|
Оглавление
Реферат
Техническое задание
Раздел 1. Введение
Раздел 2. Автоматизированные системы управления
Раздел 3. Системы автоматического контроля
Раздел 4. Производственные мощности
Раздел 5. Связь между АСУ и производственными мощностями
Раздел 6. Описание предприятия
Раздел 7. Внедрение АСУ
Раздел 7.1. Планирование работ по техническому обслуживанию и ремонту
Раздел 7.2. Внедрение АСУ на ОАО «Комиссаровский завод торгового машиностроения»
Раздел 7.3. Предпосылки для внедрения средств автоматического контроля
Раздел 7.4. Создание схемы подключения датчиков к станку
7.4.1. Обоснование выбора датчиков
7.4.2. Схема подключения датчиков к станку
Раздел 7.5. Разработка базы данных в MicrosoftAccess
Раздел 8. Охрана труда
Раздел 8.1. Требования безопасности к производственному оборудованию
Раздел 8.2. Общие эргономические требования к рабочему месту сидя
Раздел 9. Гражданская оборона
Раздел 9.1. Организация и задачи гражданской обороны.
Раздел 9.2. Мероприятия по гражданской обороне на предприятии
Раздел 10. Промышленная экология
Раздел 10.1. Санитарно-защитная зона
Раздел10.2. Мероприятия по защите атмосферного воздуха
Раздел 10.3. Мероприятия по охране водоемов и почвы от загрязнения сточными водами
Раздел 10.4. Фильтры для очистки газовых выбросов
Раздел 10.5. Очистка сточных вод
Раздел 11. Технико-экономическое обоснование
Раздел 11.1. Расчет стоимости внедрения датчиков
Раздел 11.2. Расчет экономической эффективности проекта
Раздел 12. Заключение
13. Список использованной литературы
РЕФЕРАТ
Объект проектирования – система организационный мероприятий по увеличению производственных мощностей ОАО «Комиссаровский завод торгового машиностроения»; цель - создание системы организационного управления производственными мощностями » с помощью оптимизации учета данных о состоянии оборудования с использованием современных технологий; методы - теоретический анализ и синтез, математические и статистические; новизна – увеличение производственных мощностей путем сокращения затрат на ремонтную службу предприятия; результаты – получены экономически обоснованные показатели увеличения использования производственных мощностей путем внедрения датчиков контроля на станки токарного парка предприятия; внедрение – ОАО «Комиссаровский завод торгового машиностроения» при условии дополнительных капиталовложений, отрасль –машиностроение.
Дипломный проект включает:
1. Пояснительная записка – 104 стр.
- Таблиц – 4
- Рисунков – 10
- Схем – 3
2. Графическая часть – 6 листов (А1)
Техническое задание
Основные положения
1.1. Цели разработки
.
Создание системы организационного управления производственными мощностями на ОАО «Комиссаровский завод торгового машиностроения» с помощью оптимизации учета данных о состоянии оборудования с использованием современных технологий.
1.2. Назначение разработки
.
Данная автоматизированная система управления предназначена для того, чтобы систематизировать данные о состоянии оборудования путем формирования и использования базы данных. В этой базе данных будут хранится данные о текущем состоянии оборудования и, путем их анализа будет приниматься решение о плановом или внеплановом ремонте оборудования.
1.3. Состав Комплекса.
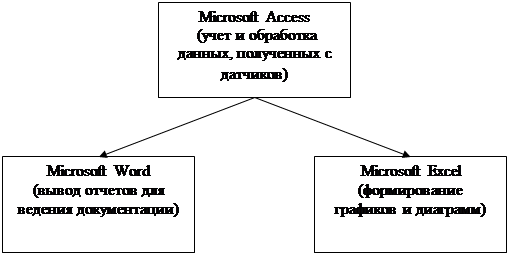
В состав Комплекса входят следующие приложения:
-система управления базой данных – MicrosoftAccess
-комплексная система автоматизации сводного учета
1.4. Области применения Комплекса.
Система управления применяется для предприятий машиностроения, легкой и пищевой промышленности, которые характеризуются хотя одним из нижеперечисленных признаков:
1. Большими объёмами хранимой и обрабатываемой информации;
2. Необходимостью оперативного принятия решения в предаварийных ситуациях
3. Сложностью процессов обработки данных;
1.5. Принципы построения программного Комплекса.
Базовой концепцией построения системы управления является обеспечение принципов интегрируемости и комплексируемости для линии программных продуктов «Microsoft».
Интегрируемость предполагает возможность организации двунаправленного обмена данными с любым приложением предприятия из данной линии. Комплексируемость – возможность полнофункциональной работы любого приложения из данной линии в произвольной по составу системе приложений автоматизации учета производственных мощностей. Принципиальная возможность настраиваемого интерфейса базируется на единой словарной системе и метаданных (т.е. данных о данных). Следовательно, основными принципами построения данной системы управления являются:
1. Единая словарная система для всех приложений данной линии;
2. Поддержкой операций обмена данными между приложениями системы управления на основе стандартов платформы XML;
3. Построение приложений по модульному принципу (наличие функциональных модулей для гибкого комплектования рабочих мест).
2. Оптимизация использования производственных мощностей.
2.1 Назначение.
Приложение предназначено для автоматизации и оптимизации учета производственных мощностей путем учета использования оборудования. Приложение должно обеспечивать ведение учета использования оборудования путем составления базы данных состояния датчиков, расположенных на оборудовании.
2.2 Требования к программному продукту.
2.1.1. Общие требования.
1. Автоматическая поддержка учета и внесения данных сдатчиков, установленных на оборудовании, в базу данных.
Поддержка учета и формирование отчетности в определенный момент времени.
2. Информирование пользователя о непредвиденных ситуациях
3. Поддержка настраиваемой пользователем сквозной аналитики.
4. Высокая степень автоматизации учетных процедур при использовании того или иного оборудования, наступлении определенной даты и т.п.
5. Автоматическая поддержка учета и внесения данных с датчиков, установленных на оборудовании, в базу данных.
6. Поддержка учета и формирование отчетности в определенный момент времени.
7. Информирование пользователя о непредвиденных ситуациях
8. Поддержка настраиваемой пользователем сквозной аналитики.
9. Высокая степень автоматизации учетных процедур при использовании того или иного оборудования, наступлении определенной даты и т.п.
2.1.2. Требования к функциональным возможностям
.
Данное приложение предназначено для автоматизации учета использования оборудования, подготовке отчетов об использовании того или иного оборудования. Функционально реализуются следующие требования.
1. Учет текущего состояния оборудования.
2. Сравнение текущего состояния оборудования с максимально допустимым.
3. Формирование отчетности об использовании оборудования.
4. Рекомендации и возможные решения непредвиденных ситуаций.
2.2. Отчетные формы.
Так как при создании данной системы управления используется СУБД MicrosoftAccess, то основными формами, используемыми в данном случае будут формы, создаваемые этим приложением. Данная тематика проекта не предусматривает строгого соблюдения форм как, например, в бухгалтерии или статистике.
2.3. Связи данного приложения с другими приложениями системы управления.
Характерной особенностью функционирования приложения является выполнение консолидирующей обработки и принятия решения в случае непредвиденных ситуаций.
В последние десятилетия развитие компьютерной техники достигло того уровня, при котором оно невозможно без применения автоматизированных систем управления. Эти системы применяются не только в глобальных производствах, но и в нашей повседневной жизни, например, считывание информации о товаре с помощью магнитного кода в супермаркетах или возможность электронных платежей за коммунальные услуги.
Автоматизированные системы управления на сегодняшний день являются одной из профилирующих отраслей в развитии экономики не только нашей страны, но и всего мира.
АСУ - называется система, объединяющая комплекс технических средств, экономико-математические методы, математическое, лингвистическое, информационное, организационное, юридическое и методическое обеспечение, а так же коллектив людей объединенных общей целью. Управляющее решение принимается в соавторстве человека с машиной.
Одним из основных условий функционирования автоматизированной системы управления является достоверность информации, на основе которой принимаются управляющие решения.
Украина является страной с огромным потенциалом – она имеет образованное население, богатые природные ресурсы, а также удачное географическое положение, позволяющее извлекать выгоду от международной торговли. При этом страна владеет банком уникальных технологий и научных разработок, реализация которых открывает новые возможности, как для отечественного, так и для мирового прогресса. В качестве примера можно привести: запуск спутника Земли – “Сич”, который открыл Украине дорогу в клуб космических государств; самолет “Мрия” и другая продукция завода им. Антонова; электронные микроскопы; различные типы и классы кораблей; наимощнейшие в мире прессы, турбины и дизельные двигатели — все это есть на производственном конвейере Украины.
Вместе с тем генная инженерия и биотехнологии, монокристаллы и искусственные алмазы, исследования в области материаловедения, в том числе и космического, фундаментальные исследования в математике, теоретической физике, биологии и химии – все это ставит Украину в один ряд с передовыми высокоразвитыми странами мира.
Однако при таком огромном научном, производственном и кадровом потенциале в экономике Украины на протяжении последних лет наблюдаются кризисные явления, в результате чего объемы производства основных видов продукции катастрофически снизились.
Повышение роста производства и увеличение валового продукта в Украине, происходит не за счет повышения эффективности экономики, и не является результатом деятельности правительства и других государственных органов. Данное явление объясняется следующим. Дело в том, что развитие мировой экономики происходит волнообразно, или циклично. В разные годы производство может возрастать большими или меньшими темпами, а в ряде случаев развитие экономики может иметь отрицательный знак, что означает падение производства.
Статистика свидетельствует о неэффективном использовании производственного потенциала, что свидетельствует о низкой эффективности производства практически во всех отраслях экономики Украины. В свою очередь это является результатом низкого спроса на производимую продукцию, т.е. фактически продукция, которая производится на предприятиях Украины является неконкурентоспособной. Высокая себестоимость, низкое качество – вот причины отсутствия спроса.
Таким образом, повышение эффективности производства на предприятиях Украины – это одна из важнейших задач как государства (создание благоприятных условий для эффективной деятельности предприятий), так и экономистов самих предприятий (анализ производственной деятельности, разработка и внедрение мероприятий по повышению эффективности производства).
Общество никогда не было равнодушным к затратам на достижение того или другого успеха. В основе прогресса лежит повышение эффективности производства. Здесь понимается экономическая и социальная результативность хозяйственной деятельности.
Залог успеха деятельности любого предприятия кроется в постоянном повышении эффективности производства, систематическом анализе производственной деятельности, разработке и внедрении мероприятий нацеленных на повышении эффективности производства.
На современном этапе развития Украины, обеспечение стабильной работы предприятий по выпуску конкурентоспособной продукции, является задачей первостепенной важности для управляющих всех уровней. Важнейшей качественной характеристикой хозяйствования на всех уровнях является – эффективность производства.
Современные системы автоматического управления производством – это многоуровневый комплекс оборудования, предназначенный для обеспечения высокого качества продукции в сочетании с надежностью и максимальной производительностью. В основании этого комплекса, там, где происходит «общение» системы управления с технологическими процессами, где происходит контроль за параметрами процессов, сбор информации о количестве и качестве продукции – там работают датчики. Применение датчиков дает возможность не только контролировать, но и оптимизировать технологические процессы, что позволяет улучшить качество продукции, снизить себестоимость и как следствие – повысить конкурентоспособность производства.
Имеющий место рост потребности в качественных датчиках связан с тем, что, помимо создания новых современных производств, идет активная модернизация станочного парка и оборудования, установленного 20-30 лет назад и совершенно не отвечающего современным требованиям. Значительная доля спроса обусловлена плановой заменой датчиков на уже существующих предприятиях.
Темой данного дипломного проекта является «Система организационного управления производственными мощностями на ОАО «Комиссаровский завод торгового машиностроения». Далее будет рассмотрены различные способы оптимизации работы данного предприятия, выискание внутренних резервов, увеличение производительности оборудования путем внедрения новых технологических методов на производство.
Цели разработки:
Создание системы организационного управления производственными мощностями на ОАО «Комиссаровский завод торгового машиностроения» с помощью оптимизации учета данных о состоянии оборудования с использованием современных технологий.
Данная автоматизированная система управления предназначена для того, чтобы систематизировать данные о состоянии оборудования путем формирования и использования базы данных. В этой базе данных будут хранится данные о текущем состоянии оборудования и, путем их анализа будет приниматься решение о плановом или внеплановом ремонте оборудования.
Раздел 2. Автоматизированные системы управления
Автоматизированные системы управления – человеко-машинная система, обеспечивающая сбор и обработку информации, необходимой для оптимизации управления в различных сферах человеческой деятельности.
АСУП представляет собой организационно-технический комплекс, в котором используются прогрессивные методы и способы организации управления производством. Она призвана обеспечить бесперебойное функционирование предприятия на основе более эффективного управления. АСУ предприятием делится на отдельные относительно самостоятельные и обособленные подсистемы.
Типовая АСУП состоит из принципиально различных, но тесно связанных между собой частей: обеспечивающей и функциональной. Обеспечивающая включает в себя информационную, техническую, организационно-экономическую и математическую части. Функциональная часть состоит из набора взаимосвязанных задач, которые условно объединяются в подсистемы.
Подсистема АСУП представляет собой часть системы, которая включает определенную совокупность задач, сгруппированных по некоторым признакам. Такими признаками при выделении подсистем являются: функциональный, соответствующий (функциям системы управления; временной, отражающий время, на которое принимается управленческое решение; организационно-административный, соответствующий структуре деления объекта управления; поэлементный, соответствующий экономическим элементам (объектам) управления.
Функциональный признак формируется при исследовании характеристики и содержания функции управления производством. Функциональный анализ системы позволяет выделить части системы подвергнуть их изучению и построению. Исследование АСУП на основании функциональных признаков дает возможность выделить содержание каждой подсистемы, определить их критерии и границы. Однако учет только функционального признака приводит к неограниченному росту числа подсистем и усложнению связей между ними.
Временной признак формируется путем выделения подсистем с учетом периодов, на которые принимаются управленческие решения. В соответствии с особенностями он может быть оперативным, текущим и перспективным. В большинстве случаев при выделении подсистем исходят из оперативной текущей деятельности, не учитывая необходимости прогнозирования производства. Последнее обусловлено тем, что в действующих АСУП решение зада оптимизации и прогнозирования не нашло широкого применения.
Исходя из организационно-административного признака подсистемы, выделяют в соответствии цеховой структурой или видом производства (заготовительное, механическое, сборочное и др.).
Поэлементный признак соответствует-таки: объектам управления: техническая и технологическая подготовки производства, материально-техническое снабжение, сбыт продукции, обеспечение кадрами, научно-технический прогресс.
На машиностроительных предприятиях выделение подсистем АСУ производят, в большинстве случаев, исходя из смешанных признаков при условиях доминирования одного из основных. В качестве наиболее важного группировочного признака принимается функциональный, остальные обеспечивают единство подсистем в целом по предприятию учетом информационного хозяйства, наличия ресурсов, отдельных структурных подразделений периодов времени.
При использовании классификационных признаков производится выделение следующих подсистем: технической подготовки производства; технико-экономического планирования; бухгалтерского учета; материально-технического снабжения; оперативного управления основным производством; управления вспомогательным производством, сбытом, кадрами, качеством, финансами; нормативного хозяйства; оперативно-производственного планирования; финансово-бухгалтерской деятельности; транспорта; бухгалтерского учета и анализа хозяйственной деятельности, кооперированных поставок; организации труда и заработной платы; охраны труда и техники безопасности; управления хозяйственным обслуживанием; разработки конструкций изделий; ремонтно-энергетического обслуживания; обеспечения производства инструментом и оснасткой.
Количество, состав и содержание подсистем, которые необходимо выделять при проектировании АСУ на машиностроительных предприятиях, различны для разных предприятий. В некоторых случаях не выделяются подсистемы бухгалтерского учета, управления вспомогательным производством, финансами. Отсутствие единого подхода к выделению подсистем явилось следствием того, что в качестве определяющего признака группировки подсистем использован не один, а совокупность признаков.
