|
Введение
1. Технологическая часть
1.1 Служебного назначения детали и сборочной единицы. Анализ технологических условий на изготовление детали и выявление технологических задач, которые необходимо решать при разработке технологического процесса
1.2 Расчет годовой программы и такта производства. Определение типа производства. Краткая характеристика формы организации принятого производства
1.3 Анализ технологичности конструкции детали с точки зрения принятого производства
1.4 Анализ базового технологического процесса
1.5 Выбор и обоснования метода и способа получения заготовки. Характеристика материала детали. Методы контроля качества заготовки
1.6 Расчет припуска на механическую обработку. Определение размеров заготовки с заполнением расчетной таблицы
1.7 Выбор последовательности и схемы обработки отдельных поверхностей
1.8 Обоснование выбора технологических баз
1.9 Расчет режимов резания и нормирование
1.10 Количественная оценка технологичности
1.11 Организация контроля результатов обработки
2. Конструкторская часть
2.1 Приспособление для операции 035 Фрезерная
2.2.1 Расчёт приспособления
2.1.2 Прочностной расчёт
2.1.3 Точностной расчёт
2.2 Приспособление для операции 120
2.2.1 Расчет приспособления
2.2.2 Прочностной расчёт
2.2.3 Точностной расчёт
3. Научно-исследовательская часть
Обработка отверстий на станках с ЧПУ
3.1 Общая методика программирования сверлильных операций
3.2 Кодирование информации
3.3 Реализация постоянных циклов обработки отверстий
3.4 Кодирование процесса замены инструмента
3.5 Упрощенная методика программирования сверлильных операций
3.6 Программирование расточных операций
4. Проектирование участка механической обработки
4.1 Расчет потребного количества и составление ведомости оборудования
4.2 Определение основных и вспомогательных рабочих и ИТР на участке
4.3 Определение потребной площади участка
4.4 Определение способа уборки стружки
4.5 Назначение средств внутрицехового и межоперационного транспорта. Составление ведомости подъемно-транспортных механизмов (ПТМ) участка
5. Организационно-экономическая часть
5.1 Технико-экономическое обоснование разработанного варианта технологического процесса
Заключение
6. Промышленная экология и безопасность
6.1 Обеспечение безопасности труда при осуществлении технологического процесса механической обработки детали «Корпус»
6.2 Оценка психофизиологических факторов
6.3 Оценка источников загрязнения сточных вод при изготовлении детали «Корпус»
Список литературы
Введение
С технологической и организационной точек зрения станки с ЧПУ имеют ряд преимуществ перед станками с ручным управлением. Они обеспечивают высокую производительность при обработке деталей сложной формы за счет автоматизации цикла обработки; возможность обработки деталей без изготовления дорогостоящей оснастки; повышения качества обрабатываемых деталей; позволяют применять при обработке деталей оптимальные режимы резания; высвободить высококвалифицированных рабочих- станочников; повысить культуру производства и обеспечить труд рабочих; создать с помощью ЭВМ автоматизированные участки группового управления.
Основной эффект от перевода станков на числовое программное управление состоит в значительном снижении вспомогательного времени в составе штучного по сравнению с обычными универсальными станками (15% - 25%), что позволяет в несколько раз сократить общее время обработки деталей. Опыт эксплуатации показывает, что производительность станков с ЧПУ всех технологических групп по сравнению с обычными увеличивается в среднем в 2-3 раза, а станков фрезерной группы в 6-8 раз. Применение каждой тысячи станков с ЧПУ позволяет снизить потребность в рабочих- станочниках в среднем на 6 тыс. человек; в производственных площадях – на 20-30 м2
. Срок окупаемости 87 % всех используемых станков с ЧПУ составляет в среднем три года.
Применение станков с ЧПУ, помимо повышения производительности, значительно сокращает потребность в оснастке, уменьшает потери времени на транспортировку изделий от станка к станку, исключает межоперационный контроль обработки. Широкий диапазон технологических возможностей на станках с ЧПУ достигается благодаря наличию инструментальных магазинов и револьверных головок с автоматической сменой инструментов
1. Технологическая часть
1.1 Служебного назначения детали и сборочной единицы. Анализ технологических условий на изготовление детали и выявление технологических задач, которые необходимо решать при разработке технологического процесса
Служебное назначение детали и сборочной единицы:
Корпус блока управления входит в состав специализированного электронно – механического телеграфного аппарата РТА-7М. Данный аппарат является рулонным старт-стопным телеграфным аппаратом пятиэлементного кода и предназначен для передачи и приёма информации по телеграфным каналам и линиям связи. Аппарат может использоваться для ввода (вывода) информации на ЭВМ и АПД последовательным кодом. Аппарат может работать как в стационарных условиях, так и в подвижных объектах (не на ходу) при температуре от 0º С до +50ºС, а также в условиях повышенной влажности до 98% при температуре +35ºС.
Блок управления служит для управления узлом печати, осуществляя запуск блока печати и установку литерной головки в позицию печати. Блок управления имеет параллельный ввод информации пятиэлементного кода. Кодовая комбинация подается на пять электромагнитов.
Характеристика материала детали
Деталь изготавливается из алюминиевого сплава АК12 ГОСТ 1583-93. Метод получения заготовки - литье под давлением.
По назначению
данный литейный сплав обеспечивает высокую герметичность (для небольших по массе отливок).
По химическому составу
АК12 относится к сплавам на основе системы Al-Si-Cu.Алюминиевые литейные сплавы по стандарту обозначаются буквой «А» в начале марки, затем приводятся обозначения основных элементов: К- кремний, в данном сплаве 10-13% Si. М- медь, в данном сплаве 0-0,6%; основные компоненты: железа- 0,6-1,0%; титана-0,2%; марганца-0,5%; магния-0,15%; цинка-0,8%; никеля-0,3%;свинца-0,15%; олова-0,1%;
Механические свойства АК12 ГОСТ 1583-93:
Способ получения заготовки - литье под давлением;
Вид термообработки – Т1 (искусственное старение без предварительной закалки);
Временное сопротивление разрыву, МПа не менее -260;
Относительное удлинение – 1,5%;
Твердость – 83,4НВ.
Анализ технических условий на изготовление детали и выявление технологических задач, которые необходимо решать при разработке технологического процесса.
1. Отливка 5-0-0-5 ГОСТ 2945-89 Заготовка получается литьем под давлением в металлическую форму, что, позволяет получить достаточно точную отливку (5ый класс точности отливки). В результате, получаем заготовку, максимально близкую к детали по массе и точности размеров размеров
2. Неуказанные литейные радиусы не более 2 мм.
3. Литейный уклон на поверхности Р не более 30'. В сборе данная поверхность сопряжена с кулачком, поэтому к ней предъявляются высокие точностные требования
4. Литейные уклоны для наружных поверхностей 45' в сторону уменьшения
размера, для внутренних поверхностей 1˚ в сторону увеличения размера. Это необходимо для упрощения извлечения отливки из литейной формы
5. Размер «З» контролировать на размере Ж. Размер «З» является толщиной стенки, которая в свою очередь служит опорной базой в большинстве приспособлений. Поэтому, её точность особенно важна по высоте размера Ж (т.е. в месте соприкосновения поверхности детали и опорного штифта)
6. Остальные тех. требования по ОСТ 4 ГО.070.014
7. На поверхности Р допускается технологическая маркировка шрифт 3 по НО.010.007
8. Покрытие: Хим.Окс.Э, кроме поверхности И, К ,Л, М, П и резьбовых отв. Данное покрытие представляет собой химическое оксидирование, служащее для повышения поверхностной электропроводности.
9. Неуказанные размеры стенок и ребер 3±0,3 мм
10. Размеры в скобках - после сборки. Данные размеры получаются растачиванием в сборе.
1.2 Расчет годовой программы и такта производства. Определение типа производства. Краткая характеристика формы организации принятого производства [1]
Определение приведенной программы запуска
 , ,
где  - годовая программа выпуска детали( - годовая программа выпуска детали( ); );  - коэффициент, учитывающий количество возможного брака; - коэффициент, учитывающий количество возможного брака;
 - коэффициент, учитывающий незавершенное производство; - коэффициент, учитывающий незавершенное производство;

Определение расчетного такта выпуска деталей на участке:
 , ,
где  - действительный годовой фонд работы оборудования - действительный годовой фонд работы оборудования
в часах ( ) )

