| Содержание
Введение
1. Анализ базового технологического процесса сборки и сварки, технико-экономическое обоснование необходимости выпуска изделия
1.1 Анализ конструктивных решений и обоснование выбора материала изделия
2. Технологический процесс заготовки, сборки и сварки
2.1 Разработка технологического процесса заготовительных операций для деталей, входящих в изделие. Обоснование выбора заготовительного оборудования
2.2 Расчет потребности в материалах на изготовление изделия
2.3 Выбор и технико-экономическое обоснование способа сварки
2.4 Расчет режимов сварки
2.5 Выбор сварочных материалов. Расчет массы наплавленного металла и потребности в сварочных материалах
2.6 Выбор и обоснование сварочного оборудования
2.7 Анализ деформаций сварной конструкции, разработка мероприятий по их уменьшению
2.8 Расчленение конструкции на узлы и описание маршрутной технологии сборки и сварки
2.9 Разработка операционной технологии сборки и сварки. Заполнение карт операционной технологии
2.10 Расчет норм времени сборочно-сварочных и вспомогательных работ
3. Конструирование, расчет и описание средств технологического оснащения
3.1 Выбор установочных баз и разработка теоретической схемы базирования деталей и узлов
3.2 Выбор и обоснование типа установочных и прижимных элементов
3.3 Разработка принципиальной схемы приспособлений
3.4 Расчет усилий прижатия и конструктивных параметров прижимных устройств
4. Обеспечение качества выпускаемой продукции
4.1 Обоснование уровня качества и норм дефектности
4.2 Выбор и технико-экономическое обоснование методов контроля, технологических процессов и качества изготовления изделия
4.3 Выбор аппаратуры для контроля
4.4 Разработка технологии контроля
5. Расчет участка
5.1 расчет количества оборудования и рабочих мест
5.2 Расчет количества рабочих, служащих, ИТР
5.3 Расчет грузопотока и выбор транспортных средств
5.4 Расчет площадей участка
5.5 Планировка участка
6. Мероприятия по экономии энергетических ресурсов
6.1 Расчет освещения
6.2 Расчет потребности в силовой электроэнергии
6.3 Расчет отопления и вентиляции
6.4 Водоснабжение и канализация
6.5 Расчет потребного количества газов
7. Безопасность и экологичность проекта
7.1 Идентификация и анализ вредных и опасных факторов в проектируемом объекте
7.2 Технические, технологические, организационные решения по устранению опасных и вредных факторов
7.3 Разработка мер безопасности при эксплуатации объекта
8. Организационная часть
8.1 Организация и паспортизация рабочих мест
8.2 Организация управления цехом
8.3 Организация технического контроля
8.4 Организация вспомогательных служб
9. Метрология, стандартизация и сертификация
9.1 Метрологическое обеспечение технологического процесса. Методы и средства измерений
9.2 Сертификация продукции и систем управления качеством в соответствии со стандартом ISO 9000 и ISO 14000
10. Экономическая часть
10.1 Экономическое обоснование проектируемого техпроцесса
10.1.1 Расчет годового экономического эффекта
10.1.2 Расчет единовременных затрат
10.1.3 Расчет годовых текущих издержек
10.2 Технико-экономические показатели проектируемого участка
10.2.1 Расчет численности персонала на участке
10.2.2 Расчет фонда оплаты труда и отчислений на социальные нужды
10.2.3 Расчет стоимости основных производственных фондов
10.2.4 Определение размера материальных затрат
10.2.5 Определение калькуляции себестоимости изделия на участке
10.2.6 Расчет объема товарной продукции и показателей эффективности
10.2.7 Расчет срока окупаемости инвестиций в участок
10.2.8 Итоговые показатели и выводы
Вывод
Список используемых источников
Сварка - это технологический процесс получения неразъёмных соединений из металлов и сплавов, как между собой, так и с не металлами путем восстановления межатомных связей при их местном или общем нагреве или пластической деформации или совместного действия того и другого.
Сварка является одним из основных технологических процессов при изготовлении самых разнообразных конструкций в различных отраслях промышленности и строительства. Трудно назвать какую-либо другую технологию, которая с такой же интенсивностью развивалась и по разнообразию, объемам применения была бы сравнима со сваркой.
Анализ развития машиностроительного производства показывает, что допущены значительные диспропорции в совершенствовании различных технологических процессов производства изделий, что является серьезным тормозом на пути осуществления комплексной механизации и автоматизации производственных процессов и повышения качества выпускаемых изделий. В результате допущенной диспропорции в замене ручного труда процессы сварки сейчас наименее механизированы и автоматизированы и занимают непропорционально большой удельный вес в общей структуре трудоемкости производства машин (25-40%) и приборов (40-70%). Сегодня в большинстве производств трудоемкость сборочных-сварочных работ обычно приближается или превосходит трудоемкость механообработки резанием и значительно превышает затраты труда на всех других технологических этапах производства. При этом анализ процесса снижения трудоемкости по видам работ показывает, что в результате широкого внедрения эффективных средств механизации и автоматизации относительная трудоемкость заготовительных процессов и механообработки резанием из года в год неуклонно сокращается, тогда как относительная трудоемкость сборки-сварки, как правило, неуклонно растет. Все это обусловлено тем, что при сборке-сварке изделий применяются и внедряются меньше всего средств автоматизации по сравнению с другими технологическими участками производства. Высокая эффективность сборочно-сварочного производства может быть получена за счет широкого внедрения передовой технологии, высокоэффективных средств механизации и автоматизации сборки-сварки и научной организации труда.
Объектом данного дипломного проекта является кабина трактора МТЗ.
Основными целями данного дипломного проекта являются:
1) разработка технологии обеспечивающей высокую точность и стабильность процесса изготовления сварной конструкции;
2) максимальная автоматизация всех стадий технологического процесса;
3) внедрение новых сварочных материалов;
4) обеспечение установленных техническими требованиями параметров точности изделия;
5) обеспечение высокого уровня экономических показателей.
В связи с возросшими требования к качеству продукции конструкторским бюро минского тракторного завода был создан новый трактор МТЗ 2522.
Данный трактор оснащен высоконадежным, экономичным двигателем с турбонадувом мощностью 250 л. с., синхронизированной трансмиссией, гидронавесной системой с микропроцессорным управлением, обеспечивающим оптимальное агрегатирование с сельскохозяйственными машинами и высокую производительность МТА, переналаживаемым на реверс постом управления.
Неотъемлемой частью нового трактора МТЗ 2522 является кабина (см. лист КТ 044/06 01.00.000 ДП графической части).
Кабина трактора разработана с целью улучшения условий труда и техники безопасности для тракториста, тепло - и шумоизоляции, обзорности, внешнего вида и снижению вибрации на рабочем месте.
Кабина отличается улучшенной формой, измененной формой капота, крыльев, подножек.
Кабина состоит из: передней стенки, задней стенки основания, левой и правой боковин, балок и др. элементов.
Силовые элементы кабины (стойки, балки, передняя стенка) выполнены из специального профиля и труб различного сечения, что обеспечило повышенные защитные свойства кабины.
В процессе эксплуатации на кабину воздействует ряд не благоприятных факторов:
1) ударные и знакопеременные нагрузки;
2) коррозионное воздействие со стороны внешней среды;
3) перепады температур (зима-лето) и т.д.
В связи с этим к изготовлению кабины предъявляются следующие технические требования:
1) точность сварной конструкции и линейные размеры по 3 классу точности;
2) предельные отклонения размеров по ГОСТ 30021 - 93;
3) сварные соединения 1 класса по СТБ 1016 - 96;
4) контроль изготовления изделия 100%.
Выбор материала - важный этап проектирования, так как материал оказывает значительное влияние на эксплуатационные качества конструкции, на ее массу и экономичность изготовления.
Поэтому материал выбирается с учетом характера эксплуатационных
нагрузок (усталостных, ударных, статических), условий работы конструкций низкие и высокие температуры), агрессивной среды, износа и т.д.
Важным параметром качества материала является стабильность его свойств - узость интервала в разбросе показателей механических характеристик.
Кроме того, при выборе материала учитывают свариваемость, первоначальные затраты на материал, технологическую обработку, проведение сварочных операций и т.д.
Свариваемость - способность металлов и сплавов образовывать сварное соединение удовлетворяющее технологическим требованиям. Свариваемость сложная характеристика металлов и сплавов и её определение представляет некоторые трудности. Детали кабины трактора изготовлены из низкоуглеродистой стали марок: Сталь 08, Сталь 10, Сталь 20 (ГОСТ 1050-88). Химический состав данных сталей приведен в таблице 1.2.1 [1].
Таблица 1.2.1 - Химический состав и механические свойства сталей
| Марка стали
|
Пределы содержания химических элементов,%
|
σ0,2,
МПа
|
σв,
МПа
|
| С
|
Mn
|
Si
|
| 08
|
≤0,01
|
0,25-0,45
|
≤0,3
|
≤210
|
260-370
|
| 10
|
0,07-0,14
|
0,35-0,65
|
0,17-0,37
|
≤220
|
≤380
|
| 20
|
0,17-0,24
|
0,35-0,65
|
0,17-0,37
|
≤240
|
≤400
|
Основным элементом определяющим свариваемость углеродистых сталей является % С. Ориентировочным количественным показателем свариваемости стали является эквивалентное содержание углерода, которое определяется по формуле [5]
Сэкв = С + Mn/6 + Si/24 + Cr/5 + Ni/40 + Cu/13 + V/14 + P/2. (1.1.1)
Определим Сэкв для каждого используемого материала.
Для стали 08:
Сэкв = 0,08 + 0,3/6 + 0,25/24 + 0,15/5 + 0,1/40 + 0,2/30 + 0,045/2 =0,12.
Для стали 10:
Сэкв = 0,1 + 0,4/6 + 0,3/24 + 0,15/5 + 0,1/40 + 0,2/30 + 0,045/2 = 0,18.
Для стали 20:
Сэкв = 0,2 + 0,4/6 + 0,3/24 + 0,15/5 + 0,1/40 + 0,2/30 + 0,045/2 = 0,24.
Т. к. во всех используемых для изготовления деталей кабины материалах Сэкв < 0,25, то данные стали обладают хорошей свариваемостью и при соблюдении определённых условий могут быть сварены всеми видами сварки, имеющими промышленное значение. При этом сварные швы обладают необходимой стойкостью против образования кристаллизационных трещин.
Анализ базового технологического процесса, направления его совершенствования
Исходными данными для выполнения данного дипломного проекта является технологический процесс для сварки кабины трактора, разработанный на ПО "Минский тракторный завод".
Сборка и сварка кабины трактора производится в главном кондукторе. Фиксация пола, боковин производится при помощи пневматических прижимов, стенка передняя и стенка задняя устанавливаются по неподвижным упорам; установка балок производится по отводным упорам.
Установка боковин в приспособление и съем готового изделия производится с помощью кран-балки.
Сварка осуществляется в среде углекислого газа полуавтоматом А 825 с источником питания Magster 351W
К недостаткам данного технологического процесса можно отнести вероятность пропуска сварных швов в виду их большого количества и как следствие необходимость дополнительной операции осмотра конструкции и заварка пропущенных швов.
В проектируемом варианте предлагается сварку выполнять при помощи промышленного робота с использованием в качестве защитного газа смеси углекислого газа и аргона с добавлением кислорода.
Данные изменения позволят сократить расход электроэнергии, снизить потери сварочной проволоки на разбрызгивание, повысить производительность труда за счет сокращения времени сварки и отсутствия операции осмотра и доварки недостающих швов. Получить сварные соединения с более высокими механическими свойствами.
Что в результате приведет к снижению себестоимости.
Анализ обоснованности выбора основного и вспомогательного сварочного оборудования
Оборудование для сварки может быть универсальным и специальным. Сварку осуществляют на сварочном посту или установке. В состав поста (установки) входит оборудование: сварочное, технологическое, механическое, вспомогательное и инструмент.
Сварочное оборудование включает источники питания и сварочные аппараты с приборами управления и регулирования процесса. Технические и конструктивные особенности источника питания, аппарата с приборами управления и регулирования процесса обусловливаются технологическим процессом сварки.
Технологическое оборудование включает: установочные и зажимные приспособления (стенды), герметичные камеры для защитной атмосферы, и другое. Основным назначением сборочного оборудования является фиксация и закрепление деталей собираемого сварного узла в заданном положении. Сборку можно производить на плите, стеллаже, стенде или в специальном приспособлении. Использование специальных сборочных приспособлений позволяет повысить производительность труда и улучшить качество сборки. При сборке детали заводят в приспособление, укладывают по упорам или фиксаторам и закрепляют прижимами. Винтовые, рычажные или эксцентриковые прижимы просты, но они приводятся в действие вручную. Использование пневматических, гидравлических, магнитных прижимов значительно сокращает вспомогательное время, особенно если требуется зажать изделие одновременно в нескольких местах, позволяет создать большие прижимные усилия, делает возможным расположение прижимов в труднодоступных местах.
В большинстве случаев, сборочное и сборочно-сварочное оборудование (кондукторы, стенды, установки) является специализированным, рассчитанным на изготовление изделий одного типоразмера или группы однотипных изделий. Однако узлы сборочного оборудования (установочные и закрепляющие элементы, поворотные устройства, основания) имеют универсальное значение и используются в различном сборочном оборудовании. Универсально-сборные приспособления сварочного производства представляют собой набор нормализованных деталей и узлов, из которых многократно компонуют приспособления для сборки и сварки различных сварных узлов. После изготовления партии сварных узлов приспособление разбирают, и детали и узлы используют для компоновки новых приспособлений. Универсально-сборные приспособления наиболее рациональны в единичном, опытном и мелкосерийном производстве, когда использовать специальное оборудование экономически невыгодно.
Исходя из программы выпуска, конструкции изделия и технологии изготовления для сборки передней рамы погрузчика используем специальное сборочное приспособление с пневматическими зажимными элементами. Сборка мелких узлов простой конструкции осуществляется на универсальной сборочно-сварочной плите. Для установки некоторых деталей, сборка в стенде которых вызывает некоторые затруднения, используем специальные шаблоны.
Механическое и вспомогательное оборудование включает: кантователи, позиционеры, манипуляторы, вращатели, подъемные площадки, люнеты и другое. Данное оборудование служит для установки и перемещения изделий в наиболее удобное для выполнения технологической операции положение и обеспечивает одно, два или три рабочих движений свариваемых изделий. Его использование позволяет оптимизировать положение изделия при сварке, улучшить доступ к сварным швам, повысить качество сварки, обеспечить получение конструкции согласно техническим требованиям.
Инструмент включает: молотки, зубила, щётки, пассатижи и другое.
Степень использования: технологического, механического и вспомогательного оборудования зависит от сложности и объёма выполняемых работ. Ввиду того, что при сварке значительное время затрачивается на вспомогательные, сборочные и дополнительные работы, сокращение цикла производства и повышение качества и эффективности сварочных работ может быть достигнуто только при комплексной механизации всех операций.
Исследование конкурентоспособности изделия на рынке сбыта. Расчет и обоснование программы выпуска
Кабина трактора - объект данного дипломного проекта является составной частью трактора МТЗ 2522, выпускаемого Минским тракторным заводом, который относится к сельскохозяйственной технике и имеет широкое применение.
Данный трактор является новинкой и не имеет аналогов в республике Беларусь. По производительности он не только не уступает мировым аналогам, но и превосходит некоторые из них. Имеет меньшую массу и габаритные размеры что делает его более маневренным и удобным в эксплуатации.
Исходя из этого, можно сделать вывод о достаточно большой потребности в тракторах данной модели. В Республике Беларусь и в странах СНГ существует несколько заводов, выпускающий данный тип тракторов. Трактор изготавливаемый на Минском тракторном заводе является более доступным по цене по сравнению с аналогичными машинами ведущих мировых производителей и стран СНГ.
Годовая производственная программа по выпуску трактора МТЗ 2522 составляет 7500 штук в год.
Составление технических условий на изготовление изделия
1) Подготовка деталей на сборку и сварку.
Все детали, поступающие на сборку, должны быть изготовлены в соответствие с чертежами, отклонения от плоскости и прямолинейности должны соответствовать ГОСТ 2246-81, если они не оговорены техническими требованиями чертежа.
На свариваемых поверхностях, в зазорах, между деталями, собранными для сварки не допускается наличие масла, ржавчины, грызи и влаги.
Окраска деталей перед сваркой не допускается.
Материалы для изготовления деталей должны соответствовать требованиям стандартов и технических условий.
Поверхности деталей, изготовленных из металлопроката и подвергшихся механической обработке не должны иметь раковин, заусенец, трещин и других
механических повреждений.
2) Сборка конструкции.
Сборка деталей под сварку производится в специальных приспособлениях, обеспечивающих изготовление кабины трактора в соответствии с требованиями чертежа.
Сборочно-сварочные приспособления должны периодически контролироваться на соответствие их чертежам.
3) Сварка изделия.
Сварочное оборудование должно соответствовать паспортным данным, а так же оснащено контрольно-измерительными приборами и защитными устройствами, обеспечивающими установку, соблюдение и проверку требуемых режимов сварки, и безопасность работы.
Наладку сварочного оборудования и оснастки следует осуществлять в соответствии с действующей технической документацией на сварочное оборудование и оснастку.
Выполнение швов сваркой осуществляется без перерыва по всей длине шва, кроме случаев, предусмотренных технологическим процессом.
4) Требования к качеству сварки и контроль качества.
Точность изготовления сварных узлов проверяют в соответствии с чертежами узлов.
При наличии в сварном соединении различных дефектов допустимых без исправления, общая протяжность участков с дефектами не должна превышать в конструкциях II класса 20% от общей длины швов. Исправление дефектов в сварных конструкциях II класса не допускается производить более двух раз в одном и том же месте. Сварные швы должны располагаться с учетом доступности их контроля. Контроль кабины трактора должен производиться внешним осмотром в соответствии с требованиями СТБ 1133-98.
При изготовлении заготовок кабины необходимо выполнить ряд заготовительных операций, таких как правка, резка, гибка, очистка, разметка.
Правка необходима для выправления проката до его обработки и заготовок после вырезки и производится путем пластического изгиба или растяжения материала. В таблице 2.1 1 приведены дефекты, исправляемые правкой [2].
Таблица 2.1.1 - Виды дефектов исправляемых правкой
| Вид дефектов
|
Причина возникновения,
места возникновения
|
| Серповидность
|
На узких полосках
|
| Волнистость
|
При резке на ножницах
|
| Волнистость на ограниченных участках
|
Вследствие неравномерного
остывания после прокатки
|
| Змеевидность
|
Вследствие неравномерного
остывания
|
| Выпученность
|
Вследствие неравномерного
остывания
|
Резка - это заготовительная операция, в процессе которой происходит разделение листов металла на части определенных размеров.
При изготовлении деталей сварных конструкций применяют следующие виды резки: ножницами, на отрезных станках, термическую резку, в штампах на прессах.
Ножницы применяют для резки листового, фасонного и сортового материла малых и средних толщин и сечений. Резка на ножницах основана на упругопластической деформации и скалывании металла под давлением ножа. При резке листового и фасонного материала толщиной до 6 мм целесообразно применять резку на гильотинных ножницах.
Для изготовления деталей, входящих в изделие - кабина в базовом варианте применяют следующее оборудование:
а) Для раскроя листового металла применяем гильотинные ножницы Н - 3218 - Б:
толщина разрезаемого металла до 6мм.
ширина разрезаемого металла до 2500 мм.
б) Для резки труб и профилей сложного сечения применяется установка плазменной резки:
длина раскроя до 3000 мм;
сечение раскроя до 160*160 мм;
толщина стенки до 10 мм;
в) Для гибки деталей из профильного проката и листового металла применяют пресс ПК ZZ - 500/2800:
усилие пресса до 500 т. с.
Для уменьшения времени, увеличения точности изготовления деталей кабины трактора, снижения внутренних напряжений в заготовках вызванных механической обработкой рекомендуется заменить раскрой листового металла гильотинными ножницами и раскрой профильного проката плазменной резкой на раскрой при помощи лазерного излучения.
Сфокусированное лазерное излучение, обеспечивая высокую концентрацию энергии, позволяет разрезать практически любые материалы независимо от их теплофизических свойств. При этом можно получить узкие резы с минимальной зоной термического влияния. При лазерной резке отсутствует механическое воздействие на обрабатываемый материал, возникают минимальные деформации, как временные в процессе резки, так и остаточные после полного остывания.
Вследствие этого лазерную резку даже легкодеформируемых и нежестких заготовок и деталей можно осуществлять с высокой степенью точности.
Благодаря большой мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством поверхностей реза.
Легкое и сравнительно простое управление лазерным излучением позволяет осуществлять лазерную резку по сложному контуру плоских и объемных деталей и заготовок с высокой степенью автоматизации процесса.
Для резки металла применяют технологические установки на основе твердотельных и газовых СО2
-лазеров, работающих как в непрерывном так и в импульсно-периодическом режимах излучения.
В качестве оборудования для лазерной резки предлагается использовать лазерный комплекс Bystar3015. Он предназначен для раскроя листового материала и труб.
Диапазон толщины материала заготовок составляет:
1) углеродистые стали - от 0,3мм до 20мм;
2) никелированные стали и твердосплавные материалы - от 0,3мм до10мм;
3) цветные металлы и сплавы - от 0,3мм до 8мм;
4) трубы диаметром до 120мм;
5) точность обработки - 0,1мм.
Резка может протекать как в штатном, так и в импульсном режиме.
Импульсный режим позволяет резать материал большей толщины и получать сверхкачественную поверхность.
Мощность лазера изменяется в пределах до 3кВт. Применяемый координатный стол размером 1500х3000мм снимает любые ограничения по геометрической сложности вырезаемых изделий
.
Компьютер оптимально располагает чертежи заготовок на листе, обеспечивая минимальные потери площади листа материала. Скорость реза составляет 50м/мин при толщине листа стали 1мм.
Автоматизированная загрузка листов материала и два сменных рабочих стола (на одном идет резка, на другом производится разгрузка-загрузка материала и деталей) сводят к минимуму простой в результате влияния человеческого фактора.
Данный комплекс имеет значительную цену, однако в рамках завода его можно загрузить не только деталями кабины, что позволит ему окупиться в кратчайшие сроки.
Гибка - это процесс придания металлу определенных геометрических форм. В настоящее время широкое распространение получили такие виды гибки как гибка на листогибочных валковых машинах, гибка на листогибочных прессах, гибка взрывом, гибка вытяжкой.
Очистку применяют для удаления с поверхности металла средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалины, заусенцев, грата и шлака, затрудняющих процесс сварки, вызывающих дефекты сварных швов и препятствующих нанесению защитных покрытий. Для очистки проката деталей и сварных узлов применяют механические и химические методы.
Для очистки заготовок от заусенцев при изготовлении данных заготовок целесообразно применять шлифовальную машинку.
Разметка - это процесс переноса формы и размеров деталей с чертежа на поверхность металла с помощью измерительных инструментов: рулетки, линейки, рейсмусов, угольников, чертилок, циркулей, лекал, кернеров, молотков. Все измерительные и разметочные инструменты должны соответствовать техническим требованиям.
Для снижения себестоимости изготовления кабины трактора необходимо экономить металл, так как практически 40% стоимости изделия падает на него.
Норма расхода металла на одно изделие при коэффициенте использования металла равным 0,85 составляет 305 кг.
На годовую программу норма расхода составит:
305*7500 = 2287500, кг.