Функциями управления являются прогнозирование, планирование, организация, учет и анализ. в соответствии с функциональным признаком при проектировании АСУП выделяются подсистемы технико-экономического, оперативно-производственного планирования, бухгалтерского учета. Наличие подсистем управления основным производством, транспортом, вспомогательным производством свидетельствует о том, что рассматриваемая группировка подсистем основывается на признаке организационно-административной структуры управления.
Он характерен только для приведенных подсистем и не относится к таким подсистемам, как, например, техническая подготовка производства, кадры, управление качеством.
При делении АСУП на подсистемы широко используется также пообъектный признак управления, в соответствии с которым выделяются подсистемы технической и технологической подготовки производства, материально-технического снабжения, сбыта продукции, управления кадрами. Объектами управления могут быть также научно-технический прогресс, социальное развитие коллектива, управление капитальным строительством, которые не характерны для перечисленных подсистем.
При изучении хозяйственной деятельности предприятий не учитывается необходимость проектирования подсистемы экономического анализа или решения определенного комплекса аналитических задач в других подсистемах. В некоторых случаях обосновывается только необходимость выделения подсистемы бухгалтерского учета и анализа хозяйственной деятельности. При этом состав аналитических задач, решаемых в отдельных подсистемах, далеко не полон и не охватывает всех сторон хозяйственной деятельности предприятия.
В зависимости от выбранного классификационного признака можно получить различные направления деления АСУП на подсистемы. Поэтому считают, что невозможно найти универсальный принцип классификации, вследствие чего предлагается использовать несколько принципов функционального подхода к управлению. Такое разделение должно проводиться в соответствии с поставленной целью и общими требованиями, предъявляемыми к функциям управления: возможность отнесения выделенных функций к любому объекту управления; соблюдение единства основания (то есть не допускается частичное совпадение или пересечение функций) и органической взаимосвязи выделенных функций.
В основе этого направления лежит комплексный подход к классификации функций управления производством, который используется также при делении АСУП на подсистемы.
Подсистема прогнозирования должна обеспечить получение прогнозов развития предприятия для совершенствования системы управления производством. Прогнозирование может осуществляться как на перспективу, так и на текущий и оперативный периоды; как по всему предприятию, так и по его отдельным уровням и объектам управления.
Подсистема планирования предназначена для разработки долгосрочных, текущих и оперативных планов по всем уровням и объектам управления на предприятии.
Долгосрочное планирование осуществляется, как правило, по всем важнейшим объектам управления на уровне предприятия.
Функциональная подсистема учета и контроля должна обеспечить в ходе процесса производства получение сведений по каждому уровню управления о выпуске, реализации и ассортименте продукции, структуре, качестве, комплектности и ритмичности, об обеспечении производства ресурсами и их использовании, об отклонениях от норм расходования ресурсов, себестоимости продукции, финансовых результатах, расчетных операциях. Таким образом, учет должен осуществляться по всем объектам и уровням управления. С его помощью получают необходимую информацию для осуществления контроля за ходом производства и выполнения плановых заданий. По мере развития АСУП функциональная подсистема учета преобразуется в обеспечивающую. От работников управления в этом случае требуется лишь знание структуры информационных массивов по данным оперативного, бухгалтерского и статистического учета, находящихся в банке данных.
Функциональная подсистема регулирования обеспечивает деятельность объектов управления путем использования результатов экономического анализа. Это осуществляется на основе принятия управленческих решений об изменении организации взаимодействия различных элементов процесса производства с поддержанием в допустимых пределах его отклонений от заданных параметров. Задачи регулирования производства как и оперативного планирования решаются, в основном, для таких объектов управления, как техническая подготовка производства, материально-техническое снабжение, выпуск и реализация продукции. Процесс регулирования производства осуществляется на всех уровнях управления.
На нынешнем этапе компьютеризации всех сфер жизни человечества очень остро стоит вопрос об автоматизации управления предприятием. В настоящее время предприятия стран СНГ используют признанные во всем мире методологии MRP, MRP II.
Первые автоматизированные системы планирования – системы планирования материальных ресурсов, MRP-системы – появились в США в 60-е годы, и до настоящего времени не потеряли своей актуальности. В это время лидерство американской промышленности было безусловным. Однако появление сильной конкуренции со стороны Европы и Японии требовала соответствующих решений.
В Японии в это время активно внедрялась методика КАНБАН, основанные на концепции Just-in-Time (точно-вовремя). Основоположником этой методики стала фирма Toyota. Суть концепции Just-in-Time в том, что материалы и комплектующие поступали на предприятие и далее в цех именно в тот момент, когда это требовалось для производства без создания складских и внутрицеховых запасов и заделов.
Проблема наличия необходимых материалов и комплектующих в нужное время, в нужном месте и в нужном количестве особенно актуальна для массовых сборочных производств, где простои конвейера недопустимы. Именно под такие производства и разрабатывалась методология MRP и соответствующие программные решения.
Методология MRP служит для реализации следующих целей:
· минимизировать запасы на складах сырья и готовой продукции;
· оптимизировать поступление материалов и комплектующих в производство и исключить простои оборудования из-за не прибывших вовремя материалов и комплектующих.
Следует понимать, что MRP – это методология, на практике представляющая собой компьютерную программу.
В результате внедрения методологии MRP, удалось добиться следующих результатов:
· улучшение обслуживания клиентов — от 15 до 26%,
· снижение уровня запасов — от 16 до 30%,
· рост эффективности работы производственных подразделений — от 11 до 20%,
· снижение затрат на закупку — от 7 до 13%.
В настоящее время для планирования ресурсов предприятий с серийным производством используется подход, получивший название MRP II (Manufacturing Resources Planning) – планирование производственных ресурсов.
Ядром системы является методика планирования потребностей в материалах MRP (Material Requirements Planning). Отправной точкой в планировании является бизнес-план предприятия, разработанный на длительный срок, а конечной производственный график закупок, поставок и загрузки ресурсов с точностью до недель и дней, реже – часов и минут.
Многочисленные исследования, проведенные в течение нескольких лет, выявили основных проблемы, связанные с внедрением MRP-систем:
1. Только очень небольшой процент пользователей MRP полагают, что они успешно применяют MRP-системы. Количество установленных систем велико, но они не внедрены, то есть формальная система не является реальной.
2. Только очень небольшой процент пользователей MRP полагают, что они успешно применяют MRP-системы. Количество установленных систем велико, но они не внедрены, то есть формальная система не является реальной.
3. Главное календарное планирование производства пользователями MRP не компьютеризировано.
АСУП, претендующая на звание MRP II-системы, должна соответствовать требованиям документа "MRP II Standard System", который распространяется на коммерческой.
Документ "MRP II Standard System" разработан Американским обществом по контролю за производством и запасами (American Production and Inventory Control Society -- APICS) и содержит описание 16 групп функций, которые должна поддерживать АСУП. Уровень поддержки делится на обязательный и необязательный (опциональный).
Функциональность системы MRP II разрабатывалась исходя из потребностей сборочного производства. А так как диапазон предприятий с прерывистым производственным циклом очень широк, то для некоторых их категорий информация, которую предоставляет "полновесная" MRP II-система, является избыточной. Поэтому на рынке существуют АСУП, рассчитанные на различные информационные потребности.
В настоящее время самой популярной АСУП на украинском рынке является система Галактика. Данная система отвечает стандартам MRP и MRPII. Самым главным достоинством Галактики является то, что она разрабатывалась в России и отвечает всем требованиям предприятий стран СНГ. Только очень небольшой процент пользователей MRP полагают, что они успешно применяют MRP-системы. Количество установленных систем велико, но они не внедрены, то есть формальная система не является реальной.
В настоящее время перед промышленностью поставлена задача всемерного развития автоматизации технологических процессов. Одним из наиболее важных и сложных вопросов в этой области является автоматизация контрольных операций. Она может по линии автоматизации как технологичного (активного), так и послеоперационного контроля, что отражает два принципиально различных направления развития технического контроля. Оба метода имеют важное значение с точки зрения обеспечения требуемого качества выпускаемой продукции, однако очевидно, что активный контроль, направленный на профилактику брака, т.е. на обеспечение необходимого качества (точности) размерных и других параметров изделий еще в процессе их получения, является прогрессивным, а следовательно, и перспективным.
Основной смысл применения активного контроля при обработке на станках заключается в повышении технологической точности путем компенсации погрешностей, вызываемых износом инструмента, тепловыми и силовыми деформациями технологической системы. Именно указанные факторы в основном являются причиной рассеивания размеров деталей при их обработке на металлорежущих станках. Качество систем активного контроля в значительной степени определяется тем, насколько полно и совершенно они решают задачу компенсации технологических погрешностей.
Погрешности, вызываемые износом инструмента, тепловыми и силовыми деформациями технологической системы, весьма трудно компенсировать методом предварительной настройки станка, например, путем задания законов изменения в качестве исходных данных для работы систем программного управления.
Невозможность программирования указанных погрешностей с требуемой точностью связано с тем, что они носят характер случайных размерных функций (случайных процессов). В этом, в частности, заключается основная трудность использования вычислительных машин для управления точными технологическими операциями. А отсюда вытекает необходимость в разработке таких методов получения размеров, которые позволяли бы автоматически компенсировать влияние указанных факторов. Эти задачи решают с помощью средств активного контроля. При нем размерные цепи протяженности, включающие в себя элементы самого станка, заменяются более короткими размерными цепями измерительных устройств.
Активный контроль является важнейшей составной частью регулирования качества продукции – комплекса организационно-технических мероприятий, направленных на достижение высокого качества изделий в самом процессе их изготовления. При активном контроле качество продукции обеспечивается самим технологическим процессом. Этот вид контроля направлен на удержание размеров деталей внутри поля допуска, т.е. на повышение технологической (точностной) надежности металлорежущих станков.
В настоящее время известно использование автоматического регулирования в чистом виде при обработке на станках. К таким системам относятся, например, устройства для стабилизации упругих перемещений системы СПИД (станок – приспособление – инструмент - деталь). Подобные системы позволяют компенсировать как систематические, так и случайные погрешности, вызываемые силовыми деформациями технологической системы. Однако следует отметить, что для полной компенсации технологических погрешностей (для компенсации износа инструмента и деформаций) системы автоматического регулирования должны быть дополнены обычными средствами активного контроля, например подналадочными устройствами. Комплексное использование методов автоматического регулирования размеров и существующих систем активного контроля является весьма перспективным.
Для компенсации тепловых деформаций системы СПИД можно также создать соответствующие автоматические регуляторы. Однако система получается многоконтурной, гораздо более сложной, чем существующие системы активного контроля, осуществляющие комплексную компенсацию технологических погрешностей (существующие системы активного контроля позволяют одновременно компенсировать износ инструмента, тепловые и силовые деформации технологической системы).
Одной из отличительных особенностей автоматического контроля является использование методов преобразования измерительного импульса. Применяемые при контроле преобразователи представляют собою наиболее важный определяющий элемент приборов автоматического контроля.
Раздел 4. Производственные мощности
В комплексе задач развития и интенсификации производства особое значение придается рациональному использованию и оптимизации пропорций воспроизводства основных производственных фондов, что связано с их возросшей ролью в экономической жизни страны. Повышение технического уровня производства, как одно из следствий и результатов научно-технического прогресса, зависит от уменьшения затрат живого труда по отношению к средствам производства. Средства производства, или его вещественные факторы растут в нем значительно быстрее, чем совокупный работник или рабочая сила.
Представляя собой экономическую форму средств труда, основные производственные фонды ранее часто отходили на второй план, и их роль в экономике явно недооценивалась. Проявлялось это, в частности, в том, что значительная часть эффекта, получаемого за счет роста производительности труда и снижения материалоемкости продукции, «съедалась» из-за падения фондоотдачи, эксплуатации морально и физически изношенных машин и оборудования.
Актуальной является задача рассмотрения узловых проблем, характеризующих использование и воспроизводство основных производственных фондов промышленности страны, и обоснование комплекса организационно-хозяйственных мер, направленных интенсификацию и повышение производственного аппарата. В самом общем виде воспроизводство фондов представляет собой взаимодействие трех самостоятельных элементов: ввод основных производственных фондов, их функционирование в качестве средств труда и выбытие. Это – длительный, многостадийный процесс.
Он начинается с проектирования, проходит стадию строительства, продолжается в ходе эксплуатации уже действующего предприятия в форме ремонта, замены отдельных объектов основных фондов, перерастает затем в реконструкцию и техническое перевооружение (см. рис. 4.1)
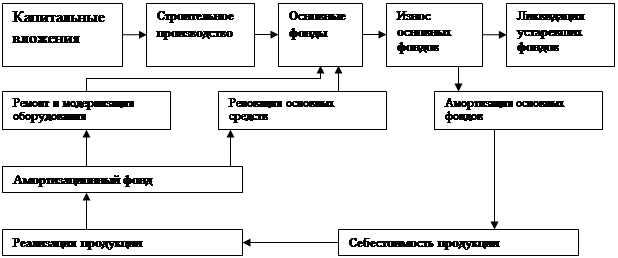 
рис.4.1.
Трудность планового регулирования воспроизводства основных фондов состоит в том, что отдельные стадии этого, по своей сути, единого процесса очень растянуты во времени и организационно разобщены. Воспроизводство и использование основных фондов характеризуются определенной связанностью между собой, сравнительно малой мобильностью и гибкостью при изменении принятых ранее решений, а поэтому требуют комплексного исследования и планирования этих стадий.
На современном этапе экономического развития процесс воспроизводства основных фондов характеризуется рядом отличительных особенностей:
· В связи с возросшими масштабами производства, быстрым ростом парка оборудования и ограниченностью ресурсов рабочей силы для его обслуживания резко повышается роль капитального ремонта оборудования;
· Главной целью замены оборудования все в большей мере становится не устранение последствий физического износа, а повышение технического уровня производства с соответствующим изменением технологии;
· В связи с переходом к системам и комплексам машин заменяться должны все в большей мере не отдельные машины и агрегаты, а оборудование участков, цехов и производств в целом;
В процессе воспроизводственного цикла и обновления производственный аппарат претерпевает количественные и качественные изменения – растет объем применяемых фондов, совершенствуется их структура, повышается технический уровень, причем эти изменения в наличных основных фондах предопределяется масштабами и качеством работ, проводимых в рамках процесса исследование-производство. В этом также проявляется взаимосвязь отдельных стадий воспроизводства основных фондов.
В общем виде экономической формой обновления выступает возмещение утраченной в процессе физического и морального износа потребительской стоимости средств путем замены их новыми, воплотившими в себе последние достижения научно-технического прогресса. Однако моральное старение и физический износ не являются единственной причиной обновления фондов. На данном историческом этапе развития общества определенное влияние на этот процесс оказывают постановка и решение социально-экономических задач, связанных со снижением расхода всех видов ресурсов на изготовление продукции, а также улучшением условий труда и охраной окружающей среды, внедрением безотходных технологий, достижений сбалансированности трудовых ресурсов и рабочих мест. Именно в таком двустороннем характере обновления, основанном на реализации достижений науки и техники, проявляется содержание механизма совершенствования производственного аппарата и собственно технического перевооружения предприятий и отраслей.
Формы обновления производственного аппарата многообразны. С точки зрения эффективного производства наибольшее значение имеет такое обновление основных фондов, при котором на замену или расширение действующих средств труда поступают новые, технически более совершенные. Наряду с этим имеет место и такая форма обновления, при которой технический уровень вступающих в сферу производства средств труда или их элементов не отличается от уровня действующих, но в каждой единице воплощается меньшая масса общественного труда. И, наконец, незначительный эффект достигается в том случае, когда пришедшие в негодность старые средства или их элементы заменяются тем же количеством новых либо к действующим средствам труда прибавляются новые, но принципиально не отличающиеся от первых ни по своему техническому уровню, ни по количеству овеществленного в них труда.