Определение типа производства:
· Табличным методом:
для определения типа производства табличным методом необходимо знать массу детали и годовую программу выпуска деталей.
Масса данной делали 0,39 кг.
Годовая программа выпуска изделий -
Таблица 4.1.
| Тип производства |
Годовая программа выпуска деталей |
| Масса детали |
| >100кг |
10…100кг |
менее 10кг |
| индивидуальное |
до 5
|
до 10
|
до 100
|
| мелкосерийное |
5-100 |
10-200 |
100-500 |
| серийное |
100-300 |
200-500 |
500-5000 |
| крупносерийное |
300-1000 |
500-5000 |
5000-50000 |
| массовое |
более 1000 |
более 5000 |
более 50000 |
Опираясь на данные таблицы, определяем, что производство мелкосерийное.
Краткая характеристика формы организации принятого производства:
· Производство - основное.
· Тип производства - мелкосерийное.
· По форме организации - не поточное.
· По уровню механизации - механизируемое.
1.3 Анализ технологичности конструкции детали с точки зрения принятого производства
Технологичность конструкции изделия – это степень соответствия детали заданным условиям производства, которые обеспечивают минимальную трудоемкость и себестоимость изготовления. Неуказанная шероховатость 6,3 мкм следовательно, чтобы получить данную шероховатость нужно провести черновую и получистовую обработку данных поверхностей.
Общие требования к деталям:
Точность обработки детали соответствует служебному назначению. Шероховатость поверхности соответствует точности. Эти требования необходимы, так как в корпусе буксы устанавливаются подшипники, что накладывает требование на точность и шероховатость поверхностей.
При изготовлении детали и простановки размеров необходимо стремиться к выполнению принципов совмещения постоянства технологических баз; обеспечить связь системы необрабатываемых поверхностей с системой обрабатываемых только одним размером (этот размер должен связывать черновую базу с поверхностью, которая обрабатывается первой и служит чистовой базой на последующих операциях) эти принципы соблюдаются.
Конструкция и размеры детали обеспечивают максимальное уменьшение количество обрабатываемых поверхностей и рациональное расположение опорных точек с точки зрения удобства, надежности базирования и минимальных деформаций под действием сил закрепления и резания; применение наиболее простых приспособлений; жесткость и прочность при применении высокопроизводительной обработки (уменьшение вылета и габаритов инструментов, сокращение припусков на обработку, свободный доступ режущего и мерительного инструмента к обрабатываемым поверхностям, нормальное врезание инструмента и обработку на проход, работу не по корке, равномерный и безударный съем метала, обработку комбинированным инструментов, одновременную обработку нескольких деталей).
Требования к обрабатываемым резанием конструктивным элементам деталей:
ГОСТ 14.201 - ГОСТ 14.204-83 посвящен анализу технологичности изделия, сборочных единиц, деталей заготовки.
Качественная оценка, при сравнении вариантов конструкций, определяет целесообразность затрат на определение численных показателей технологичности вариантов.
Качественная оценка вариантов конструкции допустима на всех стадиях технологичности конструкции. Обобщено на основании опыта исполнителя, когда осуществляется выбор лучшего инструмента, лучшего конструктивного решения и не требуется определения степени различия технологичности.
а) При выборе технологических баз выполняются два принципа базирования:
- принцип совмещения баз, когда измерительная база совпадает с технологической, и погрешность базирования равна нулю (в рассматриваемой детали соблюдается не всегда).
- принцип постоянства баз, когда одни и те же базы используются на различных операциях, что повышает точность взаимного расположения поверхностей и упрощает конструкцию приспособления.
Соблюдение этих принципов – технологично.
б) Наличие свободного подхода и выхода режущего инструмента, напр. при фрезеровании, сверлении отверстий и т.д. – это технологично (в рассматриваемой детали соблюдается не всегда).
в) Расположение отверстий не представляет больших трудностей при их обработке – это технологично.
г) Заготовку получают литьем под давлением. Заготовка имеет размеры близкие к готовой детали, т.е. обеспечивает наиболее высокий коэффициент использования материала, следовательно обеспечивает наименьшую трудоемкость механической обработки.
Оценив данные исследования детали на технологичность можно сделать вывод о том, что деталь умеренно технологична.
1.4 Анализ базового технологического процесса
Обработка корпуса блока управления по действующему технологическому процессу осуществляется на универсальном оборудовании и тем самым сопровождается большим количеством установов.
Действующий технологический процесс обработки корпуса буксы является неэффективным и экономически не выгодным, т.к. имеются потери времени на вспомогательное время (установка, закрепление/снятие детали, транспортировка) и операционное, которые можно избежать, соблюдая принцип концентрации переходов и операций.
Имеются операции, которые можно объединить в одну, а не разбивать на несколько, при этом теряя время на транспортировку, установку, закрепление, базирование детали.
Основной целью совершенствования базового технологического процесса является сокращение основного технологического времени на обработку детали, повышение производительности и сокращение стоимости деталей.
Основные направления совершенствования базового технологического процесса:
1. В базовом тех. процессе большинство фрезерных операций ведётся на станках фрезерной группы, в частности на универсальном фрезерном станке 676П. Перевод фрезерных операций на станок с ЧПУ (или ОЦ) нецелесообразен, т.к. съём металла на этих операциях минимален, а расположение обрабатываемых поверхностей не позволяет нам избавиться от необходимости применения станочных приспособлений. Перенос сверлильных и резьбонарезных операций на обрабатывающий центр, наоборот, сократит количество оборудования и вспомогательное время.
2. Усовершенствовать конструкцию отдельных приспособлений, добавив установочные элементы, позволяющие производить установку на столе станка с ЧПУ.
1.5 Выбор и обоснования метода и способа получения заготовки. Характеристика материала детали. Методы контроля качества заготовки
Выбор и обоснование метода и способа получения заготовки. [3]
В машиностроении основными видами заготовок для деталей являются отливки из цветных металлов и сплавов, штамповки и всевозможные профили проката.
Технологические процессы получения заготовок определяются технологическими свойствами материала, конструктивными формами и размерами деталей и программой выпуска. В действующем производстве учитываются возможности заготовительных цехов (наличие соответствующего оборудования). Оказывают влияние плановые сроки подготовки производства.
Поступающие на обработку заготовки должны соответствовать утвержденным технологическим условиям. Поэтому заготовки подвергают техническому контролю по соответствующей конструкции, устанавливающей метод контроля, периодичность, количество проверяемых заготовок в процентах к выпуску и т.д.
Проверке подвергают химический состав и механические свойства материала, структуру, наличие внутренних дефектов, размеры массу заготовки.
Дефекты, влияющие на прочность и товарный вид заготовки, подлежит исправлению. В технических условиях должны быть указаны вид дефекта, его количественная характеристика и способы исправления (вырубка, заварка, пропитка составами, правка).
Метод получения заготовки: литье под давлением. Выбор этого метода можно объяснить следующими причинами:
1. Получение заготовки методом штамповки не даст получить сложный профиль корпуса, а, следовательно, приведет к увеличению механической обработки.
2. Получение заготовки методом ковки. Ковка позволяет получать высокое и стабильное качество металла с повышенными характеристиками пластичности оп сравнению с отливками. При единичном и мелкосерийном производстве ковка оказывается выгоднее штамповки, т. к. расходы на инструмент значительно ниже, но ковкой мы также не получим сложный профиль корпуса.
3.Одним из наиболее экономичных и производительных способов является литье под давлением. Сущность его в том, что в стальные пресс-формы под большим давлением поступает сплав, находящийся в жидком или полужидком состоянии. В пресс-форме происходит быстрое охлаждение и кристаллизация его, что обеспечивает мелкозернистую структуру и высокие механические свойства отливки. Размеры отливок, полученных литьем под давлением, наиболее близки к размерам готовых деталей, что позволяет уменьшить или совсем исключить механическую обработку и, следовательно, снизить расход сплава.
Поскольку производство деталей носит серийный характер, то с точки зрения экономики, литейная оснастка окупиться.
Наиболее выгодный метод получения заготовки – это литье под давлением.
Методы контроля качества заготовки:
Поступающие на обработку заготовки должны соответствовать утвержденным техническим условиям. Поэтому заготовку подвергают техническому контролю по соответствующей инструкции, устанавливающей методы контроля, периодичность, количество проверяемых заготовок в процентах к выпуску и т.д.
Проверке подвергают химический состав, механические свойства материала, структуру, наличие внутренних дефектов, размеры, массу заготовки.
Визуально проверяют наличие видимых дефектов (раковины,
трещины). Они не должны превышать указанных на чертеже
размеров. Процент контроля-100%.
Периодически проверяют химический состав, механические свойства (по мере его поступления на завод). Проверяют отклонение массы заготовок от номинальной. Процент контроля-30%.
1.6 Расчет припуска на механическую обработку. Определение размеров заготовки с заполнением расчетной таблицы [4]
1. Определение класса размерной точности отливки. Установлено 22 класса размерной точности, обозначаемые в порядке убывания 1,2,3Т, 3,4,5Т, 5,6,7Т, 7,8,9 , 9Т,10,11Т, 11,12, 13Т, 13,14,15, и 16. Класс точности отливки определяется в зависимости от принятого метода получения отливки, марки литейною сплава и наибольшего габаритного размера отливки. Класса размерной точности отливки-5. (по табл.1 [1])
2. Определение допусков размеров отливок производится в зависимости от принятого класса размерной точности отливки, номинального размера элемента отливки и положения элемента отливки в литейной форме. Допуск не более 1,0 мм (по табл. 2 [1])
3. Определение степени коробления элемента отливки. Установлено 11 степеней коробления, наименьшая степень коробления – 0- я, наибольшая соответственно 11- я. Определяется отношением наименьшего размера элемента отливки (толщины или высоты) к наибольшему (длины) с учетом применяемой технологической оснастки - многократные или разовые формы. Меньшие значения относятся к простым отливкам, большие - к сложным отливкам. Выбирается элемент, который наиболее будет подвержен короблению.
b.
/Lmax
=220/495=0.44.
Принимаем 0 степень коробления отливки. (По табл. 3 [1] )
4. Определение степени точности поверхностей отливки. Установлено 22 степени точности ( в порядке убывания 1,2.....22). Определяется степень точности поверхности отливки в зависимости от метода получения заготовки, наибольшего габаритного размера к марки литейного сплава. Меньшие значения относятся к простым отливкам и условием автоматизированного производства, большие - соответственно к сложным отливкам единичного и мелкосерийного производства. Принимаем 0 степень точности поверхности отливки. (По табл. 3 [1])
5. Определение ряда припусков, на обработку отливок. Принято 16 рядов припусков: с 1 по 16. Определяется с учетом степени точности поверхности отливки, марки литейного сплава и положения поверхностей отливок, при заливке, изготавливаемых в разовых формах допускается увеличивать ряд припусков на 1-3 единицы.
Принимаем 5 ряд припусков.
6. Определение общего допуска элементов отливок:
где  -допуск на размер отливки -допуск на размер отливки
 , учитывает погрешность формы. , учитывает погрешность формы.
где  - поправочный коэффициент, принимаемый в зависимости от заданного квалитета точности и номинального размера детали. - поправочный коэффициент, принимаемый в зависимости от заданного квалитета точности и номинального размера детали.
7. Определение общего припуска –Z0
. Величина общего припуска находится в зависимости от общего допуска элемента отливки, припуска и принятого маршрута обработки конкретной поверхности детали, который определяется исходя из заданной на чертеже ее класса шероховатости (черновая ³Rz80, получистовая ³Rz20 ,
чистовая >2,5 тонкая обработка <1,25).
Определение размеров заготовки приведены в таблице:
Таблица 4.2.
Номинальный
размер, мм
|
Допуск размера,
мм
|
Общий допуск,
мм
|
длина 93 мм
длина 45 мм
длина 7 мм
длина 6,9 мм
длина 23,5 мм
длина 12 мм
|
допуск TL=0,24 мм
допуск TL=0,34 мм
допуск TL=0,2 мм допуск TL=0,2 мм
допуск TL=0,33 мм
допуск TL=0,24 мм
|
TLо=0,9
TLо=0,7
TLо=0,4
TLо=0,4
TLо=0,7
TLо=0,5
|
По табл. 7 [1] в зависимости общих допусков элементов отливки, ряда припусков (4) и принятого маршрута обработки конкретной поверхности детали определяем общие припуски:
Номинальный
размер, мм
|
Общий
допуск, мм
|
Технологические
переходы
|
Общий
припуск, мм
|
длина 93 мм
длина 45 мм
длина 7 мм
длина 6,9 мм
длина 23,5 мм
|
TLо=0,9
TLо=0,7
TLо=0,4
TLо=0,4
TLо=0,7
|
получистовой
получистовой
получистовой
получистовой
чистовой
|
Zo=1,0
Zo=1,0
Zo=0,7
Zo=0,7
Zo=1,0
|
1.7 Выбор последовательности и схемы обработки отдельных поверхностей
Разработка технологических процессов входитосновным разделом в технологическую подготовку производства и выполняется на основе принципов «Единой системы технологической подготовки производства». ГОСТ 14.001-83.ГОСТ 14.301—83 этой системы устанавливает виды и общие правила разработки технологических процессов, исходную информацию и перечень основных задач на этапах их разработки.
Принимаем следующую последовательность и схемы обработки:
1.8 Обоснование выбора технологических баз
Общие положения.
Базирование - это придание заготовке или изделию требуемого положения относительно выбранной системы координат. Базирование реализуется за счет наложения на заготовку геометрических связей, лишающих ее степеней свободы. Для того чтобы полностью сориентировать заготовку необходимо и достаточно наложить на нее 6 двухсторонних связей, т.е. лишить ее шести степеней свободы (3 перемещения и 3 поворота). Геометрические связи, лишающие заготовку шести степеней свободы, обеспечиваются шестью точками, находящимися в контакте с установочными элементами.
Стабильность положения заготовки в процессе ее обработки обеспечивается закреплением. Под закреплением понимают приложенные к заготовке силы, обеспечивающие постоянство контакта базовых поверхностей заготовки и установочных элементов. В массовом и крупносерийном производстве установка заготовок обычно производят без выверки. Ее правильное положение относительно режущего инструмента обеспечивается установочными элементами.
Таким образом, установочными элементами называются детали (механизмы приспособления), обеспечивающие правильное и однообразное положение заготовок относительно режущего инструмента. Опоры, которые ориентируют заготовку, называются основными.
Маршрут обработки заготовки строится таким образом, чтобы сначала были обработаны те поверхности, которые в дальнейшем будут служить базовыми.
Поскольку на поступившей, на обработку заготовке обработанных поверхностей нет, то сначала, в качестве технологической базы принимают черновую базу. Она должна быть по возможности, гладкой, не иметь уклонов, следов отрезки, ее размеры должны быть достаточными для обеспечения устойчивости заготовки и равномерного снятии припусков. Черновая база может быть использована только один раз. Маршрут дальнейшей обработки строится с учетом возможности выполнения двух основных принципов:
· Принцип совместимости баз. При проектировании тех. Процесса в качестве технологической базы, что исключает возможность появления погрешности базирования.
· Принцип постоянства баз. При построении маршрута обработки на всех операциях (основных формообразующих) следует использовать в качестве баз одни и те же поверхности заготовки.
Эскизы базирования по операциям.
Последовательность обработки следующая:
005 Плавильная
010 Литейная
015 Контрольная
020 Виброзачистная
025 Слесарная
030 Контрольная
032 Фрезерная Станок фрезерный 676П
035 Фрезерная Станок фрезерный 676П
040 Слесарная
045 Фрезерная Станок фрезерный 676П
050 Фрезерная Станок фрезерный 676П
055 Слесарная
060 Фрезерная Фрезерный обрабатывающий центр MiniMill
065 Слесарная
070 Фрезерная Станок фрезерный 676П
072 Слесарная
075 Фрезерная Станок фрезерный 676П
080 Фрезерная Станок фрезерный 676П
085 Слесарная
090 Фрезерная Станок фрезерный 676П
095 Слесарная
100 Фрезерная Станок фрезерный 676П
105 Фрезерная Станок фрезерный 676П
110 Слесарная
115 Фрезерная Фрезерный обрабатывающий центр MiniMill
120 Слесарная
125 Фрезерная Фрезерный обрабатывающий центр MiniMill
130 Слесарная
135 Фрезерная Фрезерный обрабатывающий центр MiniMill
040 Слесарная
145 Фрезерная Фрезерный обрабатывающий центр MiniMill
Обоснование выбора схем базирования
Базирование - это придание заготовке или изделию требуемого положения относительно выбранной системы координат. Поверхности детали, которые участвуют в базировании детали и принадлежат, обрабатываемой заготовке называются базами. Базирование реализуется за счет наложения на заготовку геометрических связей, лишающих ее степеней свободы. Для того чтобы полностью сориентировать заготовку необходимо и достаточно наложить на нее 6 двухсторонних связей, т.е. лишить ее шести степеней свободы (3 перемещения и 3 поворота). Геометрические связи, лишающие заготовку шести степеней свободы, обеспечиваются шестью точками, находящимися в контакте с установочными элементами.С этой целью применяют основные опоры, число которых должно быть равно числу устраняемых степеней свободы. Для повышения жесткости и виброустойчивости дополнительно используют вспомогательные регулируемые и самоустанавливающиеся опоры. Суммарное число основных и вспомогательных опор может быть больше шести.
Технологическая база – поверхность, линия или точка, которые используются для установки детали при механической обработке.
Стабильность положения заготовки в процессе ее обработки обеспечивается закреплением. Под закреплением понимают приложенные к заготовке силы, обеспечивающие постоянство контакта базовых поверхностей заготовки и установочных элементов. В массовом и крупносерийном производстве установка заготовок обычно производят без выверки. Ее правильное положение относительно режущего инструмента обеспечивается установочными элементами.
Станочные приспособления применяют для установки заготовок на металлорежущие станки. Точность обработки деталей по параметрам отклонений размеров, формы и расположения поверхностей увеличивается за счет применения специальных приспособлений точных, надежных, обладающих достаточной собственной и контактной жесткостью, с уменьшенными деформациями заготовок и стабильными силами их закрепления. Применение приспособлений позволяет обоснованно снизить требования к квалификации станочников основного производства, объективно регламентировать длительность выполняемых операций и расценки, расширить технологические возможности оборудования.
Установку заготовок плоской поверхностью применяют при обработке корпусов, рам, плит, пластин на фрезерных, сверлильных, расточных и некоторых других станках.
1.9 Расчет режимов резания и нормирование
Операция 045 Фрезерная
Переход №1 (Т01): Фрезерование поверхности.
Инструмент – фреза торцовая насадная, материал режущей части – Р6М5.
1) Глубина резания t и ширина фрезерования В (при маятниковой подаче):


2) Подача, в зависимости от параметров фрезы и обрабатываемого материала, будет равна (табл. 37, стр.285 [2]):  . .
Подача на зуб: 
3) Скорость резания:  , где , где

 ; ;
 ; ;
 ; (табл. 4, стр.263 [2]) ; (табл. 4, стр.263 [2])
 = 0,9; (табл. 5, стр.263 [2]) = 0,9; (табл. 5, стр.263 [2])
 =1,0; (табл. 6, стр.263 [2]) =1,0; (табл. 6, стр.263 [2])
 ; ;
   ; ;     (табл. 39, стр.289 [2]) (табл. 39, стр.289 [2])
 мин; мин;

4) Частота вращения:  ; ;
Корректируем частоту вращения по паспортным данным станка:  , тогда , тогда  ; ;
5) Главная составляющая силы резания:
 ; (табл. 10, стр.265 [2]) ; (табл. 10, стр.265 [2])
      (табл. 41, стр.291 [2]) (табл. 41, стр.291 [2])
 ; ;
Принимаем: 
6) Силы  , ,  , ,  , ,  : :




7) Крутящий момент:
 ; ;
8) Мощность резания:

9) Реальная мощность:
 кВт; кВт;
 кВт; кВт; 
 ; ;
 ; ;
10) Основное время:
 , где , где
 - длина резания - длина резания
 - врезание инструмента - врезание инструмента
 - перебег инструмента - перебег инструмента

Операция 115 Фрезерная с ЧПУ
Переход № 1,2,3,4,5 (Т01): Сверление отверстии  . .
Инструмент – спиральное сверло, материал режущей части – Р6М5.
1) Глубина резания определяется по формуле:
 , ,
где – диаметр сверла.
2) Подача в зависимости от и твердости обрабатываемого материала (HB<100) будет равна (табл. 25, стр.277 [2]):
 , ,
3) Расчетная скорость резания определяется по формуле:
 , ,
где  - значение коэффициента и показателей степени (табл. 28, стр.278, [2]); - значение коэффициента и показателей степени (табл. 28, стр.278, [2]);
 - стойкость инструмента (табл. 30, стр.280, [2]); - стойкость инструмента (табл. 30, стр.280, [2]);
 - поправочный коэффициент, - поправочный коэффициент,
где ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
=1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
 (табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления: (табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  (табл. 31, стр.280, [2]). (табл. 31, стр.280, [2]).


4) Расчетная частота вращения сверла:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
 . .
Тогда фактическая скорость резания будет равна:
 . .
5) Крутящий момент и осевую силу определим следующим образом:
Крутящий момент:  , ,
где  (табл. 32, стр.281, [2]); (табл. 32, стр.281, [2]);
 (табл. 10, стр.265, [2]) - поправочный коэффициент, (табл. 10, стр.265, [2]) - поправочный коэффициент,

Осевая сила: 
где  (табл. 32, стр.281, [2]); (табл. 32, стр.281, [2]);

6) Мощность резания определяется по формуле:

7) Реальная мощность:
кВт;
кВт;
 ; ;
 ; ;
8) Основное время:
 , ,
где  - величина врезания; - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
 - количество рабочих ходов. - количество рабочих ходов.
Переход № 6,7 (Т02): Сверление отверстии  . .
Инструмент – спиральное сверло, материал режущей части – Р6М5.
1) Глубина резания определяется по формуле:
 , ,
где – диаметр сверла.
2) Подача в зависимости от и твердости обрабатываемого материала (HB<100) будет равна (табл. 25, стр.277 [2]):
,
3) Расчетная скорость резания определяется по формуле:
,
где - значение коэффициента и показателей степени (табл. 28, стр.278, [2]);
- стойкость инструмента (табл. 30, стр.280, [2]);
- поправочный коэффициент,
где ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
=1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
 (табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления: (табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  . .


4) Расчетная частота вращения сверла:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
.
Тогда фактическая скорость резания будет равна:
 . .
5) Крутящий момент и осевую силу определим следующим образом:
Крутящий момент: ,
где (табл. 32, стр.281, [2]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,

Осевая сила:
где (табл. 32, стр.281, [2]);

6) Мощность резания определяется по формуле:

7) Реальная мощность:
кВт;
кВт;
;
 ; ;
8) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
- количество рабочих ходов.
Переход № 8,9,10,11,12 (Т03): Сверление отверстии 
Инструмент – спиральное сверло, материал режущей части – Р6М5.
1) Глубина резания определяется по формуле:
 , ,
где  – диаметр сверла. – диаметр сверла.
2) Подача в зависимости от и твердости обрабатываемого материала (HB<100) будет равна (табл. 25, стр.277 [2]):
,
3) Расчетная скорость резания определяется по формуле:
,
где - значение коэффициента и показателей степени (табл. 28, стр.278, [2]);
- стойкость инструмента (табл. 30, стр.280, [2]);
- поправочный коэффициент,
где ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
=1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
(табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  . .

4) Расчетная частота вращения сверла:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
.
Тогда фактическая скорость резания будет равна:
 . .
5) Крутящий момент и осевую силу определим следующим образом:
Крутящий момент: ,
где (табл. 32, стр.281, [2]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,

Осевая сила:
где (табл. 32, стр.281, [2]);

6) Мощность резания определяется по формуле:
7) Реальная мощность:
кВт;
кВт;
;
;
8) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
- количество рабочих ходов.
Переход № 13,14,15,16,17 (Т04): Цекование отверстия 
Инструмент – зенковка с направлением (цековка), материал режущей части – Р6М5.
Для данной операции примем режимы резания, рекомендуемые «Справочником по режимам резания» под редакцией В.И. Гузеева
Диаметр отверстия – 3,9мм, диаметр цекуемого отверстия – 6мм, глубина – 3,5мм
Подача на оборот - 
Скорость резания - 
Осевая сила – Р = 810Н
Мощность  кВт кВт
Переход № 18,19,20,21,22,23,24,25 (Т05): Получение фаски 0,5х45˚
Инструмент – сверло Ø5, материал режущей части – Р6М5.
1) Глубина резания:
 . .
2) Подача будет равна (табл. 26, стр.277 [2]):
 , ,
3) Расчетная скорость резания определяется по формуле:
 , ,
где  - значение коэффициента и показателей степени (табл. 29, стр.279, [1]); - значение коэффициента и показателей степени (табл. 29, стр.279, [1]);
- стойкость инструмента (табл. 30, стр.280, [1]);
;
; (табл. 4, стр.263 [2])
= 0,9; (табл. 5, стр.263 [2])
=1,0; (табл. 6, стр.263 [2])
;
4) Расчетная частота вращения зенковки:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
 . .
Тогда фактическая скорость резания будет равна:
 . .
5) Крутящий момент и осевую силу определим следующим образом:
Крутящий момент:
 , ,
где  (табл. 32, стр.281, [1]); (табл. 32, стр.281, [1]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,
Осевая сила:
где  (табл. 32, стр.281, [2]); (табл. 32, стр.281, [2]);

6) Мощность резания определяется по формуле:

7) Реальная мощность:
кВт;
кВт;
;
 ; ;
8) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
 - величина перебега; - величина перебега;
 - количество рабочих ходов. - количество рабочих ходов.
Переход № 26,27,28,29,30 (Т06): Нарезание резьбы М3-7Н в отверстиях
Инструмент – метчик с цилиндрическим хвостовиком, материал режущей части – Р6М5.
1) Подача при нарезании резьбы равна шагу резьбы отверстия.
 , ,
2) Расчетная скорость резания определяется по формуле:
,
где  - значение коэффициента и показателей степени (табл. 49, стр.296, [2]); - значение коэффициента и показателей степени (табл. 49, стр.296, [2]);
 - стойкость инструмента (табл. 30, стр.280, [2]); - стойкость инструмента (табл. 30, стр.280, [2]);
- поправочный коэффициент,
где ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
=1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
(табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  . .

