1 Свойства, промышленное значение и классификационные характеристики аммиака. Анализ аварий, характерных для аммиака
В данном разделе дипломной работы представлены основные свойства аммиака, промышленное значение, области его применения и классификационные характеристики. Также проанализированы наиболее крупные аварии с выбросом (разливом) аммиака, имевшие место в мировой практике и в нашей стране. Выявлены типичные для предприятий, использующих, производящих или транспортирующих данное вещество, причины аварий.
1.1 Классификационные характеристики аммиака
АХОВ – опасное химическое вещество, применяемое в промышленности и сельском хозяйстве, при аварийном выбросе (разливе) которого может произойти заражение окружающей среды в поражающих живой организм концентрациях (токсодозах).
Токсическая доза – это количество вредного вещества, вызывающее определенный токсический эффект.
В зависимости от давления P и температуры Т, вещество может находиться в различных агрегатных состояниях (рисунок 1.1)

А – тройная точка
В-критическая точка
1 – твердая фаза
2 – жидкость
3 – газ
4 – пар
Рисунок 1.1 – Диаграмма состояния вещества [5]
Участок кривой АВ представляет условия равновесия двух фаз – жидкости и пара (линия насыщенного пара). Тройная точка А фиксирует одновременное равновесие трех фаз. В критической точке В пропадает граница между жидкостью и паром. При T ≥ Tкр
вещество находится в газообразном состоянии независимо от давления [5].
В зависимости от агрегатного состояния в принятых условиях производства, хранения и транспортировки АХОВ делятся на:
– сжатые газы;
– сжиженные газы;
– жидкости;
– твердые вещества [2].
Сжиженный аммиак, находящийся под сверхатмосферным давлением при температуре выше или равной температуре окружающей среды в сосудах, резервуарах и другом технологическом оборудовании, является перегретой жидкостью.
В зависимости от соотношения критической температуры, температуры внешней среды и условий хранения, все АХОВ делятся на 4 основные группы. Аммиак относится ко 2 группе.
Во 2 группу входят вещества, у которых критическая температура выше, а температура кипения ниже температуры окружающей среды. При разгерметизации емкостей с жидкостями данной категории процесс образования газовых облаков зависит от условий хранения АХОВ [27].
Если АХОВ хранятся в жидкой фазе в емкости под высоким давлением и при температуре выше температуры кипения, но ниже температуры окружающей среды, то при разгерметизации емкости часть АХОВ (10–40%) «мгновенно» испарится, образуя первичное облако паров АХОВ [2].
Если АХОВ хранятся в изотермических хранилищах при температуре хранения ниже температуры кипения, то в случае разгерметизации емкости первоначального испарения значительной части жидкости не наблюдается. В первичное облако переходит только 3–5% от общего количества АХОВ. Оставшаяся часть жидкости перейдет в режим стационарного кипения. Наиболее опасные поражающие факторы в данном случае – вторичное облако паров АХОВ, переохлаждение, а в некоторых случаях – пожары и взрывы [4].
В соответствии с классификацией холодильных агентов по степени опасности воспламеняемости и взрывоопасности смесей с воздухом [21], аммиак относится ко 2 группе. К этой группе относят токсичные холодильные агенты. Несколько хладагентов этой группы являются также воспламеняемыми, но с нижней границей воспламеняемости, равной или выше 3,5% по объему, что требует надлежащих дополнительных ограничений.
Аммиак – единственный холодильный агент этой группы, который широко применяется в холодильной промышленности. У него есть преимущество: он благодаря своему резкому запаху сигнализирует об утечке даже при концентрации гораздо более низкой, чем уровень концентрации, представляющий опасность.
Вредные химические вещества по степени токсичности подразделяют на четыре класса:
I класс – чрезвычайно токсичные;
II класс – высокотоксичные;
III класс – умеренно-токсичные;
IV класс – малотоксичные вещества.
Аммиак относится к группе малотоксичных веществ (IVгруппа). Классификация установлена в зависимости от величины ПДК АХОВ (Таблица П. 4.1).
По преимущественному синдрому, складывающемуся при острой интоксикации, аммиак относится к пятой группе АХОВ удушающего нейротропного воздействия. Вещества этой группы вызывают токсический отек легких на фоне которого формируется тяжелое поражение нервной системы (Таблица П. 4.2).
По способности к горению, жидкий аммиак относится к группе трудногорючих веществ, а газообразный – к группе горючих веществ (Таблица П. 4.4). Аммиак является воспламеняющимся лишь в очень ограниченном диапазоне концентраций. При повышении температуры воспламеняемость аммиака увеличивается.
1.2 Основные свойства аммиака
Основные свойства аммиака определяются его физико-химическим характеристиками и токсичным действием на организм человека.
1.2.1 Токсические свойства аммиака
Токсичность – способность вредного вещества вызывать нарушения физиологических функций организма, в результате чего возникают симптомы интоксикаций (заболевания), а при тяжелых поражениях – его гибель [11].
Механизм токсического действия АХОВ и, в частности, аммиака, заключается в следующем. Внутри человеческого организма, а также между ним и внешней средой, происходит интенсивный обмен веществ. Наиболее важная роль в этом обмене принадлежит ферментам – химическим (биохимическим) веществам или соединениям, способным управлять химическими и биологическими реакциями в организме. Токсичность АХОВ заключается в химическом взаимодействии с ферментами, которое приводит к торможению или прекращению ряда жизненных функций организма. Полное подавление тех или иных ферментных систем вызывает общее поражение организма, а в некоторых случаях его гибель [4].
Для оценки токсичности АХОВ используют ряд характеристик, основными из которых являются: концентрация и токсическая доза.
Концентрация – количество вещества (АХОВ) в единице объема, массы.
Предельно допустимая концентрация – концентрация вредного вещества в воздухе, которая при ежедневной работе в течение 8 часов в день (41 часа в неделю) за время всего стажа работы не может вызвать заболеваний или отклонений состояния здоровья работающих, обнаруживаемых современными методами исследований в процессе работы или в отдаленные сроки жизни настоящего и последующего поколений [24].
Пороговая концентрация – это минимальная концентрация, которая может вызвать ощутимый физиологический эффект. При этом пораженные ощущают лишь первичные признаки поражения и сохраняют работоспособность.
Средняя смертельная концентрация в воздухе – концентрация вещества в воздухе, вызывающая гибель 50% пораженных при двухчасовом ингаляционном воздействии.
Для характеристики токсичности веществ (при их попадании в организм человека ингаляционным путем) выделяют следующие токсодозы:
– средняя смертельная концентрация (LCt50
) – приводит к смертельному исходу 50% пораженных;
– средняя выводящая из строя концентрация (ICt50
) обеспечивает вывод из строя 50% пораженных;
– средняя пороговая концентрация (PCt50
) – вызывает начальные симптомы поражения у 50% пораженных (г·мин/м3
);
– средняя смертельная доза (LDt50
) при введении в желудок – приводит к гибели 50% пораженыых при однократном введении в желудок (мг/кг).
Для оценки степени токсичности АХОВ кожно-резорбтивного действия используют значения средней смертельной токсодозы (LDt50
), и средней пороговой токсодозы (PDt50
). Единицы измерения – г/чел., мг/чел., мл/кг.
Средняя смертельная доза при однократном нанесении на кожу приводит к гибели 50% пораженных [4, 24].
1.2.2 Физико-химические свойства аммиака
При оценке потенциальной опасности химических веществ необходимо принимать во внимание не только токсические, но и физико-химические свойства, характеризующие их поведение в атмосфере, на местности и в воде. В частности, важнейшим физическим параметром, определяющим характер поведения токсичных веществ ингаляционного действия при выбросах (проливах), является максимальная концентрация его паров в воздухе. В промышленной токсикологии используют показатель, учитывающий одновременно токсические свойства и летучесть веществ – коэффициент возможности ингаляционного отравления (КВИО) [2]. Этот коэффициент равен отношению максимально возможной концентрации паров вещества при 200
С к его смертельной концентрации (Таблица П. 4.1)
По некоторым своим свойствам (точка кипения -33 °С, критическая температура -132 °С) аммиак похож на хлор. Так же как и хлор, аммиак удобно хранить в сжиженном виде. Зависимости давление паров – температура и доля мгновенно испаряющейся жидкости в адиабатическом приближении температура для аммиака и для хлора весьма близки. Однако аммиак в основном перевозится в виде охлажденной жидкости (в рефрижераторах). Отметим, что в США существуют трубопроводы, по которым аммиак транспортируется через всю страну [5].
1.3 Промышленное значение аммиака и области его применения
По объемам производства аммиак занимает одно из первых мест. Ежегодно во всем мире получают около 100 миллионов тонн этого соединения. Аммиак используется для производства азотной кислоты (HNO3
), которая идет на производство удобрений и множества других продуктов; азотсодержащих солей [(NH4
)2
SO4
, NH4
NO3
, NaNO3
, Ca(NO3
)2
], мочевины, синильной кислоты [11].
Аммиак используется также при получении соды по аммиачному способу, в органическом синтезе, для приготовления водных растворов (нашатырный спирт), находящих разнообразное применение в химической промышленности и в медицине. Жидкий аммиак, а также его водные растворы применяют в качестве жидких удобрений. Аммиак представляет собой хороший растворитель для значительного класса соединений, содержащих азот. Большие количества аммиака идут на аммонизацию суперфосфата.
Испарение аммиака происходит с поглощением значительно количества тепла из окружающей среды. Поэтому аммиак применяют также в качестве дешевого хладагента в промышленных холодильных установках. При этом жидкий аммиак должен соответствовать требованиям, предъявляемым ГОСТ 6221 – 90 «Аммиак жидкий технический». В качестве хладагента используется жидкий технический аммиак марки А. При этом содержание воды не должно превышать 0,1%.
Аммиак используется также для получения синтетических волокон, например, нейлона и капрона. В легкой промышленности он используется при очистке и крашении хлопка, шерсти и шелка. В нефтехимической промышленности аммиак используют для нейтрализации кислотных отходов, а в производстве природного каучука аммиак помогает сохранить латекс в процессе его перевозки от плантации до завода. В сталелитейной промышленности аммиак используют для азотирования – насыщения поверхностных слоев стали азотом, что значительно увеличивает ее твердость [5].
1.4 Общие правила устройства и безопасной эксплуатации аммиачных холодильных установок
1.4.1 Общие понятия о холодильных установках
Холодильная система – совокупность содержащих хладагент и сообщающихся между собой частей, образующих один закрытый холодильный контур для циркуляции хладагента с целью подвода и отвода тепла.
Холодильная установка – агрегаты, узлы и другие составные части холодильной системы и вся аппаратура, необходимая для их функционирования.
Абсорбционная (или адсорбционная) холодильная система – система, в которой выработка холода осуществляется в результате испарения хладагента; абсорбер (адсорбер) поглощает пары хладагента, которые впоследствии выделяются из него при нагреве с повышением парциального давления и затем под этим давлением конденсируются при охлаждении.
Холодильный агент (хладагент) – используемая в холодильной системе рабочая среда, которая поглощает теплоту при низких значениях температуры и давления и выделяет теплоту при более высоких значениях температуры и давления. Этот процесс сопровождается изменением агрегатного состояния рабочей среды.
Хладоноситель – любая жидкость, используемая для передачи тепла без изменения ее агрегатного состояния [21].
1.4.2 Требования к аппаратурному оформлению холодильных установок
1) В холодильной установке должны быть предусмотрены аппараты, предотвращающие попадание капель жидкого аммиака во всасывающую полость компрессоров.
2) Блок испарителя для охлаждения хладоносителя должен включать в себя устройство для отделения капель жидкости из парожидкостной аммиачной смеси и возврата отделенной жидкости в испаритель.
3) Для отделения жидкой фазы из перемещаемой парожидкостной смеси в холодильных системах с непосредственным охлаждением, на каждую температуру кипения предусматриваются циркуляционные (или защитные) ресиверы, совмещающие функции отделителя жидкости. Допускается предусматривать для этих целей отдельные отделители жидкости, соединенные трубопроводами с циркуляционными (защитными) ресиверами, не совмещающими функции отделителя жидкости.
4) Геометрический объем циркуляционных ресиверов со стояком, совмещающих функции отделителя жидкости, для каждой температуры кипения в насосных схемах с нижней и верхней подачей аммиака в охлаждающие устройства следует рассчитывать по формулам, приведенным в [27].
5) Для аварийного (ремонтного) освобождения от жидкого аммиака охлаждающих устройств, аппаратов, сосудов и блоков, а также для удаления конденсата при оттаивании охлаждающих устройств горячими парами, необходимо предусматривать дренажный ресивер, рассчитанный на прием аммиака из наиболее аммиакоемкого аппарата, сосуда или блока.
6) Геометрический объем дренажного ресивера следует принимать из условия заполнения его не более чем на 80%.
7) Геометрический объем линейных ресиверов холодильных установок следует принимать не более 30% суммарного геометрического объема охлаждающих устройств помещений, аммиачной части технологических аппаратов и испарителей.
8) Для холодильных машин с дозированной зарядкой аммиака линейный ресивер не предусматривается.
9) Допускается предусматривать дополнительные линейные ресиверы для хранения годового запаса аммиака. При этом ресиверы не должны заполняться более 80% их геометрического объема.
10) Не допускается использовать в холодильных установках линейные ресиверы (неунифицированные) в качестве защитных, дренажных или циркуляционных, а кожухотрубные испарители в качестве конденсаторов и наоборот.
11) При подаче паров аммиака со стороны высокого давления к сосудам (аппаратам) на стороне низкого давления для освобождения их от жидкого аммиака и очистки от масла, давление в этих сосудах (аппаратах) не должно превышать давления испытания на плотность в соответствии с [21,27].
12) Воздух и другие неконденсирующиеся газы должны выпускаться из системы в сосуд с водой через специально устанавливаемый аппарат – воздухоотделитель.
1.4.3 Опасности, источником которых являются холодильные системы
1) Опасность от прямого воздействия температуры:
– хрупкость металлов при низких температурах;
– замерзание жидких хладоносителей (воды, соляных растворов) в замкнутом пространстве;
– термические напряжения;
– повреждение сооружений из-за замерзания грунта под ними;
– вредное воздействие на людей, вызванное низкими температурами.
2) Опасность, вызванная действием повышенного давления:
– увеличение давления конденсации, вызванное несоответствующим охлаждением или парциальным давлением неконденсируемых газов, или накоплением масла или жидкого хладагента;
– увеличение давления насыщенного пара, вызванное чрезмерным наружным нагревом (жидкого охладителя) или высокой температурой окружающей среды при длительном простое установки;
– расширение жидкого хладагента в замкнутом пространстве без присутствия пара, вызванное подъемом наружной температуры;
– пожар.
3) Опасность от прямого воздействия жидкой фазы:
– чрезмерное заполнение или затопление аппарата;
– присутствие жидкости в компрессорах, вызванное конденсацией в компрессоре;
– потери смазки из-за эмульгирования масла.