Важная характерная особенность любых средств труда – их износ (явление неизбежное). Физический износ может возникать как непосредственно во время труда, так и в период их бездействия. Первый род износа можно назвать производственным, второй – естественным
Физический износ основных фондов первого рода зависит от интенсивности и продолжительности их использования, условий эксплуатации, квалификации рабочих, качества капитальных ремонтов, обслуживания оборудования; второго рода – от надежности и долговечности деталей и узлов, входящих в конструкции машины, эффективности технических решений по защите материалов от коррозии, местонахождения бездействующего оборудования. Под влияние физического износа снижается производительность машины, увеличиваются эксплуатационные расходы и ухудшается качество производимой продукции. Кроме физического (материального) износа, основные производственные фонды подвергаются так называемому моральному износу, который заключается в том, что основные фонды утрачивают свою стоимость еще до окончания срока своей службы по причинам не связанным с утратой потребительской стоимости. Темпы морального износа, таким образом, находятся в прямой связи с темпами научно- технического прогресса. В настоящее время, когда они заметно ускоряются, именно моральный износ является одной из главных причин полного или частичного выбывания средств труда из сферы эксплуатации, а также смены моделей машин и оборудования в сфере их производства. Чем большему моральному старению подвергается тот или иной вид оборудования, тем более высокими будут темпы его замены и модернизации и тем меньше экономически целесообразный срок его службы.
Как уже описывалось ранее, темой проекта является разработка системы организационного управления производственными мощностями ОАО «Комиссаровский завод торгового машиностроения». В рамках этой тематики предложено организовать на предприятии систему автоматического контроля износа производственных мощностей.
Для того чтобы использовать данный проект, необходимо рассмотреть систему планово-предупредительного ремонта оборудования.
Под системой планово-предупредительного ремонта (ППР) следует понимать восстановление работоспособности машин путем рационального технического ухода, замены и ремонта изношенных деталей и узлов по заранее составленному плану.
При составлении планов ремонта оборудования промышленных предприятий руководствуются положениями «Единой системы планово-предупредительного ремонта и эксплуатации технологического оборудования машиностроительных предприятий».
Система планово-предупредительного ремонта представляет собой совокупность мероприятий по техническому уходу и ремонту оборудования с целью обеспечения его безотказной эксплуатации.
Система планово-предупредительного ремонта оборудования охватывает следующие виды ухода, обслуживания и надзора за эксплуатацией оборудования и ремонта:
текущее профилактическое обслуживание и надзор за оборудованием;
плановые осмотры и проверки;
плановый малый и средний ремонты;
плановый капитальный ремонт.
В системе ППР приняты следующие определения.
Ремонтным циклом
называется период работы оборудования между двумя капитальными ремонтами или период работы оборудования от начала его эксплуатации до первого капитального ремонта.
Под структурой ремонтного цикла
понимают определенный порядок и последовательность чередования видов ремонтных работ и работ по техническому уходу в период между двумя капитальными ремонтами.
Продолжительность ремонтного цикла зависит от сложности оборудования, условий его эксплуатации и определяется количеством часов, отработанных оборудованием. Так, при работе о массовом и крупносерийном производстве металлорежущие станки имеют меньший ремонтный цикл, чем в мелкосерийном и индивидуальном.
Ремонтный цикл может быть продлен улучшением условий эксплуатации оборудования, повышением износоустойчивости и прочности его деталей.
Виды ремонтов. На протяжении одного ремонтного цикла каждая машина и ее двигатель проходят несколько средних, малых ремонтов и осмотров.
Малый ремонт (М) - вид планового ремонта, при котором нормальная эксплуатация агрегата до очередного планового ремонта обеспечивается заменой или восстановлением незначительного количества изношенных деталей и регулированием механизмов.
Средний ремонт (С) - вид планового ремонта, при котором производится частичная разборка агрегата, капитальный ремонт отдельных узлов, замена и восстановление значительного количества изношенных деталей, сборка, регулирование и испытание под нагрузкой.
Капитальный ремонт (К) - вид планового ремонта, при котором производится полная разборка агрегата, замена изношенных деталей и узлов, ремонт базовых и других деталей и узлов, сборка, регулирование и испытание агрегата под нагрузкой.
Во время среднего и капитального ремонтов восстанавливают предусмотренные стандартами или техническими условиями геометрическую точность деталей, мощность и производительность агрегата на срок до очередного среднего или капитального ремонта.
В периоды между капитальным и средним, малым и средним ремонтами проводят осмотры и текущий ремонт.
Кроме того, может возникнуть необходимость в проведении аварийного (внепланового) ремонта. Авария
вызывает вынужденную остановку машины из-за повреждения ответственных узлов, механизмов и отдельных деталей. Незначительное повреждение узлов или деталей машины, не нарушающее производственного процесса на участке или в цехе, называют поломкой.
Примерно 1/3 аварий и поломок происходит вследствие нарушения правил эксплуатации оборудования. Другими причинами может быть низкое качество ремонта, установка бракованных деталей, плохое выполнение пригоночных и сборочных работ. Причиной аварий может быть и нарушение правил эксплуатации оборудования: работа на завышенных режимах резания, недостаточность смазки, переключение зубчатых колес коробки скоростей и подач во время работы станка и др.
Для предупреждения аварий и поломок необходимо:
строго придерживаться правил эксплуатации, а также и допускать к работе на агрегате рабочего без удостоверения и право самостоятельной работы;
рабочему не приступать к работе на неисправном оборудовании;
строго соблюдать инструкцию по уходу и эксплуатации оборудования.
Техническую документацию, которой пользуются при ликвидации аварий, снабжают надписью: «Аварийно».
Межремонтное обслуживание. Этот вид обслуживания (осмотр и текущий ремонт включает наблюдение за выполнением правил эксплуатации оборудования, указанных в технических руководствах заводов-изготовителей, особенно механизмов управления, ограждений и смазочных устройств, а также своевременное устранение мелких неисправностей и регулирование механизмов. Межремонтное обслуживание выполняют во время перерывов в работе агрегата, не нарушая процесса производства.
Межремонтное обслуживание выполняют рабочие, обслуживающие агрегаты, и дежурный персонал ремонтной службы цеха (слесари, электрики, смазчики и др.).
Межремонтное обслуживание автоматических линий проводят ежесуточно либо реже в зависимости от назначения линии. При работе линии в две смены осмотр и текущий ремонт осуществляют в нерабочую смену, а при работе линии в три смены межремонтное обслуживание выполняют на стыке двух смен.
Межремонтное обслуживание автоматических линий проводят наладчики и операторы, в случае необходимости привлекают слесарей цеховой ремонтной службы.
В период между ремонтами все оборудование, работающее в условиях загрязненности, промывают. Эту работу проводят слесари-ремонтники, не нарушая процесса производства, используя для этой цели перерывы в работе агрегата, нерабочие смены и выходные дни.
В эти же периоды меняют масло или пополняют его в оборудовании с централизованной и картерной системами смазки. Работу осуществляют по специальному графику.
Между плановыми ремонтами периодически проверяют геометрическую точность деталей, а также проводят профилактическую проверку прецизионного оборудования по особому плану-графику.
Проверку геометрической точности выполняет контролер отдела технического контроля, кроме того, к этой работе привлекают слесарей-ремонтников.
Плановый осмотр оборудования производят с целью проверки его состояния, устранения мелких неисправностей и выявления объема подготовительных работ, выполняемых при очередном плановом ремонте.
Осмотры между плановыми ремонтами оборудования проводят слесари-ремонтники по месячному плану, в случае необходимости привлекают работающих на этом оборудовании.
Профилактические испытания электрооборудования и электросетей проводят слесари-электрики, руководствуясь «Правилами технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий».
Система ППРвключает следующие организационно-технические мероприятия:
инвентаризацию оборудования;
паспортизацию оборудования с определением его технического состояния;
описание видов ремонтных работ;
определение продолжительности ремонтных циклов;
организацию учета работы оборудования, количества запасных частей и материалов, используемых при эксплуатации и
ремонте;
создание резерва запасных частей и узлов, организацию их пополнения, хранения и учета;
обеспечение рабочими чертежами, техническими условиями, нормативами и другой технологической документацией для выполнения ремонта;
организациюконтроля качества ремонтных работ.
Проведение ремонта планируют в соответствии с ремонтными нормативами на каждую единицу оборудования. При этом принимают во внимание данные журнала учета работы оборудования, установленный межремонтный период, отработанные часы или смены за межремонтный период. В годовой план включают осмотровый, малый, средний и капитальный ремонты оборудования.
Для проведения межремонтного обслуживания и основных ремонтов необходим резерв запасных деталей. Запасные детали хранятся в кладовой, их запас постоянно возобновляется. Для снижения простоев оборудования к началу ремонта необходимо иметь большую часть запасных деталей для замены изношенных. В зависимости от назначения запасные детали хранятся в готовом виде, в предварительно обработанном или в виде заготовок.
Рациональная организация ремонта включает следующие мероприятия:
техническую подготовку производства работ;
планирование всех видов ремонтных работ;
применение прогрессивной технологии;
механизацию слесарных работ;
специализацию на ремонте определенного оборудования.
Методы ремонта оборудования
В зависимости от масштабов производства выбирают один из следующихметодов ремонтного обслуживания.
Централизованный ремонт.Все виды ремонтов — осмотровые,малые, средние и капитальные — ведет отдел главного механика завода. Централизованный метод ремонта применяют на небольших заводах с индивидуальным или мелкосерийным характером производства, а также на предприятиях с большим количеством однотипного оборудования.
Децентрализованный ремонт. Дежурное обслуживание, периодические и плановые ремонты, включая капитальный, при децентрализованном методе ремонта производят цеховые слесари-ремонтники под руководством механика цеха. Это метод ремонта применяют на заводах с крупносерийным и массовым характером производства, при большой разнотипности оборудования.
Смешанный метод ремонта.
При этом методе ремонта цеховые слесари-ремонтники производят все виды ремонта, кроме капитального, который осуществляет ремонтный цех.
Иногда, когда это целесообразно, капитальный и средний ремонты оборудования производят совместно ремонтный цех и цеховые ремонтные бригады.
Узловой метод ремонта. При более высоком уровне организации производства применяется узловой метод ремонта. При этом методе узлы агрегата, требующие ремонта, снимают и заменяют запасными, заранее отремонтированными, приобретенными или изготовленными. Узловой метод ремонта сокращает время простоя оборудования, применяется для оборудования, состоящего из конструктивно обособленных узлов Наиболее целесообразно eгo применять для следующих видов оборудования: одноименных моделей агрегатов, имеющихся на предприятии в большем количестве, агрегатов, являющихся основными для данного производства, кранового оборудования независимо от его количества.
Последовательно-поузловой метод ремонта. Этот метод используют при капитальном ремонте узлов машин. Их ремонтируют не одновременно, а последовательно, используя кратковременные плановые остановки на малые ремонты, а также выходные дни и нерабочие смены. Метод рекомендуется для ремонта уникальных установок и ряда конструктивно-обособленных узлов подъемно-транспортного, крупного литейного оборудования, агрегатных станков. Агрегат разделяют на узлы, которые ремонтируют поочередно.
Подбор и разработку инструкций по эксплуатации, уходу за Оборудованием, смазке, приемке ремонтированного оборудования.
Основным техническим документом, необходимым для производства плановых ремонтных работ, является дефектная ведомость.
Дефектную ведомость составляет бригадир ремонтной бригады или техник ремонтных мастерских. Предварительную дефектную ведомость на средний и капитальный ремонты составляют за 2—3 месяца до ремонта во время одного из плановых осмотров. Окончательную дефектную ведомость составляют при разборке машины перед ремонтом.
В дефектной ведомости перечисляют все дефекты отдельных деталей и узлов и указывают методы их устранения. Окончательная ведомость дефектов является документом, определяющим объем работ при ремонте.
Применение прогрессивной технологии ремонта предусматривает использование скоростных методов, которые характеризуются следующими мероприятиями:
выполнение ремонта на месте установки агрегата;
своевременное обеспечение запасными деталями, узлами, подузлами внеобходимом количестве;
проведение ремонтных работ в третью смену и выходные дни;
выполнение ремонта одного агрегата несколькими бригадами;
применение механизированных инструментов.
При выполнении обрубных, опиловочных, шабровочных и сборочных операций во время ремонта пользуются инструментами и механизмами с пневматическим, гидравлическим и электрическим приводом, такими, как пневматические зубила, пневматические и механические опиловочно-зачистные машины, пневматические и механические шаберы, шабрение часто заменяют строганием широкими резцами. Ручную клепку заменяют пневматической. Для разборки и сборки разъемных соединений используют гидропрессы и съемники различной конструкции.
Сокращению сроков ремонта оборудования и повышению качества ремонта способствует специализация рабочих на ремонте определенных групп оборудования. При этом создают звенья или бригады по ремонту определенных групп металлорежущих станков (токарных, сверлильных, фрезерных, строгальных, кузнечно-прессового оборудования, кривошипных, фрикционных и гидравлических прессов, насосного, вентиляционного, отопительного, подъемно-транспортного оборудования и т. д.).
Перед ремонтом агрегат должен быть тщательно очищен от грязи, пыли, стружки и охлаждающей жидкости. Если для ремонта агрегат не снимают с фундамента, то место вокруг него освобождают от лишних предметов и тщательно убирают. При больших объемах ремонтных работ оборудование разбирают в специальных отделениях ремонтных мастерских или на специально отведенной площадке цеха, оборудованной подъемно-транспортными средствами, соответствующими приспособлениями и инструментами. Разбирают оборудование в соответствии с технологическим 'процессом- по технологическим картам в определенной последовательности. Иногда часть узлов не разбирают на детали, а после мойки направляют на специализированные площадки, где их уже разбирают, дополнительно промывают, а при необходимости осуществляют дефектацию и ремонт.
Рассмотрев перечисленные выше виды ремонта можно сделать вывод, что для обеспечения непрерывной работы оборудования необходимо регулярно следить за его состоянием. Для этого и применим автоматизированные системы управления. С их помощью будет вестись учет текущего состояния оборудования.
Раздел 6. Описание предприятия
Комиссаровский завод торгового машиностроения расположен в поселке Комиссаровка Луганской области. Предприятие подчинено Министерству промышленной политики Украины, но подчинение это является формальным.
Завод специализирован на выпуске теплового технологического оборудования для предприятий общественного питания и пищеблоков.
Основная номенклатура выпускаемой продукции:
– плиты электрические ПЭТ-0,17-01, ПЭТ-0,51-01, ПЭТ-0,34, ПЭ-0,34, ПЭ-0,51-01;
– сковороды электрические СЭСМ-0,2, СЭ-0,45М-01, СЭ-0,45М-02, АЖС-44;
– конфорки электрические (промышленные и бытовые) КЭ 0,05/1,0, КЭ 0,15/3,5, КЭ 0,17/4,0;
– ящики алюминиевые многооборотные Я1;
– емкости функциональные Е1x65К1, Е1x100К1, Е1x100К1а;
– товары народного потребления – наборы кухонные из нержавеющей стали, ложки, вилки из нержавеющей стали, кровати металлические с деревянными спинками.
Предприятие занимает монопольное положение по выпуску плит и сковород не только на рынке Украины, но и на рынках стран бывшего Советского Союза.
Хорошее качество производимого оборудования в сочетании с доступной ценой являются одними из основных достоинств производимой заводом продукции. Подтверждением этому является «Золотой приз за лучшую торговую марку» от международного клуба лидеров торговли за превосходный имидж своей торговой марки в своей области деятельности и географической зоне, полученный в 2000 г., и выдвижение французской Ассоциацией содействия национальной промышленности на соискание почетной награды «Золотая медаль» этой Ассоциации.
Комиссаровский завод торгового машиностроения специализирован на выпуске теплового технологического оборудования для предприятий общественного питания и пищеблоков. Но данная специализация является устаревшей, и в условиях рыночной экономики завод начал производство ТЭНов (трубчатых электронагревателей), выполняются работы по штамповке креплений для гипсокартонных потолочных систем, штамповке комплектующих для автомобильных радиаторов из алимиевосодержащего сплава.
Основными целями предприятия являются выпуск и обслуживание оборудования для пищевой промышленности.
Так как в последние десять лет предприятие потеряло лидирующие позиции по выпуску прежней номенклатуры, то основополагающими стратегиями данного предприятия является развитие и внедрение новых технологий, способны быть конкурентоспособными в нынешних условиях и на нынешнем рынке.
На сегодняшний день предприятие вводит в производство новые виды продукции, такие как светильники уличного освещения на солнечных батареях, биореакторы для производства альтернативных источников энергии.