3) Расчетная частота вращения метчика:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
 . .
Тогда фактическая скорость резания будет равна:
 . .
4) Крутящий момент следующим образом:
Крутящий момент: ,
где  (табл. 32, стр.281, [2]); (табл. 32, стр.281, [2]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,

5) Мощность резания определяется по формуле:

6) Реальная мощность:
кВт;
кВт;
;
 ; ;
7) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
 - величина перебега; - величина перебега;
- количество рабочих ходов.
Переход № 31,32,33,34,35,36 (Т07): Нарезание резьбы М4-7Н в отверстиях
Инструмент – метчик с цилиндрическим хвостовиком, материал режущей части – Р6М5.
1) Подача при нарезании резьбы равна шагу резьбы отверстия.
 , ,
2) Расчетная скорость резания определяется по формуле:
,
где - значение коэффициента и показателей степени (табл. 49, стр.296, [2]);
- стойкость инструмента (табл. 30, стр.280, [2]);
- поправочный коэффициент,
где ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
=1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
(табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  . .

3) Расчетная частота вращения метчика:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
.
Тогда фактическая скорость резания будет равна:
 . .
4) Крутящий момент следующим образом:
Крутящий момент: ,
где (табл. 32, стр.281, [2]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,

5) Мощность резания определяется по формуле:

6) Реальная мощность:
кВт;
кВт;
;
 ; ;
7) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
- величина перебега;
- количество рабочих ходов.
Переход № 37,38 (Т08): Развертывание отверстий 
Инструмент – развертка, материал режущей части – Р6М5.
Для данной операции примем режимы резания, рекомендуемые «Справочником по режимам резания» под редакцией В.И. Гузеева
Диаметр отверстия – 3,7мм, диаметр развертываемого отверстия – 4мм, глубина – 7мм
Глубина резания - 
Подача на оборот - 
Скорость резания - 
Осевая сила – Р = 22Н
Мощность  кВт кВт
Операция 135,145 Фрезерная с ЧПУ (расчет режимов резания для данных операций проведем совместно, т.к. они выполняются на одном и том же станке, приспособлении, и обработка ведется одним и тем же инструментом)
Переход № 1,2,3,4,5,18,19,20 (Т03): Сверление отверстии
Инструмент – спиральное сверло, материал режущей части – Р6М5.
1) Глубина резания определяется по формуле:
,
где – диаметр сверла.
2) Подача в зависимости от и твердости обрабатываемого материала (HB<100) будет равна (табл. 25, стр.277 [2]):
,
3) Расчетная скорость резания определяется по формуле:
,
где - значение коэффициента и показателей степени (табл. 28, стр.278, [2]);
- стойкость инструмента (табл. 30, стр.280, [2]);
- поправочный коэффициент,
где  ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал, ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
 =1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал =1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
 (табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления: (табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  . .


4) Расчетная частота вращения сверла:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
 . .
Тогда фактическая скорость резания будет равна:
 . .
5) Крутящий момент и осевую силу определим следующим образом:
Крутящий момент:  , ,
где  (табл. 32, стр.281, [2]); (табл. 32, стр.281, [2]);
 (табл. 10, стр.265, [2]) - поправочный коэффициент, (табл. 10, стр.265, [2]) - поправочный коэффициент,

Осевая сила: 
где  (табл. 32, стр.281, [2]); (табл. 32, стр.281, [2]);

6) Мощность резания определяется по формуле:

7) Реальная мощность:
 кВт; кВт;
 кВт; кВт; 
 ; ;
 ; ;
8) Основное время:
 , ,
где  - величина врезания; - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
 - количество рабочих ходов. - количество рабочих ходов.
Переход № 6,7,8,9,10,11,12,23,24,25 (Т02): Получение фаски 0,5х45˚
Инструмент – сверло Ø5, материал режущей части – Р6М5.
1) Глубина резания:
 . .
2) Подача будет равна (табл. 26, стр.277 [2]):
 , ,
3) Расчетная скорость резания определяется по формуле:
 , ,
где  - значение коэффициента и показателей степени (табл. 29, стр.279, [1]); - значение коэффициента и показателей степени (табл. 29, стр.279, [1]);
 - стойкость инструмента (табл. 30, стр.280, [1]); - стойкость инструмента (табл. 30, стр.280, [1]);
 ; ;
; (табл. 4, стр.263 [2])
 = 0,9; (табл. 5, стр.263 [2]) = 0,9; (табл. 5, стр.263 [2])
=1,0; (табл. 6, стр.263 [2])
 ; ;
4) Расчетная частота вращения зенковки:
5)  . .
Принимаем фактическую частоту вращения по паспорту станка:
 . .
Тогда фактическая скорость резания будет равна:
 . .
6) Крутящий момент и осевую силу определим следующим образом:
Крутящий момент:
 , ,
где  (табл. 32, стр.281, [1]); (табл. 32, стр.281, [1]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,
Осевая сила:
где  (табл. 32, стр.281, [2]); (табл. 32, стр.281, [2]);

7) Мощность резания определяется по формуле:

8) Реальная мощность:
кВт;
кВт;
;
 ; ;
9) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
 - величина перебега; - величина перебега;
 - количество рабочих ходов. - количество рабочих ходов.
Переход № 13,14,15,16,17,26,27,28 (Т03): Нарезание резьбы М4-7Н в отверстиях
Инструмент – метчик с цилиндрическим хвостовиком, материал режущей части – Р6М5.
1) Подача при нарезании резьбы равна шагу резьбы отверстия.
 , ,
2) Расчетная скорость резания определяется по формуле:
 , ,
где  - значение коэффициента и показателей степени (табл. 49, стр.296, [2]); - значение коэффициента и показателей степени (табл. 49, стр.296, [2]);
 - стойкость инструмента (табл. 30, стр.280, [2]); - стойкость инструмента (табл. 30, стр.280, [2]);
 - поправочный коэффициент, - поправочный коэффициент,
где ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
=1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
(табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  . .

3) Расчетная частота вращения метчика:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
 . .
Тогда фактическая скорость резания будет равна:
 . .
4) Крутящий момент следующим образом:
Крутящий момент: ,
где  (табл. 32, стр.281, [2]); (табл. 32, стр.281, [2]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,

5) Мощность резания определяется по формуле:

6) Реальная мощность:
кВт;
кВт;
;
 ; ;
7) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
 - величина перебега; - величина перебега;
- количество рабочих ходов.
Переход № 21,22 (Т04): Сверление отверстии  . .
Инструмент – спиральное сверло, материал режущей части – Р6М5.
1) Глубина резания определяется по формуле:
 , ,
где – диаметр сверла.
2) Подача в зависимости от  и твердости обрабатываемого материала (HB<100) будет равна (табл. 25, стр.277 [2]): и твердости обрабатываемого материала (HB<100) будет равна (табл. 25, стр.277 [2]):
 , ,
3) Расчетная скорость резания определяется по формуле:
 , ,
где  - значение коэффициента и показателей степени (табл. 28, стр.278, [2]); - значение коэффициента и показателей степени (табл. 28, стр.278, [2]);
- стойкость инструмента (табл. 30, стр.280, [2]);
- поправочный коэффициент,
где ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
=1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
(табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  . .

4) Расчетная частота вращения сверла:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
.
Тогда фактическая скорость резания будет равна:
 . .
5) Крутящий момент и осевую силу определим следующим образом:
Крутящий момент: ,
где (табл. 32, стр.281, [2]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,

Осевая сила:
где (табл. 32, стр.281, [2]);

6) Мощность резания определяется по формуле:
7) Реальная мощность:
кВт;
кВт;
;
;
8) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
- количество рабочих ходов.
Переход № 31,32 (Т05): Цекование отверстия 
Инструмент – зенковка с направлением (цековка), материал режущей части – Р6М5.
Для данной операции примем режимы резания, рекомендуемые «Справочником по режимам резания» под редакцией В.И. Гузеева
Диаметр отверстия – 3,7мм, диаметр цекуемого отверстия – 7мм, глубина – 1,2мм
Подача на оборот - 
Скорость резания - 
Осевая сила – Р = 810Н
Мощность  кВт кВт
Переход № 33,34,35,36 (Т06): Сверление отверстии  . .
Инструмент – спиральное сверло, материал режущей части – Р6М5.
1) Глубина резания определяется по формуле:
 , ,
где – диаметр сверла.
2) Подача в зависимости от и твердости обрабатываемого материала (HB<100) будет равна (табл. 25, стр.277 [2]):
,
3) Расчетная скорость резания определяется по формуле:
,
где - значение коэффициента и показателей степени (табл. 28, стр.278, [2]);
- стойкость инструмента (табл. 30, стр.280, [2]);
- поправочный коэффициент,
где ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
=1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
 (табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления: (табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  (табл. 31, стр.280, [2]). (табл. 31, стр.280, [2]).


4) Расчетная частота вращения сверла:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
.
Тогда фактическая скорость резания будет равна:
 . .
5) Крутящий момент и осевую силу определим следующим образом:
Крутящий момент: ,
где (табл. 32, стр.281, [2]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,

Осевая сила:
где (табл. 32, стр.281, [2]);

6) Мощность резания определяется по формуле:

7) Реальная мощность:
кВт;
кВт;
 ; ;
 ; ;
8) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
- количество рабочих ходов.
Переход № 37,38,39,40,41,42 (Т07): Получение фаски 0,5х45˚
Инструмент – сверло Ø6, материал режущей части – Р6М5.
1) Глубина резания:
.
2) Подача будет равна (табл. 26, стр.277 [2]):
,
3) Расчетная скорость резания определяется по формуле:
,
где - значение коэффициента и показателей степени (табл. 29, стр.279, [1]);
- стойкость инструмента (табл. 30, стр.280, [1]);
;
; (табл. 4, стр.263 [2])
= 0,9; (табл. 5, стр.263 [2])
=1,0; (табл. 6, стр.263 [2])
;
4) Расчетная частота вращения зенковки:
.
Принимаем фактическую частоту вращения по паспорту станка:
.
Тогда фактическая скорость резания будет равна:
.
5) Крутящий момент и осевую силу определим следующим образом:
Крутящий момент:
,
где (табл. 32, стр.281, [1]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,
Осевая сила:
где (табл. 32, стр.281, [2]);
6) Мощность резания определяется по формуле:
7) Реальная мощность:
кВт;
кВт;
;
;
8) Основное время:
,
где - величина врезания;
- длина обрабатываемой поверхности;
- величина перебега;
- количество рабочих ходов.
Переход № 26,27,28,29,30 (Т08): Нарезание резьбы М3-7Н в отверстиях
Инструмент – метчик с цилиндрическим хвостовиком, материал режущей части – Р6М5.
1) Подача при нарезании резьбы равна шагу резьбы отверстия.
 , ,
2) Расчетная скорость резания определяется по формуле:
,
где - значение коэффициента и показателей степени (табл. 49, стр.296, [2]);
- стойкость инструмента (табл. 30, стр.280, [2]);
- поправочный коэффициент,
где ; (табл. 4, стр.263 [2]) - коэффициент на обрабатываемый материал,
=1,0; (табл. 6, стр.263 [2]) - коэффициент на инструментальный материал
(табл. 31, стр.280, [2]) - коэффициент, учитывающий глубину сверления:  . .

3) Расчетная частота вращения метчика:
 . .
Принимаем фактическую частоту вращения по паспорту станка:
.
Тогда фактическая скорость резания будет равна:
 . .
4) Крутящий момент следующим образом:
Крутящий момент: ,
где (табл. 32, стр.281, [2]);
(табл. 10, стр.265, [2]) - поправочный коэффициент,

5) Мощность резания определяется по формуле:

6) Реальная мощность:
кВт;
кВт;
;
 ; ;
7) Основное время:
 , ,
где - величина врезания;
 - длина обрабатываемой поверхности; - длина обрабатываемой поверхности;
- величина перебега;
- количество рабочих ходов.
Переход № 29,30 (Т09): Развертывание отверстий
Инструмент – развертка, материал режущей части – Р6М5.
Для данной операции примем режимы резания, рекомендуемые «Справочником по режимам резания» под редакцией В.И. Гузеева
Диаметр отверстия – 3,7мм, диаметр развертываемого отверстия – 4мм, глубина – 4,5мм
Глубина резания - 
Подача на оборот - 
Скорость резания - 
Осевая сила – Р = 22Н
Мощность  кВт кВт
1.10 Количественная оценка технологичности
Основные показатели оценки технологичности:
·  - уровень технологичности по трудоемкости изготовления деталей - уровень технологичности по трудоемкости изготовления деталей
 , ,
где  - суммарная трудоемкость изготовления деталей по новому варианту - суммарная трудоемкость изготовления деталей по новому варианту
 - суммарная трудоемкость изготовления деталей по базовому варианту - суммарная трудоемкость изготовления деталей по базовому варианту
т.к.  - технологический процесс изготовления детали по новому варианту технологичен с точки зрения трудоемкости изготовления детали. - технологический процесс изготовления детали по новому варианту технологичен с точки зрения трудоемкости изготовления детали.
·  - уровень технологичности по себестоимости изготовления детали. - уровень технологичности по себестоимости изготовления детали.
 , ,
где  -себестоимость изготовления детали по новому технологическому процессу; -себестоимость изготовления детали по новому технологическому процессу;
 - себестоимость изготовления детали по базовому технологическому процессу. - себестоимость изготовления детали по базовому технологическому процессу.
т.к.  - технологический процесс изготовления детали по новому варианту технологичен с точки зрения себестоимости изготовления детали. - технологический процесс изготовления детали по новому варианту технологичен с точки зрения себестоимости изготовления детали.
Дополнительные показатели оценки технологичности:
·  - коэффициент удельной трудоемкости изготовления детали: - коэффициент удельной трудоемкости изготовления детали:
 , ,
где  - трудоемкость изготовления детали; - трудоемкость изготовления детали;
 - масса детали. - масса детали.
Базовый технологический процесс:
Совершенствуемый технологический процесс:
Т.к.   - технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной трудоемкости изготовления детали по сравнению с базовым технологическим процессом. - технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной трудоемкости изготовления детали по сравнению с базовым технологическим процессом.
·  - коэффициент удельной себестоимости изготовления детали: - коэффициент удельной себестоимости изготовления детали:
 , ,
где  - себестоимость изготовления детали; - себестоимость изготовления детали;
- масса детали.
Базовый технологический процесс:
Совершенствуемый технологический процесс:
Т.к.   - технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной себестоимости изготовления детали по сравнению с базовым технологическим процессом. - технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной себестоимости изготовления детали по сравнению с базовым технологическим процессом.
·  - коэффициент использования металла: - коэффициент использования металла:
 , ,
где - масса заготовки;
- масса детали.
1.11 Организация контроля результатов обработки
Поступающие на обработку заготовки должны соответствовать утвержденным техническим условиям. Поэтому заготовку подвергают техническому контролю по соответствующей инструкции, устанавливающей методы контроля, периодичность, количество проверяемых заготовок в процентах к выпуску и т.д.
Проверке подвергают химический состав, механические свойства материала, структуру, наличие внутренних дефектов, размеры, массу заготовки. Заготовки детали проверяют на соответствие техническим условиям.
Визуально проверяют наличие видимых дефектов (раковины, трещины). Они не должны превышать указанных на чертеже размеров. Процент контроля-100%.
Периодически проверяют химический состав, механические свойства (по мере его поступления на завод).
Контроль результатов обработки необходим для выявления той или иной погрешности обработки и отклонений полученной детали от параметров, заданных на чертеже детали конструктором и необходимых для выполнения той или иной рабочей функции.
Контроль детали осуществляется после выполнения каждой из операций. Контролер проверяет соответствие полученных на данной операции размеров размерам, которые задал технолог и которые должны получиться после выполнения данной операции.
Помимо этого получаемые размеры контролируются рабочим в процессе обработки и при несоответствии вводиться необходимая поправка.
После механической обработки детали мы должны удостовериться, соответствует ли она тем требованиям, которые указаны на чертеже. Для этого вводиться контрольная операция: проверяются визуально чистота обработанных поверхностей, проверяются диаметральные, линейные, угловые размеры, радиальное и торцовое биение, отсутствие острых кромок и размер фасок.
2. Конструкторская часть
2.1 Приспособление для операции 035 Фрезерная
Выбор установочных элементов, обеспечивающих реализацию выбранной схемы базирования
.
Под установкой заготовок понимают процесс базирования и закрепления.
Базирование – это придание заготовке или изделию требуемого положения относительно выбранной системы координат. Базирование реализуется за счет наложения на заготовку геометрических связей, лишающих ее степеней свободы. Для того чтобы полностью сориентировать заготовку необходимо и достаточно наложить на нее 6 двухсторонних связей, т.е. лишить ее шести степеней свободы (3 перемещения и 3 поворота). Геометрические связи, лишающие заготовку шести степеней свободы, обеспечиваются шестью точками, находящимися в контакте с установочными элементами. Стабильность положения заготовки в процессе ее обработки обеспечивается закреплением. Под закреплением понимают приложенные к заготовке силы, обеспечивающие постоянство контакта базовых поверхностей заготовки и установочных элементов. В массовом и крупносерийном производстве установку заготовок обычно производят без выверки. Ее правильное положение относительно режущего инструмента обеспечивается установочными элементами. Таким образом, установочными элементами называются детали (механизмы приспособления), обеспечивающие правильное и однообразное положение заготовок относительно режущего инструмента.
Установка производится на упоры пластины, до упора. Преимущества такой установки: простота конструкции приспособления, возможность соблюдения принципа постоянства баз. Эта схема обеспечивает свободный подвод режущего инструмента к обрабатываемой заготовке. Заготовка закрепляется приложением силы, находящейся в одной плоскости с базовой поверхностью. Базовую плоскость заготовки подвергают обработке с шероховатостью поверхности  . .
Требования, предъявляемые к установочным элементам:
1. Количество и расположение установочных элементов должно обеспечить необходимую ориентацию заготовки в пространстве, устойчивость и жесткость.
2. Рабочие поверхности установочных элементов должны обладать высокой износостойкостью.
3. Конструкция установочных элементов должна предусматривать быструю их замену при износе или повреждении.
4. Установочные элементы должны быть жесткими и обеспечивать жесткость их сопряжения с корпусом приспособления.
5. Установочные элементы не должны портить базовые поверхности при установке на обрабатываемую поверхность.
6. Рабочие поверхности установочных элементов должны быть по возможности небольших размеров, чтобы исключить влияние макрогеометрии базовой поверхности на точность установки.
Материал установочных элементов: инструментальная углеродистая сталь У10А, У8А, У7А с последующей закалкой до HRC 50-55.
Выбор зажимных элементов
.
Основное назначение зажимных устройств приспособлений – обеспечение надежного контакта заготовки с установочными элементами, предупреждение ее смещения и вибраций в процессе обработки. Введением дополнительных зажимных устройств увеличивают жесткость технологической системы, что повышает точность и производительность обработки. В данном случае зажимным устройством являются губки.
Требования, предъявляемые к зажимным устройствам:
1. Зажимные устройства должны быть надежными в работе, просты по конструкции и удобны в обслуживании.
2. Зажимные устройства не должны деформировать закрепляемые заготовки и портить их поверхности.
3. Закрепление и открепление заготовок должно быть с минимальной затратой сил и времени.
4. Зажимные устройства должны обеспечивать равномерный зажим заготовок, особенно в многоместных приспособлениях.
5. Зажимные устройства не должны сдвигать заготовку при ее закреплении и по возможности воспринимать силы резания.
Описание приспособления.
Данное приспособление относится:
1. По целевому назначению – к станочному;
2. По степени специализации – к специализированному;
3. По количеству одновременно устанавливаемых заготовок – к одноместному.
Специальные приспособления применяются в производствах, где по условиям работы станки на значительное время закрепляют за определенной операцией.
Закрепление заготовки необходимо для надежного контакта заготовки с установочными элементами приспособления, для предотвращения смещения заготовки под действием внешних сил, для увеличения жесткости технологической системы и устранения вибраций.
К столу станка приспособление крепится при помощи 2 станочных болтов, для чего предусмотрены специальные отверстия.
Установка детали производится на поверхность плиты и расположенные с ней в одной плоскости стойки. Это установочная база. Направляющей базой служит боковая поверхность детали, упирающаяся в стенку приспособления.
2.2.1 Расчёт приспособления
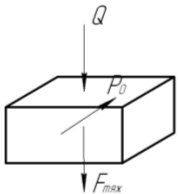
Силовой расчёт
Рассмотрим схему закрепления детали. В момент, когда фреза совершает рабочее движение, возникает дополнительная сила, прижимающая деталь к стойке. При движении фрезы в обратном направлении, возникает составляющая силы, стремящаяся оторвать деталь от плиты. Эта составляющая направлена против силы закрепления.
Т. о., в процессе обработки возникают 2 составляющие силы резания. Одна составляющая стремиться оторвать деталь от плиты. Вторая – стремится сдвинуть относительно оси.
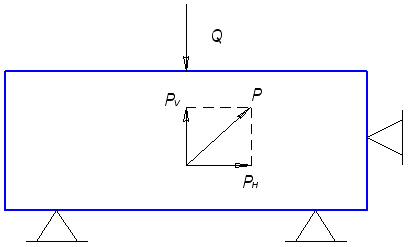
Схема действия сил.
Сила закрепления:
 - сила, предотвращающая отрыв заготовки - сила, предотвращающая отрыв заготовки
 - сила, предотвращающая сдвиг заготовки, - сила, предотвращающая сдвиг заготовки,
где  – коэффициент запаса; – коэффициент запаса;
 – коэффициент трения в местах контакта зажимных элементов с поверхностью заготовки; – коэффициент трения в местах контакта зажимных элементов с поверхностью заготовки;
 – коэффициент трения в местах контакта установочных элементов с базовой поверхностью заготовки. – коэффициент трения в местах контакта установочных элементов с базовой поверхностью заготовки.
 . .
 где где
 – коэффициент, учитывающий неточности расчётов; – коэффициент, учитывающий неточности расчётов;
 – коэффициент, учитывающий влияние случайных факторов на величину силы резания; – коэффициент, учитывающий влияние случайных факторов на величину силы резания;
 – коэффициент, учитывающий прогрессирующий износ инструмента; – коэффициент, учитывающий прогрессирующий износ инструмента;
 – коэффициент, учитывающий нестабильность силы резания при прерывистой обработке; – коэффициент, учитывающий нестабильность силы резания при прерывистой обработке;
 – коэффициент, учитывающий непостоянство развиваемой силы закрепления; – коэффициент, учитывающий непостоянство развиваемой силы закрепления;
 – коэффициент, учитывающий удобство расположения рукояток в ручных зажимных устройствах; – коэффициент, учитывающий удобство расположения рукояток в ручных зажимных устройствах;
 – коэффициент, учитывающийся при наличии моментов стремящихся провернуть заготовку. – коэффициент, учитывающийся при наличии моментов стремящихся провернуть заготовку.
 , где , где
 – коэффициент, учитывающий неточность расчёта максимальной силы резания; – коэффициент, учитывающий неточность расчёта максимальной силы резания;
 – коэффициент, учитывающий неточность расчёта силы закрепления; – коэффициент, учитывающий неточность расчёта силы закрепления;
 – коэффициент, учитывающий внезапные факторы возникающие при обработке. – коэффициент, учитывающий внезапные факторы возникающие при обработке.
        