Основные мероприятия по экономии металла:
1 применение рациональной схемы раскроя листа с составлением карт раскроя, при которых обеспечивается наименьшее количество отходов и наименьшая суммарная длина резов;
2 получение мерного проката - это даст минимальный процент отходов при раскрое;
3 систематизация номенклатуры деталей, с целью применения прогрессивного оборудования для снижения отходов.
Утилизация отходов предусмотрена в проекте со следующими направлениями:
Изготовление других мелких деталей изделий, включенных в производственную программу завода. В этом случае некоторая часть отходов используется не только в проектируемом сборочно-сварочном цехе, но и в других цехах завода.
Изготовление продукции ширпотреба.
б Переплавка в сталелитейном цехе. В переплавку отправляют лишь отходы, которые не могут быть использованы одним из указанных способов.
Наиболее целесообразно и выгодно сборку и сварку кабины производить в приспособлении.
Ручную дуговую сварку применять при сварке кабины не целесообразно из-за малой производительности и большой затраты ручного труда.
Сварку под слоем флюса также не целесообразно применять, т.к из-за малых площадей соприкосновения деталей возможно рассыпание флюса, что влечет за собой неэкономичное расходование флюса.
Наиболее выгодно кабину варить полуавтоматической и автоматической сваркой в среде защитных газов. Данные способы сварки позволяют значительно увеличить глубину проплавления пол сравнению с ручной дуговой сваркой. Этому способствует использование электродной проволоки меньших диаметров и большей, чем при ручной дуговой сварке, плотности тока. Наибольшую глубину проплавления получают при сварке в среде аргона. Но из-за недостаточной ширины могут ухудшаться условия выходов газов из сварочной ванны. Вследствие этого повышается вероятность возникновения пор.
Наиболее целесообразно при сварке кабины применять автоматическую сварку в смеси углекислого газа и аргона по ряду следующих причин:
1) большая глубина проплавления по сравнению с ручной дуговой сваркой;
2) нет необходимости в приварке вводных и выводных планок;
3) дешевле, чем чистый аргон;
4) достаточная глубина проплавления;
5) высокая производительность сварки.
В базовом варианте кабина трактора варится дуговой сваркой в СО2.
Сварка в С02
экономична, обеспечивает достаточно высокое качество швов, особенно при сварке низкоуглеродистых сталей, позволяет выполнять швы в различных пространственных положениях.
Схема процесса приведена на рисунке 1 [11].
Защитный газ 2, выходя из сопла 1 вытесняет воздух из зоны сварки. Сварочная проволока 3 подается вниз роликами 4, которые вращаются двигателем подающего механизма. Подвод сварочного тока к проволоке осуществляется через скользящий контакт 5.

Рисунок 1 - Схема процесса сварки в защитных газах плавящимся электродом: 1 - сопло сварочной горелки; 2 - подача защитного газа; 3 - сварочная проволока; 4 - подающие ролики; 5 - скользящий токоподвод
При сварке в СО2
имеет свои особенности перенос электродного металла. В зоне дуги происходит диссоциация углекислого газа, которая сопровождается поглощением тепла. Кроме того, углекислый газ обладает достаточно высокой теплопроводностью. Эти процессы приводят к интенсивному отводу тепла от внешней поверхности дуги, в результате чего она сжимается. Анодное пятно разогревает только центральную часть капли, не захватывая боковые поверхности проволоки. При сварке в СО2
наблюдается низкая интенсивность, нагрева проволоки дугой, т.к он осуществляется за счет передачи тепла через каплю. Поэтому процесс сварки в СО2
характерен переносом электродного металла достаточно крупными каплями (рисунок 2).
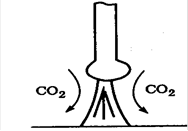
Рисунок 2 - Формирование капли электродного металла при сварке в СО2
Процесс переноса тесно связан с процессом разбрызгивания металла при сварке. Разбрызгивание металла объясняется следующими причинами. Во-первых, выдуванием капли потоками газов и паров, поднимающихся со сварочной ванны. При этом капля первоначально отклоняется от заданной траектории, а затем отрывается и уносится в сторону от сварочной ванны. Этот процесс происходит более интенсивно для капель крупных размеров, т.к в этом случае увеличивается их, парусность, а также, время зависания капли на конце проволоки. Другой причиной разбрызгивания является падение капли в ванну жидкого металла, вследствие чего она частично выплескивается. Этот процесс также более интенсивно происходит при крупнокапельном переносе. Образуются брызги и при разрыве перемычки жидкого металла, соединяющего каплю со сварочной проволокой.
Возможно образование брызг и при нарушениях технологического процесса сварки. Например, при наличии на проволоке ржавчины, что приводит к частым взрывам крупных капель; при неправильном соотношении между параметрами режима сварки, когда проволока выбрасывается из зоны сварки не расплавившимися частями. Аналогичные выбросы возможны и вначале сварке при плохих динамических характеристиках источника питания дуги.
На рисунке 3 приведена зависимость потерь на разбрызгивание от силы сварочного тока для проволоки Св08Г2С диаметром 1,2 мм. Для каждого диаметра проволоки существует область токов, при которых разбрызгивание максимально. Эта область соответствует крупнокапельному, переносу.

Рисунок 3 - Зависимость потерь на разбрызгивание от силы сварочного тока обратной полярности для проволоки Св08Г2С
При малых токах, когда перенос происходит короткими замыканиями, разбрызгивание ниже. Ниже разбрызгивание и при больших токах, для которых характерен меньший размер капель.
Высокий уровень потерь электродного металла на разбрызгивание, значительные трудозатраты на зачистку брызг в районе шва и околошовной зоне, проблемы формирования сварного шва и обеспечения определенного уровня его усталостной прочности, а также плотности не позволяют получить кабину трактора надлежащего качества способом сварки плавящимся электродом в среде углекислого газа (СО2
).
Одним из путей ослабления и устранения недостатков сварки плавящимся электродом в среде СО2
- замена СО2
защитными газовыми смесями на основе аргона. Пригодными для решения широкого круга технологических задач могут быть смеси следующего состава:
Ar + O2
; Ar + CO2
; Ar + CO2
+ O2
.
Эффективность процесса сварки оценивается по производительности процесса Q, кг/ч - количество наплавленного металла в единицу времени и некоторыми технологическими коэффициентами:
Y,% - коэффициент потерь электродного металла на разбрызгивание;
αн
‚% - коэффициент набрызгивания, определяющий трудозатраты на удаление брызг с поверхности свариваемых деталей.
В таблицах 2.2.1 и 2.2.2 представлены опытные данные характеризующие преимущества сварки в смесях. Сварка образцов произведена проволокой Св-08Г2С, диаметром 1,2 мм, ГОСТ 2246-70. Iсв=250-260А, Uд=23-25В.
Таблица 2.3.1 - Сравнительная характеристика сварки в CO2
и смесях Ar
| Защитный газ
|
Iсв, А
|
Uд, В
|
Q, кг/ч
|
Y,%
|
αн
,%
|
| СО2
|
200-210
|
22-23
|
2,3
|
4,7
|
1,5
|
| Ar + 20% CO2
+ 2% O2
|
200-210
|
25-26
|
3,7
|
3,2
|
0,2
|
| Ar + 12% CO2
+ 2% O2
|
200-210
|
21-22
|
3,1
|
1,4
|
0,2
|
Из данных таблицы 2.3.1 видно, что производительность сварки в смесях в 1,5-1,6 раза превышает производительность сварки в СО2
.
Таблица 2.3.2 - Механические свойства наплавленного металла
| Защитный газ
|
σт
, МПа
|
σв
, МПа
|
d,%
|
Y,%
|
KCU, Дж/см2
|
| СО2
|
401
|
546
|
27,0
|
62,4
|
14,1
|
| Ar + 20% CO2
+ 2% O2
|
392
|
583
|
29,5
|
63,5
|
23,5
|
| Ar + 12% CO2
+ 2% O2
|
390
|
585
|
29,0
|
63,0
|
24,0
|
Из данных таблицы 2.3.2 видно, что механические свойства наплавленного металла при сварке в смесях значительно выше, чем сварки в СО2
.
Преимущества применения газовых сварочных смесей на основе Ar по сравнению с СО2
1) увеличение количества наплавленного металла за единицу времени, а также снижение потерь электродного металла на разбрызгивание;
2) снижение количества прилипания брызг (набрызгивания) в районе сварного соединения и как следствие уменьшение до 95% трудоемкости по их удалению;
3) повышение плотности и пластичности металла шва;
4) повышение стойкости металла шва против образования горячих трещин (критическая скорость деформации при СО2
- 22,5 мм/мин, при сварке в смеси Ar + CO2
+ O2
составляет 27,1 мм/мин);
5) повышение циклической прочности сварного соединения;
6) процесс сварки стабилен даже при некоторой неравномерности подачи сварочной проволоки, а также наличия на ее поверхности следов технологической смазки и ржавчины;
7) сварку в вертикальном положении, возможно, вести в режиме капельного переноса электродного металла;
8) гигиенические условия труда на рабочем месте сварщика улучшаются за счет значительного уменьшения количества валовых выделений твердой фракции сварочного аэрозоля, а в ней снижение содержания токсичных выделений марганца и хрома.
Анализирую, приведенные данные для сварки кабины трактора вместо СO2
применяется трёх компонентная смесь на основе Ar (Ar+12%CO2
+2%O2
).
Чтобы исключить возможность распутывания или разматывания мотка, концы проволоки должны быть легко находимы.
Основными параметрами режима сварки являются: сила сварочного тока IСВ
, напряжение на дуге UД
, скорость подачи сварочной проволоки Vп. пр.,
диаметр проволоки dп
, скорость сварки VСВ
.
Первоначально задаемся диаметром проволоки dп
. Его значение зависит от толщины свариваемого металла и способа сварки: dп
=1,2 мм [1].
Рассчитаем параметры режима шва №1 выполняемого по ГОСТ 14771-76-Т1-К3.
Определяем величину сварочного тока, которая зависит от требуемой глубины проплавления h, от толщины металл δ и условий сварки. Для угловых швов глубину проплавления принимают h = 0,6*δ.
h = 0,6*5 = 3 мм.
Величину сварочного тока определяем по формуле
IСВ
=  ∙100, (2.4 1) ∙100, (2.4 1)
где kП
- коэффициент пропорциональности, зависящий от условий сварки, kП
= 1,75.
IСВ
=  ∙ 100 = 171,4. (2.4 2)
∙ 100 = 171,4. (2.4 2)
Уточняем диаметр проволоки по формуле
dп
= 1,13 ∙  , (2.4 3) , (2.4 3)
где j - допустимая плотность тока, j = (90 - 200) А/мм2
.
dп
= 1,13 ∙  = 1,2 мм. = 1,2 мм.
Напряжение на дуге устанавливаем в зависимости от способа сварки, а также от марки и диаметра проволоки. Для сварки в защитных газах напряжение определяется по формуле [1]
U2
= 20 +  ∙ IСВ
± 1. (2.4 4) ∙ IСВ
± 1. (2.4 4)
U2
= 20 +  ∙ 171,4 ± 1 = 29 В ∙ 171,4 ± 1 = 29 В
Скорость сварки вычисляем по формуле
VСВ
=  , (2.4 5) , (2.4 5)
где α
н
- коэффициент наплавки, α
н
= (12 - 14) г/А час;
IСВ
- сила сварочного тока, А;
γ - плотность металла, γ = 7,8 г/см3
;
Fн
- площадь поперечного сечения наплавленного металла за один проход, Fн
= 0,068 см2
VСВ
=  = 38,8 м/час. = 38,8 м/час.
Скорость подачи сварочной проволоки определяем по формуле
Vп. пр.
=  , (2.4 6) , (2.4 6)
где Fп
- площадь сечения проволоки, см2
.
Fп
=  , ,
Fп
=  = 1,13×10-2
см2,
Vп. пр.
= = 1,13×10-2
см2,
Vп. пр.
=  = 233,4 м/час. = 233,4 м/час.
Рассчитаем параметры режима шва №2 выполняемого по ГОСТ 14771-76-У2.
Величину сварочного тока определяем по формуле (2.4 1) [1].
IСВ
=
∙ 100 = 171,4.
Уточняем диаметр проволоки по формуле (2.4 2)
dп
= 1,13 ∙  = 1,2 мм. = 1,2 мм.
Определяем напряжение на дуге по формуле (2.4 3)
U2
= 20 +  ∙ 171,4 ± 1 = 28 В ∙ 171,4 ± 1 = 28 В
Скорость сварки вычисляем по формуле [1]
VСВ
= ,
где α
н
- коэффициент наплавки, α
н
= (12 - 14) г/А час;
IСВ
- сила сварочного тока, А;
γ - плотность металла, γ = 7,8 г/см3
;
Fн
- площадь поперечного сечения наплавленного металла за один проход, Fн
= 0,065 см2
.
VСВ
=  = 43,9 м/час. = 43,9 м/час.
Скорость подачи сварочной проволоки определяем по формуле (2.4 5)
Fп
= ,
Fп
= = 1,13×10-2
см2,
Vп. пр.
= = 233,19 м/час.
Рассчитанные режимы сварки сводим в таблицу 2.4 1
Таблица 2.4 1 - Режимы сварки
| ГОСТ
|
Обозначение шва
|
Сварочный ток, А
|
Напряжение на дуге, В
|
Скорость сварки, м/ч
|
| 14771-76
|
Т1-К3
|
172
|
29
|
38,8
|
| 14771-76
|
У2
|
172
|
28
|
43,9
|
| 14771-76
|
Т1-К3
|
172
|
29
|
38,8
|
Одним из путей снижения массы наплавленного металла при сварке конструкций из низколегированных сталей является применение сложнолегированных сварочных проволок, обладающих более высокими пределами прочности и текучести по сравнению с основным металлом. В этом случае прочность соединения с угловыми швами увеличивается в результате повышения площади поверхности разрушения, которое происходит по границе сплавления с основным металлом. Это позволяет снизить массу наплавленного металла.
Рекомендаций по применению легированных проволок для получения швов более прочных, чем основной металл, нет, а задача выбора проволоки несколько противоречива. С одной стороны ее прочностные показатели должны быть достаточно высокими, чтобы обеспечить возможность снижения катета шва. С другой стороны, проволока должна быть достаточно дешевой чтобы ее применение давало по сравнению с обычной экономический эффект. Кроме того, наплавленный металл должен обладать достаточной технологической прочностью, т.е. стойкостью против кристаллизационных трещин. При этом его пластические свойства должны быть близки к пластическим свойствам основного металла.
Для сварки данной конструкции применяется сварочная проволока Св-08Г2С (химический состав в таблице 2.4 1) диаметром 1,2 мм по ГОСТ 2246 - 70 [1].
Таблица 2.5 1 - Химический состав проволоки Св-08Г2С
| С,%
|
Сr,%
|
S,%
|
Ni,%
|
Mn,%
|
Si,%
|
P,%
|
As,%
|
| < 0,11
|
< 0,2
|
0,025
|
< 0,25
|
1,8-2,1
|
0,7-0,95
|
0,030
|
< 0,08
|
Поверхность проволоки должна быть чистой, гладкой, без трещин, расслоений, закатов, раковин, забоин, окалины, ржавчины, масла и др. Допускаются риски, царапины. Величина их не должна превышать допускаемого.
Проволока поставляется намотанной на катушки или кассеты. Проволока должна состоять из одного отрезка, свернутого не перепутанными рядами.
Расчет сварочных материалов зависит от площади поперечного сечения наплавленного металла шва, длины шва, размера партии, коэффициента потерь.
Массу наплавленного металла рассчитываем по формуле [6]
GN
= r Vn
(
2.5 1) Vn
(
2.5 1)
где r - плотность Ме г/мм3
;
Vn
- обьем наплавленного металла мм3
.
Площадь поперечного сечения
1) ГОСТ 14771-76-Т1-К3 Fn1
=6,8 мм2
.
2) ГОСТ 14771-76-У2 Fn3
=6 мм2
.
3) ГОСТ 14771-76-Т1-К3-40/80 Fn3
=6,8 мм2
.
Определяем суммарную длину каждого типа сварного шва. Длинна каждого типа шва берется из технологического процесса.
1) ГОСТ 14771-76-Т1-К3 ×LNM
. =1660мм
2) ГОСТ 14771-76-У2 ×LNM
. =1846мм
3) ГОСТ 14771-76-Т1К3-40/80 ×LNM
=1855мм
Определяем объем наплавленного металла по формуле
VNM
= FNM
×LNM
,
(2.5 2)
VN
1
=1660ּ6,8= 11288мм3,
VN
2
= 1846ּ6=11076 мм3,
VN
3
= 1855ּ6,8=12614 мм3,
Масса наплавленного металла одной кабины
GN
= SV × r (2.5 3)
GN
= (11288+11076+12614) *0,00785=266,5г.
Требуемая масса проволоки для изготовления одной кабины
Gп
= GN
×Кпотр
, (2.5 4)
где Кпотр
- коэффициент потерь, учитывающий дополнительный расход проволоки на разбрызгивание;
Коэффициенты определяются по справочнику.6]
Для базового варианта
Кпотр
= 1,11;
Gпотр
. = 341,4×1,11× = 378,9г=0,379кг.
Для проектного варианта
Кпотр
= 1,11;
Gпотр
. = 266,5×1,11 = 295,8г=0,296кг.
Определяем количество требуемой проволоки для изготовления партии.
Для проектного варианта
Gпарт
= Gпотр.
×7500 = 0,296×7500 =2220кг.
Рассчитываем расход газа на одно изделие.
Для проектного варианта
Gгаза
= 8,1*10,5=80,05 л=0,164 кг
Для сварки "Кабины трактора в кондукторе был выбран промышленный робот КР 30L фирмы Kuka [32].
Промышленный робот - это автоматическая машина, представляющая собой манипулятор с перепрограммируемым устройством управления для выполнения в производственном процессе двигательных и управляющих функций, заменяющих аналогичные функции человека при перемещении сварочной горелки по заданному контуру.
Промышленный робот, обладая большими силовыми возможностями, позволяет освободить человека от монотонного, тяжелого, утомительного, а иногда и вредного или опасного труда. В итоге повышается стабильность качества изделий, возможно ускорение процесса производства. Работы могут действовать с любой позиции и на любом уровне в пространстве. Робот имеет подвижную руку с захватом, которые обладают свободой пространственных перемещений, в какой то степени имитируя руку человека. В захвате закрепляется инструмент (сварочная горелка).
Система управления осуществляет и контролирует действия робота. С помощью датчиков она получает информацию о текущей ситуации в процессе и может соответственно изменять ход перемещения.
В качестве периферийных устройств рассматриваются все компоненты, которые не относятся непосредственно к роботу или его системе управления, однако осуществляют обмен информацией с системой управления.
Защитные устройства являются активными или пассивными устройствами, которые должны защищать программиста, оператора и других лиц.
Пассивными защитными устройствами являются заграждения и стенки.
Активными устройствами является, например, фотоэлектрические устройства использующие принцип прерывания светового потока, или педальные выключатели. Оба защитных устройства в автоматическом режиме должны быть включены. В режиме наладки, наоборот, они отключены, чтобы позволить программисту или персоналу, осуществляющему технический уход, пребывание в зоне действия робота.
Большое количество роботизированных установок, поставляемых фирмой ''Kuka", оснащено сварочными аппаратами типа GL-C 40S. Сварочное оснащение состоит из узлов, которые были разработаны специально для применения в сочетании с роботом, к которым относятся:
1) сварочный аппарат;
2) привод механизма подачи проволоки;
3) устройство контроля дуги;
4) устройство контроля газа;
5) устройство контроля проволоки;
6) устройство продувки сварочной горелки;
7) устройство очистки сварочной горелки;
8) сварочная горелка.
Сварочный аппарат типа GLC - аппарат для сварки в среде защитного газа, в котором дуга зажигается при сварке электрическим разрядом между деталью и оплавляемой проволокой в газовой смеси (Аг, СО2
, О2
) /MG/MIG/.
Программирование робота осуществляется с применением острия проволоки, поэтому точность воспроизведения в решающей мере зависит от того, насколько педантично пользователь следит, чтобы сварочная горелка сохраняла свою первоначальную геометрию.
В приведенных ниже случаях сварочную горелку необходимо юстировать вновь:
1) при столкновении (также после соприкосновения с деталью при программировании);
2) если необходимо составить новую программу;
3) если запускается снова старая программа;
4) при техническом обслуживании.
Задачей программирования робота является определение всех действий робота, инструмента и системы управления в пределах их применения, которые необходимы для выполнения работы. Программирование осуществляется пользователем.
Для составления программы, система управления предоставляет систему программирования, дающую пользователю возможность проводить отдельные программные операции, а именно:
1) ввод;
2) проверку;
3) коррекцию и оптимизацию;
4) архивирование.
Для определения конкретных перемещений робота должны быть заданы положения точек, в которые осуществляется перемещение и виды перемещения.
Для управления инструментом необходимо выдать управляющие сигналы. Для составления программы необходимы вспомогательные средства, подобные тем, которые предлагаются языками программирования, с помощью которых осуществляется управление приборами подобного типа. Важнейшими из них являются: последовательность команд, циклы, условные и безусловные переходы, подпрограммы, списки параметров, время ожидания, обработка внешних двоичных сигналов, обработка переменных.
Технические характеристики сварочного робота КР 30L фирмы Kuka приведены в таблице 2.6 1 [32].
Таблица 2.6 1 - Технические характеристики сварочного робота
| Параметр
|
Значение
|
| Число степеней подвижности
Тип привода
Устройство управления
Способ программирования
Точность позиционирования, мм
Максимальный радиус зоны обслуживания, мм
Масса, кг
|
6
электрический
контурное
обучение
± 0,15
3087
700
|
Основными причинами возникновения собственных напряжений и деформаций в сварных соединениях и конструкциях являются неравномерное нагревание металла при сварке, литейная усадка, структурные и фазовые превращения в затвердевающем металле при охлаждении [4].
Все металлы при нагревании расширяются, а при охлаждении сжимаются. Процессы сварки плавлением характеризуются местным нагревом металла с образованием неравномерного температурного поля в сварном соединении. При наличии непрерывной связи между нагретыми и холодными участками металла свариваемой детали в нем возникают сжимающие и растягивающие внутренние напряжения.
Весь комплекс мероприятий по борьбе с деформациями и напряжениями можно разделить на три группы: мероприятия, которые реализуются до сварки; мероприятия, в процессе сварки; мероприятия, проводимые после сварки.
Меры борьбы с деформациями, применяемые до сварки, реализуются на стадии разработки проекта сварной конструкции и включают в себя следующее:
1) исходя из того, что сварная конструкция должна иметь минимальный объём наплавленного металла, то все сварные швы кабины имеют минимальный расчетный катет (к = 3 мм). Завышение катета сварного шва при проектировании ведет к дальнейшему его увеличению в производственных условиях, а, следовательно, и к увеличению деформации конструкции в целом.
2) для предотвращения зазоров между свариваемыми деталями, производится тщательный контроль заготовительных работ. Сварные швы имеют минимальную длину.
3) режимы сварки кабины подобраны таким образом, что они обеспечивают минимальное тепловложение и узкую зону термического влияния.
4) сварные швы на кабине по мере возможности расположены симметрично.
К мероприятиям, реализуемым, в процессе сварки относятся:
1) сварные швы должны накладываться в строгом соответствии с технологическим процессом (в наиболее рациональной последовательности), чтобы деформации от предыдущего шва ликвидировались обратными деформациями после наложения последующего шва.