4) Опасность из-за вытекания хладагента:
– пожары пролива;
– взрыв ГПВС;
– интоксикация;
– паника;
– асфиксия (удушье) [1].
1.5 Общие сведения об авариях с выбросом (разливом) АХОВ на ХОО
Особенности современного производства и потребления связаны с переработкой, хранением, использованием в технологических процессах огромного количества опасных для жизнедеятельности веществ, в том числе АХОВ. Снижение уровня безопасности в техносфере связано с повышением плотности размещения разнородных объектов и производств и их зачастую непредсказуемым взаимодействием в аварийных ситуациях. О возрастании потенциальных опасностей техносферы в связи с ростом масштабов и концентрации производства можно судить по удельным, т.е. на душу населения, значениям летальных доз химически опасных веществ, накопленных в различных производствах Западной Европы. Можно привести следующие цифры: удельные значения летальных доз равны по мышьяку – 0,5 млрд. летальных доз; по фосгену, синильной кислоте, аммиаку – 100 млрд. летальных доз, по хлору – 10 триллионов летальных доз [2].
Согласно экспертным оценкам в России в ближайшей перспективе, несмотря на спад производства, не следует ожидать снижения количества аварий и катастроф на предприятиях химической и других отраслей промышленности, использующих или перерабатывающих АХОВ.
1.5.1 Виды химически опасных объектов
Химически опасный объект – объект, на котором хранят, перерабатывают, используют или транспортируют опасные химические вещества, при аварии на котором или при разрушении которого может произойти гибель или химическое заражение людей, сельскохозяйственных животных и растений, а также химическое заражение окружающей природной среды [18].
Следует иметь ввиду, что к ХОО относятся не только собственно химические производства, но и обширный класс различных объектов, использующих в своей работе АХОВ. Значительные запасы ядовитых веществ сосредоточены на объектах пищевой, мясомолочной промышленности, холодильниках торговых баз, в жилищно-коммунальном хозяйстве. Это, в первую очередь, аммиак, использующийся в качестве хладагента, и хлор, предназначенный для обеззараживания воды.
В случае аварии на таких объектах создается опасность химического заражения местности, поэтому они получили название химически опасных объектов.
Структура химически опасных объектов представлена на рисунке 1.2.
| Предприятия химической промышленности |
|
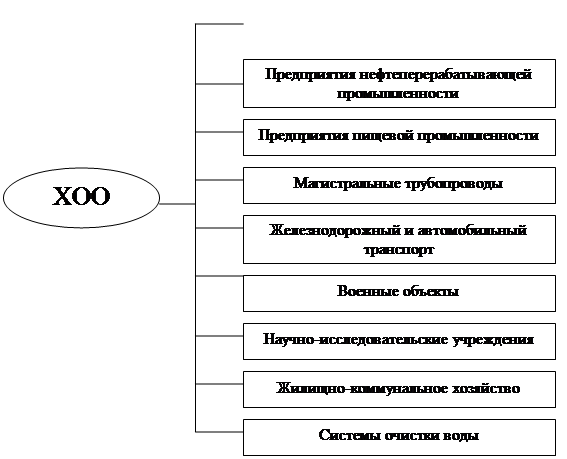 Рисунок 1.2 – Структура химически опасных объектов [2]
1.5.2 Химическая обстановка
Химическая обстановка – совокупность последствий химического заражения местности АХОВ, оказывающих влияние на деятельность объектов народного хозяйства, сил ГО и населения.
Эквивалентное количество АХОВ – такое количество хлора, масштаб заражения которым при инверсии эквивалентен масштабу заражения при данной степени вертикальной устойчивости атмосферы количеством АХОВ, перешедшим в первичное (вторичное) облако.
Первичное облако – облако АХОВ, образующееся в результате мгновенного (1–3 мин.) перехода в атмосферу части АХОВ из емкости при ее разрушении (сжатые и сжиженные газы).
Вторичное облако – облако АХОВ, образующееся в результате испарения разлившегося вещества с подстилающей поверхности (сжиженные газы, жидкости с температурой кипения ниже температуры окружающей среды) [2].
Площадь зоны химического заражения – площадь территории, в пределах которой под воздействием изменения направления ветра может перемещаться облако АХОВ.
Графическое изображение зон возможного химического заражения (ВХЗ) и угловые размеры этих зон на картах (схемах) в зависимости от скорости ветра представлены в таблице 1.1 [4].
Таблица 1.1 – Отображение зон возможного химического заражения на картах (схемах)
| Скорость ветра, V (м/с) |
Угловые размеры зоны ВХЗ, φ (град) |
Вид зоны ВХЗ |
Графическое изображение зоны ВХЗ |
| 0,5 и менее |
360 |
окружность |
 |
| 0,6…1,0 |
180 |
полуокружность |
 |
| 1,0…2,0 |
90 |
сектор |
 |
| более 2,0 |
45 |
сектор |
 |
При оценке химической обстановки следует говорить о двух этапах:
1) выявление химической обстановки, заключающееся в сборе данных;
2) собственно оценка химической обстановки.
Оценка химической обстановки производится как методом прогнозирования, так и по данным разведки. Исходными данными являются:
– тип и количество АХОВ;
– район и время выброса (разлива);
– топографический характер местности, характер застройки, пути распространения заражения воздуха;
– метеоусловия (скорость и направление ветра в приземном слое, а также степень вертикальной устойчивости воздуха).
Степени вертикальной устойчивости воздуха:
1) Инверсия – степень вертикальной устойчивости воздуха, при которой по мере увеличения высоты повышается температура воздуха. Таким образом нижние слои воздуха оказываются холоднее верхних и в случае аварии с выбросом АХОВ зараженное облако будет дольше сохраняться у поверхности земли. Таким образом, это наихудшие метеорологические условия с точки зрения химической обстановки. Инверсия наблюдается, как правило, в вечерние часы (час до захода солнца + ночь + час после восхода).
2) Изотермия – стабильное равновесие воздуха. Она характерна для пасмурной погоды, а также в утренние и вечерние часы. При этом
 , ,
где ∆t – разность температур на высоте 50 см и 200 см над землей, т.е.  . .
Изотермия, как и инверсия, способствует длительному застою паров токсических веществ на местности, особенно в лесу, жилых кварталах населенных пунктов и городов.
3) Конвекция – степень вертикальной устойчивости воздуха, при которой происходит вертикальное перемещение слоев воздуха друг относительно друга. Слои теплого воздуха перемещаются вверх, а холодного (более плотного) – вниз. При этом:

Конвекция характерна для ясных летних дней, возникает через 2 часа после восхода солнца, может сохраняться весь день и прекращается за 2 часа после до захода солнца [2,4].
При заблаговременном прогнозировании, когда метеоусловия неизвестны, в качестве худшего варианта принимается инверсия.
1.5.3 Возможные варианты ЧС и поражающие факторы при авариях на ХОО
Последствия аварий на ХОО характеризуются:
– масштабом;
– степенью опасности;
– продолжительностью химического заражения.
Эти характеристики зависят, в свою очередь, от количества, условий хранения и физико-химических свойств АХОВ, а также от метеорологических условий.
В зависимости от физико-химических свойств АХОВ и условий их использования и транспортировки, при крупных авариях на ХОО могут возникать ЧС четырех основных типов, которые отличаются друг от друга характером воздействия поражающих факторов [1,4].
1.5.3.1 Типы ЧС, вызванных авариями на ХОО
1) Первый тип ЧС характеризуется образованием только первичного облака АХОВ. он может возникнуть в случае мгновенной разгерметизации (например, в результате взрыва) емкостей или технологического оборудования с газообразными (под давлением), криогенными, перегретыми сжиженными АХОВ, в результате чего образуется первичное парогазовое или аэрозольное облако АХОВ с высокой концентрацией токсичного вещества в облаке. Пролива жидкой фазы, как правило, не происходит или же пролитое вещество быстро (за несколько минут) испаряется за счет тепла окружающей среды.
В зависимости от метеоусловий токсичное облако перемещается на прилегающую к аварийному объекту территорию. Этот тип ЧС является наиболее опасным как с точки зрения интенсивности воздействия поражающих факторов, так и трудности быстрого реагирования органов и сил РСЧС, направленных на предотвращение или снижение потерь [2].
2) Второй тип ЧС сопровождается образованием пролива, первичного и вторичного облаков АХОВ. Этот тип может возникнуть при аварийных проливах АХОВ на ХОО, использующих (хранящих, транспортирующих) сжиженные ядовитые газы, а также перегретые летучие токсичные жидкости с температурой кипения ниже температуры окружающей среды (окись этилена, фосген, окислы азота, сернистый ангидрид, синильная кислота и др.). Аварии с выбросом (проливом) аммиака также могут привести к ЧС этого типа.
При разгерметизации емкостей или технологического оборудования с указанными АХОВ часть вещества (обычно не более 10%) мгновенно (1–3 мин.) испаряется, образуя первичное облако паров со смертельными концентрациями. Оставшаяся часть вещества выливается в обвалование, поддон или на подстилающую поверхность и постепенно испаряется за счет тепла окружающей среды, образуя вторичное облако паров с поражающими концентрациями. В зависимости от времени года, метеоусловий, характера и геометрических условий пролива время испарения может составить от десятков минут до нескольких суток.
Поражающие факторы такой ЧС – это кратковременное ингаляционное воздействие первичного облака АХОВ со смертельными концентрациями паров и более продолжительное воздействий вторичного облака с опасными поражающими концентрациями паров. Кроме того, пролитый продукт может заражать грунт и воду.
Указанный тип ЧС также очень опасен для населения, но в отличие от первого позволяет по времени привлечь достаточное количество сил и средств для эффективного проведения АСДНР.
3) Третий тип ЧС может возникнуть в результате аварии с образованием пролива и только вторичного облака. Эта ситуация характерна для крупных аварий на ХОО, сопровождающихся большими проливами в поддон (обвалование) или на подстилающую поверхность сжиженных (при изотермическом хранении) или жидких АХОВ с температурой кипения ниже или близкой к температуре окружающей среды. В этом случае при испарении пролитого продукта образуется только вторичное облако паров токсичного вещества с поражающими концентрациями, которое, при неблагоприятных условиях может распространиться на значительные расстояния от места аварии. Указанный тип ЧС может возникнуть, например, при аварийном проливе фосгена. Третий тип менее опасен для населения, чем первые два, т. к. позволяет по времени принять эффективные меры по защите населения и ликвидации последствий аварии.
Основные поражающие факторы при третьем типе ЧС – ингаляционное воздействие вторичного облака АХОВ и заражение грунта и воды на месте пролива.
4) Четвертый тип ЧС – это ЧС с заражением территории (грунта, воды) малолетучими АХОВ. такие ситуации могут возникать при крупных авариях на ХОО, сопровождающихся выбросом (проливом) значительного количества малолетучего АХОВ. Агрегатное состояние этого вещества либо жидкость с температурой кипения гораздо выше температуры окружающей среды, либо твердое вещество. В результате выбросов таких веществ может произойти заражение местности с опасными последствиями для жизни живых организмов и растительности. Вторичного облака паров с поражающими концентрациями при этом типе ЧС не образуется, но длительное пребывание на зараженной территории без СИЗОД может привести к ингаляционному отравлению. Основным поражающим фактором при четвертом типе ЧС является возможное пероральное или в ряде случаях резорбтивное воздействие на организм.
К числу АХОВ, которые могут при авариях на ХОО стать причиной ЧС четвертого типа, относятся фенол, диоксин, сероуглерод, ацетонитрил, металлическая ртуть, соли синильной кислоты.
Также следует отметить, что описанные выше типовые варианты ЧС на ХОО, особенно второй и третий типы, могут быть осложнены взрывами и пожарами, сто становится причиной возникновения дополнительных поражающих факторов, таких как, ударная волна, обрушение зданий и сооружений с образованием завалов, прямое воздействие огня, тепловое излучение, задымление, образованию токсичных продуктов горения. Все это может увеличить потери и ущерб от аварии на ХОО и значительно осложнить проведение АСДНР.
1.5.3.2 Классификация ЧС по масштабу
ЧС в зависимости от масштаба, количества пострадавших и нанесенного материального ущерба классифицируются в соответствии с Постановлением №304 от 21 мая 2007 г. «О классификации ЧС природного и техногенного характера». (Таблица 1.2)
Таблица 1.2 – Классификация ЧС
| Характер ЧС |
Зона ЧС |
Количество пострадавших, чел. |
Материальный ущерб, млн. руб. |
| Локальная |
не выходит за пределы территории объекта |
не более 10 |
не более 0,1 |
| Муниципальная |
не выходит за пределы территории одного поселения или внутригородской территории города федерального значения |
не более 50 |
не более 5 |
| Межмуниципальная |
затрагивает территорию двух и более поселений, внутригородских территорий города федерального значения или межселенную территорию |
не более 50 |
не более 5 |
| Региональная |
не выходит за пределы территории одного субъекта Российской Федерации |
50…500 |
5…500 |
| Межрегиональная |
территорию двух и более субъектов Российской Федерации |
50…500 |
5…500 |
| Федеральная |
территорию двух и более субъектов Российской Федерации |
свыше 500 |
свыше 500 |
1.5.4 Наиболее крупные аварии, связанные с выбросом (разливом) аммиака
Авария 5 июня 1971 г. в г. Флор Аль (штат Арканзас, США) По-видимому, это было самое крупное разлитие аммиака, отмеченное литературе. Разрыв трубопровода привел к выбросу около 600 т аммиака. Жертв не было. Аммиак попал в реку, что привело к гибели рыбы.
Авария 13 июля 1973 г. Потчефструм (ЮАР). Эта авария произошла на заводе по выпуску удобрений. Причиной аварии стал отрыв торцевой крышки резервуара, содержавшего 50 т аммиака. Осколок торцевой части диаметром 2,9 м (25% массы торцевой части) отлетел на 40 м. Размер утечки составил 38 т аммиака, хранившегося при температуре около 15 °С. В результате аварии погибло 18 человек, шестеро из них находились за пределами предприятия.
В радиусе до 50 м от места аварии, погибли 7 человек; в радиусе 50…100 м погибли 5 человек; на расстоянии 100…150 м погиб 1 человек; на расстоянии 150…200 м умерли 5 человек. Было отмечено 65 случаев несмертельных отравлений. Впоследствии некоторые пострадавшие утверждали, что на земле дышать было легче, так как воздух содержал у поверхности земли меньше аммиака.
Результаты металловедческого анализа разрушенного резервуара: торцевая часть оказалась очень хрупкой. По мнению независимого эксперта, после замены торцевой части резервуара (за 4 года до аварии) необходимо было провести термообработку для снятия образовавшихся напряжений. Это и стало причиной аварии [5].
Авария 6 мая 1976 г. в г. Хьюстон (штат Техас, США).