 , значит расчет ведем по , значит расчет ведем по 
Сила закрепления на губках зажима будет равна 

2.1.2 Прочностной расчёт
Наиболее нагруженным звеном является стойка (опорная база). Опасное сечение находится в резьбовой части М10.
Условие прочности резьбы:
 , где , где
 - внутренний диаметр резьбы - внутренний диаметр резьбы
Рдоп
- предельно допустимая сила, действующая вдоль оси
 - допускаемое напряжение при растяжении (сжатии) - допускаемое напряжение при растяжении (сжатии)

Принимаем М10.
2.1.3 Точностной расчёт
Схема расчёта погрешности установки:
Под погрешностью установки детали в приспособление понимается отклонение фактически достигнутого положения заготовки от требуемого, появляющееся в процессе базирования и закрепления.

 - погрешность базирования появляется вследствие несовпадения технологической и измерительной базы. - погрешность базирования появляется вследствие несовпадения технологической и измерительной базы.
 - погрешность, вызванная силами закрепления - погрешность, вызванная силами закрепления
 - погрешность приспособления - погрешность приспособления
Погрешность базирования, является следствием не совпадения технологической и измерительной баз.
 , т.к.технологическая и измерительная база совпадает. , т.к.технологическая и измерительная база совпадает.
 , т.к.технологическая и измерительная база совпадает. , т.к.технологическая и измерительная база совпадает.
 , т.к. размер обеспечивается инструментом. , т.к. размер обеспечивается инструментом.

Погрешность закрепления – это разность между наибольшим и наименьшим смещением измерительной базы, возникающим под действием сил закрепления.  , т.к. данная погрешность является систематически повторяющейся и её можно компенсировать. , т.к. данная погрешность является систематически повторяющейся и её можно компенсировать.
Погрешность приспособления включает в себя следующие погрешность: погрешность изготовления и монтажа установочных элементов  ; погрешность, вызванная прогрессирующим износом установочных элементов ; погрешность, вызванная прогрессирующим износом установочных элементов  ; погрешность установки приспособления на станок ; погрешность установки приспособления на станок  . .
 . .
Погрешность установки и монтажа характеризует неточность изготовления и сборки установочных элементов. Технологически возможно обеспечить эту погрешность в пределах :
 - для приспособлений нормальной точности, - для приспособлений нормальной точности,
 - для приспособлений повышенной точности. - для приспособлений повышенной точности.
Для дальнейшего расчета примем  . .
Величина износа зависит от количества установок заготовок в приспособлении, от материала и массы обрабатываемых заготовок, от состояния базовых поверхностей заготовок, от условий установки в приспособление, а так же от конструкции установочных элементов.
Величина износа определяется по следующей формуле:
 , где , где
 коэффициент, учитывающий вид опоры, условия работы опор по нагрузке, путь сдвига состояние базовых поверхностей заготовок; коэффициент, учитывающий вид опоры, условия работы опор по нагрузке, путь сдвига состояние базовых поверхностей заготовок;
 ; ;
 число контактов заготовки с опорой, число контактов заготовки с опорой,  ; ;
 . .
 . .
выражает погрешность установки приспособления на станке, обусловленную смещением корпуса приспособления на столе станка.
Технологически возможно обеспечить  . .
Погрешность приспособления:
 . .
Погрешности установки заготовки в приспособление  . .

Данная схема установки обеспечивает требуемую точность.
2.2 Приспособление для операции 120
Установка детали производится на плоскость кондукторной плиты, и ориентируется на ней при помощи упоров и штифтов. Далее деталь прижимается к плите кондуктора при помощи откидных болтов и прижима. Так же закрепление детали осуществляется по средствам 2х винтов, расположенных по бокам кондукторной плиты.
Описание приспособления.
Данное приспособление относится:
1. По целевому назначению – к станочному;
2. По степени специализации – к специальному;
3. По количеству одновременно устанавливаемых заготовок – к одноместному.
Специальные приспособления применяются в производствах, где по условиям работы станки на значительное время закрепляют за определенной операцией.
Закрепление заготовки необходимо для надежного контакта заготовки с установочными элементами приспособления, для предотвращения смещения заготовки под действием внешних сил, для увеличения жесткости технологической системы и устранения вибраций.
2.2.1 Расчет приспособления
Силовой расчет
Во время обработки необходимо создать такую силу закрепления, чтобы предотвратить смещение детали в направлении подачи. Для этого необходимо рассчитать максимальную силу резания на данной операции. Такой силой будет сила резания при сверлении отверстия .
1) Крутящий момент:
2) Осевая сила:

Расчет силы закрепления, предотвращающей смещение
Q*f1
+Q*f2
=k*P0

где – коэффициент запаса;
– коэффициент трения в местах контакта зажимных элементов с поверхностью заготовки;
– коэффициент трения в местах контакта установочных элементов с базовой поверхностью заготовки.
.
где
– коэффициент, учитывающий неточности расчётов;
– коэффициент, учитывающий влияние случайных факторов на величину силы резания;
– коэффициент, учитывающий прогрессирующий износ инструмента;
– коэффициент, учитывающий нестабильность силы резания при прерывистой обработке;
– коэффициент, учитывающий непостоянство развиваемой силы закрепления;
– коэффициент, учитывающий удобство расположения рукояток в ручных зажимных устройствах;
– коэффициент, учитывающийся при наличии моментов стремящихся провернуть заготовку.
, где
 – коэффициент, учитывающий неточность расчёта максимальной силы резания; – коэффициент, учитывающий неточность расчёта максимальной силы резания;
– коэффициент, учитывающий неточность расчёта силы закрепления;
– коэффициент, учитывающий внезапные факторы возникающие при обработке.
2.2.2 Прочностной расчёт
Наиболее нагруженным звеном является откидной болт. Опасное сечение находится в резьбовой части М6.
Условие прочности резьбы:
, где
- внутренний диаметр резьбы
Рдоп
- предельно допустимая сила, действующая вдоль оси
- допускаемое напряжение при растяжении (сжатии)

Принимаем резьбу М6.
2.2.3 Точностной расчёт
Схема расчёта погрешности установки:
Под погрешностью установки детали в приспособление понимается отклонение фактически достигнутого положения заготовки от требуемого, появляющееся в процессе базирования и закрепления.
- погрешность базирования появляется вследствие несовпадения технологической и измерительной базы.
- погрешность, вызванная силами закрепления
- погрешность приспособления
Погрешность базирования, является следствием не совпадения технологической и измерительной баз.
 , т.к.технологическая и измерительная база совпадает. , т.к.технологическая и измерительная база совпадает.
 , т.к.технологическая и измерительная база совпадает. , т.к.технологическая и измерительная база совпадает.
 , т.к.технологическая и измерительная база совпадает. , т.к.технологическая и измерительная база совпадает.
 , т.к.технологическая и измерительная база совпадает. , т.к.технологическая и измерительная база совпадает.
 , т.к.технологическая и измерительная база совпадает. , т.к.технологическая и измерительная база совпадает.
 , т.к.технологическая и измерительная база совпадает. , т.к.технологическая и измерительная база совпадает.






Погрешность закрепления – это разность между наибольшим и наименьшим смещением измерительной базы, возникающим под действием сил закрепления. , т.к. данная погрешность является систематически повторяющейся и её можно компенсировать.
Погрешность приспособления включает в себя следующие погрешность: погрешность изготовления и монтажа установочных элементов ; погрешность, вызванная прогрессирующим износом установочных элементов ; погрешность установки приспособления на станок .
.
Погрешность установки и монтажа характеризует неточность изготовления и сборки установочных элементов. Технологически возможно обеспечить эту погрешность в пределах :
- для приспособлений нормальной точности,
- для приспособлений повышенной точности.
Для дальнейшего расчета примем .
Величина износа зависит от количества установок заготовок в приспособлении, от материала и массы обрабатываемых заготовок, от состояния базовых поверхностей заготовок, от условий установки в приспособление, а так же от конструкции установочных элементов.
Величина износа определяется по следующей формуле:
, где
коэффициент, учитывающий вид опоры, условия работы опор по нагрузке, путь сдвига состояние базовых поверхностей заготовок;
;
число контактов заготовки с опорой, ;
.
.
выражает погрешность установки приспособления на станке, обусловленную смещением корпуса приспособления на столе станка.
Технологически возможно обеспечить .
Погрешность приспособления:
.
Погрешности установки заготовки в приспособление .












3. Научно-исследовательская часть
Обработка отверстий на станках с ЧПУ
Программирование сверлильных (расточных) операций, так же как и других, начинается с составления рассчетно-технологической карты, определения координат опорных точек и т. д. Эскиз обрабатываемой детали представляют в двух системах координат: станка и детали. Для сравнительно простых операций на рассчетно-технологических картах показывают исходное положение всех используемых инструментов (указывают также их вылет) из шпинделя.
На рис. 1 показана рассчетно-технологическая карта для обработки в детали типа «крышка» двух отверстий диаметром 10Н8, трех резьбовых отверстий М6, и отверстия диаметром 22 мм. В табл. 1 приведены исходные координаты центров всех отверстий в системах координат детали и станка.
Таблица 1. Координаты опорных точек (центров отверстий) при обработке отверстий в детали типа «крышка»
Рис. 1. Рассчетно-технологическая карта для обработки отверстий в детали «крышка»