2) проковка швов в процессе сварки, выполняется на всех стадиях сварки кабины кроме сварки кабины в кондукторе.
3) общая сборка-сварка кабины проводится в специально спроектированном кондукторе, который обеспечивает жесткое закрепление свариваемых деталей.
4) это предотвращает или частично снижает деформации изгиба и угловые деформации.
5) уменьшение сварочных деформаций происходит также за счет отвода тепла от свариваемого изделия в технологическую оснастку (корпус приспособления, зажимы и опорные элементы).
Для обеспечения интенсивного теплоотвода необходимо, чтобы изделие при сварке было в закрепленном состоянии (т.е. чтобы изделие внешней нагрузкой прижималось к недеформируемому основанию). В этом случае упругопластическая зона в изделии уменьшается, а следовательно, уменьшаются и остаточные деформации в нем, причем интенсивный отвод теплоты в технологическую оснастку может быть лишь при плотном, во многих точках, прилегания элементов металлоконструкции к оснастке.
Однако жесткое закрепление деталей и отсутствие возможности свободного перемещения приводит к увеличению растягивающих напряжений, которые в свою очередь могут привести к образованию трещин.
Теоретически мероприятия по предотвращению деформаций кабины проводимые до и во время процесса сварки должны полностью исключить её коробление, деформации, не допустить возникновения опасных напряжений. Однако это не всегда так.
Устранить деформации кабины после сварки иногда можно при помощи термической или механической местной правки.
При термической местной правке осуществляется местный нагрев. Нагреву подвергаются растянутые участки конструкции, в результате чего в этой зоне происходят пластическая деформация сжатия и они укорачиваются. т.к кабина изготавливается с углеродистой стали, то обычно её нагревают газовым пламенем до 600-8000
С. Нагрев ведется пятнами или полосами. Необходимо стремиться к кратковременному и концентрированному нагреву, чтобы соседние зоны оставались не нагретыми и сопротивлялись расширению нагретого металла, вызывая в нем усадку. О результатах правки можно судить после полного остывания конструкции.
Механическая местная правка осуществляется вручную при помощи молотков. Механическая правка менее желательна, чем термическая. При механической правке образуется наклеп, снижающий пластические свойства металла. Кроме того, вызываемая наклепом неоднородность механических свойств отрицательно сказывается на прочности и надежности кабины.
Успех правки зависит от квалификации и опыта правщика. Правка - достаточно сложная операция и заранее трудно прогнозируемая.
С целью облегчения сборки кабины трактора производится расчленение конструкции на узлы. То есть, входящие в кабину сборочные единицы, собираются и свариваются заранее, а затем уже устанавливаются в приспособление. Это позволяет уменьшить время сборки и сварки детали в кондукторе и тем самым повысить производительность труда.
Так кабина расчленена на следующие сборочные единицы: боковина правая; боковина левая; пол; стенка передняя; стенка задняя; панель; и три балки.
Маршрутная технология сборки и сварки передней рамы погрузчика устанавливает последовательность операций по изготовлению деталей данного изделия. Для сборки и сварки кабины, принимаем следующую последовательность операций:
1. Заготовка деталей
2. Транспортировка
3. Сборка под сварку
4. Сварка
5. Контроль
Технологический процесс сборки и сварки изделий разрабатывается с учетом типа производства заданной программы, применяемого оборудования и материалов, необходимого качества и рабочих мест. На основании разработанного технологического процесса производится расчет норм времени на изготовление узлов, определяется количеством рабочих.
Технологический процесс определяет весь цикл производства работ и является основным документом для определения трудоемкости выполняемых работ.
Технологический процесс разрабатывается и оформляется в картах согласно ГОСТ 3.1406-74.
Заполнение карт технологического процесса приведено в приложении 1.
Общее время на выполнение сварочной операции tсв
состоит из нескольких компонентов и определяется по формуле [1].
tсв
= tо
+tп. з.
+tв
+tобс
+tп
, (2.10 1)
где tо
- основное время;
tп. з
- подготовительно-заключительное время;
tв
- вспомогательное время;
tобс
- время на обслуживание рабочего места;
tп
- время перерывов на отдых и личные надобности.
Основное время tо
- это время на непосредственное выполнение сварочной операции. Оно определяется по формуле
 (2.10 2) (2.10 2)
где tо
- основное время (время образования сварного шва путем наплавления электродного металла), т.е. время горения дуги;
Мнм.
- масса наплавленного металла;
Мн. п. =
Fн
.
Lш
.
g, (2.10 3)
где Fн
- площадь наплавленного металла;
g - плотность металла;
Lш
- длина шва.
Рассчитаеммассу наплавленного металла для тавровых и угловых швов
Мнм. тавр.
=6,8*3515*0,00785=188 г
Мнм. угл.
=6*1845*0,00785=87 г
I - сварочный ток; αн
- коэффициент наплавки.
Рассчитаем основное время, необходимое на сварку всех швов [1]
tΣ
о
= мин мин
Вспомогательное время включает:
1) Время на заправку кассеты с электродной проволокой tп
;
2) Время на осмотр и очистку кромок свариваемых элементов tкр
;
3) Время на измерение и клеймение швов tкл
;
4) Время на установку и поворот изделия, его закрепление tизд
.
Время на заправку кассеты принимаем равным 5 минут. (tп
= 5 мин)
Время на измерение и осмотр шва определяем путем умножения длины шва на 0,35 для нижнего, вертикального и горизонтального швов.
tкр
(tбр
) = (2.10 4) (2.10 4)
где nс
- количество слоев при сварке за несколько проходов;
Lш
- длина шва в метрах.
tкр
=5,36 0,6=3,2 мин. 0,6=3,2 мин.
Время на очистку одного метра шва принимаем 0,6 мин.
Время на установку клейма
tкл
= 0,03 мин на один знак
Время на установку, поворот и закрепление деталей изделия в кондукторе принимаем равным минуты (tизд
= 17 мин).
Время на перемещение сварщика при свободном переходе при длине перехода до 6 м
tпер
= 0,2 мин.
Вспомогательное время определим по формуле [1]
tв
= tп
+ tкр
+ tбр
+ tкл
+ tизд
+ tпер (
2.10 5)
tв
= 5 + 3,2 + + 0,03 + 17 + 0,2 = 25,43 мин.
Подготовительно-заключительное время tп. з.
включает в себя такие операции, как получение производственного задания, инструктаж, получение и сдача инструмента, осмотр и подготовка оборудования к работе и т.д. В серийном производстве tп. з.
=10% от tо
.
tп. з.
=0,1*8,01=0,8 мин
Время на обслуживание рабочего места включает в себя время на установку режима сварки, наладку полуавтомата, уборку инструмента и т.д.
tобс
= (0,06-0,08) tо
tобс
= 0,08*8,01 = 0,64мин.
Время перерывов на отдых и личные надобности при сварке в удобном положении составляет 7% от основного время
tп
= 0,07tо
tп
= 0,07*8,01 = 0,56 мин.
Определяем общее время на выполнение сварочной операции
tсв
= 8,01 + 0,8 + 25,43 + 0,64 + 0,56 = 35,44 мин.
Одним из важнейших разделов основ технологии машиностроения является учение о базах. Правильное назначение их и рациональный выбор базирующих поверхностей в значительной степени предопределяет точность выполнения заданных размеров, конструкцию приспособлений и оборудования, производительность и экономичность процесса изготовления. Базирование необходимо для всех стадий создания изделия: конструирования, изготовления, измерения, а также при рассмотрении деталей в сборе. Вопрос о назначении рациональных баз оказывает принципиальное влияние на построение технологии, которая должна определяться параллельно с проектированием нового изделия, начиная со стадий разработки технологического предложения и эскизного проекта.
В настоящее время имеется глубоко разработанная теория базирования деталей при механической обработке. На её основе созданы ГОСТ 21495 и ГОСТ 3.1107, устанавливающие применяемые в науке и технике термины и определения базирования и единые условные обозначения опор и зажимов, используемые в технологической документации. В тоже время базированию и базам в сварочном производстве на предприятиях республике не уделяется должного внимания.
При разработке технологических процессов зачастую не разрабатываются схемы базирования деталей при сборке под сварку, имеют место различия в толковании, применении и графическом обозначении отдельных специфических баз.
Основные принципы базирования сварных конструкций.
В соответствии с положением теории базирования о шести степенях свободы и шести удерживающих связях, необходимых для ориентации твердого тела в пространстве, технологи в своей работе руководствуются известным правилом шести точек, из которого следует, что для полной ориентации детали в приспособлении или механизме необходимо и достаточно шесть удерживающих жестких двусторонних связей.
Поэтому при конструировании приспособлений или механизмов необходимо обеспечить, кроме шести опорных точек, плотное и непрерывное соприкосновение соответствующих поверхностей деталей с опорными точками при помощи прижимов, которые и образуют двусторонние удерживающие связи. Совокупность установочной, направляющей и опорной баз образуют систему координат (комплект баз) призматической детали. Общие понятия и основные, положения теории базирования, определенные ГОСТ 21495необходимо применять при разработке схем базирования сварных узлов.
Правильное базирование обеспечивает наивысшую фактическую точность взаимного расположения деталей и выполнения размеров, заданных в конструкции.
Для повышения точности и надежности ориентации кабины трактора при выборе базы в качестве установочной принималась поверхность с наибольшими размерами, позволяющими расположить три условные опорные точки достаточно далеко друг от друга, в качестве направляющей базы с той же целью принята самая длинная поверхность.
Схема базирования кабины представлена на листе КТ 044/06.04.00.000 ДП
В общем случае сборочно-сварочное приспособление состоит из основания, фиксирующих или установочных элементов, прижимов, поворотных устройств, вспомогательных деталей и устройств.
Основание представляет собой элемент, объединяющий в одну конструкцию все части приспособления. Основание должно обладать жесткостью и прочностью, обеспечить точность расположения деталей. Основания изготавливают различными способами: сварочно-литые, сварочно-штампованные, сварочно-кованные. При проектировании сварочных оснований придерживаются правил. Необходимо чтобы:
свариваемые детали имели одинаковую толщину;
одним швом соединялись не более двух деталей;
расположение швов создавало минимальную деформацию основания;
обеспечивалось симметричное расположение ребер, усиливающих основание приспособления, а их приварка проводилась с двух сторон.
При конструировании литых оснований необходимо избегать острых углов и резких переходов. Основания поворотных приспособлений должны иметь полки или фланцы с отверстиями для крепления к планшайбам кантователей, вращателей или кондукторов.
Установочные элементы (опоры, упоры, пальцы, штыри, призмы и др.) обеспечивают правильную установку деталей узла в сборочных приспособлениях. Требования, предъявляемые установочным элементам:
1) обеспечение требуемой точности;
2) возможность удобной установки и сварки деталей;
3) обеспечение необходимой прочности и жесткости, предотвращающей деформацию изделия;
4) возможность свободного съема изделия.
Опоры бывают основные и вспомогательные. Основные опоры определяют положение в пространстве, лишая степеней свободы; они жестко закрепляются в приспособлении запрессовкой или сваркой. Вспомогательные опоры предназначены для придания детали дополнительной жесткости и устойчивости. Чаще всего опоры изготавливают в виде штырей с плоской, сферической, насеченной головкой или в виде опорных пластин. Опорные пластины с косыми пазами и закрепляются на вертикальных стенках. Выбор типа и размеров форм зависит от размеров и состояния базовых поверхностей деталей.
Упоры предназначены для фиксирования деталей по боковым поверхностям. Они бывают постоянные, съемные, откидные, отводные, поворотные. Упоры приваривают к основаниям, приспособлениям или привинчивают с фиксацией штифтами. Для фиксации деталей по двум плоскостям служат угловые упоры.
После определения схемы базирования, выбора опор и установочных устройств, а также их расположения на корпусе приспособления необходимо выбрать схему закрепления заготовки и конструкцию зажимного устройства, исходя из следующих требований: в процессе закрепления силы зажима не должны сдвигать заготовку и нарушать ее положение, полученное при базировании; силы зажима должны быть достаточными, чтобы не допустить смещение заготовки. Силы зажима не должны деформировать заготовку; зажимные устройства должны быть надежными и безопасными в роботе, простыми по конструкции и удобными в управлении; конструкция зажимных устройств должна обеспечить их быстродействие, равномерное закрепление заготовок и самоторможение; места приложения сил закрепления, как правило, должно выбираться напротив опорных элементов приспособления.
Кроме того, необходимо учитывать серийность и условия производства, оптимальность расхода металла экономические вопросы проектирования и изготовления приспособлений.
Исходя из выше перечисленных требований в данном дипломном проекте экономически целесообразно применение пневматических зажимных устройств. Они отличаются быстротой действия, имеют постоянную силу зажима (но допускают возможность регулирования), просты по конструкции и в эксплуатации, предусматривают дистанционное управление. Устройства состоят из пневмодвигателя, пневматической аппаратуры и воздухопроводов. В качестве пневмодвигателей используют поршневые пневмоцилиндры и мембранные камеры [22].
Пневматические приводы в виде поршневых цилиндров получили наибольшее распространение в практике сварочного производства. Основным недостатком данных приводов является то, что в пневмоцилиндрах рабочим агентом служит воздух, обладающий очень высокой упругостью и сжимаемостью. Сжатый воздух вследствие своей упругости работает в пневмоцилиндре как пружина. Поэтому при большом ходе поршня и переменной нагрузке штока пневмоцилидры работают с ударами и рывками, даже при наличии демпфирующих устройств. Такая неравномерная работа цилиндров с ускоренным движением поршня создает добавочную динамическую нагрузку на все связанные с цилиндром механизмы и опорные конструкции. Однако этот недостаток не относится к механизмам с коротким ходом рабочих органов. Благодаря малому пути движения рабочих органов, в кондукторе не могут образоваться сколько-нибудь значительные инерционные усилия, способные создать неблагоприятную динамическую нагрузку на механизмы.
Проектирование приспособления начинается с разработки принципиальной схемы приспособления. Принципиальная схема приспособления представляет собой чертеж сварного соединения, на котором в виде условных обозначений указаны места и способы фиксирования и закрепления деталей, а также упрощенно указаны способы поворота, установки, съема и др. Детали механизма приспособления изображаются условно. На схеме указываются только те размеры приспособления, которые необходимо соблюдать особенно точно.
По ГОСТ 3.1107-81 установлены условные графические обозначения опор и установочных устройств приспособлений, которые применяют в технологической документации, в технических заданиях на проектирование приспособлений и на различных схемах. Условные обозначения опор приведены в таблице 3.3.1 [9].
Таблица 3.3.1 - Обозначение опор
| Опора
|
Обозначение опор на видах
|
| Спереди, сзади
|
сверху
|
снизу
|
| Неподвижная
|

|

|
| Подвижная
|
 
|
 
|
| Плавающая
|

|
|
| Регулируемая
|

|
|
|
Описание главного кондуктора сборки-сварки кабины трактора
Общая сборка-сварка кабины трактора осуществляется в специально спроектированном кондукторе (см. лист КТ 044/06.05.00.000 ВО). Его основными элементами являются: передвижной механизм, ворота (правые и левые) и т.д. (см. приложение, спецификация на главный кондуктор).
Кондуктор спроектирован таким образом, что позволяет надежно закрепить сборочные единицы и детали кабины в положение удобное для сварки с одной их установки при этом выдерживаются все размеры и формируется заданная геометрическая форма кабины.
Ворота, рычаги, стойки, кронштейны и др. элементы кондуктора расположены так, чтобы не препятствовать доступу рабочего инструмента сварочного робота к месту нанесения сварных швов.
Перемещение ворот кондуктора, зажим элементов кабины осуществляется при помощи пневмоцилиндров.
Порядок установки сборочных единиц и деталей кабины в главный кондуктор представлен на листе.
Традиционно расчет усилия прижатия проводится с целью создания компенсации действия усадочной силы, сварочных деформаций и предания неподвижности изделия при воздействии на него внешних сил. Как правило, усилие прижатия принимается на (20-30)% больше действия внешней нагрузки. В данном случае усадочная сила и сварочные деформации очень малы и поэтому при расчете усилия прижатия следует ориентироваться на внешнее силовое воздействие.
Внешним воздействием, в данном случае, является действие снимающего усилия клещей, которое при неправильной их ориентации в зоне сварки может вызвать смещение деталей.
Усилие создаваемое пневмоцилиндром [22]
 , (3.4 1) , (3.4 1)
гдеFП
- усилие прижатия;
λП
- плечо рычага прижима, λП
= 0,45 м;
λЦ
- плечо рычага у пневмоцилиндра, λЦ
= 0,32 м.
 Н. Н.
Зная усилие создаваемое пневмоцилиндром можно определить диаметр поршня и внутренний диаметр цилиндра. Площадь поршня пневмоцилиндра [22]
   , (3.4 2) , (3.4 2)
где FЦ
- усилие пневмоцилиндра, Н;
P - давление пневмосети, P = 6×105
Па.
Диаметр поршня пневмоцилиндра

Ø100 мм - требуемый диаметр поршня пневмоцилиндра.
Аналогичным образом рассчитываем конструктивные размеры всех пневмоцилиндров. Принимая в расчет количество цилиндров необходимо разделить на них усилие прижатия и включить в цепь пневморедуктор, для экономии энергозатрат на сжатый воздух.
При сварке кабины трактора могут возникать следующие дефекты: поры, непровар, прожог, подрез, шлаковые включения.
Порами называют заполненные газом полости в швах, имеющие округлую, вытянутую или более сложную форму. Они возникают при первичной кристаллизации металла сварочной ванны в результате выделения газов. Поры располагаются по оси шва или по его сечению, а также вблизи от границы сплавления. При дуговой сварке поры выходят или не выходят на поверхность шва, располагаются цепочкой по оси шва или отдельными группами. Поры выходящие на поверхность шва иногда называют свищами [12].
Непроваром называют местное отсутствие сплавления между свариваемыми элементами, между металлом шва и основным металлом. Место непровара в большинстве случаев заполнено шлаком, который благодаря жидкотекучести и более низкой температуре плавления заполняет при образовании непровара несплошность.
Непровар уменьшает сечение шва и вызывает значительную концентрацию напряжения, что иногда может привести к образованию трещины. Непровар по толщине свариваемого металла может быть вызван неправильным выбором режима сварки, не предусматривающим достаточный запас глубины проплавления или нарушением режима сварки в процессе выполнения данного шва. Причиной непровара может также служить недостаточно точное направление сварочной горелки по месту сопряжения кромок.
Подрезом называют местное уменьшение толщины основного металла у границы шва. Подрез приводит к резкой концентрации напряжения в тех случаях, когда он расположен перпендикулярно к направлению главных напряжений, действующих на сварное соединение. Для конструкций работающих при вибрационных нагрузках, подрез существенно снижает прочность сварных соединений. Наиболее часто подрезы возникают при сварке угловых швов и первых слоев многослойных стыковых швов.
В большинстве случаев подрез является следствием излишне высокого напряжения дуги или недостаточно точного ведения сварочной горелки по оси соединения.
Наплывом называют натекание металла шва на поверхность основного металла без сплавления с ним. Наплывы возникают преимущественно при сварке однослойных стыковых швов без разделки кромок и при сварке угловых швов наклонным электродом или с оплавлением кромки. Наплывы возникают при неправильном выборе режима сварки или наличии на свариваемых кромках толстого слоя окалины. Для предупреждения образования наплыва следует увеличить ширину шва, повысив напряжение дуги, или уменьшить количество металла, образующего усиление. Это достигается путем размещения металла в зазоре между свариваемыми кромками или в разделке.
Прожогами называют полости в шве, образовавшиеся в результате вытекания сварочной ванны.
Прожоги возникают при избыточной силе тока, увеличения зазора между свариваемыми кромками, изменения положения (наклона) сварочной горелки или изделия. Прожоги обнаруживаются при внешнем осмотре. Это недопустимый дефект сварного соединения. Места прожогов должны быть зачищены и заварены заново.
Шлаковыми включениями называют видимые невооруженным глазом округлые или вытянутые включения шлака, расположенные в металле шва как у границы сплавления, так и между отдельными слоями или в вершине провара.
Шлаковые включения обычно образуются в результате заполнения сварочным шлаком несплошностей, возникающих при непроварах или подрезах.
Визуальный контроль сварных швов осуществляется в соотвествии с ГОСТом 3242-69 по всей их протяженности с двух сторон, за исключением мест, недоступных для осмотра. При визуальным контроле сварные швы должны иметь плавные переходы к основному металлу и мелко чешуйчатую поверхность без наплывов или перерывов.
Недопустимы швы, имеющие трещины независимо от вида, направления и размеров, не заваренные кратеры, сквозные прожоги, поры диаметром более 2 мм. На 1 м длинны допускается не более 4 пор при расстоянии между ними не менее 10 мм если диаметр поры не превышает 1 мм, и не менее 25 мм при диаметре пор 2 мм.
Обнаруженные при визуальном контроле наплывы швов удаляют, перерывы и кратеры заваривают, участки швов с трещинами и порами с размерами и количеством выше допускаемой величины выплавляют или вырубают с последующей заваркой.
Подрезы основного металла по глубине допустимы без исправления, не более 0,5 мм при толщине стали до 10 мм и не более 1 мм при толщине стали выше 10 мм. Подрезы большой глубины завариваются тонким швом, который затем зачищается абразивным кругом для обеспечения плавного перехода от наплавленного металла к основному.
Для контроля геометрии кабины трактора в связи с высокими требованиями к их точности, большой партии изделий применяется координатно-измерительный манипулятор (далее КИМ) типа “рука" совместно с специально разработанным программным обеспечение. Принцип действия координатно-измерительного манипулятора заключается в том, что мы подводим его к контролируемым точкам кабины в результате чего мы получаем точные координаты кабины в системе координат КИМа [33].
Задача геометрического контроля решается нами в следующей постановке: в компьютере имеется геометрическая модель изделия и результаты его обмера на КИМ. Нужно определить отклонения измеренных точек кабины от его геометрической модели и вывести результаты контроля в удобном для дальнейшей работы виде.
Один из главных вопросов в этой задаче - это совмещение системы координат изделия на КИМ с системой координат его геометрической модели. Современная компьютерная графика и вычислительная математика позволяют произвести совмещение систем координат компьютерными методами без использования специальных привязочных точек.
В качестве программного обеспечения используется система геометрического контроля СПОС-ГеоКон. Система СПОП-ГеоКон предназначена для геометрического контроля изделий сложной формы. Она позволяет определить отклонения результатов обмера изделия координатно-измерительным манипулятором (КИМ) от его геометрической модели в компьютере.
В системе геометрического контроля СПОП-ГеоКон для представления геометрических моделей применен формат STL. Он очень простой, так как в нем геометрические модели представлены многогранниками с плоскими треугольными элементами. Применение формата STL исключает возможность потери или существенного искажения геометрической информации. Поэтому в системе геометрического контроля СПОП-ГеоКон нет CAD - подсистемы. Это сильно упрощает работу метролога - контроль изделий сложной формы становится почти таким же простым, так контроль линейных размеров.
Принцип работы системы заключается в следующем. Для сравнения точек измерения с геометрической моделью необходимо совместить их в пространстве. Совмещение систем координат производится в два этапа. На первом этапе оператор грубо совмещает геометрическую модель изделия и точки измерений. Для этого используются операции переноса и поворота геометрической модели с помощью мыши. При этом можно установить вид, наиболее удобный для данной операции.