В данной аварии автоцистерна с аммиаком, двигавшаяся по горному шоссе, в результате дорожного происшествия съехала с полотна дороги и, пролетев 10 м, упала на проезжую часть проходившего внизу шоссе. Произошел мгновенный выброс 19 т аммиака, погибло 6 человек, пострадало более 100 человек. В начальный период аварии образовавшееся облако аммиачно-воздушной смеси было тяжелее окружающего воздуха.
Эта площадь, согласно оценкам автора [5], сделанным путем сравнения фотографий из работы и карты места аварии из работы составляет приблизительно 1 км2
.
Авария 1997 г. в г. Барнаул
Во время работы в ночную смену машинист находился в нетрезвом состоянии. Средства автоматической защиты АХУ были им отключены. В результате превышения допустимого уровня аммиака в циркуляционном ресивере произошел гидравлический удар в цилиндре компрессора. Через пробитую при этом прокладку газообразный аммиак быстро распространился по помещениям машинного зала и управления (двери были открыты), где находился и, возможно, спал машинист. Он получил тяжелое отравление и после длительного лечения скончался [13].
По данным Росгостехнадзора в России ежегодно происходит несколько тысяч аварий в химических отраслях. Число аварий с угрозой выброса АХОВ увеличивается вследствие транспортных происшествий. В период 2002…2007 г. в России на ХОО было зарегистрировано несколько десятков аварий с аммиачными веществами. В этих авариях пострадало около 30 человек и 5 человек получили смертельное отравление парами аммиака. Некоторые из них, наиболее крупные, приведены в таблице 1.3.
Таблица 1.3 – Описание некоторых аварий с аммиачными веществами, произошедшими в период 2002…2007 г. В России
| Дата аварии
|
Место аварии, предприятие, на котором произошла авария
|
Краткое описание аварии
|
Масса разлившегося вещества, кг
|
Причины аварии
|
Количество пострадавших / погибших
|
| 13.02.2002 |
ОАО «Пигмент» |
при пуске аммиачного компрессора разрушился цилиндр второй ступени с вырыванием клапанной коробки на стороне нагнетания |
150 |
Коррозионный износ стенок цилиндра |
1/1 |
| 27.08.2002 |
ООО «Тирса» |
разгерметизация технологической системы АХУ, выброс аммиака |
1000 |
пожар, возникший при повреждении электрического кабеля и коротком замыкании |
6/3 |
| 08.07.2003 |
ОАО «Любинский молочно-консервный комбинат» |
Выброс аммиака из неработающей емкости |
150 |
Отрыв крышки |
4/0 |
| 22.07.2003 |
Пищевой комбинат «Уссурийский продукт» |
Разрушение линейного ресивера с выбросом аммиака |
1200 |
взрыв аммиачного контейнера в компрессорном цехе |
3/0 |
| 5.08. 2003 |
ООО «Холод» |
Выброс аммиака из испарителя |
50 |
выход из строя металлического кожуха трубного испарителя |
0/0 |
06.09.2005
|
ОАО «Калининградского мясокомбината» |
Выброс аммиака из системы трубопроводов |
100 |
Несоблюдение правил техники безопасности при ремонте насоса |
2/0 |
| 03.05.2006 |
ОАО «Микояновский мясоперерабатывающий завод», Москва |
Разрыв трубопровода, выброс аммиака |
100 |
Фура, доставившая груз на завод, разворачиваясь, не вписалась в разворот на территории завода и крышей задела стойку, на которой крепился трубопровод |
1/1 |
07.06.2007
|
Рыбный порт, Петропавловск-Камчатский |
Авария на морозильной установке траулера «Кое Мару» |
2000 |
неизвестны |
6/1 |
03.09.2007
|
ЗАО «Черниговский мясокомбинат» |
Разгерметизация трубопровода с последующим выбросом аммиака |
1000 |
Обвал стены здания, в котором размещались трубопроводы |
2/0 |
Значительное количество аварий связано, прежде всего, с медленными темпами реконструкции и модернизации производства, переносами сроков ремонта и замены оборудования, ухудшением качества ремонтов, несвоевременной диагностикой технического состояния эксплуатируемого оборудования. Амортизационный износ оборудования достигает 60 – 70%, а на ряде производств 95 – 100% [2].
1.6 Факторы, влияющие на обеспечение безопасной эксплуатации АХУ
Основные и типичные для большинства предприятий, эксплуатирующих АХУ, факторы, влияющие на промышленную безопасность:
1) техническое состояние оборудования, трубопроводов, запорной и предохранительной арматуры;
2) наличие, техническое состояние и организация грамотной эксплуатации приборов автоматической защиты и управления технологическим процессом;
3) квалификация персонала и соблюдение технологической и трудовой дисциплины;
4) готовность обслуживающего персонала к локализации и ликвидации аварийных ситуаций и аварий;
5) оснащенность АХУ средствами противопожарной, а персонала – индивидуальной защиты;
6) должный контроль со стороны руководства за состоянием промышленной безопасности и соблюдением нормативов при эксплуатации АХУ [13].
1.7 Типичные причины, приводящие к разгерметизации составных частей аммиачной холодильной установки
Часто опасности аварий с резервуарами связаны с их большой емкостью, т.е. наличием большого количества АХОВ в единичной емкости. Наиболее массовые вертикальные цилиндрические стальные резервуары монтируются из поясов, соединенных сварными швами. Основной причиной аварий резервуаров является возникновение трещин в сварных швах, как результат некачественной сварки (непровар), выплавки и режима эксплуатации [5].
Но помимо разгерметизации резервуаров, содержащих наибольшее количество АХОВ, аварии могут быть вызваны разрушением отдельных блоков технической системы.
Анализ физико-химических свойств аммиака, условий производственных операций и изучения опыта крупных аварий по зарубежным литературным данным и сведениям Росгостехнадзора России позволяет сделать вывод, что для аммиачной холодильной установки характерны следующие аварии:
1) разрушение оборудования и коммуникаций, находящихся под избыточным давлением;
2) взрыв и сгорание аммиачно-воздушной смеси при разгерметизации оборудования;
3) распространение токсичного облака аммиака, образовавшегося в результате выброса его из системы;
Основные причины, способствующие возникновению аварии:
1) нарушение персоналом норм и правил производственной и трудовой дисциплины, своих должностных обязанностей и правил по ремонту и эксплуатации оборудования и систем;
2) нарушение норм технологического режима (в том числе из-за отказа средств контроля и управления), выход заданных параметров за допустимые регламентированные пределы возможных изменений и их тенденция приближения к опасным предельным значениям;
3) все случаи разгерметизации технологических систем и создание на объекте любой степени загазованности, включая локальные очаги;
4) аварийная остановка какого либо блока системы из-за неисправности или по другим причинам;
5) возникновение на объекте любых возгораний или очагов пожара;
6) внешнее механическое воздействие на элементы технологической системы;
7) природные опасности акты саботажа (диверсии), опасности, связанные с движением транспорта, а также с соседними производствами и объектами [1].
Опыт эксплуатации АХУ показывает, что опасными отклонениями от оптимального режима работы являются:
1) повышенная температура нагнетания.
Эта ситуация может возникнуть при перегреве на всасе компрессора или при неполадках непосредственно в самом компрессоре и привести к разгерметизации компрессора или его обвязки.
2) повышенная температура конденсации из-за несоответствия производительности включенных компрессоров и конденсаторов;
3) попадание влаги в цилиндры компрессора.
Это может привести к гидравлическому удару и разрушению цилиндров компрессора. Попадание жидкости в цилиндры, вызывающие гидравлические удары, чаще всего связано с неисправностью приборов контроля уровня жидкости в отделителях на всасывающей стороне компрессоров, а также с другими нарушениями режима работы машины. Может произойти разгерметизация компрессора или его обвязки;
4) разгерметизация оборудования, трубопроводов.
Возможные причины: коррозия, ослабление фланцевых соединений или неправильная их затяжка, использование неподходящих материалов в качестве сальниковых набивок, выход из строя отдельных движущихся частей запорной или предохранительной арматуры, вибрация, дефекты материала, оборудования, трубопроводов, прокладок. Опыт эксплуатации показывает, что имеют место пропуски в сальниковые уплотнения запорной арматуры, через образующиеся в процессе работы неплотности в прокладках фланцевых соединений аппаратов и трубопроводов [1,5].
2. Описание ОАО «Уфамолзавод»
Приведены общие сведения об объекте, характере местности, на которой он расположен, санитарно-защитной зоне и распределении людей по территории объекта.
2.1 Общие сведения о промышленном объекте
Полное наименование предприятия: Открытое Акционерное Общество «Уфамолзавод».
Вышестоящая организация: Министерство сельского хозяйства и продовольствия Республики Башкортостан.
Адрес: РБ, 450001, г. Уфа, Комсомольская, 3, ОАО «Уфамолзавод».
Телефоны: г. Уфа, 228–33–90, факс 228–34–98.
В состав промышленного объекта ОАО «Уфамолзавод» входят два основных цеха: приемно-аппаратный и цех мороженого. План расположения основного технологического оборудования ОАО «Уфамолзавод» представлен на рисунке П. 1.1.
Таблица 2.1 – Производственные мощности приемно-аппаратного цеха ОАО «Уфамолзавод»
Полученный продукт
|
Объем полученного продукта
(т/смена)
|
| приемка молока |
63 |
| молоко в крупной таре |
12 |
| молоко фасованное |
27,7 |
| творог |
3,6 |
| сырки творожные |
1 |
| сыр адыгейский |
0,5 |
| сгущенное молоко |
0,35 |
| сыр домашний |
1 |
| сметана |
0,6 |
Компрессорный цех завода обеспечивает охлаждение и хранение охлажденного продукта – 239 т/смена [1].
2.2
Описание месторасположения промышленного объекта
ОАО «Уфамолзавод» расположен на пересечении ул. Комсомольская и ул. Бессонова в Советском р-не, г. Уфа. АХУ размещается на границах ОАО «Уфамолзавод», занимающего площадь 2,5 га. Здания и сооружения кирпичные постройки 1960 г.
Территория не является особо охраняемой и не включена в заповедный фонд. Санитарно-защитная зона от границ ОАО «Уфамолзавод» – отсутствует. АХУ размещается на генплане предприятия с относительно ровным рельефом местности, характеризующимся отметками 186.03: 189.64 м, с уклоном на юго-восток. На площадке установки отсутствуют овраги, каналы.
Расстояние от поверхности грунта до уровня залегания грунтовых вод составляет 1,5 м.
2.3 Сведения о природно-климатических условиях в районе расположения объекта
Климат района резко-континентальный. В сейсмическом отношении район устойчив согласно СНиП II-7–81 «Строительство в сейсмических районах».
Таблица 2.2 – Температура воздуха в данном районе
| Время года |
Температура воздуха (Тв
), 0
С |
| Самый холодный месяц (январь), среднемесячная Тв
|
-14,6 |
| Самый жаркий месяц (июль), среднемесячная Тв
|
19,0 |
| Наиболее холодный период, средняя Тв
|
-19,0 |
| Наиболее жаркий месяц (июль), среднемаксимальная Тв
|
24,7 |
| абсолютный минимум Тв
|
-44,0 |
| абсолютный максимум Тв
|
39,0 |
| Наиболее холодная пятидневка, средняя Тв
|
-35,0 |
Продолжительность отопительного периода на объекте – 214 дней. Глубина промерзания грунта – 1,8 м. Снеговая нагрузка – 150 кг/м2
, что соответствует IV географическому району по весу снегового покрова (СНиП 2.01.07 – 85).
Таблица 2.3 – Средняя влажность воздуха и количество осадков в данном районе в течение года
| Средняя месячная относительная влажность воздуха в 13:00, % |
Наиболее холодного месяца (январь) |
82 |
| Наиболее теплого месяца (июль) |
53 |
| Среднее количество осадков, мм |
за год
|
533 |
суточный максимум
|
53 |
Ветровой режим.
Повторяемость различных направлений и скоростей ветра определяется сезонным режимом барических образований и рельефом местности.
Зимой под влиянием западного острога сибирского антициклона наблюдается увеличение частоты южных ветров. Летом повторяемость направлений ветра имеет сложное распределение, преобладают ветра северного и северо-западного направлений.
Существенное влияние на перенос и рассеивание вредных примесей в приземном слое атмосферы оказывают слабые ветры, скорость которых меньше 2 м/с. Ветровая нагрузка – 30 кг/м2
, что соответствует II географическому району по давлению ветра (СНиП 2.01.07 – 85).
Туманы.
Атмосферные давления, в частности, туманы, на рассматриваемой территории обуславливаются особенностями циркуляции атмосферы в отдельные сезоны и влиянием рельефа. Средняя продолжительность туманов 54,8 ч (в год), среднее число дней с туманами – 37 (в год).
Анализ годового хода показывает, что максимальное число дней с туманами и максимальная продолжительность туманов отмечается с октября по январь.
Преобладающим в данном районе являются радиационные туманы, которые образуются в результате радиационного охлаждения почвы, от которой затем охлаждается прилегающий к ней воздух [1].
2.4 Данные о персонале промышленного объекта и населении, проживающем на прилегающей к нему территории
2.4.1 Персонал промышленного объекта
Общая численность рабочих и служащих на ОАО «Уфамолзавод» состаляет 646 человек.
Фирменные магазины №1,2,3,4 и столовая №2 располагаются за территорией завода, и общая численность работников и персонала в них составляет 73 человека. Распределение персонала по территории объекта представлено в таблице 2.4.
2.4.2 Население, проживающее на территории, прилегающей к объекту
Советский р-н г. Уфы, расположенный в его центре, является одним из крупнейших промышленных и социально-культурных центров столицы. Район занимает площадь 16,2 км2
. Численность населения, проживающего на территории Советского района, составляет 166,1 тыс. чел. Средняя плотность населения в данном районе составляет 10,253 тыс. чел. / км2
.
К территории объекта примыкают жилые дома, предприятия, в том числе, ЦТиР «Мир», хлебзавод №3, которые являются местами массового скопления людей. Удаление источников заражения от жилых кварталов 0,15 км, от промышленных предприятий – 0,3 км.
Также на расстоянии 0,4…1,0 и более км от объекта расположено множество магазинов, аптеки, баня, школы и детские сады. Остановки транспорта «ЦТиР «Мир», «Округ Галле» на Пр. Октября, школы и детские сады также являются местами массового скопления людей.
