ДИПЛОМНАЯ РАБОТА НА ТЕМУ:
Производство труб
1. СОРТАМЕНТ И ТРЕБОВАНИЯ НОРМАТИВНОЙ ДОКУМЕНТАЦИИ К ТРУБАМ
1.1 Сортамент труб
ОАО “КресТрубЗавод” является одним из крупнейших производителей трубной продукции в нашей стране. Его продукция успешно продается как внутри страны так и за рубежом. Выпускаемая на заводе продукция соответствует требованиям отечественных и зарубежных стандартов. Международные сертификаты качества выданы такими организациями как: американский нефтяной институт (API), немецкий сертификационный центр TUV – Рейленд.
Цех Т-3 является одним из основных цехов предприятия, выпускаемая им продукция соответствует стандартам представленным в табл. 1.1.
Таблица 1.1 - Стандарты изготовляемых труб
| Стандарт |
Название |
| API 5CT |
Технические условия на обсадные и насосно-компрессорные трубы (6-е издание) |
| API 5L |
Технические условия на нефтегазопроводные трубы
(42-е издание)
|
| ASTM A 106-88a |
Трубы бесшовные из углеродистой стали для эксплуатации в условиях высоких температур |
| DIN 1629 |
Бесшовные круглые трубы из нелегированных сталей для особых требований – технические условия поставки |
| DIN 2440 |
Трубы стальные с резьбой средние |
| DIN 2441 |
Стальные трубы. Массивные трубы с резьбой |
| ГОСТ 633-80 |
Трубы насосно-компрессорные и муфты к ним |
| ГОСТ 8732-78 |
Трубы стальные бесшовные горячедеформированные |
В цехе производятся трубы из углеродистых, легированных и высоко легированных марок сталей диаметром D=28-89мм и толщиной стенки S=2,5-13мм.
В основном цех специализируется на выпуске насосно-компрессорных труб, труб общего назначения и труб предназначенных для последующего холодного передела.
Механические свойства выпускаемых труб должны соответствуют указанным в табл. 1.2.
1.2 Требование нормативной документации
Производство труб в цехе Т-3 КресТрубЗавод ведется по различным нормативным документам таким как ГОСТ, API, DIN, NFA, ASTM и другим. Рассмотрим требования предъявляемые DIN 1629.
1.2.1Сортамент
Данный стандарт распространяется на бесшовные круглые трубы из нелегированных сталей. Химический состав сталей используемых для производства труб приведен в табл.1.3.
Таблица 1.2 - Механические свойства труб
| Наименование показателей |
Группа прочности |
| Д |
К |
Е |
Л |
М |
Р |
Дс |
Кс |
Ес |
Лс |
| ГОСТ 632, ГОСТ 633 |
Корозионно стойкие трубы |
Временное сопротивление
В,
МПа (не менее)
|
655 |
687 |
689 |
58 |
823 |
1000 |
510 |
647 |
657 |
755 |
Предел текучести, В
не менее, МПа
не более, МПа
|
379
552
|
491 |
552
758
|
654
862
|
724
921
|
930
1137
|
402
490
|
519
627
|
549
657
|
647
784
|
| Относительное удлинение, % не менее |
14,3 |
12,0 |
13,0 |
12,3 |
11,3 |
9,5 |
20 |
18 |
16 |
15 |
Таблица 1.3 - Химический состав сталей
| Марка стали |
Вид раскисления. R спокойная сталь, RR особенно спокойная |
Химический состав, весовое содержание в % |
| C |
P |
S |
N |
| max |
| St 37.0 |
R |
0,17 |
0,040 |
0,040 |
0,009 |
| St 44.0 |
R |
0,21 |
0,040 |
0,040 |
0,009 |
| St 52.0 |
RR |
0,22 |
0,040 |
0,035 |
– |
Трубы изготовленные по данному стандарту применяются прежде всего в различных аппаратах при изготовлении резервуаров и прокладке трубопроводов, а также в общем машиностроении и приборостроении.
Размеры и предельные отклонения труб приведены в табл.1.4., табл.1.5., табл.1.6.
Длина трубы определяется расстоянием между ее торцами. Виды длины труб приведены в табл.1.4.
Таблица 1.4 - Виды длины и допустимые отклонения длины
| Вид длины |
Допустимые отклонения длины, мм |
| Технологическая длина |
– 1)
|
| Фиксированная длина |
±500 |
| Точная длина |
≤ 6м |
+10
– 0
|
| >6м≤12м |
+15
– 0
|
| >12м |
по договоренности |
Таблица 1.5 - Допустимые отклонения диаметра
| Наружный диаметр, d0
, мм |
Допустимые отклонения размеров |
| Тело трубы и конец трубы |
Конец трубы при наличии специальной договорен-ности1)
|
| ≤ 100 |
± 1 % |
± 0,4 % |
| 100 <d0
≤ 200 |
± 1 % |
± 0,5 % |
| > 200 |
± 1 % |
± 0,6 % |
Таблица 1.6 - Допустимые отклонения толщины стенки
| Допустимое отклонение толщины стенок при наружных диаметрах |
| d0
≤ 130 мм |
130 <d0
≤ 320 мм |
| S≤ 2Sn |
2Sn<S ≤ 4Sn |
>4Sn |
≤ 0,5 d0
|
0,5 d0
<S ≤ 0,11d0
|
>0,11d0
|
+15%
–10%
|
+12,5%
–10%
|
± 9 % |
+17,5%
–12,5%
|
± 12,5 % |
± 10 % |
Трубы должны быть как можно более круглыми. Отклонение от округлости должно лежать в пределах допустимых отклонений для наружного диаметра.
Трубы должны быть прямыми на глаз, в случае необходимости могут быть установлены специальные требования к прямизне.
Трубы должны быть обрезаны перпендикулярно к оси трубы и не должны иметь заусенцев.
Значения для линейных масс (веса) приведены в стандарте DIN 2448. Допускаются следующие отклонения от этих значений:
для отдельной трубы + 12%– 8%,
для поставки весом не менее 10т +10%–5%.