Как уже упоминалось выше, завод переживает сейчас не самые лучшие времена, поэтому многие контакты, которые были ранее основными, теперь не используются. На нынешний момент основными предприятиями, с которыми ОАО «Комиссаровский завод торгового машиностроения» сотрудничает, являются: АОЗТ «Взлёт» - поставка алюмиевосодержащего сплава и реализация комплектующих для автомобильных радиаторов, ЧПКФ «Мадис» - продажа креплений для гипсокартонных потолочных систем, Никопольский трубный завод – поставка специализированных труб для производства ТЭНов, ПО «Укрнихром» - поставка нихрома для производства ТЭНов, Мариупольский завод имени Ильича – поставка металлопроката. Остальные контакты являются непостоянными и описания не требуют.
В 1995 году завод был преобразован в открытое акционерное общество «Комиссаровский завод торгового машиностроения». с уставным фондом в 16370 тыс. грн. На 1.05.2006 года в государственной собственности находилось 74,9 % акций предприятия. По плану размещения акций доля государства составляет в уставном фонде 50 %.
Так как завод, как многие другие государственные предприятия, был на грани банкротства, то многие из квалифицированных сотрудников были уволены по сокращению штата. Но это не помешало сохранить лучших работников. Уровень персонала: по образованию – не ниже среднего специального, по возрасту – не старше пятидесяти лет, по квалификации – лучшие специалисты. В недавнее время было сменено руководство завода, что не могло не отразиться на экономических показателях предприятии в лучшую сторону.
Раздел 7. Внедрение АСУ
Длительное сохранение оборудованием работоспособности и уменьшение суммы затрат на ее поддержание (восстановление) и потерь основного производства, связанных с простоями оборудования из-за неисправности, требуют рациональной организации эксплуатации и
обязательного выполнения комплекса работ по еготехническому обслуживанию.
В деятельности службы главного механика предприятий техническое обслуживание оборудования должно стоять на первом месте, а ремонт, который не должен рассматриваться как самоцель, на втором.
Рациональная организация технического обслуживания требует четкой регламентации и планирования по возможности всех входящих в него работ по их содержанию ипериодичности выполнения, а также распределения их между различными исполнителями.
Однакорегламентировать весь объем работ, входящих в составтехнического обслуживания станков имашин, практическиневозможно, так как для этого необходимо непрерывноенаблюдение за возникновением имеющих случайный характер отказов всех быстроизнашивающихся деталейи нарушений всех неответственных подвижных сопряжений и неподвижных разъемных соединении.
Организация такого непрерывного наблюдения в настоящее время экономически неэффективна. Поэтому наряду с регламентированными (плановыми) обязательными работами техническое обслуживание включает случайные работы, выполняемые по потребности.
Плановый осмотр (О)
— это операция планового технического обслуживания, выполняемая с целью проверки всех узлов оборудования и накопления информации об износе деталей и изменении характера их сопряжений, необходимой для подготовки предстоящих ремонтов. Выполняется по заранее составленному плану, через установленное нормами Типовой системы число часов оперативного времени *, отработанных оборудованием, как правило, без разборки узлов, визуально или с помощью средств технической диагностики. При осмотре может производиться устранение мелких неисправностей.
Ежесменный осмотр (Ое
)
- это операция планового технического обслуживания, выполняемая с целью:
выявления и фиксации изменений состояния отдельных наименее надежных деталей, сопряжений деталей оборудования и предотвращения их отказов;
наблюдения за выполнением правил технической эксплуатации и требований техники безопасности и предупреждения их нарушений.
Выполняется каждую рабочую смену в объеме, предусмотренном картой планового технического обслуживания, без остановки оборудования. По результатам осмотра может производиться устранение неисправностей.
Периодический частичный осмотр (Оч
)
- это операция планового технического обслуживания, выполняемая стой же целью, что и ежесменный осмотр, но для более широкой номенклатуры деталей и сопряжений. Она необходима лишь для части моделей оборудования (в зависимости от их надежности). Производится через число часов оперативного времени, отработанных оборудованием, и в объеме, - установленном картой планового технического обслуживания, без остановки оборудования. По результатам осмотра может производиться устранение мелких неисправностей.
Ежесменное поддержание чистоты оборудования (Че
)
— это операция планового технического обслуживания, выполняемая с целью: предотвращения ускоренного изнашивания открытых рабочих поверхностей; защиты рабочего (оператора) от травмирования; повышения производительности труда; соблюдения требований промышленной эстетики. Выполняется, как правило, в конце каждой смены.
Выполнение при внутрицикловых ремонтах и полных осмотрах инструментальных замеров износа рабочих поверхностей базовых деталей и сопоставление полученных данных с наработкой, соответствующей этому износу, позволяют уточнить момент вывода оборудования в капитальный ремонт, соответствующий величине предельно допустимого износа.
Методика выполнения замеров и расчета оптимальных сроков капитального ремонта разработана ЭНИМСом.
Экономический эффект достигается в результате полного использования ресурса станков и машин, имеющих износостойкость выше средней, и за счет своевременной подготовки к ремонту станков и машин, износостойкость которых ниже средней.
Раздел 7.1 Планирование работ по техническому обслуживанию и ремонту
Типовая система не может быть осуществлена без планирования:
загрузки оборудования, т. е. режима работы (сменности) каждого станка (машины) и использования календарного и эффективного фонда времени работы, обусловливаемых производственной программой предприятия;
объемов работ по техническому обслуживанию и ремонту оборудования, определяемых его использованием, с разбивкой по исполнителям (ЦРБ и КРБ, РМЦ, СРЗ и др.);
простоев оборудования в связи с ремонтом и техническим обслуживанием;
трудоемкости планируемых объемов работ;
численности рабочих, необходимой для выполнения планируемых объемов работ;
рабочему не приступать к работе на неисправном оборудовании;
строго выполнять инструкцию по уходу и эксплуатации оборудования и не превышать режимы резания, указанные в карте технологического процесса.
При учете аварий станков с ЧПУ следует учитывать специфику работы электронных систем управления. Выход из строя какого-либо электронного элемента системы управления аварией не считается.
Частота выхода из строя электронных элементов определяется сложностью схемы и конструктивными особенностями системы управления и обычно задается в паспортных данных на систему в виде среднего времени наработки на отказ.
Основной тенденцией автоматизации машиностроительного производства является применение металлорежущих станков и станочных комплексов с числовым программным управлением. Относительная доля оборудования с ЧПУ в станочном парке страны постоянно возрастает, и в этой связи все более актуальными становятся вопросы их эффективной эксплуатации. Интенсивное внедрение станков и станочных комплексов с программным управлением объясняется их способностью автоматизировать мелкосерийное многономенклатурное производство, сокращать потребность в рабочей силе, экономить технологическую оснастку, улучшать качество обрабатываемых деталей.
Существенное влияние на выходные характеристики механической обработки оказывает также нестабильность протекания процесса резания, которая обусловлена его вероятностной природой. Факторы нестабильности процесса резания учитываются интуитивно путем занижения режимов обработки и, соответственно, снижения производительности станка до 20-30 % поэтому разработка рекомендаций по повышению надежности обработки на таких станках приобретает большое практическое значение.
Надежность обработки – это стабильность технологического прогресса, т.е. его способность обеспечивать в течение заданного времени выпуск деталей установленными требованиями по точности формы и размеров и физико- механическим свойствам поверхностного слоя. Надежность обработки зависит прежде всего от надежности работы оборудования, конструкции режущего инструмента, оснастки и т.п. Конструктивные и организационно-технические методы и средства обеспечения и повышения надежности обработки на станках, включая станки и станочные комплексы с ЧПУ, достаточно подробно освещены в технической литературе.
В меньшей степени освещены вопросы повышения надежности обработки технологическими методами, которые применимы для отдельных станков и автоматизированных станочных комплексов. Управление любым технологическим процессом или объектом в форме ручного или автоматического воздействия возможно лишь при наличии измерительной информации об отдельных параметрах, характеризующих процесс или состояние объекта. Параметры эти весьма своеобразны. К ним относятся электрические (сила тока, напряжение, сопротивление, мощность и другие), механические (сила, момент силы, скорость) и технологические (температура, давление, расход, уровень и другие) параметры, а также параметры характеризующие свойства и состав веществ (плотность, вязкость, электрическая проводимость, оптические характеристики, количество вещества и т.д.). Измерения параметров осуществляется с помощью самых разнообразных технических средств, обладающих нормированными метрологическими свойствами. Технологические измерения и измерительные приборы используются при управлении (ручном или автоматическом) многими технологическими процессами в различных отраслях народного хозяйства.
Средства измерений играют важную роль при построении современных автоматических систем регулирования отдельных технологических параметров и процессов (АСР) и особо автоматизированных систем управления технологическими процессами (АСУТП), которые требуют представления большого количества необходимой измерительной информации в форме, удобной для сбора, дальнейшего преобразования, обработки и представления ее, а в ряде случаев для дистанционной передаче в выше ниже стоящие уровни иерархической структуры управления различными производствами.
В основе измерений параметров и физических величин лежат различные физические явления и закономерности. Измерительные схемы с использованием современных достижений микроэлектронной техники: микропроцессорных схем, твердых или полупроводниковых электрохимических элементов и другие. Для того, чтобы повысить производительность ОАО «Комиссаровский завод торгового машиностроения» и тем самым увеличить использование производственных мощностей предлагается данный проект.
Целью проекта является внедрение контроля состояния оборудования путем установки датчиков на оборудование. Для примера эти датчики будут установлены на токарно-винторезный станок.
Раздел 7.3. Предпосылки для внедрения средств автоматического контроля
Установка датчиков на токарно-винторезный станок является перспективным методом увеличения производства. Этот метод заключается в том, что датчики будут установлены на наиболее изнашиваемые части станка, и, путем создания базы данных, в которую будут вноситься данные с датчиков, будет контролироваться текущее состояние оборудования.
Как уже указывалось выше, датчики будут установлены на токарно-винторезный станок. Для этого рассмотрим схему такого станка.
Современный универсальный токарно-винторезный станок (рис. 2) состоит из станины /, передней бабки 2,
задней бабки 4,
суппорта 3,
коробки подач 7 и фартука 8.
Станина
служит для соединения всех узлов станка. На ней устанавливаются передняя бабка и коробка подач, а вдоль станины по специальным направляющим могут перемещаться задняя бабка и суппорт станка с фартуком.
Передняя бабка
располагается на левом конце станины. Установленный в передней бабке шпиндель предназначен для закрепления обрабатываемой детали и сообщения ей главного вращательного движения.
Задняя бабка
применяется для поддерживания детали при работе в центрах. Крепится она на правом конце станины и имеет возможность перемещаться по ее направляющим. Кроме того, она может быть использована также для закрепления режущих инструментов.
Суппорт
служит для закрепления режущего инструмента и сообщения ему движения подачи при обработке детали.
Коробка подач
передает вращательноедвижение от шпинделя станка ходовому пинту 5 или ходовому винту.
Расположенныев коробке подач механизмы позволяют изменять скорость вращения холеною винта или нала, а следовательно, и величину подачи.
Фартук
преобразует вращательное движение ходового винта или вала в прямолинейное поступательное движение суппорта. При нарезании резьб используется ходовой винт, а при всех остальных видах токарной обработки применяется только ходовой вал.

рис.7.3.1. Токарно-винторезный станок мод. 1К62
Рассмотрим более подробно основные изнашивающиеся части токарно-винторезного станка.
Станина
Станина должна обладать высокой жесткостью, обеспечивать длительное сохранение станком необходимой точности и позволять удобно отводить стружку из зоны резания. Вес и размеры станины должны быть минимальными. Конструкции станин разнообразны и определяются размерами и назначением станка.

рис. 7.3.2. Станина
Станина токарного станка средних размеров (рис.3) представляет собой полую корпусную деталь, устанавливаемую на полу цеха на тумбы или ножки. Для придания станине большей жесткости продольные ребра ее связаны параллельными (рис. 3, а) или диагональными (рис. 3,6) перегородками. На продольных ребрах станины расположены направляющие для перемещения суппорта и задней бабки. Форма и размеры направляющих разнообразны: в станках средних размеров часто встречаются комбинации плоских и треугольных направляющих — внешних для суппорта и внутренних — для задней бабки. Направляющие станины тщательно обрабатываются, так как точность станка зависит от точности изготовления исостояния направляющих.
Станины чаще всего выполняются из серого чугуна станины малых и средних станков — из II СЧ21-4О, а станины средних и тяжелых станков — из чугуна СЧ32-52. Станины из чугуна легче обрабатываются и снижают себестоимость станка при серийном производстве. Кроме того, станки с чугунной станиной имеют большую виброустойчивость. Однако чугунные направляющие недолговечны — они быстро изнашиваются, а вес литой чугунной станины велик. Во избежание этих недостатков все шире начинают применять стальные сварные станины, а для тяжелых уникальных токарных станков иногда используют железобетонные станины.
Передняя бабка
В большинстве станков в передней бабке размещаются механизмы главного движения, в задачу которых входит сообщать шпинделю с деталью вращательное движение, изменять скорость его вращения и в случае необходимости направление вращения
При использовании коробок скоростей с подвижными зубчатыми колесами или муфтами переключения на передней стенке корпуса передней бабки размещаются рукоятки управления. Здесь же обычно укрепляется таблица положений рукояток управления для различных вариантов скоростей вращения шпинделя.
Шпиндель станка представляет собой пустотелый вал, установленный на двух-трех подшипниках в корпусе передней бабки. Сквозное отверстие в шпинделе допускает изготовление деталей из пруткового материала — пруток проходит внутри полого шпинделя. На переднем конце шпинделя крепится кулачковый или поводковый патрон. Формыи размеры передних концов шпинделя токарных станков общего назначения стандартизованы (ГОСТ 16868-71).
Форма шпинделя, конструкция и состояние его опор определяют точность станка, его виброустойчивость. Конструкция передней и задней опор шпинделя токарно-винторезного станка мод. IK62 показана на рис. 7.3.3.
Нагрузка на шпиндель (рис. 7.3.3, а) в основном воспринимается его передней опорой. Передняя конусная шейка шпинделя вращается в регулируемом двухрядном роликовом подшипнике 2.
Регулировка подшипника имеет целью устранить излишний зазор (люфт) в опоре. Регулировка подшипника производится гайкой 3,
причем предварительно должен быть ослаблен стопорный пинт 4.
Подтягивание внутреннего кольца подшипника устраняет зазор. Правильно отрегулированный подшипник должен допускать проворот шпинделя вручную. После окончания регулировки стопорный винт затягивается. Наружный диаметр гайки 3
меньше диаметра отверстия наружного кольца подшипника 2,
поэтому при разборке передней бабки можно удалять шпиндель, не нарушая положения переднего подшипника. Смазка переднего подшипника осуществляется с помощью плунжерного насоса. Задней опорой шпинделя (рис. 7.3.3) являются два радиально-упорных шариковых подшипника 5 и 6.
Они нагружены значительно меньше передней опоры. Их основная задача — воспринимать осевые нагрузки на шпиндель. Наружные кольца этих подшипников устанавливаются до упора с помощью гайки 8.
Регулируются они гайкой 7.
Смазка подшипников фитильная.
Аналогичным образом смонтированы шпиндели и других современных токарных станков.
 рис. 7.3.3 Устройство шпинделя токарно-винторезного станка рис. 7.3.3 Устройство шпинделя токарно-винторезного станка
Путем консультаций с инженерно-техническими работниками и работниками цеха ОАО «Комиссаровский завод торгового машиностроения» были установлены наиболее изнашивающиеся части токарно-винторезного станка. Это шпиндельный подшипник, направляющие на станине и малые направляющие на суппорте.
Регулировка подшипника имеет цель устранить излишний зазор (люфт) в опоре, так как это может повлечь за собой нежелательные отклонения при обработке детали (смещение оси). Регулировка подшипника производится гайкой,
причем предварительно должен быть ослаблен стопорный винт.
