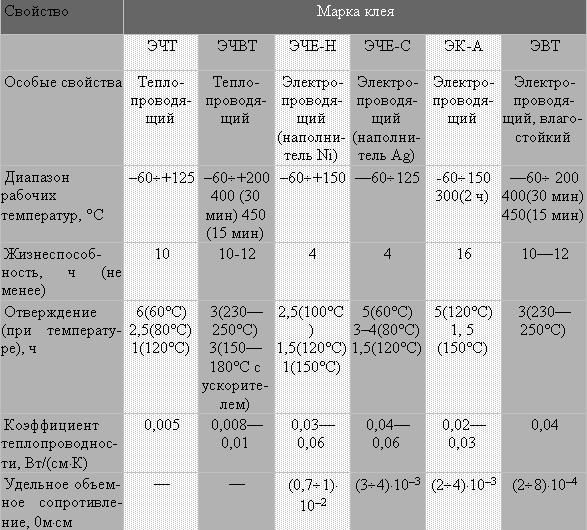 Качество поверхности соединяемых элементов оказывает большое влияние на прочность клеевого слоя. Поэтому с поверхностей перед склеиванием тщательно удаляют загрязнения и жировые пленки, причем следы используемых органических растворителей должны быть полностью удалены сушкой. При отверждении клея остаточный растворитель создает пористость и внутренние напряжения, снижающие прочность слоя. Для удаления растворителей, входящих в состав клея, производят сушку на воздухе в течение 1-1,5 ч, после чего проводят термообработку в соответствии с выбранным режимом отверждения. Прочность клеевого слоя в объеме зависит от совершенства структуры полимера. Количество дефектов увеличивается с толщиной слоя и прочность соединения падает. Рекомендуется слой ограничивать толщиной 0,05-0,1 мм. Качество поверхности соединяемых элементов оказывает большое влияние на прочность клеевого слоя. Поэтому с поверхностей перед склеиванием тщательно удаляют загрязнения и жировые пленки, причем следы используемых органических растворителей должны быть полностью удалены сушкой. При отверждении клея остаточный растворитель создает пористость и внутренние напряжения, снижающие прочность слоя. Для удаления растворителей, входящих в состав клея, производят сушку на воздухе в течение 1-1,5 ч, после чего проводят термообработку в соответствии с выбранным режимом отверждения. Прочность клеевого слоя в объеме зависит от совершенства структуры полимера. Количество дефектов увеличивается с толщиной слоя и прочность соединения падает. Рекомендуется слой ограничивать толщиной 0,05-0,1 мм. Точную дозировку по толщине и площади клеевого слоя обеспечивает применение пленочных клеев. Пленочные клеи представляют собой неполимеризованный подсушенный клей, который можно разрезать на заготовки нужных размеров и формы. Такие пленки выпускают специализированные заводы в виде непрерывных лент на основе различных клеев. Широкое применение для крепления подложек гибридных микросхем к основанию корпуса нашли, в частности, пленки на основе метилполиамиднофенольного клея МПФ-1. Непосредственно перед монтажом для активации поверхности заготовки пленочного клея ее погружают на 1-2 сек. в этиловый спирт. Далее установленные пленку и подложку помещают в прижимное приспособление с резиновой прокладкой, где выдерживают 1-2 мин. После сушки на воздухе не менее 30 мин. изделие подвергают термообработке в термостате (подъем температуры до 150°C в течение 1 ч, выдержка 2 ч, охлаждение вместе с термостатом до 30-40°С). Пайка стеклами позволяет достичь хорошего согласования соединяемых материалов по ТКР, так как, варьируя состав стекла, можно изменять его ТКР в широких пределах. К легкоплавким стеклам относят обычно стекла, температура размягчения которых не превышает 550°С. Такие стекла имеют более высокий ТКР (С84-1, С88-1, С89-3, С90-1, для которых значения соответственно равны (8,4; 8,8; 8,9 и 9,0)*10-6 K-1. Для часто используемых сочетаний материалов "ковар-ситалл, поликор, кремний" требуются стекла с ТКР порядка (57)*10-6 K-1, т. е. тугоплавкие (например, С-50). Использование относительно тугоплавких стекол практически исключает возможность припайки кристаллов стеклом на подложках гибридных пленочных микросхем и микросборок. Пайку стеклом в основном применяют для крепления керамических, поликоровых и ситалловых подложек. Наилучшая адгезия стекла и, следовательно, прочность соединения обеспечиваются с материалами, представляющими собой смеси окислов (ситалл, поликор, керамика 22ХС), или с металлами, имеющими на поверхности прочный слой окисла. Технология пайки стеклом сводится к нанесению суспензии (пасты) стеклянного порошка в деионизованной воде на очищенную поверхность, сжатию соединенных деталей в приспособлении-кассете, сушке и последующему оплавлению в печи в контролируемой атмосфере. Пайка металлическими сплавами обеспечивает высокую электропроводность соединения, механическую прочность, хорошее согласование по ТКР. Благодаря высокой теплопроводности и малой