В стандартном обозначении для труб соответствующих DIN 1629 указывается:
_ наменование (труба);
_ основной номер размерного стандарта DIN (DIN 2448);
_ основные размеры трубы (наружный диаметр ×толщина стенки);
_ основной номер технических условий поставки (DIN 1629);
_ сокращенное наименование марки стали.
Пример условного обозначения трубы по DIN 1629 с наружным диаметром 33,7 мм и толщиной стенки 3,2 мм из стали St 37.0:
Труба DIN 2448–33,7×3,2
DIN 1629–St 37.0.
1.2.2 Технические требования
Трубы должны изготовляться всоответствии с требованиями стандарта и по технологическим регламентам, утвержденным в установленном порядке.
На наружной и внутренней поверхности труб и муфт не должно быть плен, раковин, закатов, расслоений, трещин и песочин.
Допускается вырубка и зачистка указанных дефектов при условии, что их глубина не превышает предельного минусового отклонения по толщине стенки. Заварка, зачеканка или заделка дефектных мест не допускается.
В местах, где толщина стенки может быть измерена непосредственно, глубина дефектных мест может превышать указанную величину при условии сохранения минимальной толщины стенки, определяемой как разность между номинальной толщиной стенки трубы и предельным для нее минусовым отклонением.
Допускаются отдельные незначительные забоины, вмятины, риски, тонкий слой окалины и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за пределы минусовых отклонений.
Механические свойства (предел текучести, предел прочности при растяжении, относительное удлинение при разрыве) должны соответствовать значениям приведенным в табл.1.7.
Таблица 1.7 - Механические свойства
| Марка стали |
Верхний предел текучести для труб с толщиной стенки в мм, Н/мм2
min |
Предел прочности при растяжении, Н/мм2
|
Относительное удлинение при разрыре, %min |
| ≤16мм |
>16мм≤40мм |
>40мм≤65мм |
в продольном направлении |
в поперечном направлении |
| St 37.0 |
235 |
225 |
215 |
от 350 до 480 |
25 |
23 |
| St 44.0 |
275 |
265 |
256 |
от 420 до 550 |
21 |
10 |
| St 52.0 |
355 |
346 |
336 |
от 500 до 650 |
21 |
10 |
1.2.3 Правила приемки
Трубы предъявляются к приемке партиями.
Партия должна состоять из труб одного условного диаметра, одной толщины стенки и группы прочности, одного типа и одного исполнения и сопровождаться единым документом, удостоверяющим соответствие их качества требованиям стандарта и содержащим:
- наименование предприятия-изготовителя;
- условный диаметр труб и толщину стенки в миллиметрах, длину труб в метрах;
- тип труб;
- группу прочности, номер плавки, массовую долю серы и фосфора для всех входящих в партию плавок;
- номера труб (от - до для каждой плавки);
- результаты испытаний;
- обозначение стандарта.
Проверке внешнего вида, величины дефектов и геометрических размеров и параметров должна быть подвергнута каждая труба партии.
Массовая доля серы и фосфора должна проверяться с каждой плавки. Для труб, изготовляемых из металла другого предприятия, массовая доля серы и фосфора должна удостоверяться документом о качестве предприятия изготовителя металла.
Для проверки механических свойств металла отбирают по одной трубе каждого размера от каждой плавки.
Для проверки на сплющивание отбирают по одной трубе от каждой плавки.
Испытанию на герметичность внутренним гидравлическим давлением должна быть подвергнута каждая труба.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке от той же партии. Результаты повторных испытаний распространяются на всю партию.
1.2.4 Методы испытаний
Осмотр наружной и внутренней поверхности труб и муфт производится визуально.
Глубина залегания дефектов должна проверяться надпиловкой или другим способом в одном-трех местах.
Проверка геометрических размеров и параметров труб и муфт должна осуществляться с помощью универсальных измерительных средств или специальных приборов, обеспечивающих необходимую точность измерения, в соответствии с технической документацией, утвержденной в установленном порядке.
Изогнутость на концевых участках трубы определяется, исходя из величины стрелы прогиба, и вычисляется как частное от деления стрелы прогиба в миллиметрах на расстояние от места - измерения до ближайшего конца трубы в метрах.
Проверка труб по массе должна производиться на специальных средствах для взвешивания c точностью, обеспечивающей требования настоящего стандарта.
Испытание на растяжение должно проводиться по DIN 50 140 на коротких продольных образцах.
Для проверки механических свойств металла от каждой отобранной трубы вырезают по одному образцу. Образцы должны вырезаться вдоль любого конца трубы методом, не вызывающим изменения структуры и механических свойств металла. Допускается выпрямлять концы образца для захвата зажимами испытательной машины.
Продолжительность испытания гидравлическим давлением должны быть не менее 10 с. При испытании в стенке трубы не должно обнаруживаться течи.
1.2.5 Маркировка, упаковка, транспортирование и хранение
Маркировка труб должна проводиться в следующем объёме:
На каждой трубе на расстоянии 0,4-0,6 м от ее конца должна быть четко нанесена маркировка ударным способом или накаткой:
- условный диаметр трубы в миллиметрах;
- номер трубы;
- толщина стенки в миллиметрах;
- товарный знак предприятия-изготовителя;
- месяц и год выпуска.
Место нанесения маркировки должно быть обведено или подчеркнуто устойчивой светлой краской.
Высота знаков маркировки должна быть 5-8 мм.
При механическом способе нанесения маркировки труб допускается расположение ее в один ряд. Допускается на каждой трубе маркировать номер плавки.
Рядом с маркировкой ударным способом или накаткой на каждой трубе должна быть нанесена маркировка устойчивой светлой краской:
- условный диаметр трубы в миллиметрах;
- толщина стенки в миллиметрах;
- вид исполнения;
- наименование или товарный знак предприятия-изготовителя.
Высота знаков маркировки должна быть 20-50 мм.