3.1 Общая методика программирования сверлильных операций
До расчета траектории инструментов при сверлильной обработке сначала определяют предварительный состав переходов для каждого отверстия и выбирают инструмент, затем уточняют состав переходов и общую их последовательность. Далее строят схемы осевых перемещений инструментов относительно опорных точек(центров отверстий) и назначают режим резания.
Например, предварительный состав типовых переходов для обработки отверстий 1-6 в детали типа «крышки» может быть принят следующим: центрование (рис. 2, а, б), сверление (рис. 2, в, г, ж), нарезание резьбы (рис. 2, е) и развертывание (рис. 2, д). Всвязи с этим выбранный инструмент Т01 — T06 может быть размещен в гнездах шестипозиционной револьверной головки сверлильного станка.
Рис.2. Типовые переходы работы инструмента для обработки отверстий детали «крышка»
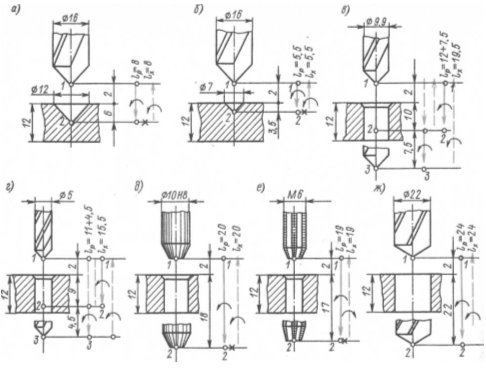
Состав инструментальной наладки: (по гнездам): 1) сверло ( ) диаметром 16 мм; 2) сверло диаметром 9,9 мм; 3) развертка диаметром 10Н8; 4) сверло диаметром 5 мм; 5) метчик М6; 6) сверло диаметром 22 мм. Общая последовательность переходов может быть следующей: центрование с зенкованием отверстий 1-5, сверление и развертывание отверстий 1 и 2, сверление отверстий 3-5 и нарезание в них резьбы, сверление отверстии 6. Схемы осевых перемещений для расчета опорных точек траектории инструментов при обработке отверстий 1-6 приведены на рис. 2. ) диаметром 16 мм; 2) сверло диаметром 9,9 мм; 3) развертка диаметром 10Н8; 4) сверло диаметром 5 мм; 5) метчик М6; 6) сверло диаметром 22 мм. Общая последовательность переходов может быть следующей: центрование с зенкованием отверстий 1-5, сверление и развертывание отверстий 1 и 2, сверление отверстий 3-5 и нарезание в них резьбы, сверление отверстии 6. Схемы осевых перемещений для расчета опорных точек траектории инструментов при обработке отверстий 1-6 приведены на рис. 2.
На этих схемах цифрами 1-3 показаны последовательности опорных точек траектории инструментов, стрелками — направления рабочих ( ) и холостых ( ) и холостых ( ) ходов и направления вращения шпинделя. Знаком «х» обозначен выстой инструмента. Режимы резания для участков траектории приведены в табл. 2. ) ходов и направления вращения шпинделя. Знаком «х» обозначен выстой инструмента. Режимы резания для участков траектории приведены в табл. 2.
Таблица 2
. Типовые переходы при обработке отверстий в детали типа «крышка».
| Переход |
Номер отверстия (см. рис. 1) |
Инструмент |
Схема на рис. 2 |
Участок траектории |
sM, мм/мин |
п, об/мин |
| Центрование с зенкованием |
1; 2 |
Т01 |
а |
1—2 |
40 |
500 |
| 3; 4; 5 |
б |
| Сверление |
1; 2 |
Т02 |
в |
1—2 |
100 |
710
|
| 2—3 |
80 |
3; 4; 5
|
Т04
|
г |
1—2 |
100 |
1400 |
| 2—3 |
80 |
| 6 |
Т06 |
д |
1—2 |
60 |
355 |
| Развертывание |
1; 2 |
ТОЗ |
1—2 |
50 |
125 |
| Нарезание резьбы |
3; 4- 5 |
Т05 |
е |
1—2 |
25 |
25 |
3.2 Кодирование информации
В общем случае кодирование информации УП для сверлильных станков сводится к кодированию процесса замены инструмента, кодированию перемещений (позиционирования) инструмента от одной опорной точки (центра отверстия) к другой и введению в действие циклов обработки отверстий в моменты, когда инструмент располагается над требуемой точкой.
Конкретная методика кодирования определяется моделью УЧПУ и ее возможностями. Рассмотрим общие положения.
Режимы движения и позиционирования задают с помощью подготовительных функций G60 — G69 (см. гл. 1). Согласно такой функции УЧПУ обеспечивает соответствующий характер подхода инструмента к заданной точке и оста новку его в конкретной юно, которой и определяет точность позиционирования. В общем случае функции G60 — G64 задают позиционирование с ускоренного хода, а функции G65 — G69 — с рабочей подачи. Эти функции используют, если, например, на станках рассматриваемого типа выполняется операция прямоугольного формообразования, в частности фрезерование. Из рассмотренных функций наиболее часто применяют G60 (точное позиционирование со стороны движения) и G62 (позиционирование с ускоренного хода — грубое позиционирование).
Напомним, что при точном позиционировании обеспечивается ступенчатое-снижение скорости движения: от уско ренной (или заданной) до минимальной скорости подхода к заданной точке. При грубом позиционировании происходит отключение подачи ускоренного ходи в зоне остановки, в результате чего возможен или перебег, или недобег.
Например, если необходимо последо вательно позиционировать инструмент от точки к точке, то записывают:
N{i} G90 G60 Х(Х1) Y(Y1) LF
N{i+1}Х(Х2) Y(Y2) LF
N{i+2}Х(Х3) Y(Y3) LF
3.3 Реализация постоянных циклов обработки отверстий
Такие циклы реализуются заданием подготовительных функции G81-G89. Каждая из них, согласно ГОСТ 20999—83 (СТ СЭВ 3585—82), определяет конкретную операцию или переход (с перемещением по оси Z): сверление или центрование (G81), сверление илизенкерование с паузой в конце рабочего хода (G82), глубокое сверление (G83), G84 - нарезание резьбы и др. Как правило, в современных УЧПУ подпрограммы для реализации указанных функций постоянно находятся в памяти УЧПУ и достаточно указать в кадре УП требуемую функцию и числовое значение формальных параметров, необходимых для выполнении конкретной операции. Для большинства постоянных циклов этих параметров два: Rи z. Параметр Rв большинстве УЧПУ определяет координату, с которой начинается рабочая подача при исполнении заданного постоянного цикла. Эта величина сохраняется в памяти УЧПУ до считывания нового значения R. Параметр zв постоянном цикле определяет координату точки, в которую инструмент смещается на рабочей подаче.
При введении постоянных циклов существенное значение для параметров Rи z имеет расположение нуля станка (начало координатной системы станка) относительно обрабатываемой детали в направлении оси Z.
В УЧПУ с фиксированным началом координат станка параметры Rи zв постоянных циклах отсчитываются от нулевой плоскости в одном направлении (рис. 3, а). Поэтому кадр задания постоянного цикла, например сверления, имеет вид
N{
i
}
G
81
Z
157.5
R
177.
LF
В кадре указываются координаты точки 1 (R) и конечной точки 2 (z).
Программирование постоянных циклов значительно удобнее для станков с УЧПУ, имеющих «плавающий нуль». В таких УЧПУ по командам УП или с пульта УЧПУ можно смещать, нуль станка в любую точку по всем осям, в частности по оси Z. В ряде УЧПУ по оси Z смещается нулевая плоскость XMY(рис. 3, б). Тогда в кадре, предшествующем кадру с указанием постоянного цикла, должна быть команда на смещение нуля по оси Z. После смещения нуля точка М начала координат станка будет располагаться в плоскости, параллельной плоскости детали (в точке М, рис. 3,б). Для рассмотренного случая величина Rбудет равна нулю, а значение zбудет со знаком минус (в отсчете вниз от новой системы координат X'M'Z):
N{
i
}
G
59
Z
177.
LF
N{
i
+1}
G
81
Z
-19.5
R
0.
LF
Определенные удобства создаются дли программирования, если УЧПУ имеют команды на сдвиг нуля, кодируемые функциями G92, G54-G59. В этом случае при программировании постоянных циклов нулевую плоскость совмещают с верхней плоскостью детали. (рис. 3, в).
Рис. 3.
Схемы задания параметров R и zв постоянных циклах
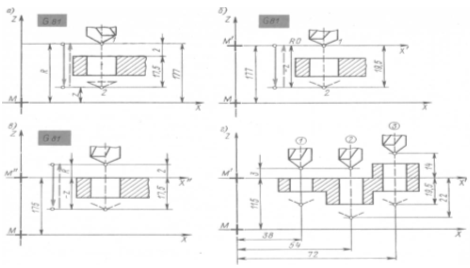
Тогда при задании цикла указывают величину R, которая означает здесь недоход инструмента до обрабатываемой поверхности, и величину z— рабочий ход инструмента. При этом полный рабочий ход, так же как и обратный — холостой ход, будет равен сумме R+z. При таком задании цикла достаточно просто обрабатывать одинаковые отверстия, расположенные на ступенчатой поверхности. Например, кадры УП для обработки трех отверстий 1-3, расположенных рядом (рис. 3, г), имеют вид:
N{i} G59 Z115. LF
N{i+1} G81R3. Z-19.5 LF
N{i+2} G60Х54. LF
N{ i+3} R3. X-22. LF
N{ i+4}R14. LF
N{i+5}Х72. LF
Как видно из программы, действие команды G81 (постоянный цикл) распространяется на последующие кадры. Действующий постоянный цикл отменяется указанием функции G80. В рассматриваемом примере смещение нуля кодируется функцией G59. Эта команда сохраняется в УП до введения аналогичной команды с новым числовым значением или до команды G53 (отмена смещения, но только для кадра, где G53 записано). Смещение нуля лишь в одном кадре обычно записывается функцией G92. При использовании функции G59 возврат нуля в систему координат станка кодируется этой же функцией (G59) с нулевым числовым значением:
N{1} G59 Z0. LF
3.4 Кодирование процесса замены инструмента
Эта задача во многом зависит от конструктивных особенностей станка и УЧПУ. В большинстве случаев требуются как минимум, две команды, задаваемых в последовательных кадрах УП. В первой команде с адресом Т указывается требуемый инструмент, а по второй команде (М06) он устанавливается в шпинделе. По команде М06, кроме того, снимается отработавший инструмент и возвращается в магазин (при наличии магазина на станке).
Как правило, процесс замены инструмента у станков выполняется только в определенном (безопасном) положении шпинделя (шпиндельной бабки). В это положение шпиндель автоматически приходит по команде М06 или по специальной команде, которую надо указывать в кадрах УП, предшествующих команде М06.
Указание инструмента в кадрах УП обычно сопровождается указаниями по его коррекции. Как уже говорилось, совместно с кодом инструмента указывается номер его корректора. Так, для инструмента с кодом Т08 и корректором 06 общая запись команды на инструмент имеет вид Т0806.
Для задания осепараллельной коррекции длины инструмента, что характерно для станков сверлильной группы, используют подготовительные функции G43 и G44. Для коррекции вылета инструмента (рис. 4) в корректор заносится абсолютная разность между расчетной и действительной аппликатами вершины инструмента (z0
— z1
)=Δzили (z0
— z2
)=Δz и в УП записывается
N{1}...G44...Z{Z0}...Т0806...
если инструмент короче запрограммированного. Если же инструмент длиннее запрограммированного, то кадр будет таким:
N{i}...G43...Z{Z0}...Т0806...
При этом предполагается, что величина Δzустановлена на корректоре указанного номера (в данном примере на корректоре 06).
В современных УЧПУ, однако, в большинствеслучаен коррекция па длину инструмента задается с адресом Н. В этом случае функция G43 определяет, что числовое значение смещении, установленноена корректоре (со знакомком + или - ) , прибавляется к заданной координате. Функция G44 означает, что величина смещения, установленная на корректоре с адресом Н, отнимается от заданного в данном кадре значения координатного размера.
Напомним, что в ряде случаев корректор инструмента может указываться отдельным адресом, например D.
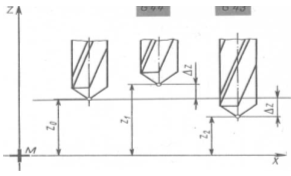
Рис. 4. Схема для определения коррекции вылета инструмента
Подготовка УП по общей методике.
Проследим общую методику кодирования информации УП для обработки детали, которая показана на рис. 1, а выбранные типовые переходы — на рис. 2.
Первыми переходами, согласно принятой схеме операции, являются переходы по центрованию всех отверстий, причем отверстия 1, 2 должны быть зацентрированы на глубину 6 мм, а отверстия 3—5 — на глубину 3,5 мм (см. рис. 2, а, б и табл. 2).
На примере программирования работы первого инструмента (сверло диаметром 16 мм, кодовый номер Т01, корректор 01) рассмотрим порядок кодирования информации для случаев без смещения нуля системы координат по оси Z:
% LF
N1 G60 G80 Т0101 LF
N2F40. S500 М06 LF
N3 G44 Z390. LF
N4Х50. Y105. LF
В первом кадре указаны работающий инструмент и подготовительные функции G60 (точное позиционирование) и G80 (отмена постоянных циков) Последнее обязательно для того, чтобы очистить рабочую память УЧПУ отранее запрограммировапных команд по постоянным циклам Во втором кадре дана команда на смену инструмента (М06), указаны режимы его работы: подача 40 мм/мин и частота вращения шпинделя 500 об/мин. Третий кадр указывает на необходимость коррекции. При этом дается расчетный вылет инструмента (положение вершины) по оси Z и указывается функция коррекции G44 для укороченных инструментов. Четвертым кадром инструмент позиционируется в точку 1, определенную в системе координат станка координатами хс
= 50 мм, ус
= 105 мм (см. табл. 1). Следующим кадром необходимо вывести вершину инструмента в точку, которой соответствует недоход над плоскостью детали 2 мм. Чтобы вершина данного инструмента пришла в эту точку, необходимо сместить точку N шпинделя (см. рис. 1).
При работе в абсолютной системе координат программируется перемещение базовых точек узлов станка и перемещения этих точек выводятся на индикацию. В данном случае базовой для всех инструментов принята плоскость положения базовой точки N шпинделя, определенная координатой z= 560 мм. При положении торца шпинделя в этой плоскости происходит и смена инструментов. Для вывода сверла диаметром 16 мм (с расчетным вылетом 170 мм) в точку начала работы по циклу необходимо позиционировать шпиндель (его точку N) по оси Zв точку Niс координатой R = 347 мм (560 — 213 = 347) - рис. 5. Координата положения торца шпинделя в конце рабочего хода сверла (точка N2
) определится координатой z= 347 — 8 = 339 мм. Эти данные и следует записать с адресами Rи z при программировании постоянного цикла:
N5 G82 R347. Z339. LF
После исполнения команды кадра N5 торец шпинделя будет расположен в плоскости, определенной координатой R=347мм
Рис. 5. Схема для определения перемещений при центровании отверстий
.
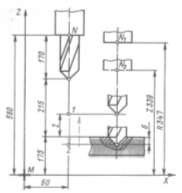
Для обработки следующих отверстий по заданному циклу G82 достаточно теперь программировать только перемещения по осям X и Y. В кадрах, где изменяется координата z(центрование отверстий 3—5), следует ее указать. Естественно, что указанная в кадре N7 величина zотрабатывается в последующих кадрах тоже:
N6Х180. Y105. LF
N7Х135. Y125. Z341.5 LF
N8Х82.3 Y155.31 LF
N9Х82.5 Y94.69 LF
N10Х100. Y125. L.F
N11 G80 Т0202 LF
Кадр N11 отменяет цикл G82 и задает новый инструмент.
3.5 Упрощенная методика программирования сверлильных операций
Рассмотренная методика программирования сравнительно сложна, требует пересчета некоторых размеров, а главное, определения и учета вылета инструмента в процессе программирования. Ее применяют, когда действительные вылеты инструментов мало отличаются от расчетных, когда применима система предварительной регулировки вылета инструмента в специальных приспособлениях. Программирование становится значительно проще, если использовать возможности УЧПУ по смещению нуля и вводить коррекцию на инструмент в период наладки (настройки) станка исходя из действительного его вылета. Это не только облегчает кодирование информации, но в значительной мере упрощает составление РТК (рис. 8.6): нет необходимости задаваться вылетом инструментов, не нужен пересчет координат точек из системы координат детали в систему координат станка и т. д.
Все это объясняется тем, что нуль станка смещается в начало координат до тали (из точки М в точку W) и отсчет программируемых перемещений и процессе отработки УП ведется от точки W, т. е. так, как это задано на чертеже детали. Кроме того, при настройке станка вылет каждого инструмента вводится (с обратным знаком) в корректор этого инструмента. Делается это просто. Инструмент доводят до касания вершины Р с верхней плоскостью заготовки, установленной в приспособлении. На табло, предназначенном для индикации перемещения по оси Z, высвечиваются цифры, определяющие расстояние от плоскости нового нуля до базовой точки шпинделя, т. е. величина zWN — l. А это и есть действительный вылет инструмента (например, для сверла диаметром 16 мм он равен 172 мм). Если теперь на корректоре инструмента набрать величину zWN — l(172 мм), то на табло индикации по оси Z будут нулевые показания, т. е. базовая точка N совместится с вершиной Р инструмента. Подобную настройку (с касанием инструмента острием или торцом поверхности детали) проводят для каждого инструмента, и значения соответствующих вылетов набирают на соответствующих корректорах. Таким образом, для всего набора инструментов на данную операцию справедливо положение: при нахождении вершины инструмента в плоскости нового нуля табло индикации по оси Z показывает нули.
При настройке достаточно просто также совмещать ось шпинделя с началом координат детали.
Подготовка УП по упрощенной методике.
Приняв во внимание сказанное выше, программу обработки рассматриваемой детали можно представить следующим образом:
% LF
N1 G60 G80 Т0101 LF
N2F40. S500 М06 LF
N3 G59 ХЗО. Y85. Z175. LF
В кадрах N1 — N3 задают инструмент Т01, условия его работы и указывают на смещение нуля (G59) по трем осям.
N4Х20. Y20. LF
N6 G82 R2. Z-6.LF
В кадре N5 задают постоянный цикл и шипения параметров в соответствии со схемой на рис. 2, а
В кадре N7 дают команды на позиционирование в точку 3 и исполнение заданного цикла (G82) с новым значением z(—3,5 мм).
N8Х52.5 Y70.31 LF
N9Y9.69 LF
N10Х70. Y40. LF
N11 G80 ТО202 LF
Кадр N11 завершает работу сверлом диаметром 16 мм (ТО 101) и готовит к вводу новый инструмент — сверло диаметром 9,9 мм (Т0202).
N12F100. S710 М06 LF
N13Х20. Y20. М08 LF
Кадры N12 и N13 задают режимы инструмента и установку его в шпиндель (команда М06). Выполнено позиционирование сверла в точку /, включено охлаждение (команда М08).
N14G83 R2 Z-10. LF
N15Z-17.5 F80. LF
Кадр N14 указывает постоянный цикл глубокого сверления (G83) и его параметры. Указывать параметр R необходимо, поскольку он определяет точку выхода (на ускоренном ходу) инструмента с позиции замены в рабочую позицию по оси Z. Кадр N15 дополняет кадр N14, указывая координату второго хода с измененной подачей (согласно принятой схеме обработки – рис. 2, в, подача на выходе сверла уменьшается до 80 мм/мин).
N16X150. Y20. Z-10. F100. LF
N17Z-17.5 F80. LF
Кадрами N16 и N17 программируется сверление по циклу G83 отверстия с центром в точке 2.
N18 G80 Т0404 LF
В кадре N18 готовится к вводу сверло диаметром 5 мм (Т0404) и задаются режимы его работы
N19F100. S1400 М06 LF
N20Х105. Y40. LF
N21G83 R2. Z-9. LF
N22Z-13.5 F80. LF
N23Х52.5 Y70.31 Z-9. F100. LF
N24Z-13.5 F80. LF
N25G80 Т0606 LF
Кадры N19—N24 программируют обработку сверлом диаметром 5 мм по циклу G83 отверстий в ТкЗ, 4, 5. Кадр N25 указывает новый инструмент — сверло диаметром 22 мм (Т0606).
N26F60. S355 М06 LF
N27Х70. Y40. LF
N28 G81 R2. Z-22. LF N29 G80 Т0303 LF
Кадры N26 — N28 программируют сверление отверстия диаметром 22 мм с центром в точке 6. Указывается новый инструмент — развертка диаметром 10Н8 (Т0303).
N30F50. S125 М06 LF
N31Х20. Y20. LF
N32 UUU R2. Z-18. LF
Кадр N32 вводит цикл развертывания (G89) с рабочим ходом R + z, выдержкой в конце рабочего хода и отводом на быстром ходу (рис. 2, д)
N33Х150. LF
N34 G80 Т0505 LF
Кадром N33 запрограммировано развертывание отверстия в точке 2. Кадр N34 готовит новый инструмент — метчик Мб (Т0505).
N35F250. S250 М06 LF
N36Х105. Y40. LF
N37 G84 R2. Z-17. LF
N38Х52.5 Y70.31 LF
N39Y9.69 LF
N40 G80 G59 ХО. Y0. Z0. М09 LF
N41 G00 ХО. YO. Z560. MOOLF
Кадры N35 — N39 программирует нарезание резьбы в отверстиях 3—5 в соответствии с постоянным циклом G84. Цикл обеспечивает рабочий ход с рабочей подачей, остановку и реверсивное вращение шпинделя в конечной точке, возврат инструмента с рабочей подачей.
Кадры N40, N41 отменяют смещение нуля, отключают охлаждение и выводят шпинделя в нулевую точку станка с координатой z= 560 мм.
3.6 Программирование расточных операций
Программирование обработки отверстий на расточных станках и кодирование информации УП практически аналогичны рассмотренным выше, хотя для расточных станков характерно значительно большее число возможных команд, расширение и усложнение постоянных циклов и др. Наличие у расточных станков дополнительных (вторичных) управляемых осей, необходимость закреплять (для повышения жесткости) гильзу шпинделя или столы (при некоторых видах обработки) несколько усложняют программирование. У ряда станков управляемым является также •поворот стола, смена приспособлений-спутников и др.
Рассмотрим три примера программирования обработки отверстий при использовании расточных станков.
Сверление трех отверстий диаметром 18 мм одним сверлом в детали типа «угольник» (рис. 7).
Рис. 7. Схема для программирования сверления отверстий в детали типа «угольнок.»
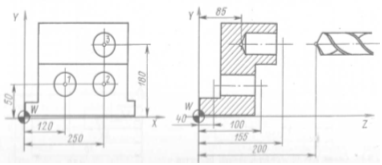
Фрагмент программы:
N100 G90 G43 G81 D60 Х120. Y50.
Z40. R100. F40. S120 МОЗМ08 LF
По команде кадра N100 ранее установленным сверлом сверлится отверстие 1 (рис. 8.7) с координатами х=120 мм, у = 50 мм; глубина сверления определена координатой z= 40 мм; R = 100 мм. Отсчет размеров — абсолютный (G90). Вводится коррекция на длину инструмента (G43) (корректор 60 с адресом D). Корректор 60 должен быть закреплен за используемым в данной программе сверлом. Подача сверления 40 мм/мин (F40); частота вращения шпинделя 120 об/мин (S120); вращение шпинделя правое (М03). Включается охлаждение (М08).
4. Проектирование участка механической обработки
[10]
4.1 Расчет потребного количества и составление ведомости оборудования
Определение приведённой годовой программы запуска в производство всех деталей, выпускаемых на участке