Таблица 2.4 – Численность и распределение по территории объекта персонала ОАО «Уфамолзавод» в дневное и ночное время
| Наименование цехов, подразделений, участков |
Численность, чел. |
| Дневное время (смена) |
Ночное время и выходные дни |
| Лаборатория |
15 |
3 |
| Цех мороженого |
30 |
20 |
| Вафельный участок |
10 |
10 |
| Маслоучасток |
6 |
5 |
| Участок по производству кефира |
8 |
- |
| Приемно-аппаратный цех |
33 |
4 |
| Участок «СГОЛ» |
5 |
- |
| Транспортный цех |
49 |
2 |
| Электроцех |
10 |
2 |
| Участок КиП и А |
9 |
2 |
| Паросиловое хозяйство (ПСХ) |
15 |
3 |
| Эксплуатационно-ремонтный цех (ЭРЦ) |
16 |
- |
| Компрессорный цех |
19 |
2 |
| Ремонтно-строительный цех (РСЦ) |
22 |
- |
| Тарный цех |
3 |
1 |
| Отдел материально-технического снабжения (ОМТС) |
9 |
- |
| Санцех |
10 |
2 |
| Отдел охраны |
4 |
3 |
| Общежитие |
3 |
1 |
| Столовая №1 |
6 |
- |
| Коммерческий отдел (готовой продукции, отдел сбыта) |
20 |
4 |
| Заводоуправление |
43 |
- |
| Итого |
345 |
61 |
Таким образом, максимальное количество работающих: в дневное время – 345 человек, в ночное время – 61 человек.
3. Характеристика веществ, применяемых и обращаемых на ОАО «Уфамолзавод»
Предметом рассмотрения данной дипломной работы является АХУ на ОАО «Уфамолзавод», в качестве хладагента на которой используется аммиак. В данном разделе приведены структурная формула аммиака, получение и использование его в промышленности, основные физико-химические и токсические свойства.
3.1 Получение аммиака
Аммиак (NH3
) – простейшее соединение азота с водородом, бесцветный газ с удушливым резким запахом. Относится к азотсодержащим неорганическим соединениям. Молекула аммиака представлена на рисунке 3.1.
Молекула NH3
имеет форму трехгранной пирамиды с атомом азота в вершине. В молекуле аммиака атомы Н могут иметь два равновесных положения в параллельных плоскостях (по обе стороны от атома N). Соответствующий переход – это, так называемая, инверсия молекулы NH3
[11].
Рисунок 3.1 – Молекула аммиака
Между молекулами аммиака существуют водородные связи. В твердом аммиаке каждый атом азота связан с шестью атомами водорода тремя ковалентными и тремя водородными связями. При плавлении аммиака рвутся только 26% всех водородных связей, еще 7% разрываются при нагреве жидкости до температуры кипения. И лишь выше этой температуры исчезают почти все оставшиеся между молекулами связи.
В природе аммиак образуется при разложении азотсодержащих органических соединений.Впервые аммиак был получен в чистом виде в 1774 году английским химиком Джозефом Пристли. Он нагревал нашатырь (хлорид аммония) с гашеной известью (гидроксид кальция).

Эту реакцию до сих пор используют в лабораториях, если требуется получить небольшие количества этого газа. Другой удобный способ получения аммиака – гидролиз нитрида магния:

В начале XIX века аммиак получали с помощью синтеза, например из цианамида кальция:  или из цианида натрия: или из цианида натрия: 
В наше время в промышленности аммиак получают синтезом из азота и водорода:

Процесс протекает при повышенных значениях температуры и давления, в присутствии катализатора  [11]. [11].
3.2 Физико-химические свойства аммиака
Аммиак при нормальной температуре и атмосферном давлении находится в газообразном состоянии. С понижением температуры до –33,3 °С или при комнатной температуре при повышении давления примерно до 10 атм аммиак сжижается. А при охлаждении до –77,7°С – замерзает [5].
Аммиак отличается хорошей растворимостью в воде: при нормальных условиях 1 мл воды способен поглотить больше литра газообразного аммиака (точнее, 1170 мл) с образованием 42,8%-ного водного раствора. Водные растворы аммиака обладают уникальным среди всех щелочей свойством: их плотность снижается с увеличением концентрации раствора (от 0,99 г./см3
для 1%-ного раствора до 0,73 г./см3
для 70%-ного).
Аммиак вступает в реакции присоединения, замещения и окисления. Не разрушает углеродистые стали, но взаимодействует с медью, алюминием, цинком и их сплавами.
Таблица 3.1 – Физико-химические свойства аммиака [4]
| Наименование показателя
|
Значение
|
| Молекулярная масса |
17,03 |
| Температура кипения, 0
С (при атмосферном давлении) |
-33,3 |
| Плотность, кг/м3
(при t=200
С) |
0,727 |
| Теплота испарения, кДж/моль |
23,4 |
| Критическая температура, 0
С |
132 |
| Удельная теплота испарения, кДж/кг |
1190,7 |
| Давление насыщенных паров при температуре 20 °С, Па |
85,46 |
| Растворимость в воде |
∞ |
| В других растворителях |
спирт, эфир |
3.3 Свойства, определяющие пожаровзрывоопасность аммиака
Жидкий аммиак не горюч и не взрывоопасен. Газообразный аммиак относится к горючим газам. В соответствии с ГОСТ 12.1.011 – 78 (1991) «ССБТ. Смеси взрывоопасные. Классификация и методы испытаний» аммиачно-воздушная смесь относится к категории взрывоопасности IIА и группе Т1 [25]. В чистом кислороде аммиак сгорает бледно-желтым пламенем, превращаясь, в основном, в азот и воду.
Аммиак горит при наличии постоянного источника огня. Наличие масел и другого горючего увеличивает пожаровзрывоопасность этого вещества [5]. Емкости с аммиаком при нагревании могут взрываться.
Водный раствор аммиака обладает свойствами слабого основания. Контакт с ртутью, хлором, йодом, бромом, кальцием и окисью серебра может привести к образованию взрывчатых соединений.
Таблица 3.2 – Параметры, характеризующие пожаровзрывоопасность аммиака
| Горючесть |
Горючий бесцветный газ |
Предел воспламенения
ГПВС*
при н.у.,
% объемный
|
Смесь с воздухом |
нижний |
14,5 |
| верхний |
26,8 |
| Смесь с кислородом |
нижний |
13,5 |
| верхний |
82 |
| Температура воспламенения, 0
С |
650 |
| Температура вспышки, 0
С (смеси, содержащие 9…57 об.% NH3
) |
1000 |
| Минимальная энергия зажигания, МДж |
680 |
| Максимальное давление взрыва, МПа |
0,6 |
| Нормальная скорость пламенивоздушной смеси, м/с |
0,07 |
3.4 Токсические свойства аммиака
Аммиак является токсичным веществом и согласно ГОСТ 12.1.007 – 76 «ССБТ. Вредные вещества» относится к 4-му классу опасности (Таблица П. 4.1). Запах этого вещества ощущается при содержании его в воздухе в количестве 0,5 мг/м3
. Токсические свойства аммиака приведены в таблице 3.3, а также в таблицах П. 4.1…П. 4.3.
Газообразный аммиак вызывает острое раздражение слизистых оболочек, слезоточение, удушье, рвоту. Жидкий аммиак или струя газа, попадая на кожу, вызывают сильные ожоги [2].
В первую очередь аммиак поражает нервную систему, снижая способность нервных клеток усваивать кислород. Также у пораженных резко снижается слуховой порог: даже не слишком громкие звуки становятся невыносимы и могут вызвать судороги. Действие аммиака на дыхательные пути может спровоцировать рефлекторный ларингоспазм. Снижается частота сердечных сокращений вплоть до остановки сердца.
Отравление аммиаком вызывает также сильное возбуждение, вплоть до буйного бреда, а последствия могут быть весьма тяжелыми – до снижения интеллекта и изменения личности.
Таблица 3.3 – Токсические свойства аммиака [4,24]
| ПДК, мг/м3
|
20 |
| Поражающее действие |
Поражающая токсодоза Cпор
, мг/м3
|
200 |
| Время поражающего воздействия tпор
, ч |
6 |
| Раздражение дыхательных путей при концентрации, мг/м3
|
300 |
| Раздражение слизистых оболочек, глаз при концентрации, мг/м3
|
500 |
| Токсический отек лекгих при концентрации, мг/м3
|
1500 |
| Смертельное отравление |
Смертельная токсодоза, Ссмерт
, мг/м3
|
3500 |
| Время поражающего воздействия tпор
, ч |
0,5 |
3.5 Первая медицинская помощь при отравлении аммиаком
При оказании первой помощи пострадавшему следует соблюдать следующие правила:
– немедленно надеть противогаз (при отсутствии промышленных противогазов применяются гражданские противогазы, ватно-марлевые повязки, шарфы, платки, предварительно смоченные водой или 5% раствором лимонной кислоты);
– вынос пострадавшего на незараженную территорию, снятие противогаза и зараженной одежды;
– освобождение от стесняющей дыхание одежды;
– при отсутствии дыхания – искусственное дыхание, преимущественно методом «рот» в «рот»;
– вдыхание теплых водяных паров (лучше с добавлением уксуса или нескольких кристаллов лимонной кислоты), или питье теплого молока;
– при попадании аммиака в желудок необходимо вызвать рвоту;
– при попадании жидкого аммиака в глаза необходимо немедленно промыть их большим количеством воды, приложить примочку из 3–5% раствора уксусной или лимонной кислоты; при болях – закапать в глаза 1–2 капли 1%-ного раствора новокаина.
– при наличии ожогов – введение обезболивающих средств и перевязка;
– обеспечение полного покоя, в холодное время – согревание [2].
3.6 Меры предосторожности при работе с аммиаком и методы перевода его в безопасное состояние
При работе с жидким аммиаком необходимо использовать средства индивидуальной защиты: фильтрующий промышленный противогаз марки «КД», «М» защитный костюм, фартук, резиновые сапоги и перчатки. При больших концентрациях газа использовать изолирующий противогаз типа «ИП» [2].
Локализация, подавление или снижение до минимального уровня воздействия возникших при авариях с выбросом (разливом) аммиака поражающих факторов, осуществляют следующими способами:
1) прекращение выбросов вещества путем перекрытия задвижек с отключением поврежденной части технологического оборудования;
2) постановкой жидкостных завес (водяных или нейтрализующих растворов; используются стационарные системы локализации химических аварий с применением дренажных систем водного орошения);
3) обвалованием пролива вещества;
4) откачкой (сбором) пролившегося вещества в резервные емкости;
5) разбавлением пролива АХОВ водой и нейтрализующими растворами;
6) засыпкой пролива сыпучими твердыми сорбентами; выжиганием пролива [4].
4. Описание технологического процесса
В данном разделе приведена принципиальная схема АХУ, отдельно рассмотрен узел конденсатора и ресивера (являющийся наиболее опасным с точки зрения возможных последствий аварии), приведено описание технологического процесса, размещение основного оборудования по территории завода и распределение опасного вещества по технологическим блокам.
4.1 Аммиачная холодильная установка и ее составные части
ОАО «Уфамолзавод» производит пищевую продукцию первой необходимости из собираемого самовывозом из колхозов и совхозов РБ свежего и цельного молока. Специфика изготовляемой продукции и сырья в том, что она является скоропортящейся, таким образом, требуется постоянное поддержание ее в охлажденном состоянии. Для холодообеспечения процесса производства и сохранности молочной продукции на объекте имеется АХУ. В состав аммиачной холодильной установки (АХУ) входят следующие сооружения:
– компрессорный цех;
– помещение линейных ресиверов;
– конденсаторная площадка;
– площадка под аккумуляторные баки;
– основной и производственный корпус.
АХУ предназначена для получения аммиачного холода с параметрами: – 400
С, – 200
С, -100
С, используемого в процессе производства [1].
4.1.1 Общие понятия
Холодильная цепь слагается из звеньев, сочетание которых может быть различным в зависимости от видов сырья.
Холодильник – это промышленное предприятие (или его цех), в помещениях которого с помощью холодильной установки поддерживают определенные режимы, необходимые для обработки и хранения скоропортящихся продуктов.
Классификация холодильников в зависимости от назначения, вида хранимых продуктов, вместимости и этажности:
– заготовительные холодильники;
– производственные холодильники;
– транспортно – экспедиционные холодильники;
– распределительные холодильники;
– перевалочные холодильники;
– торговое холодильное оборудование;
– бытовые холодильники.
На рассматриваемом предприятии ОАО «Уфамолзавод» используется АХУ производственного типа.
Производственные холодильники являются частью пищевых предприятий: мясо- и птицекомбинатов, молочных и консервных комбинатов. почти вся вырабатываемая продукция подвергается холодильной обработке, поэтому производственные холодильники оборудуют мощными устройствами для охлаждения и замораживания [6].
Основные понятия и определения составных частей АХУ представлены в ГОСТ Р 12.2.142 – 99:
Батарея из труб, змеевик – одна из частей холодильной системы, состоящая из изогнутых или прямых труб, прочно смонтированных и служащих теплообменником (испарителем или конденсатором).
Вентиль запорный – вентиль, служащий для открывания или закрывания прохода хладагента или теплоносителя (хладоносителя).
Вентиль регулирующий – специальный вентиль для дросселирования жидкого хладагента с высокого промежуточного давления до давления кипения и заполнения хладагентом испарительной системы.
Воздухоохладитель – теплообменное устройство из оребренных труб для охлаждения помещений при принудительной циркуляции воздуха.
Воздухоотделитель – аппарат для отделения от хладагента неконденсирующихся газов и удаления их из системы [7].
Задвижка – промышленная трубопроводная арматура, в которой запорный или регулирующий орган перемещается возвратно-поступательно перпендикулярно оси потока рабочей среды.
Запорный клапан – клапан, предназначенный для перекрытия потока рабочей среды (ГОСТ 24856 – 81 «Арматура трубопроводная промышленная»).
Защитный комплекс – комплекс, состоящий из защитных ресиверов горизонтального или вертикального типа.
Испаритель холодильной установки – теплообменный аппарат, в котором охлаждение хладоносителя осуществляется за счет кипения жидкого хладагента.
Клапан предохранительный – клапан, открывающийся при повышении давления в аппарате (сосуде) или батарее выше давления испытания на прочность с целью перепуска хладагента на сторону низкого давления или выпуска в атмосферу.
Коллектор – трубчатый или канальный элемент холодильной системы, к которому подсоединяется несколько других трубных или канальных элементов.
Компрессор – устройство, позволяющее механически повышать давление хладагента.
Компрессор объемного действия – компрессор, в котором повышение давления и перемещения пара хладагента происходит при изменении внутреннего объема рабочей камеры сжатия [21].
Конденсатор – теплообменный аппарат, в котором осуществляется конденсация (сжижение) нагретых паров хладагента.
Маслоотделитель – аппарат для отделения смазочного масла от паров хладагента.
Маслосборник – сосуд, в который перепускается масло из одного или нескольких маслоотделителей или аппаратов [7].
Машинное отделение – специальное помещение для установки холодильных компрессоров или совместного размещения компрессоров, аппаратов и насосов.
Обратный клапан – клапан, препятствующий обратному движению хладагента, например, из конденсатора в нагнетательный трубопровод.
Отделитель жидкости – сосуд, устанавливаемый для отделения частиц жидкого хладагента от всасываемых компрессором паров.
Охлаждающие устройства – теплообменные устройства (батареи, воздухоохладители) для отвода тепла из охлаждаемых помещений.
Промежуточный сосуд – теплообменный аппарат для промежуточного охлаждения сжимаемых паров хладагента и охлаждения (переохлаждения) жидкости.