Все знаки маркировки должны быть нанесены вдоль образующей трубы. Допускается наносить знаки маркировки перпендикулярно образующей способом накатки.
При погрузке в одном вагоне должны быть трубы только одной партии. Трубы транспортируют в пакетах, прочно увязанных не менее чем в двух местах. Масса пакета не должна превышать 5 т, а по требованию потребителя - 3 т. Допускается отгрузка в одном вагоне пакетов труб разных партий, при условии их разделения.
2. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ТРУБ
2.1 Описание основного оборудования цеха Т-3
2.1.1 Описание и краткая техническая характеристика печи с шагающим подом (ПШП)
Печь с шагающим подом цеха Т-3 предназначена для нагрева круглых заготовок диаметром 90...120 мм, длиной З...10 м из углеродистых, низколегированных и нержавеющих марок сталей перед прошивкой на ТПА-80.
Печь расположена в помещении цеха Т-3 на втором этаже в пролётах А и Б.
Проект печи выполнен Гипромезом города Свердловска в 1984 году. Ввод в эксплуатацию осуществлён в 1986 году.
Печь представляет собой жесткую металлоконструкцию, зафутерованную изнутри огнеупорным и теплоизоляционным материалами. Внутренние размеры печи: длина - 28,87 м, ширина - 10,556 м, высота - 924 и 1330 мм, эксплуатационные характеристики печи представлены в табл.2.1. Под печи выполнен в виде неподвижных и подвижных балок, с помощью которых заготовки транспортируются через печь. Балки зафутерованы теплоизоляционным и огнеупорным материалами и обрамлены специальной гарнитурой из жаропрочного литья. Верхняя часть балок выполнена из муллитокорундовой массы МК-90. Свод печи выполнен подвесным из фасонных огнеупорных материалов и изолирован теплоизоляционным материалом. Для обслуживания печи и ведения технологического процесса стены оборудованы рабочими окнами, окном загрузки и окном выгрузки металла. Все окна оборудованы заслонками. Отопление печи осуществляется природным газом, сжигаемым с помощью горелок типа ГР (горелка радиационная низкого давления), установленных на своде. Печь разделена на 5 тепловых зон по 12 горелок в каждой. Воздух для горения подаётся двумя вентиляторами ВМ-18А-4, один из которых служит резервным. Дымовые газы удаляются через дымосборник, расположенный на своде в начале печи. Далее, по системе металлических футерованных дымопроводов и боровов с помощью двух дымососов ВГДН-19 дымовые газы выбрасываются в атмосферу. На дымопроводе установлен петлевой двухходовой трубчатый 6-и секционный петлевой рекуператор (СР-250) для подогрева воздуха подаваемого на горение. Для более полной утилизации тепла отходящих газов система дымоудаления оборудована однокамерной печью для подогрева оправок (ППО).
Выдача нагретой заготовки из печи осуществляется с помощью внутреннего водоохлаждаемого рольганга, ролики которого имеют жаропрочную насадку.
Печь оборудована системой промышленного телевидения. Между пультами управления и щитом КИПиА предусмотрена громкоговорящая связь.
Печь оснащена системами автоматического регулирования теплового режима, автоматической безопасности, узлами контроля параметров работы и сигнализации отклонения параметров от нормы. Автоматическому регулированию подвергаются следующие параметры:
- температура печи в каждой зоне;
- соотношение «газ-воздух» по зонам;
- давление газа перед печью;
- давление в рабочем пространстве печи.
Кроме автоматических режимов предусмотрен дистанционный режим. Система автоматического контроля включает:
- температуру печи по зонам;
- температуру по ширине печи в каждой зоне;
- температуру уходящих из печи газов;
- температуру воздуха после рекуператора по зонам;
- температуру уходящих газов перед рекуператором;
- температуру дыма перед дымососом;
- расход природного газа на печь;
- расход воздуха на печь;
- разряжение в борове перед дымососом;
- давление газа в общем коллекторе;
- давление газа и воздуха в зонных коллекторах;
- давление в печи.
На печи предусмотрена отсечка природного газа со светозвуковой сигнализацией при падении давления газа и воздуха в зонных коллекторах.
Таблица 2.1 - Эксплуатационные параметры печи
| Расход природного газа на печь (максимальный) нм3
/час |
5200 |
| 1 зона |
1560 |
| 2 зона |
1560 |
| 3 зона |
1040 |
| 4 зона |
520 |
| 5 зона |
520 |
| Давление природного газа (максимальное), кПа перед |
| печью |
10 |
| горелкой |
4 |
| Расход воздуха на печь (максимальный) нм3
/час |
52000 |
| Давление воздуха (максимальное), кПа перед |
| печью |
13,5 |
| горелкой |
8 |
| Давление под сводом, Па |
20 |
| Температура нагрева металла, °С (максимальная) |
1200...1270 |
| Химический состав продуктов сгорания в 4-й зоне, % |
| СО2
|
10,2 |
| О2
|
3,0 |
| СО |
0 |
| Температура продуктов сгорания перед рекуператором, °С |
560 |
| Температура подогрева воздуха в рекуператоре, °С |
До 400 |
| Темп выдачи заготовок, сек |
23,7...48 |
| Производительность печи, тн/час |
10,6... 80 |
Аварийная звуковая сигнализация срабатывает также при:
- повышении температуры в 4-й и 5-й зонах (tcp
= 1400°C);
- повышении температуры дымовых газов перед рекуператором (tс
p
= 850°С);
- повышении температуры дымовых газов перед дымососом (tcp
=400°C);
- падении давления охлаждающей воды (рср
= 0,5 атм).
2.1.2 Краткая техническая характеристика линии горячей резки
Линия горячей резки заготовки предназначена для задачи нагретой штанги в ножницы, резки заготовки на необходимые длины, отвод резаной заготовки от ножниц.
Краткая техническая характеристика линии горячей резки представлена в табл.2.2.