 - коэффициент, учитывающий возможный брак - коэффициент, учитывающий возможный брак
 - коэффициент, учитывающий незавершённое производство - коэффициент, учитывающий незавершённое производство
 - количество типоразмеров деталей, составляющих номенклатуру участка - количество типоразмеров деталей, составляющих номенклатуру участка

 - действительный годовой фонд времени работы оборудования - действительный годовой фонд времени работы оборудования
 - число рабочих смен - число рабочих смен
Определение расчётного количества станков, необходимого для обработки партии деталей-представителей
 ,
,
где  - штучно-калькуляционное время выполнения каждой i-той операции спроектированного технологического процесса;
- штучно-калькуляционное время выполнения каждой i-той операции спроектированного технологического процесса;
 - расчетный такт выпуска детали - представителя, - расчетный такт выпуска детали - представителя,
где  - приведенная годовая программа запуска в производство детали – представителя; - приведенная годовая программа запуска в производство детали – представителя;
 коэффициент, учитывающий непрогнозируемый простой оборудования, связанный с поломками, перебоями энергии и т.д. коэффициент, учитывающий непрогнозируемый простой оборудования, связанный с поломками, перебоями энергии и т.д.
 
 
 
 
 
 

Определение расчётного количества станков, по каждой операции для всего участка

 - штучно калькуляционное время для каждой - штучно калькуляционное время для каждой  операции спроектированного технологического процесса для детали-представителя операции спроектированного технологического процесса для детали-представителя
 - расчётный такт выпуска детали-представителя - расчётный такт выпуска детали-представителя
 - коэффициент, учитывающий непрогнозируемые простои оборудования, связанные с поломками, перебоями энергии и т.д. - коэффициент, учитывающий непрогнозируемые простои оборудования, связанные с поломками, перебоями энергии и т.д.
 - для универсальных станков - для универсальных станков
 - для одношпиндельных автоматов и полуавтоматов и станков с ЧПУ - для одношпиндельных автоматов и полуавтоматов и станков с ЧПУ
 - для многошпиндельных автоматов и полуавтоматов и специальных агрегатных станков - для многошпиндельных автоматов и полуавтоматов и специальных агрегатных станков
 
Просуммируем количество оборудования для одноименных операций и получим расчетное количество станков, необходимых для обработки партии детали – представителя:
(принятое количество станков получается округлением расчетного количества станков в большую сторону до ближайшего целого числа. Округление в меньшую сторону производится, если дробная часть меньше 0,1.)

Просуммируем количество оборудования для одноименных операций и получим расчетное количество станков на участке:

Построение диаграммы загрузки оборудования
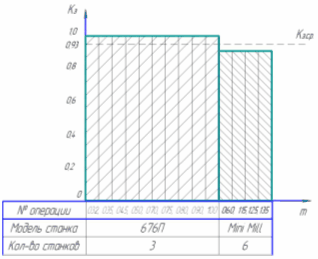
Составление ведомости производственного оборудования
| №п/п |
Наименование оборудования |
Модель |
Сп |
Kз |
Габаритные размеры |
| 1 |
Фрезерный |
676П |
3 |
0,99 |
1200х1240х1780 |
| 3 |
Фрезерный ОЦ с ЧПУ |
MiniMill |
6 |
0,91 |
1524х1860х2400 |

Определение количества основных рабочих

- действительный годовой фонд времени работы оборудования
 - действительный годовой фонд времени работы рабочего - действительный годовой фонд времени работы рабочего
- число рабочих смен
 - коэффициент многостаночного обслуживания, назначается в зависимости от вида преобладающего оборудования - коэффициент многостаночного обслуживания, назначается в зависимости от вида преобладающего оборудования
 - универсальные станки - универсальные станки
 - станки с ЧПУ, обрабатывающие центры, револьверные полуавтоматы - станки с ЧПУ, обрабатывающие центры, револьверные полуавтоматы
 - агрегатные станки - агрегатные станки

 примем примем  , т.к. работа 2х
-сменная , т.к. работа 2х
-сменная



| Группы рабочих |
Число рабочих |
| всего |
в том числе в I смену |
1. Производственные рабочие
-станочники
-остальные
|
12 |
6 |
| 8 |
4 |
| 4 |
2 |
| 2. Вспомогательные рабочие |
2 |
1 |
| Всего |
14 |
7 |
| 3. ИТР |
2 |
1 |
| ВСЕГО РАБОТАЮЩИХ |
16 |
8 |
4.3 Определение потребной площади участка
Определение величины производственной площади, занимаемой станками
 , ,
где  - количество малых станков на участке (800х1800мм); - количество малых станков на участке (800х1800мм);
 - количество средних станков (2000х4000мм); - количество средних станков (2000х4000мм);
 - количество крупных станков (4000х8000мм); - количество крупных станков (4000х8000мм);

Примем 
Определение площади необходимой для складирования заготовок и готовых деталей
 , ,
 , ,
7.3.3. Определение площади, занимаемой ИТР и работниками ОТК
 , ,
Величину площади, отводимой для размещения ИТР определяют по удельным нормативам из расчета 5-6 м2
на одного инженерно-технического работника.
 , ,
Определение потребной площади участка
 , ,
4.4 Определение способа уборки стружки
Перед определением способа и выбором оборудования для уборки стружки необходимо определить объем стружки, производимой на участке за один час, по формуле:
 , ,
где  - масса заготовки детали представителя , кг; - масса заготовки детали представителя , кг;
 - масса детали представителя, кг; - масса детали представителя, кг;
 - расчетный такт выпуска детали представителя. - расчетный такт выпуска детали представителя.

Так как выход стружки достаточно мал, то нет необходимости в конвейере для ее уборки. Достаточно установить возле каждого станка тару для сбора стружки.
4.5 Назначение средств внутрицехового и межоперационного транспорта. Составление ведомости подъемно-транспортных механизмов (ПТМ) участка
ПТМ следует выбирать исходя из конструктивных особенностей обрабатываемых деталей, формы организации производства на участке.
На участке обрабатываются в основном детали типа «корпус» массой до 1 кг, поэтомунет необходимостив использовании подъемно-транспортных механизмов.
Для данного участка предложены следующие ПТМ:
1. Электрические авто - и электрические тележки;
Электрические тележки предназначены для перемещения детали по участку: от одной операции к другой. После того как при помощи тележек деталь доставлена на рабочее место ее необходимо установить.
В качестве внутрицехового транспорта принимаем мостовой кран с электроталью, грузоподъемностью Qкр
= 10 тонн.
Выбор длины и ширины участка, ширины пролета.
Составление схемы расчета и определение высоты здания.
Длина участка по соображениям пожарной безопасности не должна превышать 50…60 м. Сетка колонн характеризует размеры ширины пролета и шага колонн.
В зависимости от типа производства, массы и габаритов выпускаемых деталей принимаем:
Ширина пролета – L = 18 м;
Шаг колонн – t = 12 м;
Значит сетка колонн: 18 * 12 м.
Ширину участка принимаем равной ширине пролета L = 18 м.
Длину участка определяем в зависимости от найденной площади участка:  , ,
Округляем в большую сторону до стандартизованного размера. Принимаем Lуч = 12 м.
Высота пролета цеха определяется исходя из размеров изделий, габаритов оборудования (по высоте), размеров и конструкции кранов, а также из санитарно-гигиенических требований.
В = Н1
+ h, (28)
Н1
= А1
+ А2
+ А3
+ А4
+ А5
, (29)
где А1
= 2,94м - высота наиболее высокого станка;
А2
= 0,5м - расстояние между транспортируемым изделием и самым высоким станком;
А3
=0,05м - высота максимального транспортируемого изделия;
А4
=1м - длина строп крана;
А5
=0,5м - расстояние от центра крюка до верхней кромки подкранового рельса.
h = h1
+ h2
, (30)
где h1
=2,3м - высота крана от подкранового рельса;
h2
=0,1м – расстояние между верхней кромкой крана и нижней кромкой перекрытия.
Н1
=2,94+0,5+0,05+1,0+0,5=5.0м
h= 2,3+0,1=2,4м
В=5.0+2,4=7,4м
В дипломном проекте спроектировано рабочее место оператора фрезерного ОЦ с ЧПУ модели MiniMill.
Необходимо уделять внимание улучшению организации рабочих мест. Улучшение оснащенности, рациональная планировка, хорошо налаженное обслуживание рабочих мест являются важными факторами повышения производительности труда и снижения утомляемости работающего.
Основной задачей проектирования организации рабочего места является создание такой конструкции организационной оснастки и такого расположения оборудования, заготовок, готовых деталей и оснастки, при которых отсутствуют лишние и нерациональные движения и приемы (повороты, нагибания, приседания и т.д.), максимально сокращаются расстояния перемещения рабочего.
Применение типовых планировок позволяет сэкономить производственную площадь, устранить лишние движения рабочего, сократить время поиска инструмента и приспособлений.
При многостаночной работе планировка рабочего места должна обеспечить наиболее удобное для рабочего расположение органов управления всех обслуживаемых станков и минимальную затрату времени на переходы рабочего от одного станка к другому.
5. Организационно-экономическая часть
[11]
Данная организационно-экономическая часть посвящена определению экономической целесообразности перевода обработки детали «Корпус» с универсальных станков на станки с ЧПУ.
Необходимость замены базового технологического процесса вызвана следующими причинами:
· Обработка корпуса по действующему технологическому процессу осуществляется на универсальном оборудовании и тем самым сопровождается большим количеством установов.
· Действующий технологический процесс обработки корпуса буксы является неэффективным и экономически не выгодным, т.к. имеются потери времени на вспомогательное время (установка, закрепление/снятие детали, транспортировка) и операционное, которые можно избежать, соблюдая принцип концентрации переходов и операций.
· Имеются операции, которые можно объединить в одну, а не разбивать на несколько, при этом теряя время на транспортировку, установку, закрепление, базирование детали.
При изготовлении детали обработка резьбовых отверстий ведется на 3 станках, а именно настольно-сверлильном станке НС-12А, агрегатно-сверлильном станке КПМЗ.101.012. и резьбонарезном станке Leinen. Лучшим вариантом было бы осуществить концентрацию этих операций на одном высокопроизводительном станке, например фрезерном обрабатывающем центре MiniMll. Это бы позволило осуществить обработку резьбовых отверстий за один установ, а так же сократить время на транспортные операции, что привело бы к сокращению основного и вспомогательного времени.
Расчеты приведены в ценах 2009 года на базе предприятия ФГУП «КЗТА».
5.1 Технико-экономическое обоснование разработанного варианта технологического процесса
Исходные данные
Базовый вариант Таблица № 8.1.
| № |
№
опер
|
Название операции |
Оборудование
|
Разряд
станочника
|
Тшт, мин |
Часовая тарифная ставка |
| 1 |
032 |
Фрезерная |
676П |
3 |
7,3 |
20,08 |
| 2 |
035 |
Фрезерная |
676П |
3 |
7,8 |
20,08 |
| 3 |
045 |
Фрезерная |
676П |
3 |
6,1 |
20,08 |
| 4 |
050 |
Фрезерная |
676П |
3 |
4,5 |
20,08 |
| 5 |
060 |
Фрезерная |
6520Ф3 |
4 |
8,2 |
25,7 |
| 6 |
070 |
Фрезерная |
676П |
3 |
3,4 |
20,08 |
| 7 |
075 |
Фрезерная |
676П |
3 |
4,7 |
20,08 |
| 8 |
080 |
Фрезерная |
676П |
3 |
3,6 |
20,08 |
| 9 |
090 |
Фрезерная |
676П |
3 |
2,2 |
20,08 |
| 10 |
100 |
Фрезерная |
676П |
3 |
3,5 |
20,08 |
| 11 |
105 |
Фрезерная |
676П |
3 |
2,3 |
20,08 |
| 12 |
118 |
Сверлильная |
КПМЗ.101.012 |
4 |
1,2 |
17,6 |
| 13 |
120 |
Сверлильная |
НС-12А |
4 |
2,5 |
17,6 |
| 14 |
125 |
Сверлильная |
НС-12А |
4 |
10,3 |
17,6 |
| 15 |
130 |
Сверлильная |
НС-12А |
4 |
7,4 |
17,6 |
| 16 |
135 |
Сверлильная |
НС-12А |
4 |
5,1 |
17,6 |
| 17 |
150 |
Сверлильная |
НС-12А |
4 |
1,7 |
18,9 |
| 18 |
155 |
Сверлильная |
НС-12А |
4 |
0,6 |
18,9 |
| 19 |
160 |
Резьбонарезная |
«Leinen» |
4 |
35,8 |
18,9 |
| 20 |
165 |
Резьбонарезная |
«Leinen» |
4 |
10,4 |
18,9 |
| 21 |
170 |
Резьбонарезная |
«Leinen» |
4 |
8,1 |
18,9 |
Усовершенствованный вариант Таблица 8.2.
| № |
№
опер
|
Название операции |
Оборудование
|
Разряд
станочника
|
Тшт, мин |
Часовая тарифная ставка |
| 1 |
032 |
Фрезерная |
676П |
3 |
7,3 |
20,08 |
| 2 |
035 |
Фрезерная |
676П |
3 |
7,8 |
20,08 |
| 3 |
045 |
Фрезерная |
676П |
3 |
6,1 |
20,08 |
| 4 |
050 |
Фрезерная |
676П |
3 |
4,5 |
20,08 |
| 5 |
060 |
Фрезерная с ЧПУ |
Mini Mill |
4 |
8,2 |
25,7 |
| 6 |
070 |
Фрезерная |
676П |
3 |
3,4 |
20,08 |
| 7 |
075 |
Фрезерная |
676П |
3 |
4,7 |
20,08 |
| 8 |
080 |
Фрезерная |
676П |
3 |
3,6 |
20,08 |
| 9 |
090 |
Фрезерная |
676П |
3 |
2,2 |
20,08 |
| 10 |
100 |
Фрезерная |
676П |
3 |
3,5 |
20,08 |
| 11 |
105 |
Фрезерная |
676П |
3 |
2,3 |
20,08 |
| 12 |
115 |
Фрезерная с ЧПУ |
Mini Mill |
3 |
12,3 |
21,6 |
| 13 |
125 |
Фрезерная с ЧПУ |
Mini Mill |
3 |
37,2 |
21,6 |
| 14 |
135 |
Фрезерная с ЧПУ |
Mini Mill |
3 |
31 |
21,6 |
Общие положения.
Технико-экономическое обоснование разработанного варианта технологического процесса представляет собой сравнение двух вариантов техпроцесса – базового (заводского) и усовершенствованного. Сравнение поможет доказать выгоду изменения технологического процесса. Критерием сравнения служит критическая программа выпуска.
Для расчета критической программы выпуска воспользуемся технологической себестоимостью производства детали по базовому и усовершенствованному технологическим процессам.
 ; ;
 - технологическая себестоимость для базового техпроцесса; - технологическая себестоимость для базового техпроцесса;
 - переменные расходы, приходящиеся на единицу продукции по базовому техпроцессу; - переменные расходы, приходящиеся на единицу продукции по базовому техпроцессу;
 - годовая сумма постоянных расходов по базовому техпроцессу; - годовая сумма постоянных расходов по базовому техпроцессу;
 - годовая программа выпуска изделий, N=540 шт.; - годовая программа выпуска изделий, N=540 шт.;
 ; ;
 - технологическая себестоимость для нового техпроцесса; - технологическая себестоимость для нового техпроцесса;
 - переменные расходы, приходящиеся на единицу продукции по новому техпроцессу; - переменные расходы, приходящиеся на единицу продукции по новому техпроцессу;
 - годовая сумма постоянных расходов по новому техпроцессу; - годовая сумма постоянных расходов по новому техпроцессу;
Общая сумма сопоставимых расходов по-новому техпроцессу:
 ; ;
по базовому техпроцессу:
 ; ;
При равенстве сопоставимых расходов, т. е. при:
 ; ;
находится критическая программа выпуска  : :
 ; ;
тогда  ; ;
Расчет отдельных элементов сопоставимой себестоимости изготовления детали «Корпус» по базовому технологическому процесу.
Переменные затраты:
1.Затраты на материал
 ; ;
где a- норма расхода на материал или заготовку, кг/дет.;
b- вес отходов материала, подлежащих утилизации, кг.;
 - цена материала, руб./кг.; - цена материала, руб./кг.;
 -цена возвратных отходов, руб./кг.; -цена возвратных отходов, руб./кг.;