Затем запускается процедура точного совмещения, минимизирующая функцию отклонения. После совмещения модели и точек измерения определяются вектора отклонения в точках. Результаты могут быть представлены в виде отчета, удобного для анализа. На рисунке 4.3.1 показан пример предоставления результатов измерения в виде диаграммы отклонений.

Рисунок 4.3.1 - Диаграмма отклонений
Основные преимущества системы СПОП-ГеоКон:
это самая недорогая из всех систем, работающих с геометрическими моделями.
это самая быстрая в освоении система геометрического контроля сложных форм, так как в ней нет CAD-подсистемы.
это самая простая в работе система геометрического контроля, так как совмещение координат точек обмера и геометрической модели производится средствами экранной графики и компьютерной математики.
Основные преимущества координатно-измерительного манипулятора заключаются в том, что он позволяет значительно сократить время контроля, повысить точность измерений, является портативным (переносным), что дает возможность его использования не только для контроля кабины, но и контроля других изделий.
Контроль качества кабины трактора является многостадийной операцией, которая начинается с контроля качества заготовительных и сборочных работ и заканчивается контролем сварных швов на готовом изделии.
Качество подготовки и сборки заготовок под сварку, качество выполненных швов в процессе сварки и качество готовых сварных швов проверяют внешним осмотром. Обычно внешним осмотром контролируют все сварные изделия независимо от применения других видов контроля. Внешний контроль во многих случаях достаточно информативен, это наиболее дешевый и оперативный метод контроля.
Внешнему осмотру подвергают материал, который может браковаться при наличии вмятин, заусенцев, окалины, окислов, ржавчины и т.п. Определяем качество подготовки кромок под сварку и сборку заготовок, их чистоту, соответствие зазоров допускаемым значениям, правильность их разделки и т.п. Строгий контроль заготовок и сборки во многом обеспечивает высокое качество сварки кабины трактора.
Наблюдение за процессом сварки позволяет вовремя предотвратить появление дефектов. Визуально контролируется режим сварки, газовая защита дуги, правильность наложения валиков в многослойных швах и т.д.
Осмотр готовых изделий проводится лупой или без нее на наличие трещин, подрезов, свищей, прожогов, натеков, непровара корня шва и кромок. При осмотре определяются дефекты в форме швов, распределение чешуек, характер распределения металла в усилении шва, величину мениска, проплава и т.п. Внешний вид поверхности шва характерен для каждого способа сварки, а также для пространственного положения, в котором производится сварка. Неравномерность, чешуйчатость, разная ширина и высота шва указывают на колебания мощности дуги, частые ее обрывы и устойчивость горения.
При сварке в защитных газах внешняя поверхность швов должна быть гладкая, блестящая, без чешуек и иметь вид полоски расплавленного металла.
Для визуального метода контроля используется следующая аппаратура:
шаблоны УШС3;
угольник УШ-2-25 ГОСТ 3749-77;
линейка ШД-1-630 ГОСТ 8026-75.
Контроль качества продукции согласно ГОСТ 15467-79 определяется как проверка соответствия показателей качества продукции установочным требованиям. При этом на всех стадиях технологии изготовления изделия необходима проверка качества самих контрольных операций: метрологическая проверка приборов, контроль соблюдения режимов, квалификации и состояния операторов и т.п.
Высокое качество соединений зависит в первую очередь от уровня и состояния технологического процесса производства. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и к оперативной корректировке технологии. Основное воздействие контроль оказывает именно на технологию производства, обеспечивая за счет оперативной обратной связи предупреждение дефектов и брака продукции.
Контроль качества сварочных работ начинается ещё до того, как сварщик приступит к сварке изделия. При этом проверяют качество основного металла, сварочных материалов, заготовок, поступающих на сборку, состояние сварочной аппаратуры и качество сборки, а также квалификацию сварщиков. Все эти мероприятия носят названия предварительного контроля.
В процессе сварки проверяют внешний вид шва, его геометрические размеры, производят обмер изделия, осуществляют постоянное наблюдение за исправностью сварочной аппаратуры, за выполнением технологического процесса. Указание операции составляют текущий контроль.
Последней контрольной операцией является проверка качества сварки осмотром в соответствии с требованиями СТБ 1133-98.
Годовая производственная программа запуска определяется исходя из годовой программы выпуска с учетом величины технически неизбежного брака.
 , (5.1.1) , (5.1.1)
где Ср - расчетное количество оборудования;
tштi - норма времени по i-ой операции;
А - программа выпуска, шт;
 - годовой действительный фонд времени работы оборудования, ч; - годовой действительный фонд времени работы оборудования, ч;
Кн - коэффициент выполнения норм (Кн=1,05-1,1).
При этом
 , (5.1.2) , (5.1.2)
где Дп, Дс - количество рабочих дней в году соответственно с полной продолжительностью и сокращенных; n - количество рабочих смен в сутки; Кп - коэффициент, учитывающий время пребывания оборудования в ремонте (Кп=0,92-0,96).
Ф = (8·251+7·3) ·1·0,92=3922,56 ч = (8·251+7·3) ·1·0,92=3922,56 ч
Пример расчета для проектируемого варианта:
1. Сборка - сварка пола.
Cp = 7,8·7500/ (3922,56·60·1,1) = 0,23;
Спр = 1.
2 Сборка - сварка стенки передней
Cp = 10,78·7500/ (3922,56·60·1,1) = 0,31;
Спр = 1
1. Сборка - сварка стенки задней.
Cp = 8,14·7500/ (3922,56·60·1,1) = 0,23;
Спр = 1.
1. Сборка - сварка боковины левой.
Cp = 23·7500/ (3922,56·60·1,1) = 0,66;
Спр = 1.
1. Сборка - сварка правой.
Cp = 23·7500/ (3922,56·60·1,1) = 0,66;
Спр = 1.
1. Сборка - сварка кабины трактора.
Cp = 35,44·7500/ (3922,56·60·1,1) = 1,03;
Принимая во внимание то что допустима перегрузка оборудования до 5% принимаем количество оборудования для сборки и сварки кабины равным: Спр = 1.
Исходя из этого, определяем коэффициент загрузки оборудования.
КЗ
= аР
/апр
, (5.1.3)
где КЗ
- коэффициент загрузки оборудования;
апр
- принятое количество оборудования.
Операция сборки и сварки пола:
КЗ. пр
= 0,23/1 = 0,23;
операция сборки и сварки стенки передней:
КЗ. пр
= 0,311 = 0,31;
операция сборки и сварки стенки задней:
КЗ. пр
= 0,21/1 = 0,23;
операция сборки и сварки боковин:
КЗ. пр
= 0,51/1 = 0,66.
операция сборки и сварки кабины трактора:
КЗ. пр
= 1,003/1 = 1,003.
Таблица 5.1.1 - Данные расчетов для базового и проектного вариантов
| Операция сборки и сварки
|
Вариант расчета
|
Модель оборудова-
ния
|
Коэффициент загрузки
|
| 1
|
2
|
3
|
4
|
| пола
|
Проектный
|
Magster 351W
А 825М
|
0,23
|
| стенки передней
|
Проектный
|
Magster 351W
А 825М
|
0,31
|
| стенки задней
|
Проектный
|
Magster 351W
А 825М
|
0,23
|
| Боковины левой
|
Проектный
|
Magster 351W
А 825М
|
0, 66
|
| Боковины правой
|
Проектный
|
Magster 351W
А 825М
|
0.66
|
| Кабины трактора
|
Проектный
|
Kuka KP30L
|
1,03
|
Численность основных рабочих, занятых непосредственно выполнением технологических операций, определяется по формуле:
 , (5.2.1) , (5.2.1)
где Тгi - годовая трудоемкость на i-ой операции, н-ч;
 - годовой действительный фонд времени работы одного рабочего, ч; - годовой действительный фонд времени работы одного рабочего, ч;
Кв - коэффициент выполнения норм выработки (Кв=1,1-1,15).
При этом Тгi равна:
 , (5.2.2) , (5.2.2)
где tштi - норма времени на i-ой операции, мин;
А - программа выпуска, шт.
Годовой фонд времени работы рабочего определяется по формуле:
 , (5.2.3) , (5.2.3)
где Дп, Дс - количество рабочих дней в году соответственно с полной продолжительностью и сокращенных;
Кнев - коэффициент невыходов по уважительным причинам (Кнев=0,88).
Ф = (8·251+7·3) ·0,88=1797,84 ч = (8·251+7·3) ·0,88=1797,84 ч
Пример расчета для проектируемого варианта:
1. Сборка - сварка пола.
Тгi= (7,8·7500) /60=975 н-ч
Чо=1907,5/ (1797,84·1,15) =0,47
Принимаем Чо=1
2 Сборка - сварка стенки передней
Тгi= (10,78·7500) /60=1347,5 н-ч
Чо=1907,5/ (1797,84·1,15) =0,65
Принимаем Чо=1
3. Сборка - сварка стенки задней.
Тгi= (8,14·7500) /60=1017,5 н-ч
Чо=1907,5/ (1797,84·1,15) =0,49
Принимаем Чо=1
4. Сборка - сварка боковины левой.
Тгi= (23·7500) /60=2875 н-ч
Чо=1907,5/ (1797,84·1,15) =1,39
Учитывая совмещение профессий принимаем Чо=1
5. Сборка - сварка правой.
Тгi= (23·7500) /60=2875 н-ч
Чо=1907,5/ (1797,84·1,15) =1,39
Учитывая совмещение профессий принимаем Чо=1
6. Сборка - сварка кабины трактора.
Тгi= (35,44·7500) /60=4430 н-ч
Чо=1907,5/ (1797,84·1,15) =2,14
Учитывая, что для работы робота достаточно 1 рабочего принимаем Чо=1.
Расчет численности основных рабочих сводим в таблицу 5.2.1
Таблица 5.2.1-Численность основных рабочих
| Операция по узлу
|
Годовая
трудоемкость, ч
|
Количество
станков на
операции, шт
|
Численность основных
рабочих, чел
|
| расчетное
|
принятое
|
| 1
|
2
|
3
|
4
|
5
|
| Продолжение таблицы 5.2.1
|
| 1
|
2
|
3
|
4
|
5
|
| Сборка - сварка пола
|
975
|
1
|
0,47
|
1
|
| Сборка-сварка стенки передней
|
1347,5
|
1
|
0,65
|
1
|
| Сборка-сварка стенки задней
|
1017,5
|
1
|
0,49
|
1
|
| Сборка-сварка боковины левой
|
2875
|
1
|
1,39
|
1
|
| Сборка-сварка боковины правой
|
2875
|
1
|
1,39
|
1
|
| Сборка-сварка кабины
|
4430
|
1
|
2,14
|
1
|
| Всего
|
13520
|
6
|
6,53
|
6
|
В базовом варианте численность рабочих больше чем численность оборудования в виду того, что необходим рабочий для ускорения сборки и сварки кабины трактора в главном кондукторе.
Численность вспомогательных рабочих принимаем в размере 15-20% от численности основных рабочих.
Расчет численности вспомогательных рабочих сводим в таблицу 5.2.2
Таблица 5.2.2 - Расчет численности вспомогательных рабочих.
| Наименование профес-
сии
|
Разряд
рабочего
|
Норма
обслуживания
Ед.
|
Численность вспомогательных
рабочих, чел
|
| расчетное
|
принятое
|
| Наладчик оборудования для автоматической и полуавтоматической сварки
|
4
|
10
|
1,2
|
1
|
| Контролер сварочных
работ
|
4
|
40
|
1
|
| Итого по участку
|
1,2
|
2
|
Численность служащих принимаем в процентном отношении от общего числа рабочих 7-8%.
Тогда численность служащих для базового варианта Чсл=0,08·10=0,8, принимаем Чсл=1 - техник технолог.
Для проектируемого варианта численность служащих: Чсл=0,08·4=0,32, принимаем Чсл=1 - техник технолог.
Прежде всего, для выяснения условий работы проектируемого транспорта в соответствии с разработанным ранее производственным процессом и его планировкой рассчитывают грузопоток.
Грузопоток определяется по формуле
Г = m·П, (5.3.1)
где m - масса одного изделия, кг;
П - производственная программа, шт.
Г = 260·7500 = 1950000 кг/год.
Для проектируемого участка выбираем транспортные средства относящиеся к группе периодически действующих, а именно кран консольный.
Площадь производственных помещений определяется по формуле
Пу
= ар
·КD
·По
, (5.4.1)
где аР
- принятое количество оборудования, шт.;
КD
- коэффициент, учитывающий дополнительную площадь;
По
- площадь, занимаемая оборудованием, м2
.
Для проектного варианта
Пу
= 365 м2
.
Площадь вспомогательных помещений составляет 15-20% от производственной площади.
ПВП
= Пу
·0,15, (5.4.2)
где ПУ
- площадь производственных помещений, м2
.
Для проектного варианта
ПВП
= 0,15·365 = 54,8 м2
.
Площадь бытовых и конторских помещений принимаем равной 10-20% от площади производственных помещений
Для проектного варианта
ПБК
= 0,1·365 = 36,5 м2
.
Общая площадь участка определяется
П = Пу
+ ПВП
+ ПБК
. (5.4.3)
Для проектного варианта
П = 365 + 54,8 +36,5 = 456,3 м2
.
Исходными данными для разработки планировки является принятое по расчету количество оборудования, рабочих мест, оснастки, сборочно-сварочных приспособлений.
От правильного и рационального расположения оборудования в значительной степени зависит длительность производственного цикла и многие другие технологические показатели.
Также большое значение имеют стоимостные показатели, так как арендная плата за производственные площади, плата за отопление, освещение оказывает существенное значение на стоимость продукции.
Расстояние между оборудованием, складскими местами и элементами здания, принимаем по материалам норм технологического проектирования.
Учитывая все вышесказанное, выполнена планировка участка, которая представлена на листе 9 графической части проекта.
Расстановка оборудования и пространственная планировка участка соответствует минимуму производственных площадей и максимуму загрузки.
План участка с расположением оборудования показан на листе графической части КТ 044/06 06.00.00 ДП
Потребность в осветительной электроэнергии определяется по формуле:
Сэ. осв = 15·Sоб·Фосв·Кд / 1000, (6.1.1)
где 15 - среднегодовой расход электроэнергии Вт·ч на 1м2
площади;
Sоб - площадь участка, м2
;
Фосв - число часов освещения в год;
Кд - коэффициент, учитывающий дополнительное освещение в пасмурные дни.
Определяем расход электроэнергии на освещение в проектируемом варианте
Сэ. осв = 15·456,3·1200·1,05/1000 = 8624,07 кВт.
Потребность в силовой электроэнергии определяется по формуле:
Сэм= Руст·Ф ·Кз·Ксп·Кп, (6.2.1) ·Кз·Ксп·Кп, (6.2.1)
где Руст - суммарная установленная мощность электродвигателей, кВт;
 - годовой действительный фонд времени работы оборудования, ч; - годовой действительный фонд времени работы оборудования, ч;
Кз - коэффициент загрузки оборудования;
Ксп - коэффициент, учитывающий неодновременность работы оборудования (Ксп=0,6-0,7);
Кп - коэффициент, учитывающий потери энергии в сети (Кп=1,03-1,05);
Сэм = 0.25·3922,56·0.23·0,6·1,05+0.25·3922,56·0.31·0,6·1,05+
+0.25·3922,56·0.23·0,6·1,05+0.25·3922,56·0.66·0,6·1,05+
+0.25·3922,56·0.66·0,6·1,05+1,75·3922,56·0,61·0,6·1,05·0,15321 =
= 5745,51, кВт
Расчет теплоэнергии на отопление определяем по формуле:
Qот = R·n·К·V· (tвн - tн. ср) ·Тот / 106
(6.3.1)
где R - удельная тепловая характеристика здания для отопления,
ккал/ (м3
час·С);
n - коэффициент, учитывающий расход тепла на подогрев наружного воз
духа, поступающего в здание путем инфильтрации через неплотности в ограждениях;
К - поправочный коэффициент, учитывающий изменение температуры;
tвн - средняя внутренняя температура воздуха в здании, °С;
tн. ср - средняя температура наружного воздуха за отопительный период, °С
V - объем здания, м3
;
Тот - продолжительность отопительного периода, час.
Qотб
= (0,45·1,1·1,08·5500· (16+15) ·4320) /10 =39,38 Гкал. =39,38 Гкал.
Qотп
= (0,45·1,1·1,08·4563· (16+15) ·4320) /10 =32,67 Гкал
Расход тепла на вентиляцию определяем по формуле:
Qв = qв·V· (tвн - tнв) ·Тв /106
(6.3.2)
где qв - удельная тепловая характеристика для вентиляции;
tвн - температура воздуха в цеху, °С;
tнв - расчетная зимняя температура наружного воздуха для вентиляции,°С;
Тв - продолжительность работы вентиляционной системы, час.
Qвп
= 0,4·4563· (16+11) ·2400/106
= 11,83 Гкал.
Вода на участке расходуется на бытовые нужды. Расчет водоснабжения производится на основании следующих данных: для хозяйственно - санитарных нужд - 25л на каждого работающего в смену, для душевых - 40л на работающего в смену.
Рх. сп
= 25·9·251/1000 = 45,18 м3
Рдушп
. =40·9·251/1000 = 90,36 м3
Расход теплоэнергии на горячее водоснабжение определяем по формуле:
Qгор = а· (tr. в - tх. в) ·Тr. в / 106
(6.4.1)
где а - расход горячей воды в душевых, л/час;
tr. в - расчетная температура горячей воды - 65°С;
tх. в - температура холодной воды зимой - +5°, летом - +15°;
Тr. в - время работы системы горячего водоснабжения - 8400 часов.
Qгорп
=90,36· (65 - 10) ·8400/10= 4,17 Гкал
Потребность в сжатом воздухе определяют по формуле:
Ссв =1,5·Нр·Спсв·Фд·Кз, (6.5.1)
где 1,5 - коэффициент, учитывающий потери в сети;
Нр - норма расхода сжатого воздуха,  ; ;
Кз - коэффициент загрузки оборудования;
Спсв - количество станков с пневматическими приспособлениями.
Ссв=1,5·1,·1·3922,56·0,23+1,5·1,3·1·3922,56·0,66+1,5·1,3·1·3922,56·0,66+
+1,5·1,3·1·3922,56·1,03 = 20785 м3
Организация охраны труда на производстве - это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда.
Общие требования безопасности при проведении сварочных работ регламентируются по ГОСТ12.3 003-86 “Работы электросварочные. Требования безопасности”, а также ГОСТ12.1 004-85 ССБТ “Взрывоопасность. Общие требования”, ГОСТ12.3 002-75 “Процессы производственные. Общие требования безопасности". Перечень и характер действия различных видов опасностей устанавливается ГОСТ 12.0.003-74 ССБТ “Опасные и вредные факторы".
Опасный производственный фактор - это фактор, воздействие которого на сварщика может привести к травме.
Вредный производственный фактор - это фактор, воздействие которого на сварщика может привести к заболеванию.
Развитие техники позволяет освободить человека от физической нагрузки, перекладывая ее на машину, но одновременно в связи с применением различных видов энергии, синтетических материалов, а также с повышенными скоростями и мощностью возникают вредные и опасные производственные факторы. Поэтому проблемные вопросы охраны труда не снижаются, а приобретают актуальное значение.
На участке сборки-сварки кабины для осуществления технологического процесса используются как сварочные полуавтоматы, так и РТК.
Спроектированный РТК эксплуатируется оператором и вспомогательным рабочим, в функции которых входит:
1) непосредственное управление роботом при помощи задающего устройства;
2) визуальный контроль отработки роботом управляющих воздействий;
3) смена рабочего органа робота;
4) проведение ремонтно-профилактических работ;
5) регулярный осмотр робота.
6) загрузка деталей в кондуктор, выгрузка и перемещение кабины на следующую операцию.
В процессе выполнения проведенных выше работ и осуществления технологического процесса в целом рабочим сопутствуют следующие опасные и вредные ыакторы:
Газы и пыль, выделяющиеся при технологическом процессе.
При сварке конструкции "Кабина трактора" применяется дуговая сварка в смесях газов. При автоматической сварке плавящимся электродом в смесях газов (Ar+CO2
+O2
) на 1 кг. наплавленного металла выделяется в среднем 0,2 - 1,8 г. окислов марганца, 0,02 - 2 г. окислов хрома, 0,1 - 0,5 г. окислов никеля, 2,7 г. окиси углерода, 0,062 г. окислов азота.
По существующим нормам ГОСТ12.1 005-88 предельная допустимая концентрация (ПДК) веществ в рабочей зоне не должна превышать следующих значений:
1) оксидов марганца - 0,2 мг/м3;
2) оксидов хрома - 1 мг/м3;
3) оксидов никеля - 0,05 мг/м3;
4) оксида углерода - 20 мг/м3;
5) оксидов азота - 5 мг/м3.
Пыль также оказывает вредное воздействие на дыхательные пути и легкие. При длительном нахождении человека в запылённом помещении возможны серьезные поражения лёгких. Когда пыль проникает глубоко в легкие - это может привести к развитию пневмоколиоза - заболевание, при котором происходит замещение легочной ткани соединительной тканью.
По степени воздействия на организм человека вредные вещества подразделяются на четыре класса опасности:
1-й - чрезвычайно опасные, 2-й - высоко опасные, 3-й - умеренно опасные, 4-й - малоопасные.
Выделяющиеся при работе в рабочей зоне вредные вещества в соответствии с ГОСТ 12.1 005.88. относятся к следующим классам опасности: оксид марганца - 2; оксид хрома - 3; оксид никеля - 1; оксид углерода - 4; оксид азота - 3.
Шум и вибрация
Во время работы оборудования на участке неизбежно возникают шумы, вибрации, выделяется тепло от электродвигателей и т.д., которые неблагоприятно сказываются на работоспособности и здоровье обслуживающего персонала. Вредное воздействие шума на организм может проявляться как в виде специфического поражения организмов слуха, так и в виде нарушений других органов и систем, в первую очередь центральной нервной системы. Для защиты органов слуха от шума рекомендуется пользоваться индивидуальными средствами защиты - противошумными наушниками или вкладышами (ГОСТ 15762-70).
Так, при эксплуатации РТК возникает шум от трущихся деталей конструкции робота, привода, роботизированного оборудования и т.д. Уровень шума на РТК не превышает эквивалентный уровень звука равный 80дБ согласно ГОСТ 12.1 003-83.
Основными параметрами характеризующими вибрацию явл: частота (Гц), амплитуда (А), виброскорость (м/с) и виброускорение (м/с2
).
Воздействие вибраций при значительных параметров виброскорости и виброускорения приводит к виброболезни, которая проявляется в виде головных болей и головокружения, бессонницы, нарушением работы отдельных органов, расстройстве нервной и сердечно-сосудистой систем человека [17].
Ультразвук и инфразвук
По своей физической форме слышимый звук и ультразвук ни чем не отличаются. Резкого перехода от слышимого звука к ультразвуку нет. Ультразвук - колебания с частотой более 20000 Гц.
Систематическое воздействие ультразвуков больших уровней 100-120дБ вызывает быструю утомляемость, боль в ушах, головную боль.
Инфразвук - колебания с частотой менее 20000 Гц. Источниками инфразвука являются крупногабаритные машины и механизмы.
Длительное воздействие инфразвука на человека приводит к утомляемости, головокружению, нарушению сна. Колебания звукового давления больше 120-130 дБ в диапазоне частот от 2 до 10 Гц может привести к резонансным явлениям в организме [17].