В состав оборудования линии горячей резки входят сами ножницы (конструкции СКМЗ) для резки заготовки, передвижной упор, транспортный рольганг, защитный экран для предохранения оборудования от теплового излучения из окна выгрузки ПШП. Ножницы рассчитаны на безотходный раскрой металла, однако если в результате каких либо аварийных причин образуется остаточная обрезь, то для ее сбора установлен желоб и короб в приямке, около ножниц. В любом случае работа линии горячей резки заготовки должна быть организована так, чтобы исключить образование обрези.
Таблица 2.2 - Краткая техническая характеристика линии горячей резки
| Параметры разрезаемой штанги |
| Длина, м |
4,0…10,0 |
| Диаметр, мм |
90,0…120,0 |
| Максимальная масса, кг |
880 |
| Длина заготовок, м |
1,3...3.0 |
| Температура штанг, О
С |
1200 |
| Производительность, шт/ч |
300 |
| Скорость транспортирования, м/с |
1 |
| Ход передвижного упора, мм |
2000 |
| Ролик |
| Диаметр бочки, мм |
250 |
| Длина бочки, мм |
210 |
| Катающий диаметр, мм |
195 |
| Шаг роликов, мм |
500 |
| Расход воды на ролик водоохлаждаемый, м3
/ч |
1,6 |
| Расход воды на ролик водоохлаждаемый с водоохлаждаемыми буксами, м3
/ч |
3,2 |
| Расход воды на экран, м3
/ч |
1,6 |
| Уровень звука, ДБ, не более |
85 |
После нагрева штанги и выдачи ее, она проходит через термостат (для уменьшения падения температуры по длине заготовки), доходит до передвижного упора и разрезается на заготовки необходимой длины. После производства реза, передвижной упор поднимается с помощью пневмоцилиндра, заготовка транспортируется по рольгангу. После ее прохода за упор, он опускается в рабочее положение и цикл реза повторяется. Для удаления окалины из-под роликов рольганга, ножниц горячей резки предусмотрена система гидросбива окалины, для удаление обрези – желоб и приемный короб. Заготовка после ухода с рольганга линии горячей резки, попадает на приемный рольганг прошивного стана.
2.1.3 Устройство и техническая характеристика основного и вспомогательного оборудования участка прошивного стана
Прошивной стан предназначен для прошивки сплошной заготовки в полую гильзу. На ТПА-80 установлен 2-х валковый прошивной стан с бочковидными или чашевидными валками и направляющими линейками. Техническая характеристика прошивного стана представлена в табл.2.3.
Перед прошивным станом имеется водоохлаждаемый рольганг, предназначенный для приёма заготовки с линии горячей резки и транспортирования её к зацентровщику. Рольганг состоит из 14 водоохлаждаемых роликов с индивидуальным приводом.
Таблица 2.3 - Техническая характеристика прошивного стана
| Размеры прошиваемой заготовки: |
| Диаметр, мм |
100…120 |
| Длина, мм |
1200…3350 |
| Размер гильз: |
| Наружный диаметр, мм |
98…126 |
| Толщина стенки, мм |
14…22 |
| Длина, мм |
1800…6400 |
| Число оборотов главного привода, об/мин |
285…400 |
| Передаточное число шестерённой клети |
3 |
| Мощность двигателя, кВт |
3200 |
| Угол подачи, ° |
0…14 |
| Усилие прокатки: |
| Максимальное радиальное, кН |
784 |
| Максимальное осевое, кН |
245 |
| Максимальный крутящий момент на валке, кНм |
102,9 |
| Диаметр рабочих валков, мм |
800…900 |
| Нажимной винт: |
| Наибольший ход, мм |
120 |
| Скорость перемещения, мм/с |
2 |
Зацентровщик предназначен для выбивки центрового углубления диаметром 20…30 мм и глубиной 15…20 мм на торце нагретой заготовки и представляет собой пневмоцилиндр, в котором скользит ударник с наконечником.
После зацентровки нагретая заготовка поступает на решетку для последующей передачи её в желоб переднего стола прошивного стана.
Передний стол прошивного стана предназначен для приёма нагретой заготовки, скатывающейся по решетке, совмещения оси заготовки с осью прошивки и удержания её во время прошивки.
На выходной стороне стана установлены роликовые центрователи стержня оправки, которые поддерживают и центрируют стержень, как перед прошивкой, так и в процессе прошивки, когда на него действуют высокие осевые усилия и возможен его продольный изгиб.
За центрователями расположен стационарный упорно-регулировочный механизм с открывающейся головкой, он служит для восприятия осевых усилий, действующих на стержень с оправкой, корректировки положения оправки в очаге деформации и пропуска гильзы за пределы прошивного стана.
2.1.4 Устройство и техническая характеристика основного и вспомогательного оборудования участка непрерывного стана
Непрерывный стан предназначен для прокатки черновых труб диаметром 92мм с толщиной стенки 3…8 мм. Прокатка ведётся на длинной плавающей оправке длиной 19,5 м. Краткая техническая характеристика непрерывного стана приведена в табл.2.4., в табл.2.5. приведены передаточные числа редукторов.
При прокатке непрерывный стан работает следующим образом: рольгангом за прошивным станом гильза транспортируется со скоростью 3 м/с к передвижному упору и, после остановки, с помощью цепного транспортёра передаётся на решетку перед непрерывным станом и откатывается на рычаги дозатора.
Таблица 2.4 - Краткая техническая характеристика непрерывного стана
| Наименование |
Величина |
| Наружный диаметр черновой трубы, мм |
91,0…94,0 |
| Толщина стенки черновой трубы, мм |
3,5…8,0 |
| Максимальная длина черновой трубы, м |
30,0 |
| Диаметр оправок непрерывного стана, мм |
74…83 |
| Длина оправки, м |
19,5 |
| Диаметр волков, мм |
400 |
| Длина бочки валка, мм |
230 |
| Диаметр шейки валков, мм |
220 |
| Расстояние между осями клетей, мм |
850 |
| Ход верхнего нажимного винта при новых валках, мм |
Вверх |
8 |
| Вниз |
15 |
| Ход нижнего нажимного винта при новых валках, мм |
Вверх |
20 |
| Вниз |
10 |
| Скорость подъёма верхнего валка, мм/с |
0,24 |
| Частота вращения двигателей главного привода, об/мин |
220…550 |
Если на гильзе имеются дефекты, оператор ручным включением перекрывателя и отталкивателей направляет её в карман.