 =0,07 кг; =0,07 кг;
= 50 руб/кг;
=0,5 руб/кг;

2. Заработная плата основных рабочих(за 1 деталь):

где С - часовая тарифная ставка соответствующего разряда выполняемых работ, руб./час;
 - время на операцию, мин. - время на операцию, мин.
1) Фрезерные работы:  руб; руб;
2) Сверлильные работы:  руб; руб;
3) Резьбонарезные работы:  руб руб

 руб. руб.
3.Дополнительная заработная плата:
 руб. руб.
4.Расходы на электроэнергию, потребляемую двигателями станков
 ; ;
где  - суммарная установленная мощность э/двигателей данного станка, кВт; - суммарная установленная мощность э/двигателей данного станка, кВт;
 - коэффициент использования электродвигателей данного станка; - коэффициент использования электродвигателей данного станка;
 - стоимость 1 кВт/ч электроэнергии, = 1.27 руб./кВч. - стоимость 1 кВт/ч электроэнергии, = 1.27 руб./кВч.
1) Для фрезерных станков: N= 10 кВт, = 0,65;
2) Для сверлильных станков: N=6 кВт, = 0,6
3) Для резьбонарезных станков: N=3 кВт, = 0,6;
  руб; руб;
 руб; руб;
 руб; руб;
 руб; руб;
5. Расходы на смазочно-охлаждающую жидкость (СОЖ).
Dгод.
– величина годового расхода СОЖ в год, руб.;
Fд. ст.
– действительный годовой фонд времени работы станка, час:

Постоянные затраты.
1.Расходы по эксплуатации приспособлений:
универсальных: 
специальных: 
где  - стоимость приспособления или себестоимость его изготовления, руб.; - стоимость приспособления или себестоимость его изготовления, руб.;
 пр – действительный годовой фонд времени работы приспособления, час пр – действительный годовой фонд времени работы приспособления, час
-коэффициент, определяющий время использования приспособления на данной операции;
-штучное время на данной операции, мин.
N- годовая программа выпуска деталей, шт.
В базовом технологическом процессе при изготовлении детали «Корпус» используются в основном специальные приспособления.

2.Расходы по наладке приспособления:
 руб. руб.
3.Заработная плата наладчика за час при изготовлении данной детали:
 - часовая тарифная ставка наладчика, руб./час. - часовая тарифная ставка наладчика, руб./час.
 ; ;
4.Амортизационные отчисления за год.
 ; ;
где  - стоимость станка, руб.; - стоимость станка, руб.;
Стоимость станков:
Фрезерный 676П =65 000 руб.
Резьбонарезный Leinen=54 000 руб.
Настольно-сверлильный НС-12А =10 500 руб.
Фрезерный с ЧПУ 6520Ф3 =230 000 руб
Агрегатный сверлильный КПМЗ 101.012. =270 000 руб
 руб.; руб.;
 руб.; руб.;
 руб.; руб.;
 руб.; руб.;
 руб.; руб.;
 руб.; руб.;
Расчет отдельных элементов сопоставимой себестоимости изготовления детали «Корпус» по проектируемому технологическому процессу.
Переменные затраты:
1. Затраты на материал
;
где a- норма расхода на материал или заготовку, кг/дет.;
b- вес отходов материала, подлежащих утилизации, кг.;
- цена материала, руб./кг.;
-цена возвратных отходов, руб./кг.;
=0,07 кг;
= 50 руб/кг;
=0,5 руб/кг;
2. Заработная плата основных рабочих(за 1 деталь):
где С - часовая тарифная ставка соответствующего разряда выполняемых
работ, руб./час;
- время на операцию, мин.
1) Фрезерные работы: руб;
2) Фрезерные (с ЧПУ) работы:  руб; руб;
 руб руб
3. Дополнительная заработная плата:
 руб. руб.
4. Расходы на электроэнергию, потребляемую двигателями станков
;
где - суммарная установленная мощность э/двигателей данного станка, кВт;
- коэффициент использования электродвигателей данного станка;
- стоимость 1 кВт/ч электроэнергии, = 1.27 руб./кВч.
1) Для фрезерных станков: N= 10 кВт, = 0,65;
2) Для фрезерных станков с ЧПУ: N= 5,6 кВт, = 0,65;
руб;
 руб; руб;
 руб; руб;
5. Расходы на смазочно-охлаждающую жидкость (СОЖ).
Dгод.
– величина годового расхода СОЖ в год, руб.;
Fд. ст.
– действительный годовой фонд времени работы станка, час:

Постоянные затраты.
1.Расходы по эксплуатации приспособлений:
универсальных:
специальных:
где - стоимость приспособления или себестоимость его изготовления, руб.;
пр – действительный годовой фонд времени работы приспособления, час
-коэффициент, определяющий время использования приспособления на данной операции;
-штучное время на данной операции, мин.
N- годовая программа выпуска деталей, шт.
В базовом технологическом процессе при изготовлении детали «Корпус» используются в основном специальные приспособления.

2. Расходы по наладке приспособления:
 руб. руб.
3. Заработная плата наладчика за час при изготовлении данной детали:
- часовая тарифная ставка наладчика, руб./час.
 ; ;
4. Амортизационные отчисления за год.
;
где - стоимость станка, руб.;
Стоимость станков:
Фрезерный 676П =38 200 руб.
Фрезерный ОЦ с ЧПУ MiniMill=1100 000 руб
руб.;
 руб.; руб.;
 руб.; руб.;
Себестоимость изготовления детали «Корпус».
| № |
Вид расходов |
Базовый ТП,
руб.
|
Новый ТП,
руб.
|
| I |
Переменные расходы |
| 1 |
Затраты на материал |
22,96 |
22,96 |
| 2 |
Заработная плата основных
рабочих за одну деталь
|
47,3 |
46,1 |
| 3 |
Дополнительная заработная плата |
20,8 |
20,2 |
| 4 |
Расходы на электроэнергию, потребляемую станками |
9,4 |
10,04 |
| 5 |
Расходы на смазочно-охлаждающую жидкость (СОЖ) |
2,34 |
2,29 |
| Итого: |
102,8 |
101,95 |
| II |
Постоянные расходы |
| 1 |
Расходы на эксплуатацию приспособлений |
51,27 |
24,54 |
| 2 |
Расходы по наладке оборудования |
2,56 |
1,22 |
| 3 |
Заработная плата наладчиков |
10,79 |
10,58 |
| 4 |
Амортизационные отчисления |
6,23 |
28,07 |
| Итого: |
70,85 |
64,41 |
Расчет критической программы выпуска:
 шт.; шт.;
Nкр
– показывает критическую величину программы, при которой сопоставимые варианты равноценны.
Общая себестоимость:
· базовый ТП:
SI
=VI
*N+CI
=102,8*540+70,85=55582,85 руб.;
· проектируемый ТП:
SII
=VII
*N+CII
=101,95*540+64,41=55117,4 руб.;
Экономический эффект:
· на одно изделие:
Э1
=( CI
- CII
)+( VI
- VII
)=(70,85-64,41)+(102,8-101,95)=
=6,44+0,85=7,29 руб.;
· на годовую программу:
ЭN
=( CI
- CII
)+( VI
- VII
)*N=)=(70,85-64,41)+(102,8-101,95)*540
=465,44 руб.;
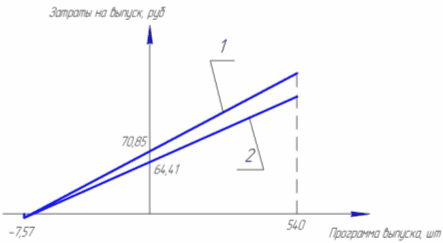
1-кривая расходов, соответствующая базовому ТП;
2- кривая расходов, соответствующая проектируемому ТП;
Заключение
На основе полученных данных можно сделать вывод, что обработку детали более целесообразно проводить по вновь спроектированному ТП при любой программе выпуска. При этом, экономический эффект на одно изделие составит 7,29 руб., а на всю программу выпуска 465,44 руб. Такой эффект объясняется заметным снижением расходов на эксплуатацию приспособлений по новому ТП относительно базового ТП, что в свою очередь объясняется сокращением числа операций, за счет введения в ТП станков с ЧПУ. Отсюда можно сделать вывод, что применение станков с ЧПУ, и применение метода концентрации операций экономически оправдано.
6. Промышленная экология и безопасность[12]
6.1 Обеспечение безопасности труда при осуществлении технологического процесса механической обработки детали «Корпус»
Анализ опасных и вредных факторов на участке механической обработки
Технологический процесс изготовления детали включает в себя ряд операций, при которых происходит обработка детали из алюминия на различном оборудовании (фрезерные и фрезерный ОЦ с ЧПУ), с применением режущего инструмента (фрезы, сверла, развертки и т. д.). В процессе обработки создаются следующие опасности:
- движущиеся механизмы;
- острые кромки, заусенцы, режущие части;
- повышенная запыленность и загазованность рабочих мест;
- повышенный уровень шума и вибраций;
- повышенное напряжение в электрической цепи;
- опасность возникновения пожара;
- психофизиологические вредные факторы, возникающие в процессе труда (перенапряжение зрительного анализатора, умственные и эмоциональные перегрузки, неудобная рабочая поза).
Вследствие этого возникают задачи по обеспечению производственной и экологической безопасности технологического процесса изготовления детали.
Оборудование, применяемое на участке механической обработки (Рис.6.1)
1. Фрезерный обрабатывающий центр с ЧПУ «MiniMill»;
2. Универсально-фрезерный станок 676П;
Рис. 6.1. Расположение оборудования на участке механической обработки