Электромагнитное излучение
Воздействие электромагнитного излучения на человека зависит от напряженностей электрического и магнитных полей, потока энергии, частоты колебаний, размера облучаемой поверхности тела и индивидуальных особенностей организма. Электромагнитное излучение вызывает нагрев тканей человека. Избыточная теплота отводится от тела до известного предела, который называется тепловым порогом. Организм не справляется с отводом образующейся теплоты, и температура тела повышается, что приносит вред здоровью. Наиболее интенсивно электромагнитное излучение воздействует на органы с большим содержанием воды. Перегрев также вреден для глаз, мозга, почек, желудка, желчного пузыря [17].
Воздействие электрического тока
Электрический ток вызывает термическое, электролитическое и биологическое действие. При протекании электрического тока через тело человека может возникнуть опасность поражения его отдельных органов или организма в целом. Основными видами поражения являются: ожоги электрической дугой; так называемый удар при прикосновении к токоведущим частям; разрыв тканей и др. [17].
Другие вредные и опасные производственные факторы
В результате статических нагрузок на руку возможно заболевание нервно-мышечного аппарата плечевого пояса, а также усталость.
При сварке происходит разбрызгивание расплавленного металла, которые создают возможность ожогов открытых частей тела рабочего и поражения глаз, а также повышается возможность пожара.
В процессе сварки используется большое количество баллонов и систем, работающих под давлением. При организации рабочего процесса ряда устройств и установок, важным, с точки зрения безопасности, является принцип герметичности. [17]
Основные способы защиты от поражения электрическим током при сборке-сварке кабины трактора:
обеспечение недоступности токоведущих частей, находящихся под напряжением от случайного прикосновения. Это может быть обеспечено рядом способов: изоляция токоведущих частей, размещение их на недоступной высоте, ограждение и др. методами;
электрическое разделение сети - это разделение электрической сети на отдельные электрически несвязанные между собой участки, с помощью специальных разделяющих трансформаторов;
применение малых напряжений при работе с переносным ручным электроинструментом, а также ручной переносной лампой. Для устранения этой опасности необходимо питать ручной инструмент и переносные лампы напряжением не более 42 В;
Дополнительные изолирующие электрозащитные средства должны усилить защитное действие основных изолирующих средств, вместе с которыми они должны применяться (диэлектрические галоши, коврики, подставки). Ограждающие средства защиты предназначены для временного ограждения токоведущих частей, т.е. это временные переносные ограждения, щиты и предупредительные плакаты.

Рисунок 7.2.1 Схема заземления
Определяем сопротивление одиночного вертикального заземлителя (7.2.1):
 (7.2.2) (7.2.2)
где t - расстояние от поверхности грунта до середины заземлителя, м;
l - длина стержня, м;
d - диаметр сечения, м;
r - удельное сопротивление, Ом м.
Определяем ориентировочное число стержневых заземлителей (7.2.3):
 (7.2.4) (7.2.4)
гдеRдоп - допустимое сопротивление заземления, 4-ом;
hс
- климатический коэффициент, учитывающий возможность изменения удельного сопротивления грунта вследствие его высыхания летом = 1,35.
Определяем длину полосы, соединяющей заземлители (7.2.5):
Ln= (n-1) * а (7.2.5)
где а - расстояние между стержнями = 2 м.
Определяем сопротивление стальной полосы, соединяющей заземлители (7.2.6):
 (7.2.6) (7.2.6)
где lп - длина соединительной полосы, м;
b - ширина полосы, м;
h - глубина заполнения, м.
Определяем расчетное сопротивление заземляющего устройства с учетом соединительной полосы:
 (7.2.7) (7.2.7)
где h3
- коэффициент взаимного влияния;
hп
- коэффициент использования полосы [19].
Расчёт защитного заземления производим с помощью программы SASEMLDU:
Сопротивление заземляющего устройства меньше допускаемого сопротивления, что обеспечивает надежную защиту от поражения электрическим током.
Заземление выполнено в соответствии с ГОСТ 12.1 030-81. В качестве заземлителя применены стальные трубы диаметром 50мм и длиной 3 м и расположенные вертикально и соединенные с помощью сварки стальной полосой 60х60мм.
Все конструктивные металлические части оборудования, питающегося от силовой сети необходимо заземлять. Заземление должно производиться до включения электроустановки в сеть, для этого заземляющий провод подсоединяется к магистрали заземления, затем к оборудованию.
Освещение сборочно-сварочного участка.
На участке сборки-сварки кабины трактора используется естественное (обусловленное прямыми солнечными лучами и рассеянным светом небосвода) верхнее освещение.
Основные требования, предъявляемые к производственному освещению:
1) освещенность на рабочем месте должна соответствовать характеру зрительной работы;
2) равномерное распределение яркости на рабочей поверхности и отсутствие резких теней;
3) величина освещения постоянна во времени (отсутствие пульсаций светового потока);
4) оптимальная направленность светового потока и оптимальный спектральный состав;
5) все элементы осветительных установок должны быть долговечны, взрыво-, пожаро- и электробезопасны.
Борьба с шумом и вибрацией
Уровни шума в сборочно-сварочных цехах должны быть в пределах, регламентируемых “Санитарными нормами проектирования промышленных предприятий" (СН 245-71).
Для снижения шума, создаваемого оборудованием, это оборудование целесообразно помещать в звукоизолирующие ограждения. Технологическое и вентиляционное оборудование, создающее шум и вибрацию, нужно устанавливать на виброизолирующие основания.
Для защиты органов слуха от шума рекомендуется пользоваться индивидуальными средствами защиты внутреннего и наружного типа. К внутренним относятся вкладыши, закладываемые в слуховой канал уха, к наружным - шлемы, каски, беруши. [17].
Меры безопасности при эксплуатации баллонов с газом
Перед получением баллонов со склада необходимо их осмотреть и убедиться, что на них нет никаких вмятин и повреждений. Необходимо осмотреть клеймо, чтобы убедиться, что срок годности баллона не истёк. После этого надо снять колпак и осмотреть исправность вентиля, проверить наличие газа в баллоне. Убедившись в том, что в баллоне имеется газ, закрыть вентиль, надеть колпак и положить баллон в специальную тележку для транспортировки.
Не допускается переноска баллона на плечах даже на короткое расстояние, так как при случайном падении возможна травма, а при ударе баллона о твёрдый предмет может произойти взрыв.
Сжатые газы, используемые при сварке нижней рамы автомобильного гидравлического крана, должны содержаться в стальных баллонах ёмкостью 40 л.
Находящиеся в эксплуатации баллоны должны подвергаться периодическому освидетельствованию (не реже чем через 5 лет) на заводах-изготовителях или на наполнительных станциях (испытательных пунктах). Запрещается эксплуатировать баллоны, у которых истёк срок периодического освидетельствования, отсутствует установленные клейма; окраска и надписи не соответствуют правилам; неисправны вентили; повреждён корпус. Запрещается хранить баллоны в не приспособленных для этого помещениях (подвалах, коридорах, проходах и т.п.), а также на расстоянии менее 1 м от отопительных приборов и печей и менее 5 м от источников теплоты с открытым огнём.
Таблица 7.2.1 - Маркировка баллонов
| Газ
|
Окраска баллонов
|
Цвет полосы
|
Текст надписи
|
Цвет надписи
|
| Аргон технический
|
Черная
|
синий
|
Аргон технический
|
Синий
|
| Двуокись углерода
|
черная
|
Углекислота
|
Желтый
|
Мероприятия по безопасной эксплуатации робота
Температура в помещении не превышает 10-40 0
С. Относительная влажность воздуха не более 10%. Запыленность - в пределах санитарных норм.
К обслуживанию комплекса допускаются лица, изучившие конструкцию и технологические особенности РТК, прошедшие специальный инструктаж. Во время обучения и наладки промышленного робота, требующего присутствия обслуживающего персонала в зоне его рабочего пространства, скорость перемещения его исполнительных устройств не превышает 0.35 м/с.
Категорически запрещается снимать ограждение, нарушать, или каким либо другим образом отключать предусмотренную конструкцией комплекса блокировку.
Техническое обслуживание комплекса проводить во время полной его остановки, при этом комплекс должен быть отключен от электросети. [19].
Средства индивидуальной защиты органов дыхания сварщиков
Выбор типа защиты органов дыхания сварщика от вредного воздействия сварочных аэрозолей определяется конструктивными особенностями свариваемого изделия, оснащения места сварки и его расположением.
В соответствии с ГОСТ 12.3 003-86 средства индивидуальной защиты органов дыхания следует применять при отсутствии местных отсосов.
Защита органов зрения, лица и головы
Для защиты глаз, кожаного покрова головы и шеи сварщиков и подсобных рабочих от излучения дуги и от брызг расплавленного металла используются специальные защитные щитки, ручные и наголовные маски, изготовляемые по ГОСТ 12.4 035.
Для защиты глаз от ослепляющей видимой части спектра излучения, ультрафиолетовых и инфракрасных лучей в маске сварщика должны применяться защитные светофильтры. В настоящее время в СНГ широко применяют стеклянные светофильтры серии С, которые подразделяются на 13 классов. Они обеспечивают защиту глаз от излучения при сварке на токах от 5 до 1000 А. Светофильтры выбирают в зависимости от вида сварки и силы сварочного тока.
Спецодежда и спецобувь
Спецодежду выбирают по ГОСТ 12.4 103-83 ССТБ “Одежда специальная. Средства индивидуальной защиты. Классификация".
Большое количество видов сварки и разные климатические условия определяют дифференцированный выбор материала и тканей. Спецодежду для зимних условий необходимо изготавливать из тканей с низкой воздухопроницаемостью, а летнюю из ткани с высокой проницаемостью. Ткани и материалы, из которых изготавливают костюм, должны иметь хорошие гигиенические и защитные свойства, а также обеспечивать одинаковый срок службы. Производство тканей для спецодежды осуществляется в соответствии с ГОСТ 12.4 105-86 ССБТ “Ткани и материалы для спецодежды сварщиков", в котором изложены требования к защитным свойствам и эксплуатационным показателям материала.
Одним из важнейших средств индивидуальной защиты является обувь, которую применяют для защиты. Спецобувь должна соответствовать ГОСТ 12.4 032-77 ССТБ “Обувь специальная кожаная для защиты от высоких температур. Технические условия" [17].
Общие требования безопасности
1) К работе по выполнению электросварочных работ допускаются лица не моложе 18 лет, прошедшие специальное обучение и имеющие удостоверение на право проведения этих работ, прошедшие медицинский осмотр, инструктаж на рабочем месте, ознакомленные с правилами пожарной безопасности и усвоившие правила безопасной работы.
2) Электросварщику разрешается выполнять только ту работу, которая поручена непосредственным руководителем с письменного разрешения лица (главного инженера предприятия), ответственного за пожарную безопасность.
3) Основными средствами индивидуальной защиты электросварщика являются: спецодежда и спецобувь для электросварщиков, щиток (маска), очки, защищающие лицо, диэлектрические перчатки, брезентовые рукавицы, диэлектрические галоши.
Требования безопасности перед началом работ
Прежде чем преступить к выполнению работ необходимо:
1) получить задание на производство работы и пройти инструктаж на рабочем месте;
2) проверить рабочую одежду и рукавицы и убедиться, что на них нет следов масла, жиров, бензина, керосина и других горючих жидкостей;
3) после получения задания электросварщик обязан: произвести осмотр сварочных проводов, убедиться, что все вращающиеся части надежно ограждены, устройства заземлены и доступны для осмотра, проверить наличие и исправность инструмента, проверить наличие ширм или защитных экранов;
Если рабочее место не подготовлено, к работам приступать нельзя.
Требования безопасности при выполнении работ
Электросварщик обязан выполнять работы при соблюдении следующих требований безопасности:
1) следить, чтобы шлак, брызги расплавленного металла, огарки электродов, обрезки металла и других предметов.
2) постоянно следить за исправностью электрооборудования и соединяющих проводов.
3) следить, чтобы провода сварочной цепи не подвергались механическим и тепловым воздействиям, которые могут привести к нарушению или повреждению их целостности.
Требования безопасности по окончанию работы
После окончания работ электросварщик обязан:
1) выключить рубильник сварочного аппарата, при сварке в среде защитного газа перекрыть вентиль баллона и снять давление с редуктора.
2) собрать провода и защитные приспособления, уложить их в отдельное место или сдать их в кладовую.
3) убрать рабочее место от обрезков металла, огарков электродов и других материалов.
4) сдать сменщику и руководителю рабочее место чистым, сообщить обо всех неприятностях и замечаниях обнаруженных за смену, после чего снять спецодежду и повесить ее в шкаф. [17].
Под организацией рабочего места понимают систему мероприятий по созданию на рабочем месте необходимых условий для достижения высокопроизводительного труда при минимальной утомляемости и наиболее полном использовании технических возможностей оборудования.
Рациональная организация рабочих мест оказывает весьма заметное влияние на повышение производительности труда, не требуя от предприятий значительных материальных затрат.
Рабочее место - это зона приложения труда, определенная на основании трудовых и других действующих норм, оснащенная необходимыми средствами, предназначенными для трудовой деятельности одного или нескольких исполнителей. Применительно к машиностроительному производству согласно ГОСТ 14004-83 рабочее место - это элементарная единица структуры предприятия, где размещены исполнители работы и обслуживаемое технологическое оборудование [15].
Правильная организация рабочего места требует: оснащения рабочего места технологической документацией, высокопроизводительным оборудованием, приспособлениями, инструментами, транспортными устройствами; правильной планировки рабочего места; организации бесперебойного обслуживания рабочего места материалами, заготовками и инструментами; своевременного ремонта оборудования и технологической опасности; обеспечения здоровых и безопасных условий труда; соблюдения на рабочем месте чистоты и порядка.
Важной частью организации рабочих мест является их своевременное и полное обслуживания всем необходимым - технологический документацией, материалами, заготовками, инструментом и другим. Наиболее предпочтительным является предупредительное обслуживание рабочих мест, то есть подготовка всего необходимого заранее, на основе сменно-суточных заданий и доставка их на рабочие места.
Производственная структура цеха состоит из отделений и участков. Участок возглавляет мастер, который подчиняется старшему мастеру. Мастер является центральной фигурой на производстве, так как осуществляет руководство первичными звеньями производства - коллективами рабочих. Занятых на рабочих местах участка. Мастер на основе единоначалия управляет производственно-хозяйственной деятельностью участка. При его участии разрабатывается и совершенствуется технология, устанавливаются и пересматривают - ся нормы, создаются оперативно-колендарный и месячный планы. Мастер расставляет рабочих и загружает их работой, премирует за достижения высоких показателей в работе, представляет к повышению разряда, а за проступки - к дисциплинарному воздействию. Сменный мастер руководит коллективом участка определенной смены и обладает всеми правами и обязанностями мастера. Он организует коллектив на выполнение сменно-суточного задания, инструктирует рабочих, способствует перевыполнению установочных норм на каждом рабочем месте. В распоряжении мастера имеется премиальный фонд 3% фонда заработной платы участка.
В помощь мастеру выделяется плановик-распределитель работ, который подготавливает сменно-суточные задания, обеспечивающие наиболее полную загрузку оборудования и выполнения месячного графика запуска-выпуска продукции участком. Каждому сменному мастеру подчинен подготовитель работ, на обязанности которого лежит обеспечения рабочих мест необходимыми заготовками и материалами.
Перед окончанием смены мастер проверяет состояние оборудования, не передачи его следующей смене разлаженным, грязным. Состояние передаваемого оборудования бригадиры, наладчики и сменные мастера отмечают в журнале смен, который проверяет старший мастер.
Старший мастер является руководителем коллектива и организатором производства и труда на вверенных ему производственных правах. В своей работе старший мастер опирается на мастеров, бригадиров, передовых рабочих и профсоюзную организацию.
Технический контроль - это проверка соответствия продукции установленным техническим требованиям. Технический контроль представляет собой совокупность контрольных операций, выполняемых на всех стадиях производства от контроля качества поступающих на предприятие материалов, полуфабрикатов, комплектующих приборов и изделий до выпуска готовых изделий. Контролируется качество готовой продукции и полуфабриката отделом технологического контроля [15].
Основной задачей технологического контроля является своевременное получение полной и достоверной информации и качества продукции и состоянии технологического процесса с целью предупреждения неполадок и отклонений, которые могут привести к нарушениям ГОСТов, ТУ и другого.
Главными задачами отдела технического контроля являются предотвращение выпуска продукции, не соответствующей требованиям стандартов, технических условий, эталонов, технической документации, договорным условиям, а также укрепление производственной дисциплины и повышение ответственности всех звеньев производства за качество выпускаемой продукции.
Отдел технического контроля независим от служб предприятия в вопросах определения качества изготовленной продукции и подчинен непосредственно директору предприятия. Он самостоятельно осуществляет окончательную приемку готовой продукции, проводит приемно-сдаточные испытания, а также контролирует законченную продукцию цехов.
Вспомогательными службами для участка сборки и сварки являются: технологический отдел завода, отдел технического контроля и центральная заводская лаборатория. Вспомогательные службы охватывают процессы, цель и назначение которых обеспечить бесперебойное и эффективное выполнение основного производственного процесса. Отношения со вспомогательными службами регламентированы должностными и производственными инструкциями.
Организация инструментального хозяйства
Главной задачей инструментального хозяйства на предприятии является своевременное и бесперебойное обеспечение производства всеми видами технологической оснастки, организация её хранения, эксплуатации и ремонта. С этой целью определяется потребность предприятия в оснастке, планируется приобретение или изготовление её1 своевременное обеспечение производственной оснастки; организуется эксплуатация оснастки и технический надзор за её эксплуатацией; внедряются системы непрерывного обеспечения рабочих мест оснасткой, а так же организация её учета и хранения.
Обеспечение рабочих мест технологической оснасткой осуществляют инструментально-раздаточные кладовые, которые получают технологическую оснастку по лимитным кадрам из центрального склада инструментального хозяйства; хранят оснастку цеха; обеспечивают оснасткой рабочие места; собирают и передают в центральный склад отработанную и изношенную оснастку; передают режущий инструмент для централизованной заточки; собирают и передают оснастку в ремонт.
Организация ремонтного хозяйства
Чтобы предупредить преждевременный износ деталей и узлов и восстановить производительность оборудования его необходимо своевременно ремонтировать. Система планово-предупредительного ремонта оборудования представляет собой комплекс запланированных организационных и технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования. Целью этих мероприятий является предупреждение нарастающего износа, аварий и поддержание оборудования в состоянии постоянной готовности к работе. Все мероприятия системы выполняется по заранее разработанному плану, в установленные сроки.
Структура органов управления ремонтным хозяйством определяется объемом выпускаемой продукции, количеством оборудования и структурой цехов. При отделе главного механика, на который возложено управление ремонтным хозяйством предприятия, имеется планово-производственное бюро, конструкторно-технологическое бюро, бюро оборудования и техническое бюро. Непосредственный надзор за эксплуатацией оборудования осуществляют мастера, бригадиры и рабочие участков.
Организация энергетического хозяйства
Основной задачей организации энергетического хозяйства является бесперебойное обеспечение промышленного производства всеми видами энергии. Одновременно с этим производится работа по систематическому снижению норм расхода электрической энергии на единицу продукции.
Руководство всем энергетическим хозяйством возлагается на специальные отделы главного энергетика или на заместительного главного механика по энергетической части. В функции работников энергохозяйства входят: наблюдение за исправностью всех энергоустройств; организация, планирование, проведение капитального и текущего ремонтов всего энергетического оборудования; разработка и проведение мероприятий по экономическому использованию электроэнергии, пара, сжатого воздуха, а так же дальнейшее совершенствование техники и организации энергохозяйства завода.
Организация транспортного хозяйства
Уровень механизации транспортных операций оказывает влияние на производственный цикл изготовления продукции, а следовательно, и на оборачиваемость свободных средств и себестоимость оборотных средств и себестоимость продукции.
Совершенствование заводского транспорта должно идти по следующим направлениями: механизация и автоматизация транспортных работ, то есть замена ручного труда, при перемещении грузов, различными механизмами, машинами, рациональная организация использования транспортных средств как по грузоподъемности, так и по времени обеспечения бесперебойного обслуживания транспортными средствами процесса производства; повышение производительности труда транспортных рабочих и снижение себестоимости транспортных перевозок.
Метрологическое обеспечение производственного процесса осуществляется метрологической службой предприятия-изготовителя. Суть комплекса мероприятий заключается в том, что на всех этапах технологического процесса проводится проверка параметров на соответствие стандартным значениям. Основными целями метрологии является:
1) Повышение качества продукции, эффективности управления производственными процессами.
2) Обеспечение взаимозаменяемости деталей, узлов и агрегатов, создание необходимых условий для кооперированного производства и развития специализации.
3) Повышение эффективности научноисследовательских и опытно-конструкторских работ.
4) Повышение уровня автоматизации управления транспортом и безопасности его движения.
5) Обеспечения высокого качества и надежности сварки.
Основным направлением метрологического обеспечения выбрано проведение периодической метрологической аттестации мерительного инструмента.
1) Метрологическая аттестация штангенциркулей, линеек и угольников проводится 1 раз в год.
2) Метрологическая аттестация специальных шаблонов, установочных элементов приспособлений и угломеров проводится 1 раз в 6 месяцев.
Работы по метрологической аттестации проводятся группой линейных и угловых измерений службы метрологии, в соответствии с методическими указаниями "О проведении государственной проверки мерительного инструмента".
Производимые изделия, на проектируемом робототехническом комплексе, подлежат последующей рыночной реализации. Это условие накладывает ряд требований и условий на отдельные параметры продукции, которые регламентируются международным стандартом ISO 9000. После выполнения этих условий, факт чего подтверждается документально, комиссия предприятия выдает товарный сертификат соответствия международным стандартам качества, что позволяет увеличить объем реализации продукции.
Сертификация продукции
.
и систем управления качеством в соответствии со стандартами ИСО 9000 и ИСО 14000. Сертификация продукции - это действие третьей стороны, доказывающее, что обеспечивается необходимая уверенность в том, что
Важным параметром качества материала является стабильность его свойств - узость интервала в разбросе показателей механических характеристик.
должным образам идентифицированная продукция соответствует конкретному стандарту или другому нормативному документу. Целью сертификации продукции является содействие выпуску, импорту и реализации продукции на рынке.
При проверке и оценке готовой продукции лицом или органом, признанным независимым от участвующих сторон в рассматриваемом вопросе, используются данные, полученные в процессе её испытаний и на этапе эксплуатации за определенный период времени. Исходная информация представлена предприятием и включает следующие сведения:
1) данные о количестве продукции, принятой с первого предъявления или о её сортности;
2) данные о рекламациях за установленный период времени в объеме реализации продукции за соответствующий период;
3) данные о результатах проведения периодических, типовых, контрольных и других видов испытаний;
4) классификатор дефектов, который должен содержать номенклатуру видов дефектов;
5) перечень дефектов, выявленных за установленный период времени при приеме продукции;
6) перечень дефектоопасных технологических процессов (операций);
7) перечень мероприятий по установлению причин появления дефектов с указанием сроков проведения.
В зависимости от задач аттестации производства, состава контролируемых показателей и других факторов комиссия может запрашивать дополнительную информацию и проводить опытно-статистическое обследование готовой продукции.
По итогам сертификации выдается сертификат соответствия - документ, выдаваемый в соответствии с правилами сертификации, указывающий, что обеспечивается необходимая уверенность в том, что должным образам идентифицированная продукция соответствует конкретному стандарту или другому нормативному документу.