Годная гильза при спущенных рычагах дозатора скатывается в желоб, прижимается рычагами прижима, после чего в гильзу с помощью задающих роликов вводится оправка. По достижении передним концом оправки переднего обреза гильзы прижим отпускается, и гильза с помощью вталкивающих роликов задается в непрерывный стан. При этом скорость вращения тянущих роликов оправки и гильзы задаётся таким образом, чтобы к моменту захвата гильзы первой клетью непрерывного стана передний конец оправки был выдвинут на 2,5…3 м.
После прокатки на непрерывном стане черновая труба с оправкой поступает на извлекатель оправок, краткая техническая характеристика представлена в табл.2.6. После чего труба рольгангом транспортируется в район обрезки заднего конца и подходит к стационарному упору на участке обрезки заднего конца трубы, техническая характеристика оборудования участка ПОЗК приведена в табл.2.7. Достигнув упора труба сбрасывается шнековым выбрасывателем на решетку перед выравнивающим рольгангом. Далее труба скатывается по решетке на выравнивающий рольганг, подходит к упору, определяющему длину обрезки, и поштучно укладывателем передаётся с выравнивающего рольганга на решетку перед отводящим рольгангом, при этом во время перемещения происходит обрезка заднего конца трубы.
Обрезанный конец трубы передаётся транспортером для уборки обрезков в контейнер для металлического лома, расположенный вне цеха.
Таблица 2.5 - Передаточное отношение редукторов непрерывного стана и мощность двигателей
| № клети |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| Передаточное число комбинированного редуктора |
4,5 |
3,714 |
3,125 |
2,267 |
1,8 |
1,8 |
1,0 |
1,0 |
| Мощность главного привода, кВт |
2х500 |
2х500 |
2х500 |
2х500 |
2х500 |
2х500 |
500 |
500 |
Таблица 2.6 - Краткая техническая характеристика извлекателя оправок
| Параметр |
Величина |
| Максимальный диаметр извлекаемых оправок, мм |
83 |
| Максимальная длина извлекаемых оправок, мм |
19500 |
| Минимальная длина вылета хвостовика оправки из трубы перед извлечением, мм |
1400 |
| Максимальная масса извлекаемой оправки, кг |
1100 |
| Скорость извлечения оправки, м/с |
1,89 |
| Усилие извлечения, тс, не более |
Срыва |
20 |
| В установившемся режиме |
5 |
| Передаточное число редуктора привода |
20 |
| Крутящий момент на тихоходном валу, кНм, не более |
98 |
Таблица 2.7 - Краткая техническая характеристика участка обрезки заднего конца трубы
| Параметр |
Величина |
| Выбрасыватель шнековый |
| Время сброса трубы, с |
2,2 |
| Частота вращения шнека, об/мин |
13,5 |
| Скорость подводящего рольганга, м/с |
4,3 |
| Дозатор |
| Эксцентриситет коленчатого вала, мм |
90 |
| Укладыватель |
Скорость подачи трубы, цепь/с
|
50…195 |
| Частота вращения обрезного диска, об/мин |
1,1…4,4 |
| Выравнивающий рольганг |
| Скорость транспортирования, м/с |
2,5 |
| Отводящий рольганг |
| Скорость транспортирования, м/с |
4,3 |
2.1.5 Принцип действия основного и вспомогательного оборудования участка редукционного стана и холодильника
Оборудование данного участка предназначено для транспортирования черновой трубы через установку индукционного нагрева, прокатки на редукционном стане, охлаждения и дальнейшей транспортировки её к участку пил холодной резки.
Подогрев черновых труб перед редукционным станом осуществляется в нагревательной установке ИНЗ - 9000/2,4 состоящей из 6-и нагревательных блоков (12 индукторов) размещённых непосредственно перед редукционным станом. Трубы поступают в индукционную установку одна за другой непрерывным потоком. При отсутствии поступления труб с непрерывного стана (при остановке проката) разрешается подача в индукционную установку отложенных «холодных» труб поштучно. Длина задаваемых в установку труб не должна быть более 17,5 м.
Тип редукционного стана - 24-х клетевой, 3-х валковый с двух опорным положением валков и индивидуальным приводом клетей.
После прокатки на редукционном стане труба поступает или в спрейер и на охладительный стол, или сразу на охладительный стол стана, в зависимости от требований к механическим свойствам готовой трубы.
Конструкция и технические характеристики спрейера, а также параметры охлаждения труб в нём являются коммерческой тайной «ОАО КресТрубЗавод» и в данной работе не приводятся.
В табл.2.8. представлена техническая характеристика нагревательной установки, в табл.2.9.– краткая техническая характеристика редукционного стана.
Таблица 2.8 - Краткая техническая характеристика нагревательной установки ИНЗ-9000/2,4
| Параметр |
Величина |
| Размеры нагреваемых труб |
Наружный диаметр, мм |
92+2
|
| Толщина стенки, мм |
3,0...8,0 |
| Длина, м |
7,2...30,0 |
| Основные параметры |
Установленная мощность средней частоты, кВт |
9000 |
| Номинальная частота тока, Гц |
2400 |
| Максимальная производительность т/ч |
79,7 |
| Скорость перемещения труб через индуктор, м/с |
0…2,6 |
| Расход охлаждающей воды, м3
/ч, не более |
315 |
| Блоков нагревательных, шт |
6 |
| Индукторов, шт |
12 |
| Преобразователей частоты ОПЧ 500-1-6000, шт |
18 |
2.1.6 Оборудование для порезки труб на мерные длины
Для порезки труб на мерные длины в цехе Т-3 применяют пилу пакетной резки фирмы «Вагнер» модели WVC 1600R, техническая характеристика которых приведена в табл. 2.10. Так же применяются пилы модели KV6R – техническая характеристика в табл.2.11.