Высота – 7,4 метров
Пол на участке железобетонный. Имеются осветительные и вентиляционные установки.
Обеспечение безопасности при получении заготовки методом литья.
При проведении технологического процесса в литейном цехе возникают следующие опасные и вредные производственные факторы:
1) Повышенный уровень выделения газов, паров, пыли.
Воздух рабочей зоны литейных цехов загрязнен парами акролеина, ацетона, ацетилена, бензола. Имеют место газы, такие, как окись азота, окись углерода, двуокись серы, хлор, фенол и т.д.
Окись углерода — основной, вредный производственный фактор литейного цеха. Источники его выделения: плавильные агрегаты, залитые формы в процессе остывания. Для устранения или ослабления действия фактора применяются вентиляторы, дефлекторы, различные вытяжные системы.
При литье опасным фактором является пыль. Пыль, по дисперсному составу, относится к мелкой и мельчайшей фракциям, из-за чего находится длительное время во взвешенном состоянии в воздухе рабочей зоны. Наиболее вредной примесью, в составе пыли, является двуокись кремния.
Вредные примеси, во взвешенном состоянии, на человека оказывают отрицательное воздействие, через дыхательные пути.
Существуют нормы предельно допустимых концентраций (ПДК) вредных примесей в производственных помещениях (см. табл. 1). Концентрации, выше допустимых, влекут различной степени тяжести отравления, отеки слизистых оболочек, вплоть до возникновения раковых опухолей.
Предельно допустимые концентрации вредных веществ в воздухе.
Таблица 6.1.
| Вещество
|
ПДК*, мг/м3 |
| Ацетон |
800 |
| Бензол |
5 |
| Окись углерода |
20 |
| Сероуглерод |
1 |
| Хлор |
1 |
| Фенол |
0,3 |
* ПДК по ГОСТ 12.1.005-88
В данном технологическом процессе, при получении заготовки литьем, концентрация вредных примесей не превышает ПДК. Поэтому местных, специальных средств не требуется.
2) Избыточное выделение теплоты в отделениях плавки металла, заливки, сушки форм и стержней.
Отрицательным воздействием на организм человека обладают инфракрасные лучи теплового потока, с длиной волны до 1,5 мкм (не поглощается кожным покровом), а наиболее резко воздействуют на кожу лучи с длиной волны свыше 1,5 до 3 мкм.
Для предотвращения этого фактора, работающим в литейном цехе выдается спецодежда, которая защищает человека не только от теплового и инфракрасного излучения, но и от брызг расплавленного металла, горячего шлака, окалины или формовочной смеси.
3) Повышенный уровень шума.
Защита от производственного шума имеет очень большое значение. Шум на производстве наносит большой экономический и социальный ущерб. Шум, неблагоприятно воздействуя на организм человека, вызывает психические и физиологические нарушения, снижающие работоспособность и создающие предпосылки для общих и профессиональных заболеваний и производственного травматизма.
С физиологической точки зрения шумом является всякий нежелательный, неприятный для восприятия человека звук.
Основным источником шума в литейном цехе являются участки формовки, выдавки отливок, очистки, обрубки. Длительность воздействия этого шума за смену может достигать 4-6 часов.
Если нет возможности полностью изолировать либо источник шума, либо самого человека с помощью кожухов и кабин, то частично уменьшить влияние шума на человека можно путем создания на пути распространения шума акустических экранов.
Обеспечение механической безопасности на участке станков с ЧПУ
Основными опасными механическими факторами, возникающими в процессе механической обработки детали являются:
- станок является оборудованием с повышенной механической опасностью: движущиеся части производственного оборудования, передвигающиеся изделия и заготовки;
- материал заготовок - алюминиевый сплав АК12М2 ГОСТ 1583-93;
По химическому составу АК12М2 относится к сплавам на основе системы Al-Si-Cu.Алюминиевые литейные сплавы по стандарту обозначаются буквой «А» в начале марки, затем приводятся обозначения основных элементов: К- кремний, в данном сплаве 11-13% Si. М- медь, в данном сплаве 1,8-2,5%; основные компоненты: железа- 0,6-1,0%; титана-0,2%; марганца-0,5%; магния-0,15%; цинка-0,8%; никеля-0,3%;свинца-0,15%; олова-0,1%;
а самого алюминия – 81,3%;
При обработке алюминия на фрезерных операциях при определенных режимах резания возникает сливная стружка, которая может вызвать травмы;
- острые кромки детали и режущего инструмента.
Мероприятия по обеспечению механической безопасности:
1) Травмы могут нанести вращающийся шпиндель, ходовые винты и т.д. Поэтому в конструкции станка предусматривают ограждение этих элементов.
2) Для предупреждения попадания человека в опасную зону предусмотрены специальные ограждения. Зона движения магазина закрыта специальным корпусом, а зона обработки - подвижным кожухом. Зона обработки защищена на время работы станка, по программе, и доступ в нее возможен либо отключив выполнение программы с пульта, либо при технологическом останове программы, либо после завершения обработки. Подвижный кожух защищает, также, рабочего от попадания СОЖ и стружки. Рабочая зона оператора находится на безопасном расстоянии от опасной зоны.
3) При выполнении операций возможно образование сливной стружки. С помощью крюка рабочий удаляет ее из зоны резания. Для защиты рук от порезов используют рукавицы. После завершения операции станки очищаются от стружки.
4) При переустановке на последующую обработку существует опасность получить травму от острых кромок детали.
Для устранения действия этого фактора перед установкой детали на обработку на следующем переходе необходимо зачистить острые кромки. Кроме этого нужно соблюсти меры безопасности.
5) Для предупреждения травм или повреждений периодически проводится проф. осмотр оборудования, а также соблюдение элементарных мер безопасности.
Обеспечение электробезопасности на участке станков с ЧПУ
Использование электроэнергии для привода и освещения связано с возможностью аварийных ситуаций, при которых напряжение прикосновения может превышать допустимые значения.
Производственное помещение (механический участок), в котором осуществляется технологический процесс, характеризуется наличием токоведущих полов и возможностью одновременного касания металлических конструкций, соединенных с землей, и элементов электрооборудования, находящихся под напряжением. В соответствии с ПУЭ, механический участок с такими условиями относится к помещениям особо-опасным по поражению электрическим током. Следовательно, элементы оборудования, нормально не находящиеся под напряжением, заземляются или зануляются при нормальном напряжении от 42В переменного тока и от 110В постоянного тока в соответствии с ГОСТ 12.1.030- 80 «ССБТ. Электробезопосность. Защитное заземление, зануление».
Станки имеют ряд электроприемников различных напряжений и родов тока, от которых осуществляется питание электродвигателей главного движения, двигателей подач, светильников местного освещения.
Светильники общего освещения питаются переменным током напряжением 220В.
Питание электроприемников осуществляется от трехфазной четырех- проводной сети с глухо-заземленной нейтралью напряжением 380/220В непосредственно через понизительные трансформаторы и выпрямители.
Основные меры защиты:
· изоляция;
· недоступность токоведущих частей;
· электрическое разделение сети с помощью специальных разделяющих трансформаторов;
· использование двойной (рабочей и дополнительной) изоляции;
· выравнивание потенциала;
· защитное заземление и зануление;
· защитное отключение;
· применение специальных электрозащитных средств;
· организация безопасной эксплуатации электроустановок.
Провода, не имеющие изоляции, приборы, агрегаты с незащищенными токопроводящими частями помещаются в специальные ящики, камеры и другие устройства, закрываются сплошными или сетчатыми заграждениями.
В цехе выполнены все основные мероприятия по обеспечению электробезопасности, необходим только контроль и поддержание оборудования в рабочем состоянии.
Основные характеристики электробезопосности соответствуют ГОСТ 12.1.030- 80 «ССБТ. Электробезопосность. Защитное заземление, зануление».
Обеспечение пожарной безопасности при изготовлении детали «Корпус».
Обработка детали «Корпус» осуществляется на участке холодной обработки механического цеха. Обрабатываемые детали и используемые материалы находятся в холодном состоянии. На участке производится обработка алюминиевого сплава, пыль и стружка которого способны воспламеняться при нагреве, но припуски не механическую обработку не превышают 0,8 мм. Таким образом, участок цеха относится к помещениям, в котором обращаются негорючие вещества и материалы в холодном состоянии. Участок относится по пожарной опасности к категории Д- непожароопасное.
Основными причинами пожаров в таких помещениях являются короткие замыкания в электрооборудовании и проводке, самовозгорание промасленной ветоши и одежды, нарушение противопожарного режима и правил обращения с горючими жидкостями.
Средства защиты:
· огнетушители ОХПВ-10 или ОУ-8;
· ведра, лопаты и ящики с песком.
Акустическая безопасность при обработке детали «Корпус» на станках с ЧПУ.
Повышенный уровень шума при обработке детали на станках с ЧПУ вызван действием инерционных возмущающих сил, возникающих в результате движения деталей механизмов с переменными ускорениями, соударением деталей вследствие зазоров, трением в сопряжении механизмов и узлов. На человека повышенный уровень шума оказывает отрицательное воздействие, в частности на нервную систему и может вызвать утомляемость, раздражение, головные боли, неврозы.
Таблица Характеристика источников шума.
Т.к. превышений по допустимому уровню звуковой мощности нет, то дополнительной защиты от шума не требуется.
6.2 Оценка психофизиологических факторов
Процесс трудовой деятельности станочника связан с работой на металлорежущем станке.
Рабочее место – стационарное.
Характер трудовой деятельности: настройка станка и наблюдение за выполнением технологической операции.
Рабочая поза: стоя, сидя, произвольная.
Категория физической работы по ГОСТу 12.1.005-88 – IIа (средней тяжести). Данная категория связана с ходьбой и переносом тяжестей до 10 кг, а также наблюдением за работой оборудования.
Согласно СНиП II-1-79 работа операторов станков с ЧПУ относится к Ш разряду зрительных работ (работа высокой точности) с наименьшим размером объекта различия 0,3 мм (линии чертежа, трещины, риски).
Для обеспечения такой работы недостаточно естественного освещения (окна и световые фонари). Поэтому предусмотрено комбинированное освещение. При совместном применении газораспределительных ламп, для общего освещения, освещенность должна быть не менее 750-1000 Лк при малом контрасте объекта различия с фоном. Общее освещение должно соответствовать 10-15% от комбинированного.
Оценка влияния производственного освещения на условия труда
При освещении производственных помещений используется естественное и искусственное освещение. Для обеспечения условий зрительной работы применяется система комбинированного освещения. В конструкции станков применяется система местного освещения зоны обработки.
Естественное освещение подразделяют на боковое (световые проемы в стенах), верхнее (
световые фонари, проемы в кровле) и комбинированное. Источники света, применяемые для искусственного освещения, делятся на газоразрядные (люминесцентные) лампы и лампы накаливания. Общее освещение осуществляется люминесцентными лампами. Для перераспределения светового потока и защиты ламп от воздействия окружающей среды применяют светильники.
Отсутствие или недостаток естественного света, недостаточная освещенность рабочей зоны при настройке станка и инструментов, а также при обработке деталей и контрольных измерениях вызывают повышенное утомление, увеличивают опасность травм и способствует развитию близорукости. Излишне яркий свет слепит, приводит к перевозбуждению нервной системы, уменьшает работоспособность. Чрезмерная яркость может вызвать фотоожоги глаз и кожи, катаракты и др. нарушения.
Освещенность нормируется СНиП23-05-95. Световые проемы и светильники должны быть чистыми. Чистка светильников не реже одного раза в год.
Выбор и расчет системы освещения для участка механической обработки
Пользуясь СНиП 23-05-95, подбираем систему освещения:
Рассчитываем систему общего освещения, которая обеспечивается цеховой осветительной установкой. Выбираем источник света с учетом размеров секции здания, требуемой освещенности и снижения глубины пульсации светового потока.
По гигиеническим и экономическим соображениям принимаются люминесцентные лампы типа ЛБ с характеристиками:
- световой поток – 5220 лм;
1. Выбор типа светильника.
Условия эксплуатации светильников в механическом цехе характеризуются отсутствием взрывоопасной среды. Принимаются светильники типа ЛСП06 с двумя лампами ЛБ80, удовлетворяющими этим требованиям.
Размещение светильников и коэффициент использования осветительной установки определяются исходя из характеристик помещения. Отделение механической обработки деталей имеет размеры в плане 12х18м2
, при высоте 7,2 м. Принимаем высоту подвеса светильников над полом 6,1 м;
Высота подвеса над рабочей поверхностью: h=6,1- 0,8= 5,3 м.
Индекс помещения определяется по формуле:
 , ,
где а и b – соответственно длина и ширина помещения, м;
рп
=:
50% - отражательная способность потолка;
рс
-30% - отражательная способность стен.
Тогда коэффициент использования осветительной установки η= 0,57
2. Определение числа светильников.
Число светильников определяется методом светового потока по формуле:
N = Ен
· S · Kз
· z / (F · η · n),
где N - число светильников, шт.;
Ен
- нормативная освещенность в горизонтальной плоскости от общего освещения, лк, Ен
=300 лк (по ГОСТ 12 . 3 . 025 - 80);
S - площадь освещения помещения, м, S = 216 м2
;
Kз
- коэффициент запаса, Кэ
= 1,5 (по ГОСТ 12.3.025 - 80);
z - коэффициент минимальной освещенности, z = 1,1;
F - световой поток лампы, лк, F = 5220 лм;
η - коэффициент использования осветительной установки, η = 0,57;
n - число ламп в светильнике, n = 2.
N = 300 · 216 · 1,5 · 1,1 / (5220 · 0,57 · 2 ) = 17,96
Принимается N = 18.
3. Расположение светильников в плане помещения.
При расположении светильников рядами расстояние между ними определяется по формуле:
L=λc
· h,
гдеL - расчетное расстояние между центральными линиями рядов люминесцентных ламп, м;
λc
- оптимальное светотехническое отношение L/h, для светильников ЛСП06 рекомендуется λc
= 1,4
L=1,4 · 5,3 = 7,42м
Проверяется расположение светильников при L=7,42м и расположение рядов по длине помещения. Необходимо пятирядное расположение с четырьмя промежутками L. Для соблюдения зависимости - расстояние от стен до ряда ламп равно L / 3 окончательно принимается L = 4,2м.
Принимаются окончательные параметры размещения светильников: расстояние между рядами – 4,2 м, расстояние от стены до ряда -1,5 м, число рядов - 3, число ламп в ряду - 6, расстояние между светильниками в ряду - 3,0м.
6.3 Оценка источников загрязнения сточных вод при изготовлении детали «Корпус»
Загрязнение возможно при замене СОЖ, масел и промывки систем их подачи. Возникающие при этом жидкие отходы попадают в воду, и поэтому требуется специальные мероприятия по очистки.
Отработанные масла собираются в специальные емкости и направляются в сборник, откуда часть их поступает на установку для регенерации масла, а часть непригодная для регенерации,- на термическую утилизацию в котельную.
Сточные воды цеха, содержащие взвешенные механические примеси, масла и промывочные жидкости, поступают на общезаводские сооружения для очистки этого вида вод, где последовательно очищаются в решетках, песколовках, отстойниках, нефтеловушках и поступают в систему водооборотного водоснабжения завода, а частично сбрасывается в естественные водоемы. Бытовые сточные воды предприятия от душевых, санузлов и прачечных направляются в общегородской коллектор.
Оценка опасности загрязнения окружающей среды производственными отходами при изготовлении детали «Корпус».
Основные отходы:
· стружка и обрезки обрабатываемого материала (АК12М2);
· отработанная СОЖ.
1. Расчет металлических отходов.
G∑
=N*(G1
-G2
); где
N-число изготовляемых деталей; N=540 шт.;
G1
-масса исходной заготовки; G1
=0,43 кг.;
G2
-масса готовой детали; G2
=0,39 кг.;
G∑
=N*(G1
-G2
)=540*(0,43-0,39)=21,6 кг.;
Получаемые отходы алюминиевого сплава являются незначительными как с точки зрения охраны природы, так и с точки зрения экономики и подлежат первичной обработке непосредственно на предприятии.
Для сбора лома около каждого станка имеются металлические емкости. По мере накопления отходы направляются на стружкодробилку и брикетирование. Производится сдача лома на металл, необходимый в производстве.
2. Отработанные СОЖ.
В разработанном технологическом процессе для улучшения качества обрабатываемой поверхности, увеличения режимов резания и смыва стружки предусмотрена СОЖ «МР-99» с концентрацией 10-15 %, разбавленный индустриальным маслом(Castrol).
ПДК содержания вредных веществ приведены в таблице 9.4.
ПДК вредных веществ в СОЖ. Таблица 6.4.
| Вещество
|
ПДК массовая доля вещества, мг/м3
|
Ожидаемая концентрация,
мг/м3
|
Класс опасности |
| Сероводород |
10 |
100 |
2 |
| Хлор |
1 |
30 |
2 |
| Органическая кислота |
1 |
- |
2 |
| Фосфорные присадки |
0,1 |
1 |
3 |
| Триэтаюмин |
10 |
- |
3 |
СОЖ хранится в специально отведенном для этого стальном резервуаре возле станка. Из него, с помощью нагнетательного насоса, СОЖ поступает в зону обработки. Так как станок с ЧПУ работает в автоматическом режиме, то непосредственное взаимодействие рук человека и СОЖ исключено. Отработанная
СОЖ, по специальному трубопроводу, поступает в резервуар-отстойник, где и хранится. Дальнейшее ее участие, если возможно, то только после специальной очистки, т.е. образуется замкнутый круг: резервуар — зона обработки — отстойник — резервуар. Проверка СОЖ, т.е. ее контроль о пригодности, осуществляется один раз в неделю. Через 6 месяцев, отработанную СОЖ полностью заменяют.
Отработанные СОЖ собираются в специальные емкости хранилища. Водную и масляную фазы можно использовать в качестве компонентов для приготовления эмульсий. Масляная фаза эмульсий поступает на регенерацию или сжигается.
Для очистки сточных вод от масел предусмотрено устройство отстойника периодического действия. Полученный после очистки шлам, содержащий большое количество металлов, утилизируется и включается в состав шихты.
Очищенные воды, в большинстве случаев, используются в системах оборотного водоснабжения.
Вывод:
Таким образом, производственные процессы по изготовлению детали «Копус» связаны с периодическим незначительным воздействием на окружающую среду и требуются специальные мероприятия по её защите.
Осуществление разработанных мероприятий позволяет снизить воздействие на среду до уровней допустимых НТД по охране природы. С учётом осуществления этих мероприятий процессы изготовления детали «Корпус» являются экологически безопасными.
Список литературы
1. Марочник сталей и сплавов / В.Г. Сорокин, А.В. Волосникова, С.А. Вяткин и др.; Под общ. ред. В.Г. Сорокина. – М.: Машиностроение, 1989. – 640с.
2. Термическая обработка в машиностроении: Справочник /Под. ред. Ю.М. Лахтина, А.Г. Рахштадта. – М.: Машиностроение, 1980, - 783с.
3. Справочник технолога-машиностроителя. В 2-х т. /Под ред. А.Г.Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. 656с.
4. Никитич В.Т., Сидоров В.Б. «Расчет припусков на механическую обработку и определение размеров заготовки». Методические указания. КФ МГТУ им. Н. Э. Баумана, 2000.
5. Станочные приспособления. Справочник. В 2-х т. Т1/ Под ред.Б.Н. Вардашкина, А.А. Шатилова - М.: Машиностроение, 1984 - Т.2/ Под ред. Б.Н. Вардашкина, В.В. Данилевского М.: Машиностроение, 1984.
6. Решетов Д.Н. Детали машин. Изд-е 4-е., перераб. и доп.- М.: Машиностроение, 1989.
7. Корсаков В.С. Основы конструирования приспособлений: Учебник для вузов. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1983.
8. Обработка материалов резанием: Справочник технолога/А.А. Панов, В.В. Аникин, Н.Г. Бойм и др.; Под общ. ред. А.А.Панова. – М.: Машиностроение. 1988. – 736 с.: ил.
9. Технология машиностроения: В 2т. Т.2. Производство машин: Учебник для вузов /В.М. Бурцев, А.С. Васильев, О.М. Деев и др.; Под ред. Г.Н. Мельникова. – 2-е изд., стереотип. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. – 640с., ил.
10. Металлорежущие инструменты: Учебник для вузов по специальностям «Технология машиностроения», «Металлорежущие станки и инструменты» Г.Н. Сахаров, О.Б. Арбузов, Ю.Л. Боровой и др. – М.: Машиностроение, 1989. – 328 с.: ил.
11. Митрофанов С. П. Групповая технология машиностроительного производства в 2-х т. Л.: Машиностроение, 1983. 407 с.
12. Экономика машиностроительного производства / Под ред. И.Э.Берзина – М.: ИНФРА – М,1988.
13. Совершенствование производства / Под ред. В. Л. Кашева М.:Дрофа,1998.
14. Корсаков В. С. Основы технологии машиностроения –М.: «Высшая школа», 1974.
15. Защита окружающей среды. Сборник типовых инженерных расчётов — М.: МВТУ,1983.
16. Экономика предприятия / Под ред. С. Г. Фалько – М.: ИНФРА – М. 2003.
17. Экономика предприятия / Под ред. В.Я. Хрипача, М.: Экономпресс. 2001.
18. Лаврухина Н.В. Экономика предприятия, Калуга, 2000.
19. Организация производства / Под ред. проф. О. Г. Турцова, Воронеж – изд. Воронежского университета, 1993.
20. Организация производства / Под ред. П.А. Юматова М.,1997.
21. Евстратенков Г.С., Каменарович М.Б., Гришакова В.В. Методические указания по выполнению раздела «Охрана труда и окружающей среды» в дипломных проектах.— Калуга: МРИП, 1993.
22. Глаголева Л.А., Методика разработки экономической части дипломных проектов по специальностям машиностроительного факультета – М: Кафедра организации производства, 1981.
23. Мельников Г. Н., Вороненко В. Н. Проектирование механосборочных цехов; Учебник для студентов машиностроит. Специальностей вузов/ Под редакцией А. М. Дальского - М.: Машиностроение, 1990.- 352 с.
24. Андрес А. А., Потапов И. М., Шулешкин А. В. Проектирование заводов и механосборочных цехов в автотракторной промышленности. М.: Машиностроение, 1982. 271 с.
25. Егоров В. А. Автоматизация проектирования машиностроительных предприятий. Л.: Машиностроение, 1983. 327 с.
|