Качество продукции и услуг является одним из важнейших факторов успешной деятельности любой организации. В настоящее время во всем мире заметно ужесточились требования, предъявляемые потребителем к качеству продукции. Ужесточение требований сопровождается осознанной всеми необходимостью постоянного повышения качества, без чего невозможно достижение и поддержание эффективной экономической деятельности.
В области качества перед организацией должны стоять три задачи:
1) Организация должна достигать и поддерживать качество продукции или услуги на уровне, обеспечивающем постоянное удовлетворение установленным или предполагаемым требованиям потребителя;
2) организация должна обеспечивать потребителю уверенность в том, что намеченное качество достигается и поддерживается на заданном уровне;
3) организация должна обеспечивать потребителю уверенность в том, что намеченное качество поставляемой продукции или предоставляемой услуги достигается или будет достигнуто. Если это предусмотрено контрактом, обеспечение уверенности может означать взаимосогласованные требования предоставления доказательств.
Серия стандартов ИСО 9000 и ИСО 14000 включает в себя следующие нормативные документы:
ИСО 9000. Общее руководство качеством и стандарты по обеспечению качества;
ИСО 9001. Системы качества. Модель для обеспечения качества при проектировании и/или разработке, производстве, монтаже и обслуживании;
ИСО 9002. Системы качества. Модель для обеспечения качества при производстве и монтаже.
ИСО 9003. Системы качества. Модель для обеспечения качества при окончательном контроле и испытаниях.
ИСО 9003. Общее руководство качеством и элементы системы качества. Руководящие материалы.
ИСО-14001. Системы управления окружающей средой. Технические условия и руководство по применению.
ИСО 14004. Системы управления окружающей средой. Общие руководящие указания по принципам, системам и способам обеспечения.
ИСО 14010. Руководящие указания по экологическому аудиту. Основные принципы.
ИСО 14011. Руководящие указания по экологическому аудиту. Процедуры аудита. Проведение аудита для систем управления окружающей средой.
ИСО 14012. Руководящие указания по экологическому аудиту. Критерии квалификации аудиторов в области экологии.
Стандарты серии ИСО 9000 устанавливают требования к системе качества, необходимые для оценки возможности поставщика проектировать и поставлять продукцию, соответствующую установленным требованиям. Установленные требования, направлены в первую очередь на удовлетворение потребителя посредством предупреждения несоответствия продукции на всех стадиях от проектирования до обслуживания. Настоящие стандарты применяется в следующих ситуациях:
а) - необходимо спроектировать продукцию, требования к которой установлены преимущественно в виде эксплуатационных характеристик или их нужно установить;
б) - уверенность в соответствии продукции установленным требованиям можно получить посредством адекватной демонстрации возможностей поставщика в области проектирования, разработки, производства, монтажа и обслуживания.
Требования к системе качества включает: ответственность руководства, системы качества, анализ контракта, управление проектированием, управление документацией и данными, закупки, управление продукцией, поставляемой потребителем, идентификация и прослеживаемость продукции, управление процессами, контроль и испытания, управление контрольным, измерительным и испытательным оборудованием, управление несоответствующей продукцией, корректирующие и предупреждающие действия, погрузочно-разгрузочные работы, хранение, упаковка, консервация и поставка.
Стандарты серии ИСО 14000 устанавливают требования к системе управления окружающей средой в целях оказания помощи организации в определении её политики и целевых показателей с учётом требований законов и данных о существенных воздействиях на окружающую среду.
Они применимы к тем экологическим аспектам, которые организация может контролировать и на которые она предположительно может оказывать влияние. Стандарты не устанавливает конкретных критериев экологической эффективности. Все требования, содержащиеся в настоящих стандартах, предназначены для включения в любую систему управления окружающей средой. Степень их применения будет зависеть от таких факторов, как экологическая политика организации, характер её деятельности и условия, в которых она функционирует. Настоящие стандарты применимы к любой организации, которая хочет:
а) внедрить, поддержать и улучшить систему управления окружающей средой;
б) удостовериться в своём соответствии сформулированной ею экологической политике;
в) продемонстрировать это соответствие другим;
г) добиться сертификации (регистрации) внешней организации своей системы управления окружающей средой;
д) самостоятельно определить соответствие такой системы настоящему международному стандарту и самой заявить об этом соответствии.
Годовые неизменные затраты на реализацию техпроцесса рассчитываются по изменяющимся операциям каждого варианта по формуле:
 (10.1) (10.1)
где: И - годовые текущие издержки, тыс. р.;
n - количество видов основных фондов;
рi - норма реновации каждого вида основных фондов;
К, Кi - единовременные капитальные вложения суммарные, по i-м элементам, тыс. р.;
Ен - нормативный коэффициент эффективности (Ен=0,12-0,15).
Годовой экономический эффект рассчитывают по формуле:
Эг = Зб - Зпр, (10.2)
где Зб и Зпр - годовые затраты соответственно по базовому и проектируемому варианту, тыс. р.
В состав единовременных затрат входят капитальные вложения для создания новой технологии:
 (10.3) (10.3)
где Коб и Кпр - балансовая стоимость оборудования и приспособлений, тыс. р.;
Ксп - стоимость сооружений и передаточных устройств, тыс. р.;
Кзд - стоимость производственных зданий, тыс. р.;
Кз - коэффициент, учитывающий загрузку оборудования.
Количество оборудования определяем по формуле:
 , (10.4) , (10.4)
где Ср - расчетное количество оборудования;
tштi - норма времени по i-ой операции;
А - программа выпуска, шт;
 - годовой действительный фонд времени работы оборудования, ч; - годовой действительный фонд времени работы оборудования, ч;
Кн - коэффициент выполнения норм (Кн=1,05-1,1).
При этом
 , (10.5) , (10.5)
где Дп, Дс - количество рабочих дней в году соответственно с полной продолжительностью и сокращенных;
n - количество рабочих смен в сутки;
Кп - коэффициент, учитывающий время пребывания оборудования в ремонте (Кп=0,92-0,96).
Ф = (8·251+7·3) ·2·0,96=3922,56 ч = (8·251+7·3) ·2·0,96=3922,56 ч
Пример расчета для проектируемого варианта:
1. Сборка - сварка пола.
Cp = 7,8·7500/ (3922,56·60·1,1) = 0,23; Спр = 1.
2 Сборка - сварка стенки передней
Cp = 10,78·7500/ (3922,56·60·1,1) = 0,31; Спр = 1
3. Сборка - сварка стенки задней.
Cp = 8,14·7500/ (3922,56·60·1,1) = 0,23; Спр = 1.
4. Сборка - сварка боковины левой.
Cp = 23·7500/ (3922,56·60·1,1) = 0,66; Спр = 1.
5. Сборка - сварка правой.
Cp = 23·7500/ (3922,56·60·1,1) = 0,66; Спр = 1.
6. Сборка - сварка кабины трактора.
Cp = 35,44·7500/ (3922,56·60·1,1) = 1,03; Спр = 1.
Балансовую стоимость технологического оборудования определяем с учетом затрат на транспортировку и монтаж оборудования,
Ктр =1,08-1,1.
Коб = Цо·Ктр, (10.6)
где Цо - отпускная цена оборудования, тыс. р.
Отпускную цену оборудования принимаем по данным предприятия.
Тогда для полуавтомата А - 825М с источником питания:
Коб = 6000·1,09 = 6540 тыс. р.
Стоимость приспособлений
Приспособление для сборки-сварки пола 4500 тыс. р.
Приспособление для сборки-сварки стенки передней 3800 тыс. р.
Приспособление для сборки-сварки стенки задней3200 тыс. р.
Приспособление для сборки-сварки боковины 8000 тыс. р.
Приспособление для сборки-сварки кабины 20000 тыс. р.
Результаты расчетов балансовой стоимости оборудования сводим в таблицу 10.1
Таблица 10.1 - Расчет капитальных вложений в оборудование
| Операции по узлу
|
Норма времени на операцию,
мин
|
Годовая трудоемкость, мин
|
Количество станков
|
Коэффициент загрузки
|
Отпускная цена, тыс. р.
|
Затраты на трансп. и монтаж, тыс. р.
|
Балансовая стоимость, тыс. р.
|
| расчетное
|
принятое
|
одного станка
|
принятого количества
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
| Базовый вариант
|
| А-825М,
Приспосо-бление сборки-сварки пола
|
9,3
|
69750
|
0,27
|
1
|
0,27
|
6000
4500
|
10500
|
945
|
11445
|
| А-825М,
Приспосо-бление сборки сварки-стенки передней
|
12,9
|
96750
|
0,37
|
1
|
0,37
|
6000
3800
|
9800
|
882
|
10682
|
| А-825М
Приспособление сборки - сварки стенки задней
|
9,78
|
73350
|
0,28
|
1
|
0,28
|
6000
3200
|
9200
|
828
|
10028
|
| А-825М,
Приспособление сборки-сварки боковины левой
|
24
|
180000
|
0,69
|
1
|
0,69
|
6000
8000
|
14000
|
1260
|
15260
|
| А-825М,
Приспособление сборки-сварки боковины правой
|
24
|
180000
|
0,69
|
1
|
0,69
|
6000
8000
|
14000
|
1260
|
15260
|
| А-825М,
Приспособление сборки-сварки кабины трактора
|
41,7
|
312750
|
1,21
|
2
|
0,61
|
6000
20000
|
52000
|
4680
|
56680
|
| Итого:
|
912600
|
3,51
|
7
|
0,5
|
1095000
|
9885
|
119355
|
| Проектируемый вариант
|
| А-825М,
Приспосо-бление сборки-сварки пола
|
7,8
|
58500
|
0,23
|
1
|
0,23
|
6000
4500
|
10500
|
945
|
11445
|
| А-825М,
Приспосо-бление сборки сварки-стенки передней
|
10,78
|
80850
|
0,31
|
1
|
0,31
|
6000
3800
|
9800
|
882
|
10682
|
| А-825М,
Приспособление сборки - сварки стенки задней
|
8,14
|
61050
|
0,23
|
1
|
0,23
|
6000
3200
|
9200
|
828
|
10028
|
| А-825М,
Приспособление сборки-сварки боковины левой
|
23
|
172500
|
0,66
|
1
|
0,66
|
6000
8000
|
14000
|
1260
|
15260
|
| А-825М,
Приспособление сборки-сварки боковины правой
|
23
|
172500
|
0,66
|
1
|
0,66
|
6000
8000
|
14000
|
1260
|
15260
|
| А-825М,
Приспособление сборки-сварки кабины трактора,
Робот Kuka KP30L
|
35,44
|
265800
|
1,03
|
1
|
1,03
|
6000
20000
152000
|
178000
|
16020
|
194020
|
| Итого:
|
811200
|
3,12
|
6
|
0,52
|
2355000
|
21195
|
256695
|
Стоимость вспомогательного оборудования принимаем в размере 10%, подъемно-транспортного - 10%, дорогостоящего инструмента и приспособлений 3% от стоимости основного технологического оборудования, результаты заносим в табл.10.2.
Капитальные вложения в здания определим по формуле:
Кзд=Цзд·Ппр, (10.7)
где Цзд - стоимость производственной и вспомогательной площади, тыс. р. за 1м2 (
Цзд=150-200 у. е);
Ппр - производственная площадь, м2
(определяется по планировке участка).
Кзд б = 430·550 = 236500 тыс. руб.
Кзд п = 430·456,3 = 196209 тыс. руб.
Стоимость сооружений и передаточных устройств принимаем в размере 5-7% от стоимости здания.
Затраты на производственный и хозяйственный инвентарь принимаем в размере 0,1-0,3% от стоимости основного технологического оборудования.
Амортизационные отчисления определяем по формуле:
 , (10.8) , (10.8)
где Фо - балансовая стоимость основных фондов, тыс. р.;
На - норма амортизации,%.
Тогда амортизационные отчисления для основного оборудования в проектируемом варианте будут равны:
З = 83600·16/100 = 13376 тыс. р. = 83600·16/100 = 13376 тыс. р.
Таблица 10.2 - Единовременные капитальные затраты и расчет амортизации
| Наименование основных фондов
|
Балансовая стоимость
тыс. р.
|
Норма
аморти-
зации
|
Амортизационные отчисления тыс. р.
|
| база
|
проект
|
база
|
проект
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| Оборудование:
1) основное
|
119355
|
271955
|
16
|
19096,8
|
41071,2
|
| 2) вспомогательное
|
11935,5
|
27195,5
|
8
|
954,84
|
2175,64
|
| 3) подъемно - транспортное
|
11935,5
|
27195,5
|
6
|
716,13
|
1631,73
|
| 4) Здания
|
236500
|
196209
|
2,5
|
591,25
|
4905,23
|
| 5) Сооружения и передаточные устройства
|
11825
|
9810,45
|
3
|
354,75
|
294,31
|
| 6) Дорогостоящие инструменты и приспособления
|
3580,65
|
8158,65
|
20
|
716,13
|
1631,73
|
| 7) Производственный и хозяйственный инвентарь
|
358,07
|
815,87
|
8
|
28,65
|
65,27
|
| Итого:
|
395489,72
|
541339,97
|
22458,55
|
51775,11
|
Тогда единовременные капитальные затраты по базовому и проектируемому вариантам будут равны:
Кб = (119355+11935,5+11935,5+236500+11825+3580,65+358,07) ·0,49 =
= 193789,96 тыс. р.
Кпр = (271955+27195,5+27195,5+196209+9810,45+8158,65+815,87) ·0,52 = =281496,78 тыс. р.
В состав текущих издержек входят следующие статьи:
1) основные и вспомогательные материалы;
2) энергия для технологических целей;
3) зарплата производственных рабочих с отчислениями;
4) расходы по ремонту, содержанию и эксплуатации оборудования;
5) расходы по содержанию площади, занимаемой оборудованием.
Затраты на сварочные материалы:
См = Мп·Кр·Цсм, (10.9)
где Мп - масса наплавленного металла, кг;
Кр - коэффициент расхода материала, учитывающий потери на разбрызгивание, угар;
Цсм - цена проволоки с учетом транспортно-заготовительных расходов, тыс. р. за 1кг.
Тогда затраты на сварочную проволоку в проектируемом варианте будут равны:
С = 6283.78·1,11·5,3 = 36967.5тыс. р. = 6283.78·1,11·5,3 = 36967.5тыс. р.
Расход защитного газа и проволоки для сварки кабины в кондукторе в проектируемом варианте рассчитан в п.2.5
Расход защитного газа и проволоки в базовом варианте принимаем из заводского техпроцесса. Расценки на сварочные материалы приняты по данным предприятия.
Расход сварочных материалов сводим в табл.10.3
Таблица 10.3 - Затраты на сварочные материалы
| Наименование материала
|
Расход на изделие, кг
|
Цена за кг, тыс. руб
|
Затраты на программу, тыс. руб.
|
| база
|
проект
|
База
|
проект
|
| Проволока сварочная Св-08Г2С
|
1.11
|
0.93
|
5,3
|
44122.5
|
36967.5
|
| Углекислый газ
|
0.61
|
0,68
|
3111
|
| Ar+CO2
+O2
|
0.51
|
2,2
|
8415
|
| Итого:
|
47233,5
|
45382.5
|
Затраты на производственную энергию определим по формуле:
Сэп = Сэм + Сэсв + Ссв, (10.10)
где Сэм - затраты на силовую электроэнергию;
Ссв - затраты на сжатый воздух;
Сэсв - затраты на энергию при электродуговой сварке.
Сэм= Руст·Ф·Кз·Ксп·Кп·Цэ, (10.11)
где Руст - суммарная установленная мощность электродвигателей, кВт;  - годовой действительный фонд времени работы оборудования, ч; Кз - коэффициент загрузки оборудования; Ксп - коэффициент, учитывающий неодновременность работы оборудования (Ксп=0,6-0,7); Кп - коэффициент, учитывающий потери энергии в сети (Кп=1,03-1,05); Цэ - цена 1 кВт-час электроэнергии, тыс. р. - годовой действительный фонд времени работы оборудования, ч; Кз - коэффициент загрузки оборудования; Ксп - коэффициент, учитывающий неодновременность работы оборудования (Ксп=0,6-0,7); Кп - коэффициент, учитывающий потери энергии в сети (Кп=1,03-1,05); Цэ - цена 1 кВт-час электроэнергии, тыс. р.
Для базового варианта:
1. Сборка - сварка пола.
СБ
эм1 = 0.25·3922,56·0.27·0,6·1,05·0,15321 = 25,56 тыс. р.
2 Сборка - сварка стенки передней
СБ
эм2 = 0.25·3922,56·0.37·0,6·1,05·0,15321 = 35,02 тыс. р.
3. Сборка - сварка стенки задней.
СБ
эм3 = 0.25·3922,56·0.28·0,6·1,05·0,15321 = 26,50 тыс. р.
4. Сборка - сварка боковины левой.
СБ
эм4 = 0.25·3922,56·0.69·0,6·1,05·0,15321 = 65,31 тыс. р.
5. Сборка - сварка боковины правой.
СБ
эм5 = 0.25·3922,56·0.69·0,6·1,05·0,15321 = 65,31 тыс. р.
6. Сборка - сварка кабины трактора.
СБ
эм6= 0.25·3922,56·0,61·0,6·1,05·0,15321 = 57,73 тыс. р.
Тогда суммарные затраты на силовую энергию в базовом варианте равны:
Сп
эм = 25,56+35,02+26,50+65,31+65,31+115,46= 333,16 тыс.
Для проектируемого варианта:
1. Сборка - сварка пола.
СБ
эм1 = 0.25·3922,56·0.23·0,6·1,05·0,15321 = 21,77 тыс. р.
2 Сборка - сварка стенки передней
СБ
эм2 = 0.25·3922,56·0.31·0,6·1,05·0,15321 = 29,34 тыс. р.
3. Сборка - сварка стенки задней.
СБ
эм3 = 0.25·3922,56·0.23·0,6·1,05·0,15321 = 21,77 тыс. р.
4. Сборка - сварка боковины левой.
СБ
эм4 = 0.25·3922,56·0.66·0,6·1,05·0,15321 = 62,47 тыс. р.
5. Сборка - сварка боковины правой.
СБ
эм5 = 0.25·3922,56·0.66·0,6·1,05·0,15321 = 62,47 тыс. р.
6. Сборка - сварка кабины трактора.
СБ
эм6= 1,75·3922,56·0,61·0,6·1,05·0,15321 = 682,45 тыс. р.
Тогда суммарные затраты на силовую энергию в проектируемом варианте равны:
Сп
эм = 21,77+29,34+21,77+62,47+62,47+682,45= 880,27 тыс. р.
Затраты на электроэнергию при электродуговой сварке:
Сэсв = q·Мн·Цэ, (10.12)
где q - норма расхода электроэнергии на 1кг наплавленного материала, кВт·ч;
Мн - масса наплавленного металла, кг;
Массу наплавленного металла для базового и проектируемого вариантов принимаем из техпроцесса.
СБ
эсв = 6·7568,18·0,15321 = 6957,125 тыс. руб.;
Сп
эсв= 6·4288,78·0,15321 = 3942,50 тыс. руб.
Сп
эсв= 6·1995·0,15321 = 1833,92 тыс. руб
Результаты расчета расхода электроэнергии для дуговой сварки сводим в таблицу 10.4
Таблица 10.4 - Затраты энергии для дуговой сварки
| Операция, вид свароч-ного оборудова-ния
|
Норма расхода электроэнергии, кВт·ч
|
Масса наплав-ленного металла на одно изделие
|
Расход электроэнергии, кВт·ч
|
Цена
1 кВт·ч,
тыс. р.
|
Затраты на
годовую
программу, тыс. р.
|
| на едини-цу
|
на программу
|
| Базовый вариант
|
| Дуговая сварка
А-825М
|
6
|
1,001
|
6,05
|
45409,08
|
0,15321
|
6957,125
|
| Проектируемый вариант
|
| Дуговая сварка
А-825М
|
6
|
0,572
|
3,43
|
25732,65
|
0,15321
|
3942,50
|
| Дуговая сварка
Kuka KP30L,
А-825М
|
6
|
0,266
|
1,59
|
11969,9
|
0,15321
|
1833,92
|
| Итого
|
0,838
|
5,02
|
37702,55
|
5776,42
|
Затраты на сжатый воздух для работы оборудования с пневматическими зажимами определим по формуле:
Ссв =1,5·Нр·Спсв·Фд·Кз·Цсв, (10.13)
где 1,5 - коэффициент, учитывающий потери в сети;
Нр - норма расхода сжатого воздуха,  ; ;
Кз - коэффициент загрузки оборудования;
Цсв - цена 1 м3
сжатого воздуха, тыс. р.;
Спсв - количество станков с пневматическими приспособлениями.
Для базового варианта
1. Сборка - сварка пола.
С св1
= 1,5·1·1·3922,56·0,27·0,184 = 292,31 тыс. р. св1
= 1,5·1·1·3922,56·0,27·0,184 = 292,31 тыс. р.
2. Сборка - сварка боковины левой.
Ссв2
= 1,5·1,3·1·3922,56·0,69·0,184 = 971,12 тыс. р.
3. Сборка - сварка боковины правой.
Ссв3
= 1,5·1,3·1·3922,56·0,69·0,184 = 971,12 тыс. р.
4. Сборка - сварка кабины трактора.
Ссв4
= 1,5·1,5 2·3922,56·0,61·0,184 = 1981,21 тыс. р.
Тогда суммарные затраты на жатый воздух равны
Ссв=292,31+971,12+971,12+1981,21 =4215,76
Для проектируемого варианта:
1. Сборка - сварка пола.
С св1
= 1,5·1,·1·3922,56·0,23·0,184 = 249,00 тыс. р. св1
= 1,5·1,·1·3922,56·0,23·0,184 = 249,00 тыс. р.
2. Сборка - сварка боковины левой.
Ссв2
= 1,5·1,3·1·3922,56·0,66·0,184 = 928,89 тыс. р.
3. Сборка - сварка боковины правой.
Ссв3
= 1,5·1,3·1·3922,56·0,66·0,184 = 928,89 тыс. р.
4. Сборка - сварка кабины трактора.
Ссв4
= 1,5·1,3·1·3922,56·1,03·0,184 = 1672,66 тыс. р.
Тогда суммарные затраты на жатый воздух равны
Ссв = 249,00+928,89+928,89+1672,66 = 3824,44
Расценки на электроэнергию и сжатый воздух приняты по данным предприятия.
Тогда затраты на производственную энергию будут равны:
Сэп = 333,16 +6957,125+4215,76= 11506,05 тыс. р.
Сэп = 880,27 +5776,42+3824,44= 10481,13 тыс. р.
Фонд заработной платы основных производственных рабочих с начислениями определим по формуле:
Зпр = Счi·Т·Кпр·Кд, (10.14)
где Счi - часовая тарифная ставка i-ой операции, тыс. р.;
Т - трудоемкость годовой программы, ч;
Кпр - коэффициент премирования и доплат (Кпр=1,5-1,6);
Кд - коэффициент, учитывающий дополнительную заработную плату (Кд=1,08-1,12);
Отчисления на социальные нужды от ФЗП составляют 39%.
Часовая тарифная ставка по операции определяется по формуле:
Сч = (См1·Ктi / Фм) ·Кс, (10.15)
где См1
- месячная тарифная ставка первого разряда, тыс. р.;
Ктi - тарифный коэффициент соответствующего разряда;
Кс - коэффициент, учитывающий сложность труда;
Фм - месячный фонд рабочего времени, (Фм=167-170 ч).