Таблица 2.9 - Краткая техническая характеристика редукционного стана
| Параметр |
Величина |
| Идеальный диаметр валков, мм |
330 |
| Расстояние между осями смежных клетей, мм |
300 |
| Мощность двигателей, кВт |
250 |
| Максимальная частота вращения двигателей, об/мин |
1500 |
| Максимальная скорость редуцирования на входе в стан, м/с |
2,5 |
| Передаточные отношения редукторов |
| 1…3 клети; |
4,000 |
| 4…6 клети; |
3,583 |
| 7-я клеть; |
3,230 |
| 8,9 клети; |
2,800 |
| 10,11 клети; |
2,500 |
| 12…22 клети; |
2,235 |
Таблица 2.10 - Техническая характеристика пилы WVC 1600R
| Наименование параметра |
Величина |
| Диаметр разрезаемых труб, мм |
30…89 |
| Ширина разрезаемых пакетов, мм |
200…913 |
| Толщина стенки разрезаемых труб, мм |
2,5…9,0 |
| Длина труб после резки, м |
8,0…11,0 |
| Длина отрезаемых концов труб |
Передних, мм |
250…2500 |
| Задних, мм |
| Диаметр диска пилы, мм |
1600 |
| Количество зубьев на диске пилы, шт |
Сегментовой |
456 |
| Твердосплавной |
220 |
| Скорость резки, мм/мин |
10…150 |
| Минимальный диаметр диска пилы, мм |
1560 |
| Подача суппорта дисковой пилы, мм |
5…1000 |
| Максимальный предел прочности труб, Н/мм2
|
800 |
2.1.7 Оборудование для правки труб
Трубы, порезанные на мерные длины в соответствии с заказом, отправляются на правку. Правка осуществляется на правильных машинах РВВ320х8, предназначенных для правки труб и прутков из углеродистых и низколегированных марок сталей в холодном состоянии с исходной кривизной до 10 мм на 1 погонный метр. Техническая характеристика правильной машины РВВ 320х8 приведена в табл. 3.12.
Таблица 2.11 - Техническая характеристика пилы модели KV6R
| Наименование параметра |
Величина |
| Ширина однорядного пакета, мм |
Не более 855 |
| Ширина открывания зажима заготовки, мм |
От 20 до 90 |
| Проход в вертикальном направлении зажима заготовки, мм |
Не более 275 |
| Ход суппорта пильного диска, мм |
650 |
| Скорость подачи пильного диска (бесступенчатого) мм/мин |
Не более 800 |
| Быстрый обратный ход пильного диска, мм/мин |
Не более 6500 |
| Скорость резания, м/мин |
40; 15; 20; 30; 11,5; 23 |
| Зажимаемая длина пакета труб на подводящей стороне, мм |
Не менее 250 |
| Зажимная длина пакета труб на отводящей стороне, мм |
Не менее 200 |
| Диаметр пильного диска, мм |
1320 |
| Количество сегментов на пильном диске, шт |
36 |
| Количество зубьев на сегменте, шт |
10 |
| Диаметр обрабатываемых труб, мм |
От 20 до 90 |
Таблица 2.12 - Техническая характеристика правильной машины РВВ 320х8
| Наименование параметра |
Величина |
| Диаметр выправляемых труб, мм |
25...120 |
| Толщина стенки выправляемых труб, мм |
1,0...8,0 |
| Длина выправляемых труб, м |
3,0...10,0 |
| Предел текучести металла выправляемых труб, кгс/мм2
|
Диаметром 25…90 мм |
До 50 |
| Диаметром 90…120 мм |
До 33 |
| Скорость правки труб, м/с |
0,6...1,0 |
| Шаг между осями валков, мм |
320 |
| Диаметр валков в горловине, мм |
260 |
| Количество валков, шт |
Приводных |
4 |
| Холостых |
5 |
| Углы установки валков, ° |
45°...52°21’ |
| Наибольший ход верхних валков от верхней кромки нижних, мм |
160 |
| Привод вращения валков |
Тип двигателя |
Д-812 |
| Напряжение, В |
440 |
| Мощность, кВт |
70 |
| Скорость вращения, об/мин |
520 |
2.2 Существующая технология производства труб на ТПА-80 ОАО “КресТрубЗавод”
Поступающая в цех заготовка в виде штанг, складируется на внутреннем складе. Перед запуском в производство она на специальном стеллаже подвергается выборочному осмотру, если это необходимо - ремонту. На участке подготовки заготовки установлены весы для контроля за весом, запущенного металла в производство. Заготовки со склада электромостовым краном подаются на загрузочную решетку перед печью и загружаются в нагревательную печь шагающим подом в соответствии с графиком и темпом проката.
Соблюдение схемы укладки заготовок, производится визуально посадчиком металла. Заготовка в печь загружается поштучно в каждый, через один или несколько шагов направляющих плит подвижных балок в зависимости от темпа проката и кратности реза. При смене марки стали, плавки и типоразмера труб посадчик производит разделение марок стали, плавок следующим образом: при длине заготовки 5600-8000мм плавки разделяются путем смещения двух первых штанг по ширине печи; марки стали разделяются путем смещения четырех первых штанг по ширине печи; при длине заготовки 9000-9800мм разделение марок стали, плавок друг от друга производится при посаде с интервалом 8-10 шагов, а также подсчетом количества посаженной в ПШП и выданной заготовки, которые контролируются нагревальщиком металла ПШП и резчиком ножниц горячей резки путем сверки с пультами управления. ТПА-80; при изменении размера (перевалке стана) прокатываемых труб, посад металла в печь прекращается за “5-6 шагов” до остановки стана, при остановке на перевалку металл “отшагивается на 5-6 шагов” назад. Перемещение заготовок через печь осуществляется тремя подвижными балками. В паузах цикла перемещения подвижные балки устанавливаются на уровне пода. Необходимое время нагрева обеспечивается путем измерения времени цикла шага. Избыточное давление в рабочем пространстве должно быть от 9,8 Па до 29,4 Па, коэффициент расхода воздуха =1,1 - 1,2.