Регулирующая станция – устанавливаемые в машинном отделении на отдельном коллекторе регулирующие и запорные вентили для регулирования подачи хладагента в испарительную систему.
Ресивер циркуляционный – сосуд, служащий в качестве емкости жидкого хладагента, подаваемого насосом в испарительную систему и возвращающегося из нее.
Ресивер дренажный – сосуд для временного приема жидкого хладагента из охлаждающих устройств и аппаратов (сосудов) холодильной установки (при оттаивании, ремонте и т.д.).
Ресивер линейный – сосуд для приема жидкого хладагента, поступающего из конденсатора [3,7].
Ресивер защитный – сосуд для приема поступающего со всасываемыми парами жидкого хладагента и защиты компрессоров от гидравлического удара.
Трубопроводы – трубы и канальное устройство, предназначенные для соединения между собой различных частей холодильной системы.
Переключающее устройство – трубопроводный вентиль, контролирующий два защитных устройства и выполненный таким образом, чтобы одно из этих устройств могло быть выключенным из работы (при одновременной работе другого).
Плавкая пробка – теплозащитный предохранитель, содержащий материал, который плавится при заданной температуре.
Разрывная мембрана – пластинчатый диск или фольга круглой формы, которые разрушаются под действием предварительно заданного давления (ГОСТ 24856 – 81 «Арматура трубопроводная промышленная»).
Расчетное давление – максимальное избыточное давление, которое может возникнуть при нормальной работе и стоянке системы. Оно не должно быть ниже максимального рабочего давления.
Реле давления (устройство ограничения давления) – прибор, приводимый в действие давлением (например, реле высокого давления), предназначенный для остановки работы узла, создающего давление и позволяющий дать сигнал тревоги. Это устройство не может повлиять на изменение давления при остановке машины.
Система охлаждения с промежуточным хладоносителем – система, в которой тепло от охлаждаемого объекта передается хладагенту через промежуточный хладоноситель.
Сторона высокого давления – часть холодильной системы, функционирующая при давлении приблизительно равном давлению конденсации.
Сторона низкого давления – часть холодильной системы, функционирующая под давлением, приблизительно равном давлению испарения.
Устройство сброса давления – предохранительный клапан или разрывная мембрана, предназначенные для автоматического снижения давления в случае превышения допустимого значения [21].
Хладагент (холодильный агент) – рабочее вещество холодильной машины (например, фреон, аммиак).
4.1.2 Узел конденсатора и линейного ресивера
Один из вариантов этого узла приведен на рисунке П. 1.3.
По нагнетательному трубопроводу α
пар поступает а конденсатор (К-1) 1
. Образовавшаяся жидкость по сливному трубопроводу 3
стекает в линейный ресивер (РВ-1) 5
. Он предназначен для выполнения различных функций.
1. Линейный ресивер является сборником конденсата, благодаря чему жидкость в конденсаторе не затапливает теплообменную поверхность. Для того, чтобы обеспечить надежный сток жидкости, на АХУ линейный ресивер устанавливается ниже конденсатора, а паровые пространства конденсатора и ресивера уравнительной линией 2
, благодаря чему в обоих аппаратах давление выравнивается и жидкость под действием силы тяжести стекает из конденсатора.
2. Линейный ресивер компенсирует неравномерность подачи хладагента в охлаждающие приборы потребителей холода. В соответствии с колебаниями тепловой нагрузки должно изменяться количество хладагента, подаваемого в испарители в единицу времени, а потому линейный ресивер используется как емкость, в которой накапливается хладагент при уменьшении количества подаваемой в испарители жидкости. Кроме того, в линейном ресивере создается запас хладагента, который должен компенсировать возможные утечки его из системы; этот запас периодически пополняют при периодической дозарядке.
3. Линейный ресивер используют также, как емкость для сбора хладагента из испарителей (или охлаждающих приборов) во время их ремонта или остановки на длительный срок.
4. В линейном ресивере создается гидравлический затвор, препятствующий перетеканию пара со стороны высокого давления в испарительную систему, что имело бы следствием уменьшение холодопроизводительности установки.
Как видно на схеме (см. рисунок П. 1.3) жидкий хладагент отводится из линейного ресивера по трубе, опущенной под уровень жидкости, что и предотвращает прорыв пара по этому трубопроводу в испарительную систему.
Контроль за уровнем жидкости в ресивере ведут по указателю уровня. Конденсатор и ресивер снабжены предохранительными клапанами ПК
с переключающим вентилем, от предохранительных клапанов выведены трубопроводы для аварийного сброса хладагента в атмосферу. У каждого из этих аппаратов на АХУ имеются отстойники 4
для сбора масла и загрязнений; из отстойников эти примеси могут отводиться в маслособиратель.
Из ресиверов хладагент поступает в охладитель жидкости (переохладитель) 6
, который должен включаться после ресивера (см. рисунок П. 1.3).
От коллектора 7
регулирующей станции жидкий хладагент при ручном регулировании распределяется посредством регулирующих вентилей РВ по охлаждаемым объектам (в общем случае – разных температур кипения). В случае применения автоматических регуляторов подачи хладагента в испарительную систему коллектор 7
становится распределительным. При помощи запорных вентилей на этом коллекторе можно прекращать подачу хладагента во все объекты данной температуры кипения или в группу объектов. Регулирующие вентили коллектора могут использоваться при выходе из строя автоматических регуляторов подачи, расположенных у объектов.
Обычно как ручные, так и автоматические регулирующие вентили находятся между двумя запорными вентилями, что позволяет при засорении регулирующего вентиля легко отсоединить его от системы для осмотра и очистки, без нарушения режима работы других объектов. На коллекторе предусматривают вентиль 1'
для зарядки и пополнения системы хладагентом.
4.2 Описание технологического процесса
Принципиальная схема АХУ представлена на рисунке П. 1.2. Технологический процесс условно начинается со сжатия паров аммиака холодильными компрессорами марок: АУ200/А-720, АКРАБ 100А, 21 А280–7–3, П-110, 21А410, АУ400/1.
Горячие пары аммиака с давлением до 15,5 кгс/см2
и температурой до 150 0
С, нагнетаемые компрессорами подаются в конденсаторы следующих марок: ИК-125, ТКА-85, ЭВАКО-200.
Сконденсировавшийся жидкий аммиак сливается в шесть линейных ресиверов, расположенных в отдельно стоящем помещении – хранилище.
Из линейных ресиверов жидкий аммиак поступает в баки-аккумуляторы холода, для получения захоложенной воды и на регулирующую станцию высокого давления, расположенную в компрессорном цехе.
Жидкий аммиак с регулирующей станции высокого давления, за счет разности давлений кипения и конденсации дросселируется в батареи охлаждения панельных испарителей марок ИПП-960 и ИПП-320. В последних происходит охлаждение рассола.
Газообразный аммиак с температурой -20 0
С из панельных испарителей через отделители жидкости поступает в коллектор всаса аммиачных компрессоров.
Газообразный аммиак с температурой -10 0
С из баков-аккумуляторов холода через отделители жидкости поступает в коллектор всаса аммиачных компрессоров.
Жидкий аммиак с регулирующей станции высокого давления подается в змеевики промежуточных сосудов (ПС N1–5), где переохлаждается и подается на регулирующую станцию низкого давления, откуда жидкий аммиак дросселируется до давления испарения и направляется в циркуляционные ресиверы (вертикальные и горизонтальные).
Вертикальные ресиверы 3,5 РДВ N1/N2 и 1,5 РДВ, расположены в аппаратном отделении компрессорного цеха. Из ресиверов жидкий аммиак насосами марки 3Ц-4А-2Г подается к воздухоохладителям, из которых газообразный аммиак с температурой -40 0
С поступает на всас компрессоров. Вертикальные ресиверы 3,5 РДВ N2 и 1,5 РДВ используются в качестве защитных ресиверов.
Из горизонтальных ресиверов 2,5 РД N1, N2, жидкий аммиак насосами марки 3Ц-4А-2Г через гидроциклон подается к фризерам, скороморозильным шкафам и воздухоохладителям, из которых газообразный аммиак с температурой -40 0
С, через отделители жидкости поступает на всас компрессоров.
По мере потерь аммиака в холодильной системе производится периодическая его закачка в систему от специально оборудованной спецмашины с объемом емкости 5 тонн.
4.3 Размещение основного технологического оборудования и распределение опасного вещества по технологическим блокам
План расположения основного технологического оборудования представлен АХУ ОАО «Уфамолзавод» на рисунке П. 1.1. Расположение основного технологического оборудования выполнено с учетом рациональных технических решений и условий для безопасной эксплуатации холодильного оборудования. Компрессорный цех располагается в здании корпуса вспомогательных служб на первом этаже (см. рисунок П. 1.1). Операторная расположена в отдельном помещении комрессорного цеха в том же здании.
Машинное отделение не отделено от операторной противопожарными стенами и перегородками без проемов, что требуется по нормам. Для обеспечения повышенной безопасности эксплуатации холодильной установки конденсаторы, маслоотделители расположены снаружи вблизи машинного отделения. Линейные ресиверы расположены в отдельном запирающемся здании.
При размещении оборудования в помещениях и на улице обеспечен доступ к нему для обслуживания в соответствии с действующими нормами, однако не предусмотрено достаточного места для ремонта оборудования.
Общее количество аммиака на объекте – 16,59 т. Наибольшее количество аммиака содержится в помещении линейных ресиверов – 6,3 т. Поэтому технологические блоки 1, 1а, 1б, 1в, 2, 2а являются наиболее опасными с точки зрения последствий возникновения ЧС. На безопасность их эксплуатации следует обратить первоочередное внимание.
5. Сценарии возможных аварий
В данном разделе представлены возможные сценарии аварий на АХУ, построено «дерево отказов» компрессора, выявлены наиболее «узкие» места АХУ, на которых наиболее вероятно наступление аварийной ситуации.
5.1 Выявление событий, ведущих к аварии
Статистические данные убеждают нас в том, что задача повышения безопасности техносферы исключительно важна и актуальна. Сделать техносферу абсолютно безопасной невозможно. Однако необходимо снижать вероятность возникновения аварий и катастроф, пытаться исключить или уменьшить действие поражающих факторов, т.е. проводить работу по предупреждению ЧС [2].
Согласно [30], предупреждение чрезвычайных ситуаций – это комплекс мероприятий, проводимых заблаговременно и направленных на максимально возможное уменьшение риска возникновения чрезвычайных ситуаций, а также на сохранение здоровья людей, снижение размеров ущерба окружающей природной среде и материальных потерь в случае их возникновения.Одной из сфер деятельности, обеспечивающей безопасность в промышленности, является социально-экономическая. В ней задаются условия безопасного развития промышленной активности, определяются требования общества к техносфере. Основной механизм – законодательное регулирование государством всех фаз промышленной активности. Это означает, что на каждой стадии (размещение производства, строительство и эксплуатация) руководство предприятия, его владелец, обязаны предъявлять доказательства безопасности своего объекта.
Таким образом, очевидна необходимость оценки безопасности объекта. При этом должны решаться следующие вопросы:
1) Насколько то или иное предприятие являются потенциально опасным?
2) Какие средства следует использовать для повышения безопасности производства?
3) Куда именно (в какие производственные процессы, мероприятия и т.п.) следует вкладывать эти средства.
Для решения этих вопросов необходима оценка, анализ, идентификация опасностей [2].
Идентификация опасностей – это выявление нежелательных событий, влекущих за собой реализацию опасности, механизмов возникновения подобных событий, а также определение масштабов последствий и вероятности любого события, способного оказать поражающее действие.
Приемлемый риск аварии – риск, уровень которого допустим и обоснован исходя из социально-экономических соображений. Риск эксплуатации объекта является приемлемым, если ради выгоды, получаемой от эксплуатации объекта, общество готово пойти на этот риск.
Риск аварии – мера опасности, характеризующая возможность возникновения аварии на опасном производственном объекте и тяжесть ее последствий. Основными количественными показателями риска аварии являются:
1) технический риск – вероятность отказа технических устройств с последствиями определенного уровня (класса) за определенный период функционирования опасного производственного объекта;
2) индивидуальный риск – частота поражения отдельного человека в результате воздействия исследуемых факторов опасности аварий;
3) потенциальный территориальный риск (или потенциальный риск) – частота реализации поражающих факторов аварии в рассматриваемой точке территории;
4) коллективный риск – ожидаемое количество пораженных в результате возможных аварий за определенное время;
5) социальный риск, или F/N-кривая, – зависимость частоты возникновения событий F, в которых пострадало на определенном уровне не менее N человек, от этого числа N. Характеризует тяжесть последствий (катастрофичность) реализации опасностей;
6) ожидаемый ущерб – математическое ожидание величины ущерба от возможной аварии, за определенное время [30].
5.2 Оценка риска возникновения аварии
Оценка аварийной опасности любого объекта должна начинаться с выявления множества событий, способных привести к реализации опасности.
Очевидно, что можно перечислить:
1) все элементы технологического оборудования, которые содержат запасенную энергию и могут стать источником ее неконтролируемого выхода;
2) их сочетания и режимы высвобождения накопленной энергии.
Наиболее распространенный метод анализа риска – построение «дерева отказов». Он предполагает наличие известного «главного» последствия от возможных причин (инцидентов). Как правило, цель анализа риска – оценить вероятностные характеристики наступления верхнего нежелательного события (ВНС). При этом обычно каждому базисному событию (т.е. исходному событию или неразложимому конечному событию) приписывается вероятность (частота) его появления. После этого, используя формулы теории вероятностей, получают оценку вероятности наступления ВНС. Для простых технологических процессов выбор ВНС очевиден и не составляет труда. Однако, для сложных многостадийных производственных процессов, в которых участвуют многофазные равновесные системы, а также большое количество взаимодействующих аппаратов, обоснование ВНС иногда требует построения двух и более «деревьев отказов» [14].
Анализ построенных деревьев отказов позволяет выявить события, вызывающие реализацию опасности, т.е. те «узкие» места на предприятии, которые делают его опасным для персонала ОПО и населения, проживающего вблизи ОПО. Такими «узкими местами» могут быть не только технологические процессы, но и неправильные действия операторов. По некоторым данным до 80% техногенных ЧС обусловлены ошибками персонала ОПО [2].
Основные и типичные для большинства предприятий, эксплуатирующих АХУ, факторы, влияющие на промышленную безопасность:
– техническое состояние оборудования, трубопроводов, запорной и предохранительной арматуры;
– наличие, техническое состояние и организация грамотной эксплуатации приборов автоматической защиты и управления технологическим процессом;
– квалификация персонала и соблюдение технологической и трудовой дисциплины;
– готовность обслуживающего персонала к локализации и ликвидации аварийных ситуаций и аварий;
– оснащенность АХУ средствами противопожарной, а персонала – индивидуальной защиты;
– должный контроль со стороны руководства за состоянием промышленной безопасности и соблюдением нормативных требований при эксплуатации АХУ.