теплоемкости металлических сплавов, необходимое время для плавления и получения соединения достаточно мало, что делает целесообразным выполнение этих операций на специальных установках последовательного присоединения кристаллов с высоким уровнем механизации и автоматизации. В качестве присоединительного слоя могут быть использованы мягкие припои, такие, как Аu-Sn (80 масс. %. и 20 масс. %; tпл =280°С), Рb-Sn-Аg (92, 5,5 и 2,5 масс. %; tпл =300°С) и др. Припой вводят в место соединения в виде фольговых дисков или наносят в виде пасты трафаретным способом. Необходимым условием качественного соединения является высокая смачиваемость соединяемых поверхностей припоем. Для этого кристаллы на установочной плоскости должны иметь слой металлизации (золото, серебро или никель с подслоем хрома), который наносят на этапе групповой обработки на обратную (нерабочую) сторону групповой пластины. Соответственно площадка для установки кристалла на подложку (или на основание корпуса) должна иметь никелевое или золотое покрытие. Пайка мягкими припоями допускает при необходимости демонтаж припаянного кристалла. В то же время относительно низкая температура плавления припоя ограничивает технологическую температуру на последующих операциях присоединения выводов и герметизации микросхемы. Более высокую температуру плавления (370°С) имеет эвтектический сплав Аu-Si (94 и 6 масс. %), который также в виде фольгового диска помещают между кристаллом и основанием. Для улучшения смачивания кристалла припоем целесообразны золочение поверхности кристалла, а также ультразвуковые колебания инструмента, прижимающего кристалл. Рабочую температуру устанавливают в пределах 390-420°C, т.е. выше температуры эвтектики. Время пайки 3-5 с, давление инструмента 1-З Н/мм2. При пайке любыми эвтектическими сплавами температура плавления сплава невысокая (наименьшая для данной системы). Кристаллизация происходит одновременно по всему объему, т. е. скачкообразный переход из жидкой фазы в твердую обеспечивает мелкозернистость структуры слоя и, следовательно, повышенную прочность. Разновидностью пайки эвтектическим сплавом Аu-Si является соединение кремниевого кристалла с золоченой поверхностью основания (подложки или корпуса) за счет контактного плавления без введения припоя (контактно-реактивная пайка). При использовании этого метода нижняя поверхность кристалла должна быть освобождена от пассивной пленки, что достигается стравливанием двуокиси кремния с групповой пластины до разделения. Соответствующие площадки на ситалловой или поликоровой подложке могут быть получены вакуумным осаждением золота. Площадку на основании металлического корпуса целесообразно формировать локальным гальваническим золочением. Позолоченные площадки на керамических подложках или основаниях корпусов получают вжиганием золотой пасты ПЗП-3 при температуре 950 °С. При сжатии кремниевого кристалла с позолоченной поверхностью с усилием ~0,8 Н в условиях нагрева до 390-420 °С происходит взаимная диффузия (растворение в твердой фазе) золота и кремния. Вследствие плавного изменения концентрации компонентов по нормали к соединяемым поверхностям возникает слой, состав которого близок к эвтектическому. При температуре нагрева этот слой переходит в жидкую фазу. С момента возникновения жидкой фазы процессы диффузии и растворения ускоряются, а расплавленный слой быстро расширяется. Поскольку все виды пайки металлическими припоями, включая пайку контактным плавлением, можно выполнять на механизированных установках, применение флюсов в этих условиях снизило бы эффективность использования таких установок. Поэтому пайку обычно производят в защитной или защитно-восстановительной среде путем подачи соответствующего газа через миниатюрное сопло в зону пайки. Этот же газ используют для охлаждения полученного соединения. На площадку для пайки кристалл (а также припойный диск) устанавливают вакуумным пинцетом из кассет с ориентированными кристаллами. Этот же пинцет является инструментом, выполняющим соединение. При укладке ориентированных кристаллов