При нагреве в печи заготовок различных марок сталей, продолжительность нагрева обуславливается тем металлом, время пребывания в печи у которого наибольшее. Качественный нагрев металла обеспечивается равномерным прохождением заготовок по всей длине печи. Нагретые заготовки выдаются на внутренний рольганг выгрузки, и выдаются им на линию горячей резки.
Для уменьшения подстуживания заготовок при простоях предусмотрен термостат на рольганге транспортировки нагретых заготовок к ножницам, а также возможность возврата (включением на реверс) не разрезанной заготовки в печь и нахождение ее в течении простоя.
Во время работы возможна горячая остановка печи. Горячей остановкой печи считается остановка без отключения подачи природного газа. При горячих остановках подвижные балки печи устанавливаются на уровне неподвижных. Окна загрузки и выгрузки закрываются. Коэффициент расхода воздуха с помощью задатчика "топливо-воздух" снижается с 1,1-1,2 до 1,0:-1,1. Давление в печи на уровне пода становится положительным. При остановках стана: до 15 минут - температуру по зонам устанавливают на нижнем пределе, и “отшагивают” металл на два шага; от 15 минут до 30 минут - температуру в зонах III, IV, V снижают на 20-40 0
С, в зонах I, II на 30-60 0
С от нижнего предела; свыше 30 минут - температуру по всем зонам уменьшают на 50-150 0
C по сравнению с нижним пределом в зависимости от продолжительности простоя. Заготовки " отшагивают" назад на 10 шагов. При продолжительности простоя от 2х до 5 часов необходимо освобождать от заготовок IV и V зоны печи. Заготовки из зон I и II выгружают в карман. Выгрузку металла осуществляет посадчик металла с ПУ-1. Температуру в V и IV зонах снижают до 1000-I0500
С. При остановках более 5 часов вся печь освобождается от металла. Подъем температуры осуществляют ступенчато на 20-30 0
С, при скорости подъема температуры 1,5-2,5 0
С/мин. При увеличении времени нагрева металла из-за низкого темпа проката, температуру в I, II, III зонах понижают на б0 0
С, 40 0
С, 200
С соответственно от нижнего предела, а температуру в зонах IV, V на нижнихпределах. В целом же при стабильной работе всего агрегата температура по зонам распределяется следующим образом (табл. 2.13).
После нагрева заготовка попадает на линию горячей резки заготовки. В состав оборудования линии горячей резки входят сами ножницы для резки заготовки, передвижной упор, транспортный рольганг, защитный экран для предохранения оборудования от теплового излучения из окна выгрузки печи с шагающим подом. После нагрева штанги и выдачи ее, она проходит через термостат, доходи до передвижного упора и разрезается на заготовки необходимой длины. После производства реза передвижной упор поднимается с помощью пневмоцилиндра, заготовка транспортируется по рольгангу. После ее прохода за упор он опускается в рабочее положение и цикл реза продолжается.
Таблица 2.13 - Распределение температуры в печи по зонам
| № |
Наименование контролируемого параметра |
Едини-цы
измерения
|
Величина контролируемого параметра |
Допуска-емые отклонения |
Объем контроля или периодичность контроля |
| 1 |
Температура печи по зонам:
I
II
III
IV
V
|
0
С |
от 1000 до 1150
от 1150 до 1230
от 1200 до 1260
от 1230 до 1280
от 1230 до 1280
|
+20 |
Постоянно |
| 2 |
Избыточное давление продуктов сгорания в печи |
Па |
От 10 до 29,43 |
+0,5 |
Постоянно |
Мерная заготовка рольгангом за ножницами передается к зацентровщику. Зацентрованная заготовка выбрасывателем передается на решетку перед прошивным станом, по которой скатывается к задержнику и при готовности выходной стороны передается в желоб, который закрывается крышкой. С помощью вталкивателя, при поднятом упоре заготовка задается в зону деформации. В зоне деформации осуществляется прошивка заготовки на оправке, удерживаемой стержнем. Стержень упирается в стакан упорной головки упорно-регулировочного механизма, открытие которой не допускает замок. Продольный изгиб стержня от осевых усилий, возникающих при прокатке, предотвращается закрытыми центрователями, оси которых параллельны оси стержня.
В рабочем положении ролики сводятся вокруг стержня пневмоцилиндром через систему рычагов. По мере приближения переднего торца гильзы ролики центрователей последовательно разводятся. После окончания прошивки заготовки, пневмоцилиндром сводятся первые ролики, которые перемещают гильзу от валков для возможности захвата рычагами перехватчика стержня, затем откидывается замок и передняя головка, сводятся ролики выдающие и гильза на повышенной скорости выдается на повышенной скорости выдается за упорную головку на рольганг за прошивным станом.
После прошивки гильза по рольгангу транспортируется до передвижного упора. Далее гильза перемещается цепным транспортером на входную сторону непрерывного стана. После транспортера гильза по наклонной решетке скатывается к дозатору, задерживающему гильзу пред входной стороной непрерывного стана. Под направляющими наклонной решетки расположен карман для сбора бракованных гильз. С наклонной решетки гильза сбрасывается в приемный желоб непрерывного стана с прижимами. В это время в гильзу при помощи одной пары фрикционных роликов вводится длинная оправка. По достижении передним концом оправки переднего торца гильзы прижим гильзы отпускается, на гильзу сводятся две пары тянущих роликов и гильза с оправкой задается в непрерывный стан. При этом скорость вращения тянущих роликов оправки и тянущих роликов гильзы рассчитана таким образом, чтобы в момент захвата гильзы первой клетью непрерывного стана выдвижение оправки из гильзы составляло 2,5-3,0 м. В связи с этим, линейная скорость тянущих роликов оправок должна быть в 2,25-2,5 раза выше линейной скорости тянущих роликов гильзы.