Пренебрежение любым из перечисленных факторов непременно увеличивает опасность эксплуатации ОПО, ставит персонал предприятия в зависимость от воли случая [13]. Одним из важнейших направлений повышения профессионального уровня рабочих и служащих является обучение их действиям в экстремальных условиях. Затраты на подобные мероприятия, как правило, не превышают 1% от величины материального ущерба от возможной аварии [2].
Пример «дерева отказов», используемого для анализа причин возникновения аварийных ситуаций при работе компрессоров АХУ представлен на рисунке 5.1. Условные обозначения элементов «дерева отказов» представлены в таблице 5.1, исходные данные для построения «дерева отказов» компрессора представлены в таблице 5.2 [16]. В данном случае рассматривалась возможная аварийная ситуация, сложившаяся в результате гидравлического удара в цилиндрах компрессора. Как следствие, выброс аммиака из технологического блока.
Таблица 5.1 – Условные обозначения элементов «дерева отказов»
| Название (логический знак), значение |
Графическое изображение |
«ИЛИ»
означает, что вышестоящее событие может произойти вслествие возникновения одного из нижестоящих
|
 |
«И»
означает, что вышестоящее событие возникает при одновременном наступлении нижестоящих событий (соответствует перемножению их вероятностей для оценки вероятности вышестоящего события)
|
 |
| Промежуточные события |
 |
| Постулируемые исходные события-предпосылки |
 |
Таблица 5.2 – Исходные данные для построения «дерева отказов» компрессора
| №п/п |
Событие или состояние модели |
Вероятность события, Pi
|
| 1 |
Система автоматической защиты оказалась отключенной |
0,0005 |
| 2 |
Обрыв цепей передачи сигнала от датчиков уровня жидкого аммиака в циркуляционном ресивере |
0,00001 |
| 3 |
Ослабление сигнала о превышении допустимого уровня жидкого аммиака в циркуляционном ресивере |
0,0001 |
| 4 |
Отказ усилителя-преобразователя сигнала о превышении допустимого уровня жидкого аммиака в циркуляционном ресивере |
0,0002 |
| 5 |
Отказ уровнемера |
0,00005 |
| 6 |
Отказ датчика уровня |
0,0002 |
| 7 |
Оператор не заметил световой индикации о неисправности системы автоматической защиты (ошибка оператора) |
| 8 |
Оператор не услышал звуковой сигнализации об отказе системы автоматической защиты (ошибка оператора) |
0,001 |
| 9 |
Оператор не знал о необходимости перекрытия задвижкой трубопровода при превышении допустимого уровня жидкого аммиака в циркуляционном ресивере |
0,001 |
| 10 |
Оператор не заметил индикации уровнемера о превышении допустимого уровня жидкого аммиака в циркуляционном ресивере |
0,004 |
| 11 |
Отказ уровнемера |
0,00005 |
| 12 |
Отказ автоматического перекрытия трубопровода задвижкой |
0,00001 |
| 13 |
Обрыв цепей управления электроприводом задвижки |
0,00001 |

Рисунок 5.1 – «Дерево отказа» компрессора
Самыми опасными по своим последствиям считаются аварии:
– связанные с разрушением компрессоров при гидравлических ударах в цилиндре;
– разгерметизацией емкостного оборудования (ресиверы, конденсаторы, испарители)
– разгерметизация трубопроводов на стороне высокого давления, особенно жидкостных.
Если же это происходит в совокупности с грубыми отклонениями от нормативных требований, нарушением технологической и трудовой дисциплины, отсутствием у персонала ОПО должных навыков и умения быстро и правильно ликвидировать аварию, то последствия могут быть самыми трагичными [13].
5.3 Основные возможные причины возникновения и развития аварий
Принимая во внимание количества образующегося в процессах аммиака, размеры оборудования, трубопроводов и арматуры, даже небольшие в процентном отношении к общему потоку утечки аммиака могут привести к образованию токсичного облака, действие которого может распространиться за пределы ограждения предприятия.
Основные негативные факторы, которые могли бы инициировать и способствовать развитию аварийных ситуаций на резервуарах:
1) длительные отключения энерго- и водоснабжения;
2) отказ конструкции резервуаров, цистерн;
3) отказы компрессорного оборудования;
4) срабатывание предохранительных клапанов на резервуарах, цистернах;
5) отказы трубопроводов системы АХУ;
6) отказы приборов контроля и автоматики (КИП и А);
7) ошибки персонала ОПО [14].
5.3.1 Длительные отключения электроэнергии, пара и водоснабжения
Отключения электроэнергии, пара и водоснабжения даже на длительное время не могут непосредственно привести к разрушению технологических блоков АХУ. Однако отключения электроэнергии от всех имеющихся источников могут вызвать недопустимое повышение давления в резервуаре, привести к необходимости сброса аммиака в дренажные ресиверы или даже в атмосферу с образованием облака. Однако одновременное длительное отключение всех имеющихся источников электроснабжения является крайне маловероятным.
5.3.2 Отказ конструкции технологических блоков АХУ
Отказ конструкции технологических блоков АХУ может быть вызван дефектами конструкции, коррозией или неправильным выбором металла.
Опасности, связанные с коррозией, незначительны, так как для изготовления резервуара использована низколегированная сталь с мелкозернистой структурой, обладающая хорошей свариваемостью и устойчивостью к коррозионному растрескиванию в среде аммиака.
Отечественный и зарубежный опыт эксплуатации резервуаров для хранения жидкого аммиака, а также научно-исследовательские работы в этой области показывают, что при условиях хранения коррозионное растрескивание в них практически отсутствует. Понижение температуры хранения в изотермических резервуарах до минус 20 °С и ниже практически полностью подавляет этот процесс.
Вероятность отказа корпуса резервуара в соответствии со статистическими данными, приведенными для подобных хранилищ оцениваются не более чем 5·10-8
в год [5].
5.3.3 Срабатывание предохранительных клапанов резервуара
Срабатывание предохранительных клапанов, предусмотренных на отдельных участках АХУ возможно из-за недопустимого повышения давления в технологических блоках:
– при отказе цилиндров компрессора и продолжении приема аммиака в циркуляционный ресивер;
– при приеме аммиака с повышенной температурой, когда компрессор не справляется с повышенной нагрузкой по газообразному аммиаку.
Срабатывание предохранительных клапанов также возможно и из-за отказа их конструкции [21].
5.3.4 Отказы трубопроводов
По данным, опубликованным в зарубежной печати, иданным анализа аварий на предприятиях азотной промышленности, примерно половина аварийных выбросов происходит из-за разрушения трубопроводов. К основным типам отказов трубопроводов, приводящим к значительным утечкам, следует отнести образование протяженных трещин с эквивалентным диаметром более 20 мм.
5.3.5 Отказы приборов контроля и автоматики (КИП и А)
Следствием отказов КИП и А может явиться:
– недопустимое повышение давления в резервуаре и, как следствие, срабатывание предохранительных клапанов и выброс газообразного аммиака в атмосферу, а при отказе предохранительных клапанов и дальнейшее повышение давления;
– нарушение целостности корпуса резервуара и выброс жидкого аммиака в обвалование;
– недопустимое повышение уровня жидкого аммиака в резервуаре (перелив), которое при тепловом расширении жидкого аммиака и отказе предохранительных клапанов может привести к нарушению целостности и даже разрушению резервуара.
Повышение давления до давления срабатывания предохранительных клапанов возможно как при заполнении резервуара, так и при хранении. Переполнение резервуара может произойти вследствие отказа системы контроля над уровнем жидкого аммиака [21].
5.3.6 Ошибки (неправильные действия)персонала, которые могут стать причинами аварийных ситуаций
К основным ошибкам (неправильным действиям) персонала, которые могут привести к аварийным ситуациям на АХУ, относятся:
– неудовлетворительный технический надзор за состоянием оборудования;
– ошибки при ведении ремонтных работ;
– непрофессионализм или недостаточный опыт персонала ОПО.
Неудовлетворительный технический надзор за состоянием оборудования и ошибки при проведении ремонтных работ (некачественное их исполнение) могут привести к:
– нарушению целостности оборудования (уменьшению толщины стенок до недопустимых размеров, развитию недопустимых концентраторов напряжения в корпусах резервуаров, развитию трещин сварных швов, металла корпуса, штуцеров, люков, трубопроводов, нарушению разъемных соединений и т.д.) и выбросу в атмосферу больших количеств аммиака;
– выходу из строя компрессорного и насосного оборудования, недостаточности их холодопроизводительности, повышению давления в резервуаре выше предельно допустимого и выбросам аммиака через предохранительные клапаны;
– выходу из строя ответственных элементов системы контроля за определяющими безопасность процесса технологическими параметрами, системы противоаварийной защиты (недопустимому повышению давления, уровня, температуры в резервуаре и, как следствие, срабатыванию предохранительного клапана, выбросу в атмосферу значительных количеств аммиака).
В связи с высокой надежностью систем контроля и защиты, на безопасность эксплуатации АХУ могут оказывать влияние практически только преднамеренные действия, направленные на нарушение требований технологического регламента и рабочих инструкций: отключения имеющихся систем защиты и намеренное непринятие соответствующих мер при получении аварийных сигналов о нарушениях технологических параметров [5].
5.4 Определение сценариев возможных аварий
После идентификации опасностей разрабатываются сценарии их развития и оцениваются масштабы последствий. Количество сценариев определяется рядом факторов:
– погодными условиями;
– местом расположения объекта;
– временем года и суток [2].
Сценарий аварии – полное и формализованное описание следующих событий: фазы инициирования, включая инициирующее событие, аварийного процесса, создавшейся ЧС, потерь при аварии, включая специфические количественные характеристики, пространственные и временные параметры и причинные связи событий аварий.
При разработке сценариев и оценке масштабов аварии помимо рассмотрения основных поражающих факторов следует также учитывать возможный «эффект домино».
Определение сценариев возникновения идинамики развития аварийных ситуаций проводилось с помощью блок-схемы, представленной на рисунке П. 2.1.
В зависимости от инициирующего события, условий обращения опасных веществ, условий окружающей среды указанные выше поражающие факторы могут реализоваться при следующих опасностях:
1) образование первичного токсичного облака аммиака (вероятность возникновения Pi
= 3,4·10-6
);
2) образование первичного и вторичного токсичного облаков аммиака (Pi
= 2,75·10-6
).
Несмотря на то, что аммиак относится к пожаровзрывоопасным веществам [25], в данном проекте не рассматриваются сценарии с образованием пожаров проливов и взрывов облаков аммиачно-воздушной смеси.
Для данного предприятия наиболее типичной могут оказаться аварии с образованием токсичного облака. При этом наиболее опасными технологическими блоками являются линейные и дренажные (в случае, если они задействованы) ресиверы, поскольку в них находится наибольшее количество жидкого аммиака.
Сценарий А
Полное разрушение сосуда под давлением, содержащего аммиак.
Нарушение норм режима и обслуживания → выход параметров за предельные значения → разгерметизация технологического блока установки → выброс продукта из технологического блока → образование первичного облака → образование разлития → образование вторичного облака → интоксикация персонала ОПО и населения
В данном случае рассматриваются резервуары (линейные, дренажные ресиверы), в которых находится наибольшее количество жидкого аммиака (в соответствии с таблицей 4.2).
Сценарий В
Выброс аммиака из технологических блоков.
Нарушение норм режима и обслуживания → выход параметров за предельные значения → разгерметизация технологического блока установки → выброс продукта из технологического блока → образование первичного облака → интоксикация персонала ОПО и населения
В данном случае рассматриваются технологические блоки, в которых содержится газообразный аммиак (например, компрессоры). При реализации подобного сценария аварии происходит образование только первичного облака аммиака.
Сценарий С
Утечки аммиака через отверстия, образовавшиеся в результате износа оборудования.
Нарушение норм режима и обслуживания → износ оборудования → образование свищей, щелей, неплотностей → утечка продукта через образовавшиеся щели → образование токсичного облака → интоксикация персонала ОПО и возможно населения.
Перечисленные сценарии не являются независимыми, так как реализация одного из них, как правило, порождает условия возникновения инициирующих событий для реализации других сценариев.
6. Оценка величины ущерба
В данном разделе проведено прогнозирование масштабов заражения местности аммиаком при аварии, развивающейся по сценарию А (наиболее опасному). Приведена оценка ущерба от данной аварии.
6.1 Прогнозирование масштабов заражения аммиаком при аварии на ОАО «Уфамолзавод»
Оценка масштаба заражения аммиаком проведена в соответствии с методикой прогнозирования возможной обстановки при авариях на ХОО (Приложение 3) Исходные данные аварии приведены в таблице 6.1.
При развитии аварии по сценарию А происходит разгерметизация технологического блока №1 (линейного ресивера 3,5РВ). Инициирующим фактором данной аварии может явиться обвал стены помещения линейных ресиверов (здание кирпичное, постройки 1960 г.). В результате обвала, элементы несущей конструкции могут повредить герметичность резервуаров.
При прогнозировании масштабов химического заражения рассматривался случай разгерметизации резервуара, с выбросом всего количества аммиака, находящегося в технологическом блоке №1 (таблица 4.2).
Таблица 6.1 – Исходные данные для оценки возможной обстановки при аварии на ХОО
| Тип АХОВ |
аммиак |
| Условия хранения АХОВ |
жидкость под давлением |
| Количество АХОВ, разлившегося при аварии, Q0
|
1,621 т |
| Высота обвалования резервуара, Н |
2 м |
| Время, прошедшее от начала аварии, N |
1 ч |
| Плотность населения в районе чрезвычайной ситуации, вызванной аварией, Р |
10253 чел./км2
|
| Метеоусловия |
| Температура воздуха, Тв
|
20 0
С |
| Степень вертикальной устойчивости атмосферы |
инверсия |
| Скорость ветра, Vв
|
1 м/с |
| Время аварии |
00:00
|
6.1.1 Прогнозирование глубины зон заражения аммиаком
1. Эквивалентное количество вещества, перешедшего в первичное облако, т:
 , ,
где Q0
– количество выброшенного (разлившегося) при аварии вещества, т;
К1
– коэффициент, зависящий от условий хранения АХОВ;
К3
– коэффициент, равный отношению пороговой токсодозы хлора к пороговой токсодозе данного АХОВ;
К5
– коэффициент, учитывающий степень вертикальной устойчивости воздуха (таблица П. 3.1)
К7
– коэффициент, учитывающий влияние температуры воздуха.
Значения коэффициентов К1
, К3
, К7
определяются по таблице П. 3.2.
 =0,007295 т. =0,007295 т.
2. Эквивалентное количество вещества по вторичному облаку рассчитывается по формуле:

где: К2
– коэффициент, зависящий от физико-химических свойств аммиака (таблицаП.3.3);
К4
– коэффициент, учитывающий скорость ветра (таблица П. 3.4);
d – плотность аммиака, т/м3
h – толщина слоя аммиака (для сосудов с жидкостью, имеющих собственное обвалование), м.