в кассеты (после скрайбирования, ломки групповой пластины и отбраковки дефектных кристаллов) требуется трудоемкая и утомительная ручная работа или специальные сортировочные автоматы с нежелательными механическими воздействиями на кристаллы. Поэтому представляют интерес различные приемы, позволяющие сохранить ориентацию кристаллов после ломки групповой пластины, один из которых заключается в том, что групповая пластина, прошедшая операции зондового контроля и скрайбирования, наклеивается на эластичную пленку. Ломка пластины производится прокатыванием ролика по поверхности пластины. Далее пленка на специальном приспособлении растягивается по двум осям (при этом кристаллы раздвигаются, сохраняя ориентацию) и в этом положении фиксируется. После подогрева пленки дефектные кристаллы удаляют вакуумным пинцетом, а остальные погружают в ванночку с растворителем, сушат и переносят в кассету. Описанный принцип лежит в основе работы установки ЭМ-226, производительность которой 40 пластин в час при их диаметре 80 мм. Установки для пайки кристаллов (ЭМ-438А, ЭМ-438М) могут работать в автоматическом и полуавтоматическом режимах. В автоматическом режиме рабочий цикл непрерывно повторяется с определенным тактом, а кассета с корпусами (или отрезок ленты с выводами) перемещается с каждым циклом автоматически на определенный шаг. В полуавтоматическом режиме для выполнения очередного цикла необходим пуск установки оператором. Полуавтоматический режим используют при ручной установке корпусов на рабочую позицию, а также в процессе наладки установки. Рабочий цикл включает в себя следующие приемы, выполняемые автоматически: захват кристалла инструментом (с вакуумным прижимом), включение нагрева инструмента, перемещение корпуса (ленты) на шаг, установка кристалла, выключение вакуума, включение ультразвукового генератора, пайка, выключение подогрева инструмента и ультразвукового генератора, включение обдува, подъем инструмента и выключение обдува.
Технические характеристики установки присоединения кристаллов ЭМ-438. 
5. Функциональное устройство: неинвертирующий усилитель, Uвых = 10 В, Uвх = 20 мВ, 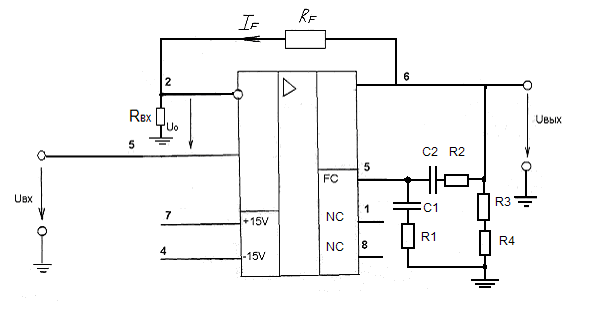
Усилитель может быть включен таким образом, что его выходное напряжение совпадает по фазе с входным. Такой вариант включения ОУ называется неинвертирующим. Входной сигнал подается на неинвертирующий вход, а инвертирующий вход соединен с резистором ОС. Решение: Для расчета коэффициента усиления неинвертирующего усилителя примем, что токи через резисторы R1, Rf равны (считая Ii приблизительно равными нулю), тогда  . Используя концепцию «виртуальной земли» (U1=Ui), получаем . Используя концепцию «виртуальной земли» (U1=Ui), получаем  . Если . Если  то то  . . Коэффициент усиления при замкнутой цепи ОС: Аис = 10/0,02= 500. Согласно уравнению запишем  или Rоб.с/Rвх=500. Пусть Rвх = 160 кОм, тогда Rоб.с = 80 мОм. Рассчитаем мощность на резисторах: или Rоб.с/Rвх=500. Пусть Rвх = 160 кОм, тогда Rоб.с = 80 мОм. Рассчитаем мощность на резисторах:  , ,  , где Iвх=125 нА. , где Iвх=125 нА. Принимаем из стандартного ряда сопротивлений Е48 резисторы Rвх =162 кОм, Rоб.с=82.5 мОм и из ряда мощностей – максимальную рассеиваемую мощность 0.0625 Вт. Таким образом, окончательно получим коэффициент усиления 509,26. Проведем добавочный расчет мощности на резисторах , ,  . .
Список литературы:
Гусев В. Г., Гусев Ю. М. «Электроника» Кауфман М., Сидман А. «Практическое руководство по расчетам схем в электронике». Справочник в 2-х томах. Нефёдов А.В. «Интегральные микросхемы и их зарубежные аналоги». 5 том. 2000 г. 4. Интернет - http://cdl.iu4.bmstu.ru/me/microel/index.htm
Государственный комитет РФ по рыболовству.
Астраханский Государственный Технический Университет
Кафедра «Электрооборудования и автоматики судов».
Курсовая работа по курсу: «Физические основы электроники»
Тема: «Проектирование типового устройства судовой автоматики на базе операционного усилителя»
Выполнил: студент гр. ДАЭ-21ф-та АиЭ Дружинин С.В.
Проверил: проф. Надеев А. И.
Астрахань 2002 г. |