Подтягивание внутреннего кольца подшипника устраняет зазор. Правильно отрегулированный подшипник должен допускать проворот шпинделя вручную. После окончания регулировки стопорный винт затягивается. Исходя из этого, можно сделать вывод, что регулировка зазора является важной составляющей при настройке оборудования. Поэтому, установив датчик в этот зазор, можно проследить за тем, соответствует ли зазор требуемым нормам.
Направляющие на станине и малые направляющие на суппорте выполняют похожие роли – регулируют точность движения коробки подач и режущего инструмента. Со временем они изнашиваются, что приводит не только к нежелательным отклонениям при обработке детали, но и выходу станка из строя. Поэтому экономически более выгодно проводить планово-предупредительный ремонт. Данные о состоянии направляющих будут получены с датчиков автоматического контроля дефектов поверхности.
Раздел 7.4 Создание схемы подключения датчиков к станку
7.4.1 Обоснование выбора датчиков
В механизированных средствах неразрушающего контроля автоматизирован процесс сканирования преобразователем контролируемой поверхности, а данные, полученные с этих средств, контролирует обслуживающий персонал. В состав средств представления информации (СПИ) входят устройства, предназначенные для преобразования полученных от входных преобразователей электрических сигналов в динамические, либо статические изображения исследуемых излучений или полей. СПИ количественно характеризуют дефекты типа нарушения сплошности, отклонения размеров, изменения физико-механических свойств, сигнализируют о возможности возникновения аварийной ситуации или достижении выбранных уровней разбраковки изделий.
В СПИ используются информации: аналоговая, цифровая, аналогово-цифровая. Информацию можно представить индикационным способом: на динамических экранах, мнемосхемах, сигнальных табло, стрелочных и цифровых указателях. Показания указывающих и цифровых измерительных приборов считают измерительной индикацией, а представление информации на носителях (лентах, листах, круговых диаграммах) – регистрацией или документированием.
В СНК применяют средства индикации различной сложности, например сигнальные лампочки или бленкера и электронно-лучевые дисплеи с псевдообъемным представлением объекта наблюдения. Средства индикации должны обеспечивать воспроизведение значительного объема информации в удобном для восприятия виде при высокой скорости записи, стирании или обновления изображений.
Широкое применение в составе СПИ получили вычислительные устройства, которые позволяют строить двух- и трехмерные изображения объекта контроля в требуемом масштабе, выявить на изображении точки локализации дефектов и обозначить яркостным или цветным способом участки с наибольшими градиентами полей и излучений, характеризующих наличие дефектов или напряженные состояния.
Для проектирования СНК применяют системы автоматизированного проектирования, построенные на основе устройств электронной вычислительной техники.
ЭВМ широко используют для расчета топографии двумерных и трехмерных магнитных, электромагнитных, ультразвуковых, тепловых и других полей и ионизирующих излучений. Они позволяют наиболее точно определить и учесть влияние мешающих факторов. С их помощью можно рассчитать условия наилучшей помехоустойчивости аппаратуры и обеспечить максимальную точность измерений.
К числу наиболее типичных задач контроля, решаемых с помощью ЭВМ, относят анализ результатов контроля за предшествующий период времени, расчет параметров статистического контроля, в том числе границ рассортировки и объемов контроля, разработку экономических критерием статистического контроля, сбор, обработку и выдачу статистики брака в системы управления технологическими процессами, выявление наиболее опасных и повторяющихся причин возникновения брака.
При решении этих задач используют методы технико-экономической оптимизации. На основе зависимостей расчета экономической эффективности разрабатывают экономико-математическую модель СНК. Эта модель отражает изменение суммы приведенных затрат на создание и эксплуатацию контролируемого объекта в зависимости от изменений исследуемых основных параметров.
ЭВМ должны выполнять разнообразные функции: вырабатывать непрерывно поступающую информацию по специальным программам, сравнивать ее с данными, полученными в предшествующий период времени, хранить и оперативно выдавать необходимую информацию, решать задачи сопровождения.
Как указывалось выше, в нашем случае одним из контролируемых параметров является контроль зазора на шпиндельном подшипнике. Для этого будут применятся фотоимпульсные приборы. Их действие основано на применении развертки изображения для образования светового импульса, длительность которого определяется размером изделия. Преимуществом их является нечувствительность к изменению параметров воздушной среды, что особенно важно в тяжелых производственных условиях. Мы применим для нашего случая датчик фирмы Brown мод. Bovery (Швейцария). Он позволяет со скоростью 3 м/с контролировать диапазон зазора 50 – 650 мм при погрешности измерения 0,2 %. Тип сканатора – волоконно-оптическое кодирующее устройство.
Во втором же случае контролируемый параметр – это контроль дефектов поверхности. Применим в данном случае лазерные дефектоскопы SDB-20японской фирмы Takenaka. Эти дефектоскопы позволяют определить минимальный размер дефекта до 0,05 мм, что в нашем случае является вполне приемлемым. Принцип работы – использование оптического отражения бегущего светового пятна, свет лазера попадает на вибрационное зеркало, благодаря чему осуществляется развертка светового пятна по параболическому отражателю; при наличии поверхностных дефектов свет отражается от контролируемой поверхности и попадает на светопроводящее волокно, через которое проводится до фотоэлектронного умножителя.
7.4.2 Схема подключения датчиков к станку
К фотоэлектрическим приборам относятся такие приборы, в схеме которых используются в качестве преобразователей фотоэлементы.
В высокоточных приборах автоматического контроля фотоэлементы обычно работают в релейных схемах, крайне редко применяют измерительные системы, где с помощью фотоэлемента измеряется поток излучения, функционально связанный с размером контролируемого параметра. На рис. 7.4.2.1 показана принципиальная схема построения прибора, где измеряется световой поток, несущий информацию о размере детали. Световой поток от источника 1 через оптическую систему 2 и щелевую диаграмму 3 падает на фотоэлемент 4. щелевая диафрагма закрыта контролируемой деталью 6. таким образом, поток излучения, падающий на фотоэлемент, определяется размером детали. Этот поток вызывает определенный ток в микроамперметре 5.

рис. 7.4.2.1 Простейшая схема фотоэлектрического прибора
Низкая точность приборов, построенных по этой схеме, объясняется тем, что на результаты измерения влияют колебания яркости источника излучения, питающего напряжения, температуры и др. Эта схема также чувствительна и к постороннему излучению, падающему на элемент.
Формирование команд фотоэлектрических преобразователей осуществляется с помощью двух видов электрических схем: с непосредственным подключением электромагнитных реле к датчикам или через усилитель.
В схемах первого используются электромагнитные реле специального исполнения с определенным сопротивлением катушки. Принципиальная схема такого включения датчика представлена на рис. 7.4.2.2.
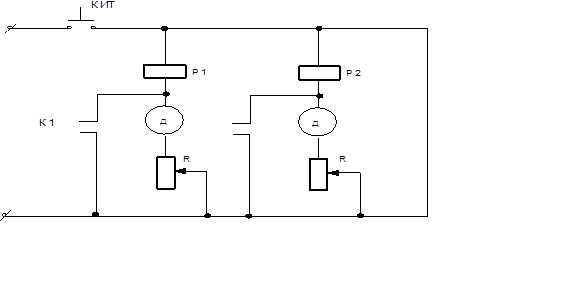
рис. 7.4.2.2 Принципиальная схема включения датчика
При срабатывании датчика Д (в самом простом случае фоторезистора) его сопротивление резко уменьшается, электрический ток в цепи возрастает, реле Р1 (Р2) срабатывает. Так как у датчиков чувствительность колеблется в значительных пределах, то для срабатывания всех реле при одинаковой засветке вводят переменное сопротивление R. В противном случае появится погрешность. Запоминание команды осуществляется через замыкающийся контакт К1. Ток на датчик Д подается с помощью контактов измерительного тока КИТ. Время срабатывания реле 60 мс, питание от сети напряжением 200-250 В.
В нашем случае схема подключения датчиков соответствует схеме, представленной на рис. 7. При замыкании контакта К1, поступает сигнал (через интерфейс RS 232) на ЭВМ, где он фиксируется в базе данных.
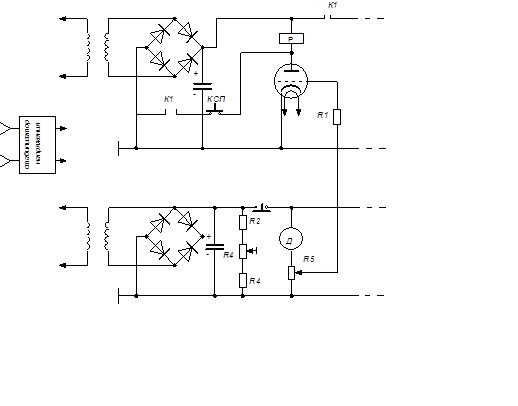
рис. 7.4.2.3. Схема подключения датчиков
Когда датчик Д1 не работает, напряжение смещения, подаваемое с делителя R2, R3, R4 и сопротивлений R1 и R5 на сетку лампы, запирает ее, - реле Р1 обесточено. При срабатывании датчика потенциал сетки резко изменяется, лампа открывается, возникает анодный ток, реле Р1 срабатывает (возник командный сигнал). Схема реле обеспечивает запоминание команды на определенное время благодаря питанию катушки электромагнитного реле через замыкающий контакт Р1 и контакт самопитания КСП. Таким образом, срабатывание электромагнитного реле используется для образования новой цепи питания этого же реле.
Для того чтобы получить полностью автоматизированную систему управления, нам необходимо разработать базу данных, в которой будет вестись учет состояния оборудования.
Система управления базой данных MicrosoftAccess позволяет вести учет данных. При этом существует возможность модификации и сортировки данных.
В нашем случае существует два возможных варианта использования СУБД:
1. Автоматическое внесение информации с датчиков, установленных на оборудовании в базу данных путем подключения электрической схемы к ЭВМ.
2. Ручное внесение информации с датчиков, установленных на оборудовании в базу данных путем плановых проверок показателей схемы и внесения лишь значений «+» или «-».
При создании базы данных будем руководствоваться принципом наименьших затрат и набольшей простотой. Это обусловлено тем, что обслуживающий персонал (в нашем случае – работники ремонтной службы) не являются профессиональными пользователями ЭВМ.
Первоначально создадим в MicrosoftAccess таблицу станков, с учетом установленных на них датчиков. Основным принципом работы данной базы данных является суммирование положительных значений состояния датчиков. При достижении определенного износа (например, 1000 положительных показаний) на дисплей выводится окно, в котором указывается «Рекомендуем плановый ремонт». Если же плановый ремонт не будет произведен, то датчик (или несколько датчиков) будет подавать отрицательный сигнал, при получении которого система будет подавать сигнал «Необходим ремонт!».
Раздел 8. Охрана труда
Охрана труда – система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда. Охрана труда включает технику безопасности и производственную санитарию.
Техника безопасности – система организационных мероприятий и технических средств, предотвращающих воздействие на работающих опасных производственных факторов.
Производственная санитария – система организационных мероприятий и технических средств, предотвращающих или уменьшающих воздействие на работающих вредных производственных факторов.
Так как практическое применение данного проекта предусматривает его внедрение на производство, то следует рассмотреть технику безопасности при работе на токарном станке и общие эргономические требования к рабочему месту сидя.
Раздел 8.1 Требования безопасности к производственному оборудованию
Основными требованиями безопасности, предъявляемыми к конструкции машин и механизмов, являются: безопасность для здоровья и жизни человека, надежность, удобство эксплуатации. Общие требования безопасности к производственному оборудованию установлены ГОСТ 12.2.003—74*. Их выполнение делает машины и механизмы безопасными не только при эксплуатации, но и при монтаже, ремонте, транспортировании и хранении. Согласно этому стандарту безопасность производственного оборудования должна обеспечиваться:
- выбором принципов действия, конструктивных схем, безопасных элементов конструкции и т. п.;
- применением в конструкции средств механизации, автоматизации и дистанционного управления;
- применением в конструкции средств защиты;
- выполнением эргономических требований;
- включением требований безопасности в техническую документацию по монтажу, эксплуатации, ремонту, транспортированию и хранению;
- применением в конструкции соответствующих материалов.
Выполнение указанных требований в полном объеме возможно лишь в том случае, когда их учет производится на этапе проектирования. Поэтому у нас в стране принят соответствующий порядок постановки продукции на производство, в соответствии с которым во всех видах проектной документации должны быть предусмотрены требования безопасности. Они содержатся в специальном разделе технического задания, технических условий и стандартов на выпускаемое оборудование (ГОСТ 15.001—88).
Внешние контуры защитных устройств должны вписываться в контуры основного оборудования. Нужно стараться, чтобы эти защитные устройства позволяли решать несколько задач одновременно и по возможности конструктивно совмещались с машинами и агрегатами, являясь их составной частью. Так, корпуса машин и механизмов, станины станков должны обеспечивать не только ограждение последних, но и способствовать снижению уровня их шума и вибрации. Ограждение абразивного круга заточного станка должно конструктивно совмещаться с системой местной вытяжной вентиляции.
В оборудовании не должны использоваться системы и элементы, являющиеся источником опасных и вредных факторов, а при необходимости их применения должны предусматриваться соответствующие средства защиты.
Электропривод при наличии его в агрегате должен выполняться с учетом «Правил устройства электрических установок». При использовании рабочих тел, работающих под давлением, не равном атмосферному, должны соблюдаться «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением» Госгортехнадзора. Для безопасного подъема и передвижения узлов и агрегатов при монтаже, демонтаже и ремонте отдельные крупногабаритные части машин должны иметь специальные устройства (петли, лапы и др.), которые располагают с учетом положения центра масс груза.
Надежность машин и механизмов определяется вероятностью их отказа, в результате которого наступает прекращение их функционирования, не предусмотренное регламентированными условиями производства или конструкторской документацией. Такого рода нарушения могут явиться причиной аварий, травм. Конструкционная прочность машин и агрегатов определяется прочностными характеристиками, как материала конструкции, так и его крепежных соединений (сварные швы, заклепки, штифты, шпонки, резьбовые соединения), а также условиями их эксплуатации (наличие смазочного материала, коррозия под действием окружающей среды, наличие чрезмерного износа и т. д.).
На этапе проектирования все указанные устройства и узлы рассчитывают на прочность с учетом их жесткости и вида воздействующих нагрузок (статические, динамические). При этом большую роль играет правильный выбор запаса прочности. Его значения зависят от условий эксплуатации, наличия при работе машин усталостных напряжений и ряда других факторов.
Выбор конструкционных материалов машин и механизмов также производится с учетом потенциально возможных опасных и вредных факторов. В оборудовании для производств, где возможно образование взрывоопасных сред, не должны использоваться искрящие материалы. Обычные конструкционные материалы не должны использоваться в установках, работающих под давлением, на агрессивных рабочих телах или в условиях особо низких температур. Выбор в качестве конструкционных пожароопасных материалов (например, магния) создает большие. сложности на этапе как эксплуатации, так и изготовления оборудования.
Применение в конструкциях машин средств механизации и автоматизации управления позволяет резко снизить травматизм. Широкое применение в машиностроении получили станки с числовым программным управлением (ЧПУ), где человек выполняет лишь функции наладчика или ремонтника. В кузнечно-прессовом оборудовании кроме такого рода систем используют специальные механизированные устройства (манипуляторы) для удаления отштампованных деталей из матрицы штампа.
Применение в конструкции машин средств защиты — одно из основных в настоящее время направлений по обеспечению безопасности оборудования. В нем используют ограждающие, предохранительные и тормозные средства защиты, средства автоматического контроля и сигнализации, а также знаки безопасности и дистанционное управление.
Общими требованиями, предъявляемыми к средствам защиты, являются: исключение вероятности воздействия опасных и снижение воздействия вредных производственных факторов на работающих, учет индивидуальных особенностей оборудования, инструмента, приспособлений или технологических процессов,:
для которых они предназначены; надежность, прочность, удобство обслуживания машин и механизмов в целом, включая средства защиты.
Рассмотрим отдельные виды средств защиты более подробно.