 = 2 – 0,2 =1,8 м. = 2 – 0,2 =1,8 м.
где H – высота обвалования, м.
К6
– коэффициент, зависящий от времени, прошедшего после начала аварии N
 , ,
где N – время, прошедшее от начала аварии, ч;
Значение коэффициента К6
определяется после расчёта продолжительности испарения вещества с площади разлива:
 = = = 49 ч. = 49 ч.
Так как N < T, то  = 1 = 1
Тогда  =0,001084 т. =0,001084 т.
6.1.2 Расчет
глубины зоны заражения при аварии на ХОО
1. Полная глубина зоны заражения, обусловленная воздействием первичного и вторичного облака АХОВ:
 , ,
где Г' – большее из полученных значений Г1
и Г2
, км;
Г» – меньшее из полученных значений Г1
и Г2
, км.
Г1
, Г2
– максимальные значения глубин зон заражения первичным (вторичным) облаком АХОВ при авариях на ХОО (таблица П. 3.3).
Интерполируем табличные значения для глубины зон возможного заражения:
 , ,
где ГХ
– искомое значение глубины зоны возможного заражения (Гм
< Гх
< Гб
), км.
Глубина зоны возможного заражения первичным облаком:
 = 0,2772 км. = 0,2772 км.
Глубина зоны возможного заражения вторичным облаком:
 =0,0412 км. =0,0412 км.
Т.к. Г1
>Г2
, полная глубина зоны заражения, обусловленная воздействием первичного и вторичного облаков аммиака равна:
 =0,2772 + 0,5·0,0412 = 0,2978 км. =0,2772 + 0,5·0,0412 = 0,2978 км.
2. Предельно возможное значение глубины переноса воздушных масс:
 = 1·5 =5 км. = 1·5 =5 км.
где V – скорость переноса переднего фронта ЗВ (таблица П. 3.5), км/ч
За окончательную расчётную глубину зоны заражения принимаем Г = 0,2978 км, т. к. Г < Гп
.
6.1.3 Определение площади зоны заражения
1. Площадь зоны возможного заражения первичным (вторичным) облаком АХОВ, км2
:
 , ,
где φ – угловые размеры зоны возможного заражения в зависимости от скорости ветра (Табл. П. 3.6).
 =0,14 км2
. =0,14 км2
.
2. Площадь зоны фактического заражения, км2
:
 , ,
К8
– коэффициент, зависящий от степени вертикальной устойчивости воздуха (таблица П. 3.2).
 =0,00718 км2
. =0,00718 км2
.
Результаты расчетов приведены в таблице 6.2.
Зоны глубина зоны заражения, а также зоны возможного и фактического заражения аммиаком, представлены на рисунке П. 2.2
Таблица 6.2 – Масштабы заражения аммиаком при аварии на ХОО
| Толщина слоя разлившегося аммиака, h |
1,8 м |
Эквивалентное количество аммиака по первичному облаку,  |
0,007295 т |
Эквивалентное количество аммиака по вторичному облаку  |
0,001084 т |
| Продолжительность поражающего действия АХОВ, Т |
49 ч |
| Глубина зоны заражения первичным облаком АХОВ, Г1
|
0,2772 км |
| Глубина зоны заражения вторичным облаком АХОВ, Г2
|
0,0412 км |
| Полная глубина зоны заражения, обусловленная воздействием первичного и вторичного облака АХОВ, Г |
0,2978 км |
| Предельно возможное значение глубины переноса воздушных масс, Гп
|
5 км |
| Площадь зоны возможного заражения первичным (вторичным) облаком АХОВ |
0,14 км2
|
| Площадь зоны фактического заражения |
0,00718 км2
|
| Общее количество человек, попадающих в зону заражения АХОВ, Р0
|
1436 |
6.1.4 Определение возможных потерь
Учитывая то, что очаг заражения находится в черте города, общее количество человек, попадающих в зону заражения АХОВ составит:
 , ,
где P– средняя плотность населения в данном районе города (для Советского района г. Уфы);
Тогда,  =74 чел. =74 чел.
Так как авария произошла поздним вечером, примем, что 20% населения находится на открытом воздухе (15 чел.) и 80% в зданиях (59 чел.) Оценим возможные потери. Приняв во внимание, что на открытом воздухе пострадает 100% населения, попавшего в зону химического заражения, а в домах – 50% составим структуру возможных потерь (таблица 6.3).
Таблица 6.3 – Структура возможных потерь в очаге поражения АХОВ
| На открытой местности |
В домах и простейших укрытиях |
Общее число возможных потерь |
| Пострадавшие |
15 |
30 |
45 |
| Санитарные потери легкой формы тяжести (25%) |
4 |
8 |
12 |
| Санитарные потери средней и сильной формы тяжести (40%) |
6 |
12 |
18 |
| Безвозвратные потери (35%) |
5 |
10 |
15 |
В соответствии с [29] ЧС, сложившаяся в результате подобной аварии, носит муниципальный характер. Количество пострадавших – 45 человек. Полученные возможные последствия от аварии не совпадают с данными, приведенными в Декларации безопасности АХУ. Это может быть связано с тем, что прогнозирование последствий рассматривалось в соответствии с другим сценарием аварии или рассчитывалось по другой методике.
6.2 Оценка величины возможного ущерба
Оценка возможного ущерба в случае реализации сценария А (т.е. при разгерметизации линейного ресивера 3,5 РВ и образовании первичного и вторичного облаков) проведена в соответствии с методикой расчета ущерба (Приложение 5). В декларации безопасности АХУ ОАО «Уфамолзавод» приведены следующие данные: в случае аварии предполагаемые затраты на восстановление разрушенных объектов ОАО «Уфамолзавод» могут составить до 650 тыс. рублей. Учитывая, тот факт, что эти данные приведены для 1998 года, и учитывая влияние инфляции, на 2007 год эти затраты составят около 2 млн. рублей. Эта сумма относится к прямым потерям предприятия.
Необходимо также учесть затраты на локализацию и ликвидацию аварии; социально-экономические потери, которые складываются из ущерба, нанесенного персоналу установки в случае его гибели или травмирования. Это выплаты на содержание детей, пенсий по случаю утери кормильца, погребение – в случае гибели людей, расходы на лечение, профессиональное переобучение, выплаты компенсаций – в случае травмирования в результате аварий. А также необходимо учесть экологический ущерб, нанесенный окружающей среде. В целом величина возможного ущерба составит 4…5 млн. рублей. Таким образом, в отношении материального ущерба данная ЧС также носит муниципальный характер.
7. Технические решения, направленные на обеспечение безопасности объекта
В данном разделе приведены технические решения, направленные на обеспечение безопасной эксплуатации АХУ ОАО «Уфамолзавод»; мероприятия по защите персонала в случае возникновения ЧС; мероприятия по предупреждению ЧС на объекте и защите населения, проживающего в зоне возможного заражения АХОВ, система оповещения при возникновении ЧС.
7.1 Обеспечение безопасности объекта
В соответствии с [1], для обеспечения безаварийной работы АХУ на ОАО «Уфамолзавод» предусмотрены следующие мероприятия:
1) Процесс осуществляется по непрерывной схеме и в герметичных аппаратах. Расчетные значения избыточного давления в системе и температуры аппаратов выше регламентированных.
2) Установка разделена на технологические блоки. Отключение блоков осуществляется с применением средств ручного управления. Имеется возможность локализации в случае аварии отдельных единиц оборудования.
3) Контроль и управление компрессорами осуществляется комплексами средств автоматизации (КСА), входящими в комплект компрессорного аппарата. На передних панелях КСА расположены надписи, кнопки, тумблеры и сигнальные светодиоды.
4) Осуществляется автоматическая блокировка с отключением компрессорных агрегатов в случае выхода технологических параметров за допустимые пределы.
5) В помещении компрессорного цеха имеется операторная. В операторной расположены извещатели световой и звуковой сигнализации нарушений технологических параметров (повышения уровня жидкости в промежуточных сосудах, отделителях жидкости, понижения общего расхода водына охлаждение к компрессорам), прибор дистанционного контроля за температурой в холодильных камерах. Имеется кнопка группового останова компрессоров в случае аварии.
6) На установке отсутствуют постоянные выбросы загрязняющих и взрывоопасных веществ в атмосферу. Условия проведения технологического процесса и примененное оборудование не требуют организации местных отсосов. Воздух и другие неконденсирующиеся газы выпускаются из системы в сосуд с водой.
7) Ограниченное количество аммиака выходит в атмосферу при вскрытии оборудования для ремонта, а также через возможные неплотности технологической системы, образующиеся в процессе эксплуатации.
8) Все технологические системы и узлы после капитального ремонта (монтажа) подвергаются испытанию на герметичность с оформлением соответствующей документации.
9) На аппаратах, где возможно повышение давления до максимально допустимого, установлены предохранительные клапаны.
10) Линейные ресиверы расположены в отбортованном приямке в специальном кирпичном сооружении.
11) Для зарядки системы аммиаком предусмотрены стыковочные узлы.
12) На нагнетательных трубопроводах насосов и компрессоров установлены обратные клапаны.
13) На трубопроводах жидкого аммиака из линейных ресиверов установлены запорные автоматические клапаны.
14) При соблюдении требований правил монтажа и эксплуатации установленные компрессоры не являются источником шума, вибрации и загазованности, превышающие установленные нормы в зоне их обслуживания.
15) Имеется возможность освобождения аппаратов при остановке на ремонт в закрытые дренажные ресиверы.
16) Принято местное управление электроприводами насосов, компрессоров, – кнопочными постами, установленными у электродвигателей. Предусмотрено также дистанционное отключение группы компрессоров и насосов из безопасного места.
17) Трубопроводы и аппараты с высокой температурой имеют изоляцию
18) В процессе эксплуатации аппараты (сосуды) холодильной установки не содержат аммиак свыше установленных норм. Пополнение системы производится периодически из специальной автомобильной цистерны.
19) Предусмотрена приточная, вытяжная и естественная вентиляция помещений. Дополнительно к постоянно действующей вентиляции предусмотрена аварийная вытяжная вентиляция, включающаяся в работу вручную в аварийных случаях.
20) Исполнение используемого электрооборудования по взрывозащите соответствует требованиям ПУЭ.
21) Питание электрооборудования предусмотрено от трех независимых вводов на завод.
22) Молниезащита выполнена согласно требованиям «Инструкции по устройству молниезащиты зданий и сооружений» (РД 34.21.122 – 87)
23) Все оборудование заземлено (занулено).
24) Предусмотрены эвакуационные выходы из помещения компрессорной, помещения линейных ресиверов. Однако в аппаратном помещении (подвал производственного корпуса), где расположены ресиверы 3,5 РД, 2,5РД и 5РД и насосы предусмотрен только один выход, что делает невозможным эвакуацию обслуживающего персонала при аварии.
25) Для ликвидации очагов пожара в компрессорной имеются первичные средства пожаротушения: огнетушители ОПУ-5, ОХП-10, ящики с песком, лопаты. Пожарные извещатели расположены у входных дверей и в операторной.
26) Для ограничения выхода аммиака при аварии за территорию завода предусмотрено поглощение его водой.
Контроль и управление холодильной установки осуществляется по показаниям местных приборов (манометры, термометры, блоки сигнализации и управления у компрессоров).
Безопасность работы компрессоров обеспечивается приборами автоматической защиты.
Автоматическая защита срабатывает у всех компрессоров:
– при повышении давления на нагнетании выше установленной нормы;
– при понижении давления на все компрессоров ниже установленной нормы;
– при повышении температуры на нагнетании компрессоров выше установленной нормы;
– при повышении уровня жидкости в промежуточном сосуде и отделителе жидкости на всасе компрессоров выше нормы;
– при уменьшении перепада давления масла между нагнетанием маслонасоса и в картере (нагнетании) компрессора ниже нормы;
Аварийное отключение компрессоров производится при падении общего расхода воды к компрессорам ниже нормы. Измерение расхода (наличие протока) воды к каждому компрессору не предусмотрено.
Предусмотрена световая сигнализация с указанием параметра, по нарушению которого отключен компрессору контроль давления и температуры в аппаратах осуществляется по показаниям манометров и термометров.
Контроль температуры в холодильных камерах осуществляется по термометру и прибору, установленному в операторной.
7.2 Мероприятия по защите персонала в случае возникновения ЧС
Для защиты работников на объекте защитных сооружений и укрытий нет.
При распространении на территории завода паров аммиака осуществляется эвакуация персонала из зоны заражения в ближайшие безопасные места, которые заранее определены в зависимости от направления ветра и удалены на расстояния большие, чем радиус зоны заражения (школы, площади, дворцы культуры и т.п.).
Направление выхода и конкретные пункты сбора указываются сменным мастером отдела сбыта после прогнозирования масштабов возможного заражения и объявляются по громкоговорителю. Работники цехов, в которых непосредственно расположены блоки АХУ, обеспечены противогазами ГП-5 дополнительными патронами ДПГ-3, специалисты компрессорного цеха – промышленными противогазами с коробками типа КД, кроме того имеется аварийный запас противогазов, а также для дежурных машинистов компрессорного цеха – изолирующие противогазы ИП-4 и костюмы Л-1 (по 2 комплекта).
7.3 Мероприятия по предупреждению ЧС на объекте и защите населения, проживающего в зоне возможного заражения АХОВ
В целях предупреждения ЧС на объекте проводятся следующие мероприятия:
1) Наблюдение и контроль за состоянием объекта осуществляется силами наблюдения и контроля предприятия.
2) Ежегодное проведение капитального ремонта.
3) Регулярное проведение планово-предупредительных ремонтов.
Проведение данных мероприятий повышает надежность работы оборудования и снижает вероятность возникновения ЧС.
Для проведения спасательных и других неотложных работ созданы невоенизированные формирования:
1. Штаб ГО и ЧС
2. Специализированная сводная группа – 1/35
– командир группы
– заместитель командира группы
– аварийно-восстановительное звено – 1/8
– звено пожаротушения – 1/4
– звено охраны общественного порядка – 1/4
– звено патрульно-постовое – 1/7
– звено разведки – 1/3
– звено связи – 1/3
– санитарный пост – 1/4
3. Пост радиационного и химического наблюдения – 1/3
4. Звено оповещения – 1/3
5. Звено выдачи средств индивидуальной защиты – 1/3
6. оперативная группа – 1/4
Специализированная сводная группа относятся к числу сил повышенной готовности. Остальные невоенизированные формирования – к силам общей готовности.
Для локализации и ликвидации аварий и пожаров привлекаются караулы пожарных частей ПЧ-2, ПЧ-8. Медицинскую помощь при необходимости оказывают специалисты поликлиники №33. Для оповещения населения и оцепления территории завода – Советский РУВД г. Уфы. для производства дегазационных работ (в случае пролива аммиака) используются поливочные машины УЖКХ, МУБ Советского р-на и ГУУАП «Гидравлика».