Для сварщиков 4 разряда:
Сч = (62·1,57/170) ·1,1 = 0,63 тыс. р.
Для сборщика 2 разряда:
Сч = (62·1,16/170) ·1,1 = 0,47 тыс. р.
Тогда фонд заработной платы основных производственных рабочих будет равен:
Зпр = 0,63· ( (69750+96750+73350+180000+180000+312750) /60) ·1,6·1,12 = 17171,48 тыс. р.
Зпр = 0,63· ( (58500+80850+61050+172500+172500) /60) ·1,6·1,12+
+0,47·265800/60·1,6·1,12 = 13993,36 тыс. р.
Затраты на текущий, капитальный ремонт и содержание оборудования определим по формуле:
Срi
= Соi·Кт·Кзi, (10.16)
где Соi
- балансовая стоимость i-го вида оборудования, тыс. руб.;
Кт - коэффициент затрат на текущий ремонт оборудования (Кт=0,08-0,1);
Базовый вариант
Ср. осн. = 119355·0,1·0,49 = 5967,75 тыс. р.
Ср. всп. = 11935,5·0,1·0,49 = 596,78 тыс. руб.
Ср. пт. = 11935,5·0,49 = 596,78 тыс. руб.
Тогда суммарные затраты на текущий, капитальный ремонт и содержание оборудования по базовому варианту равны:
С =5967,75 + 596,78 + 596,78 =7161,31 тыс. р. =5967,75 + 596,78 + 596,78 =7161,31 тыс. р.
Проектируемый вариант
Ср. осн. = 271955·0,1·0,52 = 141441,66 тыс. р.
Ср. всп. = 27195,5·0,1·0,52 = 1414,17 тыс. р.
Ср. пт. = 27195,5·0,1·0,52 = 1414,17 тыс. р.
Тогда суммарные затраты на текущий, капитальный ремонт и содержание оборудования по проектируемому варианту равны:
С =141441,66 +1414,17 +1414,17 =16970 тыс. р. =141441,66 +1414,17 +1414,17 =16970 тыс. р.
Затраты по использованию производственной площади определяем по формуле:
Спр = (Сп·Уз) ·Кз, (10.17)
где Сп - площадь, занимаемая оборудованием, м2
;
Уз - затраты по содержанию 1 м2
площади цеха, (Уз=10 у. е) тыс. р.
Спр б = 550·21,5·0,49 = 5912,5 тыс. р.
Спр п = 456,3 ·21,5·0,52 = 4905,23 тыс. р.
Расчет годовых текущих издержек по статьям затрат сводим в таблицу10.5
Таблица 10.5 - Годовые текущие издержки по сравниваемым вариантам
| Наименование статьи расходов
|
Годовые текущие издержки, тыс. р.
|
| базовый
|
проектируемый
|
| 1. Сварочные материалы
|
47233,5
|
45382.5
|
| 2. Энергия для производственных целей
|
11506,05
|
10481,13
|
| 3. Расходы по содержанию и ремонту оборудования
|
7161,31
|
16970
|
| 4. Расходы по содержанию производственной площади
|
5912,5
|
4905,23
|
| 5. ФЗП основных рабочих
|
17171,48
|
13993,36
|
| 6. Отчисления от ФЗП
|
6696,88
|
4147,79
|
| Итого:
|
95681,72
|
95880,01
|
Годовые неизменные затраты для базового и проектируемого вариантов будут равны:
Зг б
=0,15·193789,96 + (0,037·119355+0,086·3580,65+0,0000084·236500+
+0,037·358,07) + 95681,72= 169234,74 тыс. р.
Зг пр=0,15·281496,78 + (0,037·271955+0,086·8158,65+0,0000084·196209+
+0,037·815,87) + 95880,01= 148900,34тыс. р.
Тогда годовой экономический эффект будет равен:
Эг = 169234,74 - 152999,43 = 148900,34 тыс. руб.
Таблица 10.6 Основные технико-экономические показатели техпроцессов
| Наименование показателей
|
Единица измерения
|
Варианты
|
Проект к базе,%
|
| базовый
|
проектируемый
|
| 1. Годовой выпуск продукции
|
шт.
|
7500
|
7500
|
| 2. Трудоем. изгот. одного узла
|
мин.
|
121,68
|
108,16
|
11,1
|
| 3. Сварочные материалы
|
тыс. руб.
|
47233,5
|
45382.5
|
3,9
|
| 4. Единовременные затраты
единицы изделия
годового выпуска
|
тыс. руб.
|
25,83
193789,96
|
37,53
281496,78
|
45,3
|
| 5. Текущие издержки:
единицы изделия
годового выпуска
|
тыс. руб.
|
12,76
95681,72
|
12,33
95880,01
|
3,4
|
| 6. Годовые приведенные затраты
|
тыс. р.
|
169234,74
|
148900,34
|
12
|
| 7. Годовой экономический эффект
|
тыс. р.
|
20333,4
|
Численность основных рабочих, занятых непосредственно выполнением технологических операций, определяется по формуле:
 , (10.18) , (10.18)
где Тгi - годовая трудоемкость на i-ой операции, н-ч;
 - годовой действительный фонд времени работы одного рабочего, ч; - годовой действительный фонд времени работы одного рабочего, ч;
Кв - коэффициент выполнения норм выработки (Кв=1,1-1,15).
При этом Тгi равна:
 , (10.19) , (10.19)
где tштi - норма времени на i-ой операции, мин;
А - программа выпуска, шт.
Годовой фонд времени работы рабочего определяется по формуле:
 , (10.20) , (10.20)
где Дп, Дс - количество рабочих дней в году соответственно с полной продолжительностью и сокращенных;
Кнев - коэффициент невыходов по уважительным причинам (Кнев=0,88).
Ф = (8·251+7·3) ·0,88=1797,84 ч = (8·251+7·3) ·0,88=1797,84 ч
Для проектируемого варианта:
Пример расчета для базового варианта:
Сборка - сварка пола.
Тгi= (9,3·7500) /60=1162,5 н-ч
Чо=1162,5 / (1797,84·1,15) =0,56
Принимаем Чо=1
2 Сборка - сварка стенки передней
Тгi= (12,9·7500) /60=1612,5 н-ч
Чо=1612,5/ (1797,84·1,15) =0,78
Принимаем Чо=1
3. Сборка - сварка стенки задней.
Тгi= (9,78·7500) /60=1222,5 н-ч
Чо=1222,5/ (1797,84·1,15) =0,59
Принимаем Чо=1
4. Сборка - сварка боковины левой.
Тгi= (24·7500) /60=3000 н-ч
Чо=3000/ (1797,84·1,15) =1,45
Учитывая совмещение профессий принимаем Чо=1
5. Сборка - сварка правой.
Тгi= (24·7500) /60=3000 н-ч
Чо=3000/ (1797,84·1,15) =1,45
Учитывая совмещение профессий принимаем Чо=1
6. Сборка - сварка кабины трактора.
Тгi= (41,7·7500) /60=5212,5 н-ч
Чо=5212,5/ (1797,84·1,15) =2,50
Учитывая совмещение профессий принимаем Чо=3
Пример расчета для проектируемого варианта:
1. Сборка - сварка пола.
Тгi= (7,8·7500) /60=975 н-ч
Чо=1907,5/ (1797,84·1,15) =0,47
Принимаем Чо=1
2 Сборка - сварка стенки передней
Тгi= (10,78·7500) /60=1347,5 н-ч
Чо=1907,5/ (1797,84·1,15) =0,65
Принимаем Чо=1
3. Сборка - сварка стенки задней.
Тгi= (8,14·7500) /60=1017,5 н-ч
Чо=1907,5/ (1797,84·1,15) =0,49
Принимаем Чо=1
4. Сборка - сварка боковины левой.
Тгi= (23·7500) /60=2875 н-ч
Чо=1907,5/ (1797,84·1,15) =1,39
Учитывая совмещение профессий принимаем Чо=1
5. Сборка - сварка правой.
Тгi= (23·7500) /60=2875 н-ч
Чо=1907,5/ (1797,84·1,15) =1,39
Учитывая совмещение профессий принимаем Чо=1
6. Сборка - сварка кабины трактора.
Тгi= (35,44·7500) /60=4430 н-ч
Чо=1907,5/ (1797,84·1,15) =2,14
Учитывая, что сварка кабины трактора производится с помощью робота Kuka KP30L, мы принимаем одного рабочего 2-го разряда для сборки кабины в кондукторе и контрля работы робота Чо=1.
Расчет численности основных рабочих сводим в таблицу 10.7.
Таблица 10.7-Численность основных рабочих
| Операция по узлу
|
Годовая
трудоемкость, ч
|
Количество
станков на
операции, шт
|
Численность основных
рабочих, чел
|
| расчетное
|
принятое
|
| 1
|
2
|
3
|
4
|
5
|
| Базовый вариант
|
| Сборка - сварка пола
|
1162,5
|
1
|
0,56
|
2
|
| Сборка-сварка боковины левой
|
3000
|
1
|
1,45
|
| Сборка-сварка стенки передней
|
1612,5
|
1
|
0,78
|
1
|
| Продолжение таблицы 10.7
|
| 1
|
2
|
3
|
4
|
5
|
| Сборка-сварка стенки задней
|
1222,5
|
1
|
0,59
|
2
|
| Сборка-сварка боковины правой
|
3000
|
1
|
1,45
|
| Сборка-сварка кабины
|
5212,5
|
2
|
2,50
|
3
|
| Всего
|
15210
|
7
|
7,22
|
8
|
| Проектируемый вариант
|
| Сборка-сварка стенки передней
|
1347,5
|
1
|
0,65
|
1
|
| Сборка - сварка пола
|
975
|
1
|
0,47
|
2
|
| Сборка-сварка боковины левой
|
2875
|
1
|
1,39
|
| Сборка-сварка стенки задней
|
1017,5
|
1
|
0,49
|
2
|
| Сборка-сварка боковины правой
|
2875
|
1
|
1,39
|
| Сборка-сварка кабины
|
4430
|
1
|
2,14
|
1
|
| Всего
|
13520
|
6
|
6,53
|
6
|
В базовом варианте численность рабочих больше чем численность оборудования в виду того, что необходим рабочий для ускорения сборки и сварки кабины трактора в главном кондукторе.
Численность вспомогательных рабочих принимаем в размере 15-20% от численности основных рабочих.
Расчет численности вспомогательных рабочих сводим в таблицу 10.8.
Таблица 10.8 - Расчет численности вспомогательных рабочих.
| Наименование профессии
|
Разряд
рабочего
|
Норма
обслуживания
Ед.
|
Численность вспомогательных
рабочих, чел
|
| расчетное
|
принятое
|
| 1
|
2
|
3
|
4
|
5
|
| Базовый вариант
|
| Наладчик оборудования для автоматической и полуавтоматической сварки
|
4
|
10
|
1,6
|
1
|
| Контролер сварочных
работ
|
4
|
40
|
1
|
| Итого по участку
|
1,6
|
2
|
| Проектируемый вариант
|
| Продолжение таблицы 10.8
|
| 1
|
2
|
3
|
4
|
5
|
| Наладчик оборудования для автоматической и полуавтоматической сварки
|
4
|
10
|
1,2
|
1
|
| Контролер сварочных
работ
|
4
|
40
|
1
|
| Итого по участку
|
1,2
|
2
|
Численность служащих принимаем в процентном отношении от общего числа рабочих 7-8%.
Тогда численность служащих для базового варианта Чсл=0,08·10=0,8, принимаем Чсл=1 - техник технолог.
Для проектируемого варианта численность служащих: Чсл=0,08·4=0,32, принимаем Чсл=1 - техник технолог.
Расчет тарифного фонда заработной платы основных производственных рабочих произведем по формуле:
 , (10.21) , (10.21)
где Счi - часовая тарифная ставка по каждой операции тыс. р.;
Тгi - годовая трудоемкость, н-ч;
n - количество операций.
Часовые тарифные ставки по операциям определяют по формуле:
 , (10.22) , (10.22)
где См1 - месячная тарифная ставка первого разряда, тыс. р.;
Ктi - тарифный коэффициент соответствующего разряда
Фм - месячный фонд рабочего времени (Фм=167-170 ч).
Базовый вариант
Для сварщиков 4 разряда:
Сч = (62·1,57/170) ·1,1 = 0,63 тыс. р.
Зор=0,63·1162,5+0,63·1612,5+0,63·1222,5+0,6·3000+0,63·3000+0,63·521,5=582,=3тыс. р.
Проектируемый вариант:
Для сварщиков 4 разряда:
Сч = (62·1,57/170) ·1,1 = 0,63 тыс. р.
Для слесарей 2 разряда:
Сч = (62·1,16/170) ·1,1 = 0,47 тыс. р.
Зор=0,63·975+0,63·1347,5+0,63·1017,5+0,63·2875+0,63·2875+0,47 4430=
=7808,8 тыс. р.
Годовой фонд оплаты труда основных производственных рабочих:
Зпр = Зор·Кпр·Кд (10.23)
где Кпр - коэффициент премирования и доплат для основных производственных рабочих (Кпр=1,5-1,6);
Кд - коэффициент, учитывающий дополнительную заработную плату (Кд=1,08-1,12). Для рабочего в проектируемом варианте:
Зпр = 7808,8 ·1,6·1,12=13993,37 тыс. р.
Расчет фонда заработной платы основных рабочих сводим в таблицу 10.9.
Таблица 10.9 - Фонд заработной платы основных рабочих.
| Наименование
|
Разряд
|
Часовая ставка, тыс. р.
|
Годовая
трудоемкость,
Ч
|
Тарифный
фонд
зарплаты,
тыс. р.
|
Кпр
|
Кд
|
Фонд зарплаты основных рабочих, тыс. р.
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
| Базовый вариант
|
| Свар-щик
|
4
|
0,63
|
1162,5
|
732,38
|
1,6
|
1,12
|
1312,42
|
| Свар-щик
|
4
|
0,63
|
1612,5
|
1015,88
|
1,6
|
1,12
|
1820,46
|
| Свар-щик
|
4
|
0,63
|
1222,5
|
770,18
|
1,6
|
1,12
|
1380,16
|
| Свар-щик
|
4
|
0,63
|
3000
|
1890
|
1,6
|
1,12
|
3386,88
|
| Свар-щик
|
4
|
0,63
|
3000
|
1890
|
1,6
|
1,12
|
3386,88
|
| Свар-щик
|
4
|
0,63
|
5212,5
|
3283,88
|
1,6
|
1,12
|
5884,7
|
| итого
|
15210
|
9582,3
|
17171,5
|
| Проектируемый вариант
|
| Свар-щик
|
4
|
0,63
|
975
|
614,25
|
1,6
|
1,12
|
1100,74
|
| Свар-щик
|
4
|
0,63
|
1347,5
|
848,93
|
1,6
|
1,12
|
1521,28
|
| Свар-щик
|
4
|
0,63
|
1017,5
|
641,03
|
1,6
|
1,12
|
1148,72
|
| Свар-щик
|
4
|
0,63
|
2875
|
1811,25
|
1,6
|
1,12
|
3245,76
|
| Свар-щик
|
4
|
0,63
|
2875
|
1811,25
|
1,6
|
1,12
|
3245,76
|
| Слесарь
|
2
|
0,47
|
4430
|
2082,1
|
1,6
|
1,12
|
3731,12
|
| итого
|
13520
|
7808,81
|
13993,38
|
Затраты по зарплате вспомогательных рабочих и служащих определим на основе их численности, месячных тарифных ставок Смес, премиальных выплат Кпр, прочих доплат по формуле:
 (10.24) (10.24)
где к - перечень профессий вспомогательных рабочих и служащих.
Для вспомогательных рабочих в проектируемом варианте:
Зов. сл. =2·83,7·1,6·1,1·12=1627,1 тыс. р.
Расчет затрат на оплату труда вспомогательных рабочих и служащих сводим в таблицу 10.10
Таблица 10.10 - Фонд заработной платы вспомогательных рабочих и служащих.
| Профессия
|
Коли-чество
|
Тариф. коэфф. i-го разряда
|
Месячн. тариф. ставка, тыс. руб.
|
Коэфф. премирования Кпр
|
Коэфф. дополн. зарпл. Кд
|
Годовой фонд зарплаты, тыс. руб.
|
| Базовый вариант
|
| Вспомога-тельные рабочие
|
2
|
1,57
|
83,7
|
1,6
|
1,01
|
5550,72
|
| Служащие
|
1
|
2,65
|
164,3
|
1,6
|
1,1
|
9195,54
|
| Итого:
|
14746,26
|
| Проектируемый вариант
|
| Вспомога-тельные рабочие
|
2
|
1,35
|
83,7
|
1,6
|
1,1
|
5550,72
|
| Служащие
|
1
|
2,65
|
164,3
|
1,6
|
1,1
|
9195,54
|
| Итого:
|
14746,26
|
Плановый фонд зарплаты за счет прибыли принимают в размере 2% от прибыли по участку; норматив распределения для основных производственных рабочих 65 - 70%, для вспомогательных - 25 - 30%, для служащих 5%.
Таблица 10.11 - Численность, годовой фонд зарплаты и среднемесячная заработная плата работников участка
| Категории работников
|
Численность, чел.
|
Годовой фонд зарплаты, включаемый в себестоимость, тыс. р.
|
Фонд зарплаты, образуемый из прибыли, тыс. р.
|
Общая сумма выплат, рабочим и служащим,
тыс. р.
|
Среднемесяч-ная зарплата тыс. р.
|
| Базовый вариант
|
| Основные
|
8
|
17171,5
|
10756,29
|
27927,79
|
290,91
|
| Вспомога-тельные
|
2
|
5550,72
|
3841,62
|
9392,34
|
391,35
|
| Служащие
|
1
|
9195,54
|
768,32
|
9963,86
|
830,32
|
| Итого:
|
11
|
31917,76
|
15366,23
|
47283,99
|
504, 19
|
| Проектируемый вариант
|
| Основные
|
6
|
13993,38
|
10130,63
|
24124,01
|
335,06
|
| Вспомога-тельные
|
2
|
5550,72
|
3618,08
|
9168,8
|
382,03
|
| Служащие
|
1
|
9195,54
|
723,62
|
9919,16
|
826,6
|
| Итого:
|
9
|
28739,64
|
14472,33
|
43211,97
|
514,56
|
Отчисления на социальные нужды работников участка составляют 39% от общего фонда заработной платы.
Таблица 10.12 - Расчет отчислений на социальные нужды.
| Категория
работников
|
Годовой фонд оплаты труда,
включаемый в себестоимость,
тыс. р.
|
Норма отчислений
на
социальные
нужды,%
|
Сумма
отчислений,
тыс. р.
|
| Проектируемый вариант
|
| Рабочие:
основные
вспомогательные
Служащие
|
17171,5
5550,72
9195,54
|
39
|
6696,89
2164,78
3586,26
|
| Базовый вариант
|
| Рабочие:
основные
вспомогательные
Служащие
|
13993,38
5550,72
9195,54
|
39
|
5457,18
2164,78
3586,26
|
Расчет стоимости основных производственных фондов проводят аналогично расчету, приведенному в разделе 10.1.2 Результаты вносят в таблицу, аналогичную таблице 10.2.
Таблица 10.13 - Стоимость основных фондов и их амортизация.
| Наименование основных фондов
|
Балансовая стоимость
тыс. р.
|
Норма
аморти-
зации
|
Амортизационные отчисления тыс. р.
|
| база
|
проект
|
база
|
проект
|
| Оборудование:
1) основное
|
119355
|
271955
|
16
|
19096,8
|
41071,2
|
| 2) вспомогательное
|
11935,5
|
27195,5
|
8
|
954,84
|
2175,64
|
| 3) подъемно - транспортное
|
11935,5
|
27195,5
|
6
|
716,13
|
1631,73
|
| 4) Здания
|
236500
|
196209
|
2,5
|
591,25
|
4905,23
|
| 5) Сооружения и передаточные устройства
|
11825
|
9810,45
|
3
|
354,75
|
294,31
|
| 6) Дорогостоящие инструменты и приспособления
|
3580,65
|
8158,65
|
20
|
716,13
|
1631,73
|
| 7) Производственный и хозяйственный инвентарь
|
358,07
|
815,87
|
8
|
28,65
|
65,27
|
| Итого:
|
395489,72
|
541339,97
|
22458,55
|
51775,11
|
Затраты на металл определим по формуле:
См =  (Нм·Цм·Ктз - Но·Цо) ·П, (10.25) (Нм·Цм·Ктз - Но·Цо) ·П, (10.25)
где Нм - норма расхода i-го вида металла на единицу продукции, кг;
Цм - цена металла за 1кг, тыс. р.;
Ктз - коэффициент транспортно-заготовительных расходов, Ктз=1,03-1,05;
Но - масса реализуемых отходов, кг;
Цо - цена возвратных отходов, тыс. руб.;
П - годовая программа выпуска, шт.
Тогда затраты на металл будут равны:
См= (305,9·1,31·1,05 - 45,9·0,13755) ·7500=3108389,29 тыс. р.
Расценки на металл приняты по данным предприятия.
Результаты расчетов сводим в таблицу 10.14
Таблица 10.14 - Расчет потребности в основных материалах
| Марка материала, профиль
|
Расход материала
|
Отходы на программу, т
|
Цена материала за 1т с учет. Ктз. тыс. руб
|
Цена отходов за 1т, тыс. руб
|
Затраты материала на программу, тыс. руб
|
Стоимость реализ. отходов, тыс. руб
|
Затраты материалов за выче-том реализ. отходов, тыс. руб.
|
| На единицу
|
На прог-рамму, т
|
| Чист масса, кг
|
черн. масса, кг
|
| Сталь 08
|
260
|
305,9
|
2294,25
|
344,25
|
1375,5
|
137,55
|
3155740,88
|
47351,59
|
3108389,29
|
| Итого
|
3108389,29
|
Затраты на сварочные материалы определяются аналогично расчету в пункте 10.1.3 и заполняется таблица.
Таблица 10.15 - Затраты на сварочные материалы
| Наименование материала
|
Расход на изделие, кг
|
Цена за кг, тыс. руб
|
Затраты на программу, тыс. руб.
|
| база
|
проект
|
База
|
проект
|
| Проволока сварочная Св-08Г2С
|
1.11
|
0.93
|
5,3
|
44122.5
|
36967.5
|
| Углекислый газ
|
0.61
|
0,68
|
3111
|
| Ar+CO2
+O2
|
0.51
|
2,2
|
8415
|
| Итого:
|
47233,5
|
45382.5
|
Затраты на вспомогательные материалы принимаем в размере 2% от стоимости основных материалов.
Тогда затраты на вспомогательные материалы в проектируемом варианте будут равны:
Свс=0,02·3108389,29=62167,79 тыс. р.
Затраты на вспомогательные материалы в базовом варианте будут равны:
Свс=0,02·3108389,29=62167,79 тыс. р.
Затраты на энергию для проектируемого варианта определим на основе расчета энергетических ресурсов, выполненного в разделе 6, и стоимости каждого вида энергии. Расценки на различные виды энергии принимаем по данным предприятия.
Расчет энергетических ресурсов для базового варианта:
Потребность в осветительной электроэнергии определяется по формуле:
Сэ. осв = 15·Sоб·Фосв·Кд / 1000, (10.26)
где 15 - среднегодовой расход электроэнергии Вт·ч на 1м2
площади;
Sоб - площадь участка, м2
;
Фосв - число часов освещения в год;
Кд - коэффициент, учитывающий дополнительное освещение в пасмурные дни.