Оградительные устройства — класс средств защиты, препятствующих попаданию человека в опасную зону. Оградительные устройства применяют для изоляции систем привода машин и агрегатов, зоны обработки заготовок на станках, прессах, штампах, оголенных токоведущих частей, зон интенсивных излучений(тепловых, электромагнитных, ионизирующих), зон выделения вредностей, загрязняющих воздушную среду, и т. п. Ограждают также рабочие зоны, расположенные на высоте (леса и т. п.). Конструктивные решения оградительных устройств весьма многообразны. Они зависят от вида оборудования, расположения человека в рабочей зоне, специфики опасных и вредных факторов, сопровождающих технологический процесс. В соответствии с ГОСТ 12.4.125—83, классифицирующим средства защиты от механического травмирования, оградительные устройства подразделяют: по конструктивному исполнению — на кожухи, дверцы, щиты, козырьки, планки, барьеры и экраны; по способу их изготовления — на сплошные, несплошные (перфорированные, сетчатые, решетчатые) и комбинированные; по способу их установки — на стационарные и передвижные.
Переносные ограждения являются временными. Их используют при ремонтных и наладочных работах для защиты от случайных прикосновений к токоведущим частям, а также от механических травм и ожогов. Кроме того, их применяют на постоянных рабочих местах сварщиков для защиты окружающих от воздействия электрической дуги и ультрафиолетовых излучений (сварочные посты). Выполняются они чаще всего в виде щитов высотой 1,7 м.
Конструкция и материал ограждающих устройств определяются особенностями оборудования и технологического процесса в целом. Ограждения выполняют в виде сварных и литых кожухов, решеток, сеток на жестком каркасе, а также в виде жестких сплошных щитов (щитков, экранов).
Размеры ячеек в сетчатом и решетчатом ограждении определяются в соответствии ГОСТ 12.2.062—81*.
В качестве материала ограждений используют металлы, пластмассы, дерево. При необходимости наблюдения за рабочей зоной, кроме сеток и
решеток, применяют сплошные оградительные устройства из прозрачных материалов (оргстекла, триплекса и т. д.).
Чтобы выдерживать нагрузки от отлетающих при обработке частиц и случайные воздействия обслуживающего персонала, ограждения должны быть достаточно прочными и хорошо крепиться к фундаменту или частям машины. При расчете на прочность ограждений машин и агрегатов для обработки металлов и дерева необходимо учитывать возможность вылета и удара об ограждение обрабатываемых заготовок.
Расчет ограждений типа экранов, предназначенных для защиты от тепловых, электромагнитных, ионизирующих излучений, а также от звуковых и ультразвуковых колебаний, ведется по специальным методикам. Основой расчета является обеспечение ослабления излучений до допустимых соответствующими санитарными нормами пределов.
Блокировочные устройства по принципу действия подразделяют на механические, электронные, электрические, электромагнитные, пневматические, гидравлические, оптические, магнитные и комбинированные.
Ограничительные устройства по конструктивному исполнению подразделяют на муфты, штифты, клапаны, шпонки, мембраны, пружины, сильфоны и шайбы.
Блокировочные устройства препятствуют проникновению человека в опасную зону либо на время пребывания его в этой зоне устраняют опасный фактор.
Особенно большое значение этот вид средств защиты имеет на рабочих местах агрегатов и машин, не имеющих ограждений, а также там, где работа может вестись при снятом или открытом ограждении.
Электрическая блокировка применяется на электроустановках с напряжением от 500 В и выше, а также на различных видах технологического оборудования с электроприводом. Она обеспечивает включение оборудования только при наличии ограждения. Электромагнитная (радиочастотная) блокировка применяется также для предотвращения попадания человека в опасную зону. Принцип работы блокировки в этом случае основан на применении электромагнитных полей высокой частоты, излучаемых в пространство транзисторным генератором. В момент попадания человека в опасную зону высокочастотный генератор подает импульс тока к электромагнитному усилителю и поляризованному реле. Контакты электромагнитного реле обесточивают схему магнитного пускателя, что обеспечивает электромагнитное торможение привода за десятые доли секунды. Аналогично работает магнитная блокировка, использующая постоянное магнитное поле.
Оптическая блокировка основана на принципе ограждения опасной зоны световыми лучами. Световой поток, падающий на фотоэлемент (фотосопротивление), преобразовывается в электрический сигнал, который после усиления (если это требуется), подается на измерительно-командное устройство. Электронная (радиационная) блокировка применяется для защиты опасных зон на прессах, гильотинных ножницах и других видах технологического оборудования, применяемого в машиностроении.
Пневматическая система блокировки широко применяется в агрегатах, где рабочие тела находятся под повышенным давлением: турбинах, компрессорах, воздуходувках и т. п.
Примерами ограничительных устройств являются элементы механизмов и машин, рассчитанные на разрушение (или несрабатывание) при перегрузках. К слабым звеньям таких устройств относятся: срезные штифты и шпонки, соединяющие вал маховиком, шестерней или шкивом; фрикционные муфты, не передающие движения при больших крутящих моментах; плавкие предохранители в электроустановках; разрывные мембраны в установках с повышенным давлением и т. п.
Слабые звенья делятся на две основные группы: звенья с автоматическим восстановлением кинематической цепи после того, как контролируемый параметр пришел в норму (например, муфты трения), и звенья с восстановлением кинематической цепи путем замены слабого звена (например, штифты и шпонки). Срабатывание слабого звена приводит к останову машины на аварийных режимах, что позволяет исключить поломки, разрушения и, следовательно, травматизм.
Раздел 8.2. Общие эргономические требования к рабочему месту сидя
Рабочее место для выполнения работ сидя - организуют при легкой работе, не требующей свободного передвижения работающего, и при работе средней тяжести в случаях, обусловленных особенностями технологического процесса. Устройство рабочего места и взаимное расположение всех его элементов (сиденье, органы управления, средства отображения информации; и т. д.) должны соответствовать антропометрическим, физиологическим и психологическим требованиям, а также характеру работы.

Рис. 8.2.1. Зона досягаемости моторного поля:
а
— в вертикальной плоскости; б — в горизонтальной плоскости при высоте рабочей поверхности над полом, равной 725 мм; в
— для выполнения ручных операций и размещения органов управления: г
— для размещения наиболее важных и очень часто используемых органов управления (оптимальная зона моторного поля); 2
— для размещения часто используемых органов управления (зона легкой досягаемости моторного поля); 3
— для размещения редко используемых органов управления (зона досягаемости моторного поля)
Конструкция рабочего места должна обеспечивать выполнение трудовых операций в пределах зоны досягаемости моторного поля. Зоны досягаемости моторного поля в вертикальной и горизонтальной плоскостях для средних размеров тела человека и зоны для выполнения ручных операций и размещения органов управления показаны на рис. 8.2.1. При проектировании оборудования и организации рабочего места следует учитывать антропометрические показатели женщин (если работают только женщины), мужчин (если работают только мужчины), общие средние показатели женщин и мужчин (если работают женщины и мужчины). Конструкция производственного оборудования и рабочего места должна обеспечивать оптимальное положение работающего, которое достигается регулированием высоты рабочей поверхности, рабочего сиденья и пространства для ног.
Форму рабочей поверхности различного оборудования следует устанавливать с учетом характера выполняемой работы.
Она может быть прямоугольной, иметь вырез для корпуса работающего или углубление для настольных машин и т. д. При необходимости на рабочую поверхность следует устанавливать подлокотники. Подставка для ног должна быть регулируемой по высоте шириной не менее 300 мм, длиной не менее 400 мм. По переднему краю следует предусмотреть бортик высотой 10 мм, а поверхность ее должна быть рифленой.
Органы управления при работе двумя руками размещаются с таким расчетом, чтобы не было перекрещивания рук. На рабочей поверхности в горизонтальной плоскости органы управления следует размещать следующим образом: очень часто используемые и наиболее важные в зоне 1 (рис. 8.2.1,в); часто используемые и менее важные в зоне 2; редко используемые в зоне 3. Органы управления допускается размещать выше 1100 мм, если по техническим причинам расположить их до указанного уровня невозможно, но они используются редко.
Аварийные органы управления следует располагать в зоне досягаемости моторного поля, при этом необходимо предусмотреть специальные средства опознавания и предотвращения их непроизвольного и самопроизвольного включения.
Для освобождения рук операции, не требующие точности и быстроты выполнения, можно передать ножным органам управления. Средства отображения, используемые часто и требующие точного и быстрого считывания показаний, следует располагать в вертикальной плоскости под углом 15° от нормальной линии взгляда и в горизонтальной плоскости под углом 15° от сагиттальной плоскости. Средства отображения информации, требующие менее точного и быстрого считывания показаний, допускается располагать в вертикальной плоскости под углом 30° от сагиттальной плоскости. Редко используемые средства отображения информации допускается располагать в вертикальной плоскости под углом 60° от нормальной линии взгляда и в горизонтальной плоскости под углом 60° от сагиттальной плоскости.
Для создания комфортных и высокопроизводительных условий труда на рабочем месте большое значение имеет расположение вспомогательного оборудования, организационно-технической оснастки. Поэтому они должны соответствовать эргономическим требованиям. Организация и улучшение условий труда на рабочем месте является одним из важнейших резервов производительности труда и экономической эффективности производства.
Требования к производственному оборудованию необходимо рассматривать в комплексе со средствами технологической и организационной оснастки. Входящие в конструкцию производственного оборудования специальные технические и санитарно-технические средства (ограждения, экраны, вентиляторы и др.), обеспечивающие устранение или снижение уровней опасных и вредных производственных факторов до допустимых значений, не должны затруднять выполнение трудовых действий или обеспечивать выполнение трудовых действий с применением средств индивидуальной защиты.
Конструкция производственного оборудования должна обеспечивать такие физические нагрузки на работающего, при которых энергозатраты организма в течение рабочей смены не превышали бы 1046,7 кДж/ч (250 ккал/ч). Оборудование должно исключать монотонность труда, ограничивая повторение простых трудовых действий и длительность непрерывного пассивного наблюдения за ходом производственного процесса или его части.
Производственное оборудование с групповыми рабочими местами и заданным темпом передачи предмета труда с одного рабочего места на другое должно обеспечивать возможность изменения темпа выполнения трудовых действий в соответствии с динамикой работоспособности человека в течение смены и особенностями трудовых действий в пределах 20 % от заданного темпа.
Конструкция органов управления должна учитывать требуемую точность и скорость движений; частоту использования органа управления, допустимые динамические и статические нагрузки на двигательный аппарат человека; антропометрические характеристики двигательного аппарата человека; необходимость быстрого распознавания органов управления, формирования и закрепления навыков по управлению.
При конструировании органов управления и их размещении в моторном поле рабочего места необходимо учитывать следующие физиологические особенности двигательного аппарата человека:
скорость движения рук больше при движении в направлении «к себе», меньше — при движении «от себя»;
скорость движения правой руки больше при движении слева направо, левой руки — справа налево;
линейная скорость вращательных движений рук больше скорости поступательных движений; скорость плавных криволинейных движений рук больше скорости прямолинейных движений рук с резким изменением направления;
точность движения рук больше при работе в положении сидя, меньше — при работе в положении стоя; точность движений, совершаемых пальцами рук, больше точности движений кистью;
максимальное усилие, развиваемое правой (рабочей) рукой, больше максимального усилия, развиваемого левой рукой;
усилия давления и тяги, развиваемые руками при движении их перед корпусом, больше, чем при движении рук в стороны; максимальное усилие при движении ноги достигается в положении сидя при наличии упора для спины.
Места возможных контактов органов управления с руками и ногами работающего следует выполнять из нетоксичных, а в необходимых случаях — из нетеплопроводных и электроизоляционных материалов. Форма и размеры приводных элементов органов управления должны быть удобны для надежного захвата руками и предотвращения соскальзывания рук. Ножные органы управления применяют при необходимости разгрузки рук для осуществления управляющих действий, требующих небольшой точности. Размеры, форма, значение перемещения педали определяют с учетом особенностей производственного оборудования конкретного вида (типа). Контроль выполнения эргономических требований осуществляется на стадиях проектирования, изготовления, эксплуатации и ремонта производственного оборудования.
Раздел 9. Гражданская оборона
Раздел 9.1. Организация и задачи гражданской обороны
Гражданская оборона - это целенаправленная деятельность начальников, штабов и служб по поддержанию постоянной готовности подчиненных им органов и сил, организации их действий и направлению усилий на успешное выполнение задач для защиты населения, рабочих, служащих и народного хозяйства в мирное и в военное время.
Штаб гражданской обороны объекта - основной орган управления. На него возлагаются сложные задачи и в первую очередь - поддержание повседневной готовности гражданской обороны объекта (служб, формирований) к выполнению предстоящих задач.
От начальника штаба зависит слаженная и согласованная работа штаба,
всех служб, командиров отрядов, команд и групп, личного состава формирований.
При организации управления устанавливаются: порядок сбора, обработки и анализа информации штабом и службами ГО
объекта; какие данные в какой форме и когда докладываются начальнику ГО
и начальнику штаба ГО объекта
;
какие данные и в какие сроки выдаются штабу ГО,
службам, начальникам ГО
цехов и командирам формирований; сроки и порядок докладов об обстановке и представления донесений в вышестоящий штаб, осуществление информации сил гражданской обороны; порядок несения дежурства на пункте управления, порядок работы узла связи, вычислительного центра и использования их должностными лицами для текущей работы.
Система оповещения о чрезвычайных ситуациях;
Оповестить население, рабочих и служащих - значит предупредить их о надвигающемся бедствии, проинформировать о случившейся катастрофе. Для этого используются все возможные средства связи. В странах СНГ широко распространена радиотрансляционная сеть. Нет ни одного города, крупного населённого пункта, где бы не было радиоузла. Для оповещения при серьёзной опасности используются сирены. Их звучание (прерывистые гудки основных предприятий города) означают сигнал «Внимание всем!». Услышав вой сирен, надо немедленно включить телевизор и/или радиоприёмник и слушать сообщение местных служб по делам ГО и чрезвычайным ситуациям. В течение всего периода режима ЧС все информационные средства нужно держать включёнными.
К чрезвычайным ситуациям мирного времени относятся:
· Аварии на атомных электростанциях
· Аварии на объектах чимической промышленности
· Возможные землетрясения, наводнения
· Штормовое предупреждение
К чрезвычайным ситуациям военного времени относятся:
· Воздушная опасность
· Угроза радиактивного заражения
· Угроза химического заражения
Рассмотрим более подробно некоторые представленные выше чрезвычайные ситуации.
К числу чрезвычайных ситуаций мирного времени относится ураган.
Ураганы – это ветры со скоростью от 32,6 км/ч до 112 км/ч, обладающих большой разрушительной силой и наносящие громадный ущерб народному хозяйству.
При приближении урагана подается сигнал «Внимание всем!» с последующей информацией, по которой рабочие и служащие должны:
· Приостановить работу
· Выключить станки, электрооборудование, компьютеры
· По указаниям начальника штаба гражданской обороны укрыться в защитных сооружениях
К числу чрезвычайных ситуаций военного времени относится воздушная опасность. При приближении воздушной опасности подается сигнал «Внимание всем!» с последующей информацией, по которой рабочие и служащие должны:
- Приостановить работу
- Выключить станки, электрооборудование, компьютеры
- По указаниям начальника штаба гражданской обороны взять средства индивидуальной защиты и укрыться в защитных сооружениях
Таким образом, своевременное оповещение спасти рабочих и служащих в чрезвычайных ситуациях мирного и военного времени, сохранив при этом материальные ценности предприятия.
В настоящее время на объектах широко применяются автоматизированные систе
мы
управления производством (АСУП),
одной из подсистем которой должна быть гражданская оборона. Применение автоматизированных систем в управлении гражданской обороной вносит резкие изменения в методы работы и организационную структуру органов управления: высвободит часть оперативных работников, выполнявших трудоемкую работу, отпадает необходимость разрабатывать и отправлять письменные донесения и сводки. Исчезнет необходимость во внутренней информации, устраняется параллелизм и дублирование в сборе данных обстановки и т. д.
Раздел 9.2. Мероприятия по гражданской обороне на предприятии
ОАО «Комиссаровский завод торгового машиностроения» расположен в 1 км восточнее п. Комиссаровка, не отнесенному к группам по гражданской обороне, в 10 км восточнее железнодорожного узла Дебальцево и в 20 км западнее г. Алчевска, отнесенным к группам по гражданской обороне. Завод также как и поселок не относится к группе по гражданской обороне и попадает в зону слабых разрушений (∆Р = 0,1 – 0,2 кгс/кв. см) и заражений радиоактивными осадками.