В соответствии с Постановлением главы администрации г. Уфы №109 от 13.05.92 г. Создана КЧС приказом генерального директора №117 от 7.04.94 г.
Председатель КЧС – главный инженер
Заместитель председателя КЧС – главные специалисты
Члены комиссии – начальники цехов.
7.4 Система оповещения
Управление заводом и оповещение рабочих и служащих при возникновении чрезвычайной ситуации осуществляется по существующим системам связи:
– громкоговорители;
– оперативная связь «Кристалл»;
– внутренняя телефонная связь;
– телефоны ГТС.
Передаваемая информация должна содержать сведения о прогнозируемых и возникших чрезвычайных ситуациях, последовательность действий, быть достоверной, своевременной, гласной и открытой. Текст обращения к рабочим, служащим и населению при аварии с выбросом (проливом) аммиака разрабатывается заранее. Перед передачей текста обращения подается сигнал «Внимание всем!». Оповещение населения, находящегося вблизи завода, проводится с участием подразделений службы общественного порядка Советского РУВД, с помощью громкоговорителей.
7.5 Мероприятия, направленные на снижение риска аварии
7.5.1 Обеспечение надежности и оперативности управления производством
В условиях производственных аварий и стихийных бедствий надежность управления производством обеспечивают следующие мероприятия:
1. Заблаговременная подготовка руководящих работников и ведущих специалистов к взаимозаменяемости. Для замены недостающих специалистов готовят людей из числа квалифицированных рабочих, хорошо знающих производство.
2. Создание 2–3 групп управления (по числу смен), которые помимо руководства производством во время работы должны быть готовы принять на себя руководство производством и организацию ведения спасательных и неотложных аварийно-восстановительных работ неработающей смены.
3. Обеспечение надежной связи с важнейшими производственными участками на объекте (прокладка подземных кабельных линий связи, дублирование телефонной связи радиосвязью, создание запасов телефонного провода для восстановления поврежденных участков, подготовка подвижных средств связи).
4. Разработка надежных способов оповещения должностных лиц, аварийных служб, спасателей и всего производственного персонала на предприятии (установка сирен, репродукторов и других средств оповещения).
5. Обеспечение сохранности технической документации и изготовление ее дубликатов.
6. Использование при управлении производством в мирное время технических средств связи, контрольно-измерительных приборов, аппаратуры дистанционного управления, установленных в служебных помещениях, диспетчерских пунктах.
7. Разработка четкой системы приема сигналов оповещения гражданской обороны и доведения их до должностных лиц, формирований и персонала объекта.
7.5.2 Подготовка объекта к переводу на аварийный режим работы
В случае крупной производственной аварии или с началом стихийного бедствия предприятие необходимо перевести на заранее запланированный аварийный режим работ, обеспечивающий максимальное снижение возможных потерь и разрушений.
При подготовке перевода объекта на аварийный режим предусматриваются следующие мероприятия:
организация защиты рабочих, служащих и членов их семей (обеспечение СИЗ, проведение специальных профилактических мероприятий);
повышение надежности работы предприятий в условиях аварий, стихийного бедствия (подготовка к безаварийной остановке производства по установленным сигналам);
обеспечение предприятия электроэнергией, водой и т.п. в случае нарушения централизованного снабжения; защита уникального оборудования и технической документации; мероприятия по исключению и ограничению возможности возникновения вторичных поражающих факторов поражения на случай нарушения материально-технического снабжения; защита материалов, сырья, готовой продукции; частичная герметизация производственных зданий и других мероприятий при угрозе заражения АХОВ;
разработка графиков работы производственного персонала с учетом специфики стихийного бедствия (обеспечение транспортными средствами для перевозки рабочих и служащих из зоны их эвакуации и т.п.).
7.5.3 Направления снижения опасности АХУ
Одно из направлений снижения опасности АХУ в мировой практике – использование холодильных машин с минимальным объемом заправки аммиаком. Это достигается главным образом благодаря применению испарителей пластинчатого типа для охлаждения промежуточного теплоносителя и трубчатых испарительных конденсаторов, а надежность холодильных машин повышается за счет выбора преимущественно винтовых компрессоров и полной автоматизации всей схемы АХУ. Это позволяет значительно снизить объем заправки на единицу холодопроизводительности и исключить гидравлический удар в компрессоре – самую распространенную и опасную аварию на АХУ [13].
Выводы
В данной дипломной работе проведено прогнозирование последствий аварии с аммиачными веществами на холодильной установке ОАО «Уфамолзавод».
На основании имеющихся по данной теме литературных данных, установлено, что аварии, связанные с использованием в производственном процессе АХОВ в больших объемах, способны привести к недопустимым последствиям: гибели персонала и населения, нанесению экологического ущерба окружающей среде. Статистические данные об авариях на ХОО свидетельствуют о том, что аварии с аммиачными веществами имеют место и последствия от их реализации и развития могут быть весьма плачевными. Проведен анализ чрезвычайных ситуаций, характерных для аналогичных ХОО, для данного опасного вещества, имевших место в мировой практике и в России.
АХУ ОАО «Уфамолзавод» не является опасным производственным объектом, но относится к ряду производств:
– к которым предъявляются дополнительные повышенные требования по обеспечению безопасности;
– для которых необходима разработка планов ликвидации (локализации) аварийных ситуаций и их вторичных проявлений на основе сценариев их возникновения и развития, четкой конкретизации технических средств и действий производственного персонала;
– с экологически опасным видом хозяйственной деятельности согласно указаний Минэкологии РФ;
– подлежащих декларированию безопасности, как потенциально опасный объект согласно совместных указаний от 4.03.97 г. №02/313 и №17–11/342 МЧС Башкортостана и БО ГГТН РФ расположенный на расстоянии менее 500 метров от жилья, вблизи мест большого скопления людей (остановки городского транспорта, детские сады, школы, ЦТиР «Мир») и где число пострадавших может превысить 10 человек [1].
Характеристики опасного вещества, находящихся на территории ОАО «Уфамолзавод» необходимы для понимания процессов, которые могут происходить на объекте при различных аварийных ситуациях, для принятия соответствующих мер безопасности и установлении режима охраны объекта. На АХУ применяется конкретное опасное вещество – аммиак, который находится в жидком и газообразном состоянии и относится к АХОВ.
АХУ на данном предприятии предназначена для обеспечения холодом всех стадий производства молочной продукции. Общее количество аммиака на АХУ – 16,59 т.
Наиболее частыми причинами аварий на АХУ становятся гидравлические удары в цилиндрах компрессоров, приводящие к их разгерметизации и выбросу газообразного аммиака в атмосферу [13].
В связи с этим построено «дерево отказов» компрессора [16].
Самыми опасными по своим последствиям считаются аварии, связанные с разгерметизацией емкостного оборудования (ресиверов, конденсаторов, испарителей) и трубопроводов на стороне высокого давления, особенно жидкостных. Анализ характеристик технологического оборудования и его размещения показывает, что для АХУ ОАО«Уфамолзавод» наиболее опасными следует считать аварии, связанные с повреждением, или в худшем случае, разгерметизацией одного или нескольких линейных ресиверов.
Сточки зрения воздействия на персонал объекта и население, проживающее в зоне возможного заражения, наибольшую опасность на АХУ представляет собой помещение линейных ресиверов. Общее количество жидкого аммиака в технологических блоках 1,1а, 1б, 1в, 2, 2а – 6,3 т.
Поэтому, для оценки возможных последствий техногенной аварии, приводящей к ЧС, рассматривалась разгерметизация линейного ресивера 3,5 РВ (выброс аммиака составляет 1,621 т). Рассчитана глубина зоны заражения аммиаком, площадь возможной и фактической зон заражения токсичным облаком, образующимся при разгерметизации ресивера. Зона возможного заражения аммиаком отмечена на карте местности в соответствии с преимущественным направлением ветра.
В расчетах зон поражения АХОВ использовали наиболее консервативные исходные данные: степень вертикальной устойчивости атмосферы – инверсия; температура воздуха 20 0
С; скорость ветра – 1 м/с. Рассматриваемая возможная авария произошла в 00.00. Принимая этот факт во внимание, предположили, что 20% населения, попадающего в зону возможного заражения будут находиться на открытом воздухе (100% пострадавших); а 80% – в домах (простейших убежищах, 50% пострадавших). Суммарное количество людей, попавших в зону возможного заражения АХОВ – 1435 человек; а в зону фактического заражения – 74 человека. Исходя из этого, составили структуру возможных потерь (пострадавшие различной степени тяжести – 30 человек, безвозвратные потери – 15 человек). Возможный материальный ущерб от аварии может составить 4…5 млн. рублей.
Сравнив полученные данные с данными, приведенными в Декларации промышленной безопасности АХУ, выявили расхождения. Это может быть связано с тем, что рассматриваемая в данном проекте авария развивалась по другому сценарию и (или) прогнозирование последствий от аварии проводилось по другой методике.
Меры, направленные на обеспечение безопасности объекта:
– технические мероприятия, цель которых максимально снизить участие человека в производственном процессе, применение систем автоматической защиты на всех стадиях производства;
– организационные мероприятия, направленные на обеспечение выполнения безопасных процедур работы на ОАО «Уфамолзавод»;
– мероприятия по подготовке к действиям в ЧС, цель которых подготовка персонала сторонних организаций к совместным действиям по предупреждению, локализации и ликвидации аварийной ситуации.
Список литературы
1. Декларация безопасности аммиачной холодильной установки ОАО «Уфамолзавод», 1998. – 96 с.
2. Обеспечение безопасности жизнедеятельности в чрезвычайных ситуациях техногенного характера: Учебное пособие./ Н.Н. Красногорская, Н.Ю. Цвиленева, Р.З. Хамитов. – Уфа: УГАТУ, 1998. – 107 с.
3. Холодильные установки: Учебник для студентов вузов специальности «Техника и физика низких температур», «Холодильная криогенная техника и кондиционирование»/ Курылев Е.С., Онососвский В.В., Румянцев Ю.Д. – 2-е изд., стереотип. – СПб.: Политехника, 2002. – 576 с.
4. Защита населения и территорий в чрезвычайных ситуациях: Учеб. пособие/ С.А, Буланенков, СИ. Воронов, П.П. Губченко и др.; Под общ. ред. М.И. Фалеева. – Калуга: ГУП «Облиздат», 2001. – 480 с.
5. Безопасность резервуаров и трубопроводов / В.А. Котляревский, А.А. Шаталов, Х.М. Ханухов. М., Изд-во «Экономика и информатика», 2000 г. – 555 с.
6. Холодильные установки /Чумак И.Г., Чепурненко В.П. и др.; Под ред. И.Г. Чумака. – 3-е изд., перераб. – М.: Агропромиздат, 1991. – 495 с.
7. Ремонт и эксплуатация холодильных установок: Практ. пособие/ А.И. Кулаковский, В.И. Новиков, С.С. Червяков. – М.: Высш. шк., 1992. – 256 с.
8. Гражданская оборона и защита от чрезвычайных ситуаций: Метод. указ. / сост. В.Ф. Егоров. Тамбов: Изд-во Тамб. гос. тех. ун-та, 2005. – 32 с.
9. Белов П.Г. Моделирование опасных процессов в техносфере. – М.: Издательство академии гражданской защиты МЧС РФ, 1999. – 124 с.
10. Устойчивость работы промышленных объектов при чрезвычайных ситуациях: Метод. указ./сост. В.И. Осипов, С.В. Пестриков, Ф.Ф. Кадыров, Е.М. Ганцева. – Уфа: УГАТУ, 2005. – 53 с.
11. Краткая химическая энциклопедия, т. 1 А-Е / отв. ред. И.Л. Кнунянц. М.: «Советская энциклопедия», 1961. – 1262 с.
12. Сборник обобщенной терминологии (Тезаурус)/ Сост: Красногорская Н.Н., Ганцева Е.М., Планида Ю.М., Эйдемиллер Ю.Н. – Уфа: УГАТУ, 2003.
13. Логвинов А.М. Промышленная безопасность аммиачных холодильных установок предприятий пищевой промышленности Алтайского региона // Безопасность труда в промышленности – 2003. – №7. – 19–21 с.
14. Ширяева В.В., Мамонтов В.А Обоснование верхнего нежелательного события при анализе риска цеха по производству аммиака // Химическое и нефтегазовое машиностроение – 2003. – №3. – 48–51 с.
15. РД 52.04.253–90 Методика прогнозирования масштабов заражения АХОВ при авариях (разрушениях) на химически опасных объектах и транспорте. М., 1991.
16. РД 03–418–01 Методические указания по проведению анализа риска опасных производственных объектов. Дата введения 01.09.2001.
17. ГОСТ Р 22.0.01 – 94 Безопасность в чрезвычайных ситуациях. Основные положения. Дата введения 01.01.95.
18. ГОСТ Р 22.0.05 – 94 Безопасность в чрезвычайных ситуациях. Техногенные чрезвычайные ситуации. Термины и определения основных понятий. Дата введения 01.01.96.
19. ГОСТ Р 22.3.01 – 94 Безопасность в чрезвычайных ситуациях. Жизнеобеспечение населения в чрезвычайных ситуациях.
20. ГОСТ Р 22.3.03 – 94 Безопасность в чрезвычайных ситуациях. Защита населения. Основные положения. Дата введения 01.01.96.
21. ГОСТ Р 12.2.142 – 99 Системы холодильные холодопроизводитель-ностью свыше 3,0 кВт. Требования безопасности. Дата введения 01.01.2000.
22. ГОСТ Р 22.0.07 – 95 Источники техногенных чрезвычайных ситуаций. Классификация и номенклатура поражающих факторов и их параметров.
23. ГОСТ 12.1.005 – 88 Общие санитарно-гигиенические требования к воздуху рабочей зоны. Дата введения 01.01.89. Взамен ГОСТ 12.1.005 – 76.
24. ГОСТ 12.1.007 – 76 Вредные вещества. Дата введения 01.01.77.
25. ГОСТ 12.1.044 – 89 Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения. Дата введения 01.01.91.
26. ГОСТ 12.2.085 – 82 (СТ СЭВ 3085–81) Сосуды, работающие под давлением. Клапаны предохранительные. Дата введения 01.07.83. Переиздание Ноябрь 2001.
27. ПБ 09–220–98 Правила устройства и безопасной эксплуатации аммиачных холодильных установок. Утверждены Постановлением Госгортехнадзора России от 30 июня 1998 г. №38.
28. Постановление Госгортехнадзора РФ от 9 июня 2003 г. №79 «Об утверждении Правил безопасности аммиачных холодильных установок»
29. Постановление Правительства РФ от 21 мая 2007 г. №304 «О классификации чрезвычайных ситуаций природного и техногенного характера»
30. Федеральный закон №68 «О защите населения и территорий от чрезвычайных ситуаций природного и техногенного характера». Дата принятия 11.11.94.
31. Постановление Госгортехнадзора РФ от 27.10.2000 №62 «О порядке оформления декларации промышленной безопасности и перечне сведений, содержащихся в ней».
|