Определяем расход электроэнергии на освещение в базовом варианте
Сэ. осв = 15·550·1200·1,05/1000 = 10395 кВт.
Определяем расход электроэнергии на освещение в проектируемом варианте
Сэ. осв = 15·456,3·1200·1,05/1000 = 8624,07 кВт.
Расчет теплоэнергии на отопление определяем по формуле:
Qот = R·n·К·V· (tвн - tн. ср) ·Тот / 106
(10.27)
где R - удельная тепловая характеристика здания для отопления,
ккал/ (м3
час·С);
n - коэффициент, учитывающий расход тепла на подогрев наружного воз
духа, поступающего в здание путем инфильтрации через неплотности в ограждениях;
К - поправочный коэффициент, учитывающий изменение температуры;
tвн - средняя внутренняя температура воздуха в здании, °С;
tн. ср - средняя температура наружного воздуха за отопительный период, °С
V - объем здания, м3
;
Тот - продолжительность отопительного периода, час.
Qотб
= (0,45·1,1·1,08·5500· (16+15) ·4320) /10 =39,38 Гкал.
Qотп
= (0,45·1,1·1,08·4563· (16+15) ·4320) /10 =32,67 Гкал
Расход тепла на вентиляцию определяем по формуле:
Qв = qв·V· (tвн - tнв) ·Тв /106
(10.28)
где qв - удельная тепловая характеристика для вентиляции; tвн - температура воздуха в цеху, °С; tнв - расчетная зимняя температура наружного воздуха для вентиляции,°С; Тв - продолжительность работы вентиляционной системы, час.
Qвб
= 0,4·5500· (16+11) ·2400/106
= 14,26 Гкал.
Qвп
= 0,4·4563· (16+11) ·2400/106
= 11,83 Гкал.
Вода на участке расходуется на бытовые нужды. Расчет водоснабжения производится на основании следующих данных: для хозяйственно - санитарных нужд - 25л на каждого работающего в смену, для душевых - 40л на работающего в смену.
Рх. сб
= 25·11·251/1000 = 69,03 м3
Рдушб
. =40·11·251/1000 = 110,44 м3
Рх. сп
= 25·9·251/1000 = 45,18 м3
Рдушп
. =40·9·251/1000 = 90,36 м3
Расход теплоэнергии на горячее водоснабжение определяем по формуле:
Qгор = а· (tr. в - tх. в) ·Тr. в / 106
(10.29)
где а - расход горячей воды в душевых, л/час;
tr. в - расчетная температура горячей воды - 65°С;
tх. в - температура холодной воды зимой - +5°, летом - +15°;
Тr. в - время работы системы горячего водоснабжения - 8400 часов.
Qгорб
=110,44· (65 - 10) ·8400/10= 5,10 Гкал.
Qгорп
=90,36· (65 - 10) ·8400/10= 4,17 Гкал
Потребность в силовой электроэнергии определяется по формуле:
Сэм= Руст·Ф·Кз·Ксп·Кп, (10.30)
где Руст - суммарная установленная мощность электродвигателей, кВт;
- годовой действительный фонд времени работы оборудования, ч;
Кз - коэффициент загрузки оборудования;
Ксп - коэффициент, учитывающий неодновременность работы оборудования (Ксп=0,6-0,7);
Кп - коэффициент, учитывающий потери энергии в сети (Кп=1,03-1,05);
Сэмб
= 0.25·3922,56·0.27·0,6·1,05+0.25·3922,56·0.37·0,6·1,05+
+0.25·3922,56·0.28·0,6·1,05+0.25·3922,56·0.69·0,6·1,05+
+0.25·3922,56·0.69·0,6·1,05+0.25·3922,56·0,61·0,6·1,05·2=
= 2174,531, кВт
Сэмп
= 0.25·3922,56·0.23·0,6·1,05+0.25·3922,56·0.31·0,6·1,05+
+0.25·3922,56·0.23·0,6·1,05+0.25·3922,56·0.66·0,6·1,05+
+0.25·3922,56·0.66·0,6·1,05+1,75·3922,56·0,61·0,6·1,05·0,15321 =
= 5745,51, кВт
Потребность в энергии для электродуговой сварки определяют по формуле:
Сэсв = q·Мн, (10.31)
где q - норма расхода электроэнергии на 1кг наплавленного материала, кВт·ч;
Мн - масса наплавленного металла, кг
СБ
эсв = 6·7568,18 = 45409,08, кВт;
Сп
эсв= 6·4288,78 = 25732,68, кВт
Сп
эсв= 6·1995 = 11970, кВт.
Сп
эсв = 25732,68+11970 = 37702,68, кВт
Потребность в сжатом воздухе определяют по формуле:
Ссв =1,5·Нр·Спсв·Фд·Кз, (10.32)
где 1,5 - коэффициент, учитывающий потери в сети;
Нр - норма расхода сжатого воздуха, ;
Кз - коэффициент загрузки оборудования;
Спсв - количество станков с пневматическими приспособлениями.
Ссв1
=1,5·1·1·3922,56·0,27+1,5·1,3·1·3922,56·0,69+1,5·1,3·1·3922,56·0,69+
+1,5·1,5 2·3922,56·0,61 = 22911,74 м
Ссв1
=1,5·1,·1·3922,56·0,23+1,5·1,3·1·3922,56·0,66+1,5·1,3·1·3922,56·0,66+
+1,5·1,3·1·3922,56·1,03 = 20785 м3
Расчет затрат на энергию сводим в таблицу 10.16.
Таблица 10.16 - Затраты на энергию
| Вид энергии
|
Единица
измерения
|
Расход
энергии
|
Цена энергии за
единицу, тыс. р.
|
Затраты на энергию по видам,
тыс. руб.
|
| Базовый вариант
|
| Силовая электроэнергия
|
кВт·ч
|
2174,531
|
0,15321
|
333,16
|
| Электроэнергия при электродуговой сварке
|
кВт·ч
|
45409,08
|
0,15321
|
6957,13
|
| Осветительная электроэнергия
|
кВт·ч
|
10395
|
0,15321
|
1592,62
|
| Сжатый воздух
|
м3
|
22911,74
|
0,184
|
4215,76
|
| Теплоэнергия на отопление
|
Гкал
|
39,38
|
30,622
|
1205,89
|
| Теплоэнергия на вентиляцию
|
Гкал
|
14,26
|
30,622
|
436,67
|
| Вода для бытовых нужд
холодное водоснабжение
горячее водоснабжение
|
м
Гкал
|
69,03
5,10
|
0,329
30,622
|
22,71
156,17
|
| Итого
|
14920,11
|
| Проектируемый вариант
|
| Силовая электроэнергия
|
кВт·ч
|
5745,51
|
0,15321
|
880,27
|
| Электроэнергия при электродуговой сварке
|
кВт·ч
|
37702,68
|
0,15321
|
5672,24
|
| Осветительная электроэнергия
|
кВт·ч
|
8624,07
|
0,15321
|
1321,29
|
| Сжатый воздух
|
м3
|
20785
|
0,184
|
3824,44
|
| Теплоэнергия на отопление
|
Гкал
|
32,67
|
30,622
|
1033,09
|
| Теплоэнергия на вентиляцию
|
Гкал
|
11,83
|
30,622
|
362,26
|
| Вода для бытовых нужд
холодное водоснабжение
горячее водоснабжение
|
м
Гкал
|
45,18
4,17
|
0,329
30,622
|
14,86
127,69
|
| Итого:
|
14404,85
|
Платежи по обязательному страхованию имущества:
Сстр = (Оср + (Фо - Ао)) ·Нстр/100, (10.33)
где Оср - стоимость оборотных средств, принимаются 55% от стоимости основных материалов, тыс. р.;
Фо - общая стоимость основных фондов, тыс. р.;
Ао - амортизационные отчисления, тыс. р.;
Нстр - норматив платежей по страхованию имущества (Нстр=0,15%).
Сстр = (1709614,11+ (395489,72- 22458,55)) ·0,15/100 = 815,99 тыс. р.
Сстр = (1709614,11+ (541339,97- 51775,11)) ·0,15/100 = 990,79 тыс. р.
Сумма земельного налога:
Сн. з. = Пуч·Нз·Кз, (10.34)
где Пуч - площадь участка, м2
;
Нз - ставка земельного налога, тыс. р. за м2
;
Кз - коэффициент застройки, Кз=2,3.
Сн. з. = 550·19,25·2,3 = 24351,25 тыс. р.
Сн. з. = 456,3·19,25·2,3 = 20202,68 тыс. р.
Прочие материальные затраты принимают в размере 1% от стоимости основных материалов.
Тогда прочие материальные затраты для проектируемого варианта будут равны:
Смпр=0,01·3108389,29=31083,89 тыс. р.
Тогда прочие материальные затраты для базового варианта будут равны:
Смпр=0,01·3108389,29=31083,89 тыс. р.
Расчет материальных затрат сводим в таблицу 10.17.
Таблица 10.17 - Материальные затраты.
| Наименование материальных затрат
|
Обозначение
|
Общая сумма затрат, тыс. руб.
|
| Базовый
|
Проекти-руемый
|
| 1. Основные материалы
|
См
|
3108389,29
|
3108389,29
|
| 2. Вспомогательные материалы
|
Свс
|
62167,79
|
62167,79
|
| 3. Энергия
|
Сэн
|
14920,11
|
14404,85
|
| 4. Прочие материальные затраты
|
Смпр
|
31083,89
|
31083,89
|
| Итого:
|
Мз
|
3216561,08
|
3216045,82
|
| Материальные затраты на единицу изделия
|
428,87
|
428,81
|
Исходя из прямых расчетов и определения общехозяйственных и общепроизводственных расходов, составляют калькуляцию изготовления изделия на участке.
Таблица 10.18 - Смета общепроизводственных расходов.
| Наименование статей затрат
|
Всего затрат по участку, тыс. руб.
|
| Базовый
|
Проекти-руемый
|
| 1
|
2
|
3
|
| 1. Вспомогательные материалы
|
62167,79
|
62167,79
|
| 2. Амортизационные отчисления на полное восстановление
|
22458,55
|
51775,11
|
| 3. Фонд заработной платы (ФЗП) вспомогательных рабочих
служащих
|
5550,72
9195,54
|
5550,72319195,54
|
| 4. Отчисления на социальные нужды от ФЗП вспомогательных рабочих и служащих
|
5751,04
|
5751,04
|
| Продолжение таблицы 10.18
|
| 1
|
2
|
3
|
| 5. Энергия
|
14920,11
|
14404,85
|
| 6. Прочие материальные затраты
|
24738,4
|
24738,4
|
| 7. Прочие расходы
|
31083,89
|
31083,89
|
| Всего общепроизводственные расходы
|
175866,04
|
204667,34
|
Таблица 10.19 - Калькуляция изготовления изделия на участке
| Наименование статей затрат
|
Всего затрат по участку, тыс. р.
|
| Базовый
|
Проектируе-мый
|
| 1. Основные материалы
2. Сварочные материалы
3. Расходы на зарплату основных рабочих
4. Отчисления на социальные нужды от ФЗП основных рабочих
5. Налоги и платежи
6. Общепроизводственные расходы
7. Общехозяйственные расходы
|
3108389,29
47233,5
17171,5
6696,89
251667,24
175866,04
17171,5
|
3108389,29
45382.5
13993,38
5457,18
21193,47
204667,34
13993,38
|
| Итого производственная себестоимость, Спр
|
3624195,96
|
3413076,54
|
| Прочие производственные расходы, 1-2% от Спр
|
36241,96
|
34130,77
|
| Итого полная себестоимость
|
3660437,92
|
3447207,31
|
| Себестоимость одного узла
|
488,06
|
459,63
|
Общепроизводственные расходы включают: затраты на вспомогательные материалы, амортизационные отчисления, на все виды энергии, фонд оплаты труда и отчисления на социальные нужды вспомогательных рабочих и служащих, налоги и прочие расходы.
Общехозяйственные расходы принимаем в размере 100-120% от ФОТ основных рабочих.
Годовой объем выпуска продукции по отпускным ценам определяется по формуле:
 (10.35) (10.35)
где Аi - годовая программа выпуска i-го узла;
Цедi - отпускная цена изготовления единицы i-го узла, тыс. р.
Отпускная цена Цi определяется по формуле:
Цед. опт = Кн· (Сед+Пед), (10.36)
где Сед - полная себестоимость изготовления одного узла, тыс. р.;
Пед. - прибыль, приходящаяся на один узел, принимается в пределах 15-20% от себестоимости тыс. р.;
Кн - коэффициент, учитывающий налоги, включаемые в цену (Кн=1,23-1,27).
Цед. опт. =1,24· (488,06+97,61) =726,23 тыс. р.
Цед. опт. =1,24· (459,63+91,93) =683,93 тыс. р.
О =726,23 ·7500=5446725 тыс. р. =726,23 ·7500=5446725 тыс. р.
О =683,93 ·7500=5129475 тыс. р. =683,93 ·7500=5129475 тыс. р.
Прибыль по участку:
П = Ов-Срп-Н (10.37)
где Н-налоги, тыс. р.
Н= (Кн-1) ·Ов/Кн
Н= (1,24 - 1) · 5446725/1,24 = 1054204,84 тыс. р.
Н= (1,24 - 1) · 5129475/1,24 = 992801,61 тыс. р.
П = 5446725 - 3624195,96 - 1054204,84 =768324,2 тыс. р.
П = 5129475 - 3413076,54 - 992801,61 =723596,85 тыс. р.
Затраты на 1 р. Товарной продукции определяются как:
Зтп=Срп/Ов
Зтп=3624195,96/5446725=0,67
Зтп=3413076,54/5129475=0,67
Уровень рентабельности продукции:
Рп = (П/Срп) ·100%. (10.38)
Рп = (768324,2/3624195,96) ·100%=20%
Рп = (723596,85/3413076,54) ·100%=20%
Материалоемкость продукции:
Ме = Мз/Ов. (10.39)
Ме = 3216561,08/ 5446725 = 0,59
Ме = 3216045,82/5129475 = 0,63
Коэффициент использования металла:
Ки. м. =mg/Нр, (10.40)
где mg - чистый вес узла, кг;
Нр - норма расхода металла, кг.
Ким = 260/305,9 = 0,85.
Уровень производительности труда:
В=Ов/Чр, (10.41)
где Чр - численность работающих.
В=5446725/11=495156,82 тыс. р. /чел.,
В=5129475/9=569941,67 тыс. р. /чел.
Коэффициент автоматизации сварочных работ по протяженности швов:
Км. п. ш. =Lсв. а. м. /Lсв, (10.42)
По массе наплавленного металла:
Км. м. =Gн. м. а. м. /Gн, (10.43)
где Lсв. а. м. - длина сварных швов, выполненных автоматической и механизированной сваркой; Lсв - общая длина сварных швов; Gн. м. а. м. - масса металла, наплавленного автоматической и механизированной сваркой; Gн - масса наплавляемого металла.
Длину швов, а также массу металла, наплавленного автоматической сваркой, принимаем из технологической части.
Км. п. ш. =5,361/15,765=0,34
Км. м. =1995/6283,78=0,32
Коэффициент автоматизации работ:
Км. р. =Qм. а. /Qо, (10.44)
где Qм. а. - объем автоматизированных работ, выполняемых при изготовлении сварной конструкции, н-ч; Qо - общий объем работ на сварную конструкцию, н-ч.
Км. р. =4430/13520=0,33
Длину швов, а также массу металла, наплавленного автоматической сваркой, принимаем из технологической части.
Для базового варианта
Км. п. ш. =0/15,765=0
Км. м. =0/7500=0
Коэффициент автоматизации работ:
Для базового варианта
Км. р. =0/13520=0
Расчет выполняется по методу чистой текущей стоимости. В данном случае упрощенно принимается, что отток денежных средств включает только единовременные затраты в основные и оборотные фонды (инвестиции). Приток денежных средств - это доходы (амортизационные отчисления и прибыль).
Дисконтирование денежных потоков выполняется с использованием коэффициента дисконтирования  : :
 , (10.45) , (10.45)
где Rн - норматив приведения разновременных затрат и результатов, (Rн=0,11).
Тогда для первого года коэффициент дисконтирования будет равен:
d =1/ (1+0,11) =1/ (1+0,11)  =0,901 =0,901
Для второго года:
d=1/ (1+0,11)  =0,812 =0,812
Для третьего года:
d=1/ (1+0,11) =0,731
Дисконтирование осуществляется умножением денежных потоков в году t на соответствующий коэффициент дисконтирования.
Тогда для первого года:
541339,97·0,9= - 487205,97 тыс. р.
Для второго года:
Инвестиции в оборотные фонды принимают в размере 10 - 15% от инвестиций в основные фонды. Тогда инвестиции в оборотные фонды будут равны 0,15·541339,97=81201 тыс. р.
(775371,96- 81201) ·0,812=694170,96 тыс. р.
Чистая текущая стоимость определяется последовательным суммированием денежных потоков за предыдущие годы.
Для второго года:
487205,97+694170,96=206964,99 тыс. р.
Результаты расчетов сводим в таблицу 10.20.
Таблица 10.20 - Расчет чистой текущей стоимости
| Год
|
Инвестиции (-)
доход (+)
|
Коэффициент
дисконтирования dt
|
Дисконтированный
доход и инвестиции
|
Чистая теку-
щая стоимость
|
| Проектируемый вариант
|
| 1
|
-541339,97
|
0,901
|
- 487205,97
|
-185976,36
|
| 2
|
775391,48
81201
|
0,812
|
694170,96
|
206964,99
|
Год, в который чистая текущая стоимость достигает положительной величины, может быть принят как срок окупаемости проекта, т.е. проект окупится за 2 года.
Рассчитанные показатели работы участка заносим в итоговую таблицу 10.21.
Таблица 10.21 - Основные технико-экономические показатели участка
| Показатели
|
Обозна-чение
|
Единица измерения
|
Величина показателя
|
| базовый
|
проекти-руемый
|
| 1 Годовая программа выпуска
2 Годовой объем выпуска
3 Себестоимость единицы изделия
4 Прибыль
5 Материалоемкость продукции
6 Затраты сварочных материалов на программу
7 Уровень рентабельности продукции
8 Количество работающих на участке
9 Уровень производительности труда
10 Среднемесячная зарплата одного работника
11 Затраты на 1 р. товарной продукции
12 Трудоемкость изготовления одного узла
13 Коэффициент автоматизации сварочных работ
по протяженности швов
по массе наплавленного металла
14 Коэффициент автоматизации работ
15 Годовой экономический эффект техпроцесса
16 Срок окупаемости инвестиций в участок
|
А
Ов
Сi
П
Ме
Ссв. м.
Рп
Ч
В
Зср
Зтп
Т
Км. п. ш.
Км. м.
Км. р.
Эг
Ток
|
шт
тыс. р.
тыс. р.
тыс. р.
р. /р.
тыс. р.
%
чел
тыс. р. /чел
тыс. р.
р. /р.
мин
тыс. р.
лет
|
7500
5578500
488,06
768323,72
0,58
47233,5
20
11
495156,82
504, 19
0,67
121,68
0
0
0
|
7500
5253600
459,63
723616,37
0,61
45382.5
20
9
569941,67
514,56
0,67
108,16
0,34
0,32
0,33
20333,4
2
|
Заменой механизированной сварки на роботизированную, а также применением в качестве защитного газа смеси Ar+CO2+О2
при изготовлении кабины трактора удалось снизить трудоемкость производства изделия, и сократить количество применяемого оборудования наряду с применением труда менее квалифицированного рабочего, т.е. рабочего со вторым разрядом. Применение при сварке роботизированного технологического комплекса позволило повысить уровень автоматизации сварочных работ. Срок окупаемости проекта составил 2 года. Рентабельность продукции составила 21%. Годовой экономический эффект составил 20333,4 тыс. р.
1. Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. Учебнеик для студентов вузов. М., "Машиностроение", 1977. - 432 с.
2. Белоконь В.М. Производство сварных конструкций: Учеб. пособие. - Могилев: ММИ, 1998. - 139 с.
3. Верховенко А.В., Тукин А.К. Справочник сварщика. - Минск: Высшая школа, 1990. - 480 с.
4. Винокуров В.А., Григорьянц А.Г. Теория сварочных деформаций и напряжений. - М.: Машиностроение, 1984. - 280 с.
5. Гривняк И. Свариваемость сталей. - М.: Машиностроение, 1984. - 215 с.
6. Ерохин А.А. Основы сварки плавлением. М.: Машиностроение, 1973. - 447 с.
7. Картович Ю.А. Нормативы по экономике, организации и планировании сварочного производства. - Горький: Искра, 1969. - 203 с.
8. Китаев А.М., Китаев А.Я. Справочная книга сварщика. - М.: Машиностроение, 1985. - 256 с.
9. Коваленко А.В., Подшивалов Р.Н. Станочные приспособления. - М.: Машиностроение, 1986. - 152 с.
10. Кутвицкий А.Д. Сварка в среде защитных газов. - М.: Машиностроение, 1974. - 358 с.
11. Куликов В.П. Технология сварки плавлением. - Минск: ДизайнПРО, 2001. - 256 с.
12. Куликов В.П., Лупачев В.Г. Контроль сварочных работ. - Минск: Полымя, 2001. - 476 с.
13. Кульневич Т.В. Технологичность сварных конструкций. - Челябинск: Искра, 1976. - 112 с.
14. Николаев Г.А. Сварные конструкции. Расчет и проектирование. М.: Машиностроение, 1990. - 426 с.
15. Общемашиностроительные нормативы основного и вспомогательного времени, - М.: Экономика, 1989. - 354c.
16. "Организация и планирование производства, управление предприятием", Методические указания, - 1999г.
17. Охрана труда в машиностроении/ Юдин Е.Я., Белов С.В., Баланцев С.К. и др.; Под редакцией Юдина Е.Я., Белова С.В. - М.: Машиностроение, 1983. - 432с.
18. Полтев М.К. Охрана труда в машиностроении. - М.: Высш. школа, 1980. - 294 с.
19. Методические указания для самостоятельной работы, выполнения лабораторных работ и выполнения раздела "Безопасность и экологичность проекта" в дипломных проектах. - Могилев: МГТУ, 2002. - 46 с.
20. Сварка в машиностроении. Справочник в 4-х т/ Редкол.: Николаев А.Г. и др. М.: Машиностроение, 1978-1979.
21. Сварочные роботы / под ред. Гердена Г. - М.: Машиностроение, 1988. - 287 с.
22. Севбо П.И. Конструирование и расчет механического сварочного оборудования. - Киев, Наук думка, 1978. - 400 с.
23. Теория сварочных процессов/ Под ред. Фролова В.В. - М.: Высшая школа, 1988. - 559 с.
24. Технология и оборудование сварки плавлением/ Никифоров Г.Д. - М.: Машиностроение, 1986. - 320 с.
25. Тимченко В.А., Сухомлин А.А. Роботизация сварочного производства. - Киев: Техника, 1988. - 175 с.
26. Трущенко А.А. Контроль качества сварочных работ. - М.: Машиностроение, 1976. - 287с.
27. Якушин Б.Ф., Волченко В.Н., Гаджиев Н.Г. Вероятностные расчеты надежности сварных соединений по технологической прочности // Сварочное производство, 1982, №8. С.11-14.
28. ГОСТ 2.105-95. ЕСКД. Оформление текстовых документов.
|