Рельеф местности пересеченный. Климат континентальный. Преобладающее направление ветра северо-восточное, скорость 6 – 7 м/сек.
Энергоснабжение завода осуществляется:
· электроэнергией от рядом расположенной районной подстанции «Комиссаровская» энергосистемы «Серговские электросети»
· водоснабжение от магистрального водопровода Ǿ 500 мм Перевальск – Комиссаровка, техническое водоснабжение из существующего водохранилища, расположенного в 1,5 км на север от завода в балке р. Лозовая
· теплоснабжение от существующей заводской котельной, работающей на твердом топливе.
Завод защитных сооружений не имеет.
Согласно п. 6.10 СНиП П-10-74, для укрытия наиболее работающей смены предусмотрено устройство ПРУ на 700 человек в существующем корпусе завода, что соответствует мероприятиям, разработанным штабом гражданской обороны объекта, по заданию районного и кустового штабов гражданской обороны.
Общеплощадные и внеплощадные инженерные сети проложены в земле и защищены от разрушения избыточным давлением.
Для защиты воды от радиоактивных осадков предусматривается строительство 3-х заглубленных резервуаров запаса воды. Для экономии питьевой воды проектируется производственно-противопожарный водопровод (техническое водоснабжение) и системы оборотного водоснабжения.
Для осуществления более стабильной связи предусматривается монтаж системы «Квант» вместо существующей в инженерно-лабораторном корпусе общезаводской связи.
В мероприятиях по развитию ОАО «Комиссаровский завод торгового машиностроения» предусматривается прокладка внеплощадочной сети п. Комиссаровка – Перевальск, в дополнение к существующей крайне неустойчивой системе.
В настоящее время на предприятии разработаны мероприятия по переходу его на особый период и утверждены Мелитопольским кустовым штабом гражданской обороны.
Для уменьшения воздействия завода на окружающую среду в процессе проектирования проработаны и приняты прогрессивные технологические процессы, обеспечивающие максимальное сокращение: потребление воды, сброса загрязненных сточных вод и промышленных выбросов.
Предусмотрены очистные сооружения для очистки сточных вод и установки для защиты воздушного бассейна от загрязнения.
Раздел 10.1 Санитарно-защитная зона
По характеру производства завод относится к V–му классу санитарной квалификации, для которой установлена санитарно-защитная зона 50 м от источников загрязнения атмосферного воздуха вредными веществами.
Исключение составляет участок пластмасс, производство которого относится к IV-му классу санитарной квалификации с размером санитарно-защитной зоны – 100 м.
Однако, исходя из проведенных расчетов, санитарно-защитная зона определилась по выбросам вредных веществ котельной. При существующей высоте дымовой трубы котельной 30 м и погрузке, рассчитанной на перспективу - санитарно-защитная зона попала на жилую зону. На перспективу намечено строительство новой трубы 50 м, что позволит значительно сократить санитарно-защитную зону.
Для сокращения выбросов в атмосферу вредных паров, газов и пыли, образующихся в процессе производства, предусматриваются следующие основные мероприятия:
- очистка металлической пыли в рециркуляционных обеспыливающих агрегатах ПА2-12М;
- на участке гальванопокрытий: укрытие ванн обезжиривания плавающими телами и поверхностно-активными веществами ; применение прогрессивных технологических процессов, позволяющих применять при покрытии менее вредные вещества; устройство эффективной вытяжной системы с очисткой выбросов в специальных фильтрах.
- в отделении лакокрасочных покрытий: применение окрасочных камер, оборудование гидрофильтрами для улавливания аэрозолей красок и паров растворителей, применение щелочных обезжиривающих растворов вместо органических растворителей; устройство эффективной вытяжной вентиляции с устройствами, обеспечивающими защиту атмосферного воздуха от вредных веществ и пыли; безвоздушное нанесение лакокрасочных материалов, что позволяет использовать лакокрасочные материалы с повышенной вязкостью, а соответственно с меньшим количеством растворителей;
- на участке эмалирования: оснащение оборудования для приготовления шликерогрметичными кожухами, под которыми создается разрежение; методы пневматического распыления только в распылительных камерах, оборудованных водяной завесой и местной вытяжной системой; очистка аэрозоли щелочи в фильтрах ТКА;
- контроль за эффективностью очистных сооружений соблюдение норм ПДК выбросов вредных веществ в атмосферу.
Раздел 10.3 Мероприятия по охране водоемов и почвы от загрязнения сточными водами
ТЭРами предусмотрены водоохранные мероприятия по водопотреблению и водоотведению, рациональное использование воды, очистка загрязненных сточных вод, охрана водоемов и почвы.
Для экономного использования воды питьевого качества и в целом сокращения «свежей» воды по заводу и снижению сброса сточных вод предусмотрено:
- экономия до 1700 куб. м/ сут. водопотребления воды питьевого качества, в связи с использованием на производственные и бытовые нужды (унитазы) и для полировочных целей технической воды;
- системы оборотного водоснабжения для охлаждения технологического и энергетического оборудования (расход 2900 куб. м/ сут);
- системы оборотного водоснабжения с повторным использованием очищенной воды;
- повторное использование очищенных дождевых вод в производстве (80 куб. м/ сут).
Сточные воды, содержащие механические и взвешенные загрязнения, очищаются на локальных очистных сооружениях (грязеотстойниках, масло-жиро-уловителях) методом отстаивания.
Загрязненные стоки кислощелочные и хромосодержащие проходят физико-химическую очистку на очистных сооружениях промстоков гальванического участка. Стоки проходят реагентную очистку с доочисткой на ионообменных фильтрах с повторным возвратом очищенных сточных вод 80 % в производственный участок гальванопокрытия.
Стоки участка окраски обрабатываются коагулянтом и обезвоживаются на прессфильтрах с последующим возвратом на повторное использование.
Дождевые воды отводятся с территории завода в количестве 800 л/с. Загрязненная часть поверхностного стока в количестве до 160 л/с подвергается очистке на общеплощадных очистных сооружениях дождевых вод.
Дождевые сточные воды с территорий стоянки автомобилей и мазутохозяйства проходят очистку на локальных очистных сооружениях производительностью 5 л/с и 10 л/с.
Сбор и хранение отработанных нефтепродуктов предусмотрен на складе, оборудованном резервуарами, насосной и приемо-раздаточными устройствами.
Сточные воды хозбытовой канализации отводятся по закрытым системам канализации на очистные канализации с полной биологической очисткой и на состояние почв, прилегающих к площадке завода, вредного влияния не оказывают.
Мероприятия по достижению допустимой концентрации вредных веществ в приземном слое атмосферы обеспечивают защиту почв, прилегающих к территории завода от загрязнения.
Раздел 10.4 Фильтры для очистки газовых выбросов
Как уже указывалось выше, для очистки воздуха на предприятии предусмотрен комплекс мероприятий. Для этого применяются воздушные фильтры.
В основе работы воздушных фильтров всех видов лежит процесс фильтрации газа через пористую перегородку, в ходе которого твердые частицы задерживаются, а газ полностью проходит сквозь нее.

Фильтрующие перегородки весьма разнообразны по своей структуре, но в основном они состоят из волокнистых или зернистых элементов и условно подразделяются на следующие типы:
гибкие пористые перегородки
- тканевые материалы из природных, синтетических или минеральных волокон: не ткане-волокнистые материалы (войлоки, клены и иглопробивные материалы, бумага, картон, волокнистые маты); ячеистые листы (губчатая резина, пенополиуретан, мембранные фильтры);
полужесткие пористые перегородки
— слои волокон, стружка, вязаные сетки, положенные на опорных устройствах или зажатые между ними;
жесткие пористые перегородки
— зернистые материалы ( пористая керамика или пластмасса, спеченные или спрессованные порошки металлов, пористые стекла, углеграфитовые материалы и др.); волокнистые материалы (сформированные слои из стеклянных и металлических волокон); металлические сетки и перфорированные листы.
В процессе очистки запыленного газа частицы приближаются к волокнам или к поверхности зерен материала, сталкиваются с ними и осаждаются главным образом в результате действия сил диффузии, инерции и электростатического притяжения.
Проходя через фильтрующую перегородку, поток разделяется на тонкие непрерывно разъединяющиеся и смыкающиеся струйки. Частицы, обладая инерцией, стремятся перемещаться прямолинейно, сталкиваются с волокнами, зернами и удерживаются ими. Такой механизм характерен для захвата крупных частиц и проявляется сильнее при увеличении скорости фильтрования. Электростатический механизм захвата пылинок проявляется в том случае, когда волокна несут заряды или поляризованы внешним электрическим полем.
В фильтрах уловленные частицы накапливаются в порах или образуют пылевой слой на поверхности перегородки, и таким образом сами становятся для вновь поступающих частиц частью фильтрующей среды. По мере накопления пыли пористость перегородки уменьшается, а сопротивление возрастает. Поэтому возникает необходимость удаления пыли и регенерации фильтра.
В зависимости от назначения и величины входной и выходной концентрации фильтры условно разделяют на три класса:
фильтры тонкой очистки
предназначены для улавливания с очень высокой эффективностью (>99%) в основном субмикронных частиц из промышленных газов с низкой входной концентрацией (<1 мг/м3
) и скоростью фильтрования <10 см/с.
Фильтры применяют для улавливания особо токсичных частиц, а также для ультратонкой очистки воздуха при проведении некоторых технологических процессов. Они не подвергаются регенерации;
воздушные фильтры
- используют в системах приточной вентиляции и кондиционирования воздуха. Работают при концентрации пыли менее 50 мг/м3
, при высокой скорости фильтрации - до 2,5-3 м/с. Фильтры могут быть нерегенерируемые и регенерируемые;
промышленные фильтры
(тканевые, зернистые, грубоволокнистые) применяются для очистки промышленных газов концентрацией до 60 г/м3
. Фильтры регенерируются.
Схематические рисунки основных видов фильтров представлены ниже на рисунках 10.2 – 10.5

Рисунок 10. 2 - Рукавный фильтр:
1-
корпус; 2 - встряхивающее устройство; 3-
рукав;4-
распределительная решетка.

Рисунок 10.3 - Фильтры тонкой очистки:
а
-
рамный: 1 - П-обрэзная планка; 2
-
боковая стенка; 3
- фильтрующий материал; 4 - разделитель;
б - с сепараторами клиновой формы типа Д-КЛ; 1 - фильтрующий материал; 2 - рамка-сепаратор клиновой формы;
в
-
комбинированный: 1 - секция с набивным слоем из волокон;
2
-
секция тонкой очистки.

Рисунок 10.4 - Фильтр с движущимися слоями зернистого материала:
1 - короб для подачи свежего зернистого материала: 2 - питатели; 3 -фильтрующие слои; 4 - затворы; 5 - короб для вывода зернистого материала.
Для очистки воды применяются фильтры – аппараты, где происходит отделение от воды дисперсных и коллоидных примесей при ее фильтровании через тканевые, сетчатые или пористые перегородки либо через намывные или зернистые среды.
При применении фильтров следует отметить некоторые первичные сооружения:
1. Решетки
2. Песколовки
3. Отстойники
4. Нефтеловушки
5. Флоатационные установки
6. Фильтры, микрофильтры
7. Обеззараживание
В комплексе применение приведенных выше сооружений дает качественную и достаточно оперативную очистку сточных вод.
Раздел 11. Технико-экономическое обоснование
Совершенствование управления предприятием предполагает использование результатов экономического анализа по различным направлениям управленческой деятельности. Это, в первую очередь, относится к функциям управления и принятию управленческих решений. Для реализации управленческой деятельности необходима своевременная и качественная информация о тенденциях развития производства, имеющихся внутрипроизводственных резервах, причинах отклонений, их количественном выражении. Получение такой информации возможно только на основе решения аналитических задач.
Как следует из теории и практики разработки и функционирования АСУП, при автоматизации экономического анализа используются различные организационные подходы. При этом выделяют такие варианты реализации задач экономического анализа в АСУП:
- отсутствует подсистема экономического анализа, а аналитические задачи решаются в различных подсистемах;
- отсутствует подсистема экономического анализа, а аналитические задачи решаются в подсистеме бухгалтерского учета;
- выделена подсистема экономического анализа, но отдельные аналитические задачи решаются в других подсистемах;
- выделена подсистема экономического анализа, в которой объединены все аналитические задачи-
При проектировании АСУП на многих предприятиях не выделяется подсистема экономического анализа и аналитические задачи не решаются в других подсистемах.
Необходимость выделения экономического анализа в отдельную подсистему обусловлена не толь ко его функциональной характеристикой, но и особенностями проведения, методологией обработки информации и использования ее результатов в управлении.
Одной из важнейших задач экономического анализа является содействие выполнению и перевыполнению плановых заданий на основе устранение причин недостатков и мобилизации внутрипроизводственных резервов. Эта задача не характерна ни для одной из подсистем АСУП и обусловлена содержанием анализа. Выполнение этой задач требует относительной обособленности и количественной определенности результатов анализа по каждому объекту управления. Кроме того, необходима комплексная системная оценка состояния и перспектив развития управляемого объекта, установление взаимосвязей и зависимостей между различными показателями хозяйственной деятельности предприятия и его отдельными структурными подразделе киями. Все это может быть реализовано при едином методологическом подходе на основе организации относительно обособленной подсистемы эко комического анализа в АСУП. Подсистема экономического анализа может обеспечить объективную оценку результатов деятельности объединений, предприятии и их подразделений, комплексное выявление резервов для повышения ее эффективности достижение полной гармонии материального и морального стимулирования с социалистическим принципом оплаты по труду.
Вторым важнейшим условием необходимое для выделения подсистемы экономического анализа является использование специальных, свойственных данной функции управления методов и приемов из учения хозяйственной деятельности предприятия.
К ним относятся методы факторного анализа, с помощью которых количественно определяется влияние различных факторов на изменение показателей хозяйственной деятельности предприятия. В условиях АСУП для этой цели используются не только статистические, но и современные экономико-математические методы. При осуществлении других функций управления используются методы исследования, отличающиеся от методов экономического анализа, например, методы элиминирования, применяемые для расчета влияния факторов.
Третья особенность экономического анализа заключается в том, что он охватывает всю систему показателей производственной и хозяйственной деятельности предприятия, удовлетворяющую потребностям оперативного, текущего и перспективного управления. Экономический анализ охватывает большое количество объектов и задач, возникающих в процессе хозяйственной деятельности предприятия. Для него характерно единство в организации и методологии решения аналитических задач на различных иерархических уровнях предприятия. Приведенные особенности показывают, что экономический анализ можно отнести к большой динамической системе, вследствие чего в условиях АСУ имеется возможность и необходимость выделения самостоятельной функциональной подсистемы.
Четвертым условием необходимости выделения подсистемы экономического анализа является то, что решение задач экономического анализа в других подсистемах АСУП осуществляется поверхностно и неполно. При этом производится только оценка уровня выполнения плановых показателей без комплексного изучения и количественного определения факторов, а также выявления резервов производства. Анализируются, в основном, выполнение директивных показателей в целом по предприятию и в незначительной мере — расчетные показатели.
Вследствие того, что децентрализованная организация анализа не обеспечивает эффективного выполнения специфических экономических функций управления, на многих предприятиях и объединениях в системах управления выделяются специальные структурные подразделения —лаборатории (отделы, бюро) экономического анализа.
Кроме того, такая организация экономического анализа приводит к дублированию данных при сборе и систематизации информации, необходимой для управленческой деятельности. Возможно искажение и запаздывание информации, что отрицательно сказывается на действенности и эффективности решений по управлению предприятием. Исход из этого главным направлением совершенствование управления является создание в АСУП самостоятельной функциональной подсистемы экономического анализа. Ее создание диктуется особенностью разработки обеспечивающей части АСУП. Для решения аналитических задач необходимо разработать три обеспечивающих подсистемы — информационную, программную и технологическую.
следует предусмотреть возможность исследования динамики изменения показателей за несколько лет. Выходные таблицы аналитических задач должны быть построены таким образом, чтобы изучение их было удобным, а показатели располагались в логической последовательности. Перечисленные особенности анализа вызывают некоторые отличия от задач планирования и учета в программном обеспечении и организации технологического процесса решения задач.
Один из важнейших принципов, который следует использовать при создании подсистемы экономического анализа в АСУП — комплексный системный подход к анализу экономической деятельности предприятия.
Комплексный анализ позволяет с позиций системного подхода исследовать деятельность предприятия, изучить взаимосвязь и обусловленность всех показателей и факторов производства, наиболее полно выявлять имеющиеся резервы. Разработаны общие методологические вопросы создания системы комплексного экономического анализа. В настоящее время задача заключается в дальнейшем его совершенствовании и реализации в условиях АСУП.
Сокращение трудоемкости ремонта снижает простои оборудования из-за ремонта и позволит выпустить дополнительное количество промышленной продукции, что, при том же составе основных рабочих предприятия и парка оборудования, обеспечит дальнейшее повышение производительности труда, а также снижение себестоимости выпускаемой продукции за счет уменьшения доли условнопостоянных расходов.
Дополнительный выпуск продукции приведет к повышению прибыли, а следовательно, при сохранении основных фондов, и рентабельности предприятия.
Большой экономический эффект может быть достигнут за счет повышения качества изготовления сменных деталей, ремонта и обслуживания оборудования. Повышение износостойкости деталей приводит к удлинению сроков их службы, к увеличению межремонтных периодов, к сокращению объема слесарных разборочно-сборочных работ, к снижению потребности в таких деталях.
Повышение качества ремонта и обслуживания оборудования при использовании высококачественных сменных деталей приводит к увеличению межремонтных периодов или сокращению объемов работ при сохранении этих периодов. В обоих случаях сокращаются простои оборудования из-за ремонта, и увеличивается выпуск промышленной продукции. Кроме того, повышается и качество основной продукции предприятий.
Повышение производительности труда и качества изготовления деталей и ремонта оборудования обеспечивается комплексом мероприятий. Важнейшими из них являются централизация и специализация, позволяющие применить более совершенную технологию, специализированные оборудование и оснастку.
Снижение себестоимости изготовления деталей обеспечивается также сокращением расхода материалов за счет прогрессивных методов изготовления заготовок с минимальными припусками и отходами при последующей обработке, а также замены дорогостоящих материалов более дешевыми, однако без ущерба для качества ремонта.
Себестоимость восстановленных деталей, как правило, составляет лишь 10-15 % себестоимости новых, а в отдельных случаях 5-7 %.
Практика показывает, что из общего количества изношенных деталей до 20-30 % может быть восстановлении. Восстанавливают обычно наиболее трудоемкие и металлоемкие детали. Они составляют до 50 % общей трудоемкости и металлоемкости всех сменяемых деталей металлообрабатывающего оборудования.
Себестоимость ремонта оборудования может быть снижена за счет сокращения затрат по каждой составляющей (табл. 11.1.).
Табл. 11.1 Пример расчета нормативной себестоимости ремонта единицы ремонтносложности
| Элементы себестоимости |
Порядок исчисления |
Затраты в грн. при ремонте |
малом
|
среднем |
Капита-льном |
| Основная заработная плата ремонтных рабочих |
Трудоемкость ремонта Х на часовую ставку рабочего 1-го разряда Х на тарифный коэффициент рабочего 3,5 разряда |
2,76 |
10,62 |
15,80 |
| Дополнительная заработная плата |
В % к основной заработной плате |
0,27 |
1,06 |
1,58 |
| Начисления на заработную плату |
В % к основной и дополнительной заработной плате |
0,22 |
1,06 |
1,27 |
| Стоимость материалов |
Точно рассчитывают по нормам расхода и ценникам: ориентировочно определяют по укрупненным нормативам (в % к основной заработной плате) |
1,38 |
5,00 |
9,48 |
| Цеховые накладные расходы |
При выполнении малого ремонта цеховой ремонтной бригадой – не начисляют. Начисляют лишь на ту часть заработной платы, которую выплачивают станочникам ремонтно-механического цеха, изготовляющим сменные детали для ремонта. Начисляют на всю заработную плату при выполнении ремонта силами рабочих ремонтно-механического цеха.
При выполнении капитального и среднего ремонта цеховой ремонтной бригадой начисляют в проценте, установленном для РМЦ
|
3,31 |
12,74 |
18,96 |
| Общезаводские накладные расходы |
Начисляют на капитальный и средний ремонт оборудования, производимый реже 1 раза в год. При этом учитывают лишь ту часть общезаводских расходов, которая непосредственно связана с проведением капитального ремонта (в соответствии с установленным процентом) |
- |
3,72 |
5,53 |
| Итого |
7,94 |
34,00 |
52,62 |
Для обеспечения систематического улучшения экономики ремонтных служб предприятий необходимо периодически контролировать и анализировать основные технико-экономические показатели, сопоставляя их за отчетный и прошлый периоды, а также с показателями ремонтных служб других, в первую очередь передовых предприятий данной отрасли.
На основе анализа должны быть разработаны планы конкретных организационно-технических мероприятий, обеспечивающих улучшение всех показателей ремонтной службы и полное использование имеющихся резервов.
План организационно-технических мероприятий должен быть обоснован соответствующими экономическими расчетами.
Раздел 11.1 Расчет стоимости внедрения датчиков
В нашем случае рассмотрим экономический эффект внедрения датчиков на производство. Для этого оптимизируем смету затрат для содержания токарного парка. Без применения автоматизации экономические показатели работы участка представлены в таблице 11.2.
Табл. 11.2 Смета (расчет) затрат для содержания токарного парка (12 штук), тыс. гр.
| 2005 г |
в т. ч. по кварталам |
| I |
II |
III |
IV |
| Материалы: |
| Для технического обслуживания |
2,64 |
6,6 |
6,6 |
6,6 |
6,6 |
| Для всех видов ремонтов |
3,5 |
0,87 |
0,87 |
0,88 |
0,88 |
| Для внедрения мероприятий по охране труда |
2,0 |
| Износ инструментов |
2,6 |
0,56 |
0,68 |
0,68 |
0,68 |
| Износ спецодежды |
8,28 |
2,07 |
2,07 |
2,07 |
2,07 |
| Другие малоценные предметы |
1,91 |
0,45 |
0,5 |
0,48 |
0,48 |
| Молоко, жиры и другие нейтрализующие вещества |
1,31 |
0,17 |
0,16 |
0,49 |
0,49 |
| 1. Итого вспомогательные материалы |
22,24 |
4,78 |
4,94 |
5,26 |
7,26 |
| 2. Энергия |
30,94 |
1,4 |
7,31 |
7,31 |
14,92 |
| 3. Расходы на оплату труда |
160,4 |
20,9 |
41,56 |
35,23 |
48,74 |
| 4. Отчисление на госстрахование |
80,1 |
11,12 |
16,4 |
17,22 |
27,7 |
| 5. Амортизация основных фондов |
2,4 |
0,8 |
0,8 |
11,22 |
11,22 |
| 6. Расходы на оплату труда несписочного состава |
3,42 |
3,42 |
| Итого по смете: |
299,5 |
39 |
71,01 |
76,24 |
113,26 |
| Суммарная ремонтосложность оборудования, обслуживаемого токарного парка |
5698 |
| Затраты на 1 ремонтную единицу |
25,0 |
3,3 |
5,9 |
6,4 |
9,4 |
После внедрения датчиков получим (таблица 11.3):
Табл. 11.3. Смета (расчет) затрат для содержания токарного парка (12 штук), тыс. гр.
| 2006 г |
в т. ч. по кварталам |
| I |
II |
III |
IV |
| Материалы: |
| Для технического обслуживания |
1,82 |
0,66 |
0,41 |
0,39 |
0,35 |
| Для всех видов ремонтов |
2,81 |
0,87 |
0,66 |
0,64 |
0,64 |
| Для внедрения мероприятий по охране труда |
2,0 |
| Износ инструментов |
2,6 |
0,56 |
0,68 |
0,68 |
0,68 |
| Износ спецодежды |
8,28 |
2,07 |
2,07 |
2,07 |
2,07 |
| Другие малоценные предметы |
1,91 |
0,45 |
0,5 |
0,48 |
0,48 |
| Молоко, жиры и другие нейтрализующие вещества |
1,31 |
0,17 |
0,16 |
0,49 |
0,49 |
| 1. Итого вспомогательные материалы |
20,73 |
4,78 |
4,48 |
4,75 |
6,71 |
| 2. Приобретение датчиков |
1,4 |
1,4 |
| 3. Энергия |
30,94 |
1,4 |
7,31 |
7,31 |
14,92 |
| 4. Расходы на оплату труда |
160,4 |
20,9 |
41,56 |
35,23 |
48,74 |
| 5. Отчисление на госстрахование |
80,1 |
11,12 |
16,4 |
17,22 |
27,7 |
| 6. Амортизация основных фондов |
2,4 |
0,8 |
0,8 |
11,22 |
11,22 |
| 7. Расходы на оплату труда несписочного состава |
3,42 |
3,42 |
| Итого по смете: |
299,39 |
39 |
71,95 |
75,73 |
112,71 |
| Суммарная ремонтосложность оборудования, обслуживаемого токарного парка |
5698 |
| Затраты на 1 ремонтную единицу |
24,9 |
3,3 |
6,0 |
6,3 |
9,4 |
Как видно из представленных выше таблиц, затраты на содержание токарного парка уменьшились на 0,11 тыс. грн. При этом экономический эффект от внедрения датчиков не такой большой, как ожидалось, но при этом следует взять во внимание, что низкая экономическая эффективность новых технологий будет лишь в течение первого года после внедрения. В последующие же годы, экономия составит 1,5 – 3,0 тыс. грн. по токарному парку.
Если же учесть то, что рассмотрен лишь один участок (цех), то можно сделать выводы – внедрение на все производство таких датчиков понизит себестоимость выпускаемой продукции на 8 – 10 %, что не может не являться положительным моментом.
Ниже приведем расчет стоимости приобретения датчиков (таблица 11.4).
Табл. 11.4. Расчет стоимости приобретения датчиков
| Модель |
Количество |
Цена, грн |
Сумма, грн. |
Обоснование цены |
| 1. TakenakaSDB-20 (Япония) |
24 |
36 |
864 |
«Оборудование», № 31 (112) от 15.03.2006 |
| 2. BrownBovery (Швейцария) |
12 |
45 |
540 |
«Оборудование», № 31 (112) от 15.03.2006 |
Экономический эффект на всех этапах реализации мероприятий научно-технического прогресса определяется в общем случае как повышение стоимости оценки результатов над стоимостной оценкой совокупных затрат ресурсов за весь срок осуществления мероприятий.
Для того чтобы оценить экономическую эффективность проекта рассчитаем:
1. Чистый дисконтный доход
2. Индекс доходности
3. Срок окупаемости
Чистый дисконтный доход (если в течение расчетного периода не происходит инфляционного изменения цен)вычисляется по формуле:
ЧДД= = (4,31 – 1,4)* = (4,31 – 1,4)* = 3,2 (11.1) = 3,2 (11.1)
где Rt – результаты, достигаемые на t-м шаге расчета, гр.
3t – затраты, осуществляемые на том же шаге, гр.
Е - норма дисконта.
В нашем случае ЧДД равен 3,2.
Индекс доходности представляет собой отношение суммы приведенных эффектов к величине капиталовложений:
ИД= = =  (4,31-1,4) (4,31-1,4)  = 3,715 (11.2) = 3,715 (11.2)
В нашем случае ИД равен 3,715
Индекс доходности тесно связан с ЧДД: если ЧДД положителен, то ИД >1, и наоборот. Следовательно, если ИД >1, проект эффективен.
Внутренняя норам доходности представляет собой норму дисконта (Е), при которой величина приведенных эффектов равна приведенным капиталовложениям:
=  (11,3) (11,3)
Из формулы 11.3 следует, что норма доходности (норма дисконта Е) в нашем случае равна 0,1 или 10 %.
Срок окупаемости (Т) – минимальный временной интервал (от начала осуществления проекта), за пределами которого интегральный эффект становится и в дальнейшем остается неотрицательным. Период окупаемости проекта следует рассматривать как точку безубыточности: с этого момента проект приносит доход, а до него результаты компенсировали издержки.
Так как затраты на приобретение и установку датчиков единовременные, то и срок окупаемости внедрения небольшой. В нашем случае срок окупаемости следует принять как 1 год (исходя из табл. 11.3)
Раздел 12. Заключение
Экономическая эффективность производства предприятия – степень использования производственного потенциала, которая выявляется соотношением результатов и затрат производства. Чем выше результат при тех же затратах, чем быстрее он растет в расчете на единицу затрат необходимого труда, или чем меньше затрат на единицу полезного эффекта, тем выше эффективность производства. Обобщающим критерием экономической эффективности производства служит уровень производительности труда. Эффективность производства –
это показатель деятельности производства по распределению и переработке ресурсов с целью производства товаров. Эффективность можно измерить через коэффициент – отношение результатов на выходе к ресурсам на входе или через объёмы выпуска продукции, её номенклатуры.
Экономический эффект отображает различные стоимостные показатели, которые характеризуют промежуточные и конечные результаты производства на предприятии. К таким показателям относятся объем товарной, чистой или реализованной продукции, величина полученной прибыли, экономия тех или иных видов производственных ресурсов или общая экономия от снижения себестоимости продукции и т.п.
Социальный эффект сводится к сокращению продолжительности рабочей недели, увеличению новых рабочих мест и уровня занятости людей, улучшению условий труда и быта, состояния окружающей среды, общей безопасности жизни и т.п.
Суть проблемы повышения экономической эффективности производствасостоит в том, чтобы на каждую единицу трудовых, материальных и финансовых ресурсов добиваться существенного увеличения объёма производства продукции. Это, в конечном счете, означает повышение производительности общественного труда, что и является критерием (мерилом) повышения эффективности производства.
Необходимость и возможность повышения эффективности производства обусловливается как совокупностью постоянно действующих факторов, так и рядом особенностей современного этапа экономического развития Украины.
Как уже было сказано выше, данный дипломный проект был разработан для ОАО «Комиссаровский завод торгового машиностроения» с целью уменьшения затрат на обслуживание и ремонт оборудования, снижения себестоимости продукции. Были разработаны новые более прогрессивные методы внедрения автоматических систем управления, получены положительные результаты экономических обоснований внедрения проекта.
Данный проект является перспективным и позволит при минимальных затратах получить максимальные выгоды при его внедрении в производство. Тематика проекта согласована и одобрена председателем правления ОАО «Комиссаровский завод торгового машиностроения», и при вложении некоторых инвестиций будет внедрена в производство.
13. Список использованной литературы
1. Волосов С.С., Педь Е.И. Приборы для автоматического контроля в машиностроении. Издательство стандартов, М. - 1976
2. Гармат-Курек Л.И. Экономическое обоснование дипломных проектов. «Высшая школа», М. – 1979
3. Инструкция по определению производственных мощностей. ЦБТИ, М. – 1983
4. Кабаков В.С. Программно-целевое управление использованием основных фондов в машиностроении. «Машиностроение», Ленинград – 1982
5. Маниловский В.Г. Выявление и использование внутрипроизводственных резервов. «Машиностроение», М.-1977
6. Мясников В.А. Программное управление оборудованием. «Машиностроение», Ленинград – 1988
7. Организация и планирование машиностроительного производства, под ред. М.И. Ипатова. «Высшая школа», М. – 1988
8. Приборы для неразрушающего контроля материалов и изделий, 1-й том под ред. В.В. Клюева. «Машиностроение», М.-1986
9. Сидоров В.Н. Безопасность труда при работе на металлорежущих станках. Лениздат – 1985
10. Синавина В.С. Оценка качества функционирования АСУ. «Экономика», М.-1984
1. Справочник по охране труда на промышленном предприятии. «Техника», Киев - 1991
11. Старков В.К. Технологические методы повышения надежности обработки на станках с ЧПУ. «Машиностроение», М.-1984
|