Прокатанные трубы с оправками попеременно передаются на ось одного из оправкоизвлекателей. Головка оправки проходит через люнет извлекателя и захватывается вставкой захвата, а труба в кольцо люнета. При движении цепи оправка выходит из трубы и попадает на цепной транспортер, который передает ее на сдвоенный рольганг, транспортирующий оправки от обоих извлекателей в ванну для охлаждения.
После извлечения оправки черновая труба поступает на пилы для обрезки заднего разлохмаченного конца.
Далее труба транспортируется к индукционным нагревателям, через которые она передается с помощью шести пар тянущих роликов. Индукционный подогрев перед редукционным станом.
После индукционного нагрева трубы задаются в редукционный стан, имеющий двадцать четыре трехвалковые клети. В редукционном стане количество работающих клетей определяется в зависимости размеров прокатываемых труб (от 9 до 24 клетей), причем исключаются клети, начиная с 22 в сторону уменьшения номеров клетей. Клети 23 и 24 участвуют во всех программах прокатки.
Во время прокатки валки непрерывно охлаждаются водой. При перемещении труб по охладительному столу в каждом звене его должно находиться не более одной трубы. При прокатке передельных горячедеформированных труб, предназначенных для изготовления насосно-компрессорных труб группы прочности "К" из стали марки 37Г2С после редукционного стана осуществляется ускоренное регулируемое охлаждение труб в спрейерах.
Скорость прохождения труб через спрейера должна быть стабилизирована со скоростью редукционного стана. Контроль за стабилизацией скоростей осуществляет оператор согласно эксплуатационной инструкции.
После редуцирования трубы поступают на реечный охладительный стол с шагающими балками где они охлаждаются.
За охладительным столом трубы собираются в однослойные пакеты для обрези концов и порезки на мерные длины на пилах холодной резки.
Готовые трубы поступают на стол осмотра ОТК, после осмотра трубы увязывают в пакеты и отправляют на склад готовой продукции.
2.3 Обоснование проектных решений
При поштучном редуцировании труб с натяжением на РРС возникает существенная продольная разностенность концов труб. Причиной концевой разностенности труб является нестабильность осевых натяжений в нестационарных режимах деформации при заполнении и освобождении рабочих клетей стана металлом. Концевые участки редуцируются в условиях значительно меньших продольных растягивающих напряжений, чем основная (средняя) часть трубы. Увеличение толщины стенки на концевых участках, превосходящее допустимые отклонения, делает необходимым удаление в обрезь значительной части готовой трубы
Нормы концевой обрези редуцированных труб на ТПА-80 ОАО “КресТрубЗавод” приведены в табл. 2.14.
Таблица 2.14 - Нормы обрези концов труб на ТПА-80 ОАО “КресТрубЗавод”
| Типоразмер труб, мм |
33,7х3,2 |
42,4х4,0 |
48,3х4,5 |
57,0х4,5 |
60,3х5,0 |
| ПК |
ЗК |
ПК |
ЗК |
ПК |
ЗК |
ПК |
ЗК |
ПК |
ЗК |
| Длина обрези, м |
2,2 |
4,4 |
1,8 |
2,5 |
1,1 |
1,6 |
1,0 |
1,4 |
0,8 |
0,9 |
где ПК-передний утолщенный конец трубы; ЗК- задний утолщенный конец трубы.
Ориентировочно годовые потери металла в утолщенные концы труб в цехе Т-3 ОАО “КресТрубЗавод” составляют 3000 тонн. При сокращении длины и веса обрезаемых утолщенных концов труб на 25%, годовой прирост прибыли составит около 20 миллионов руб. Кроме того, будет обеспечена экономия затрат на инструмент пил пакетной резки, электроэнергию и т.д..
Кроме того, при производстве передельной заготовки для волочильных цехов можно снизить продольную разностенность труб, сэкономленный металл за счет снижения продольной разностенности использовать для дальнейшего увеличения объемов производства горячекатаных и холоднодеформированных труб.
2.4 Обоснование проектных решений
При поштучном редуцировании труб с натяжением на РРС возникает существенная продольная разностенность концов труб. Причиной концевой разностенности труб является нестабильность осевых натяжений в нестационарных режимах деформации при заполнении и освобождении рабочих клетей стана металлом. Концевые участки редуцируются в условиях значительно меньших продольных растягивающих напряжений, чем основная (средняя) часть трубы. Увеличение толщины стенки на концевых участках, превосходящее допустимые отклонения, делает необходимым удаление в обрезь значительной части готовой трубы.
Нормы концевой обрези редуцированных труб на ТПА-80 ОАО “КресТрубЗавод” приведены в табл. 2.15.
Таблица 2.15 - Нормы обрези концов труб на ТПА-80 ОАО “КресТрубЗавод”
| Типоразмер труб, мм |
33,7х3,2 |
42,4х4,0 |
48,3х4,5 |
57,0х4,5 |
60,3х5,0 |
| ПК |
ЗК |
ПК |
ЗК |
ПК |
ЗК |
ПК |
ЗК |
ПК |
ЗК |
| Длина обрези, м |
2,2 |
4,4 |
1,8 |
2,5 |
1,1 |
1,6 |
1,0 |
1,4 |
0,8 |
0,9 |
где ПК-передний утолщенный конец трубы; ЗК- задний утолщенный конец трубы.
Ориентировочно годовые потери металла в утолщенные концы труб в цехе Т-3 ОАО “КресТрубЗавод” составляют 3000 тонн. При сокращении длины и веса обрезаемых утолщенных концов труб на 25%, годовой прирост прибыли составит около 20 миллионов руб. Кроме того, будет обеспечена экономия затрат на инструмент пил пакетной резки, электроэнергию и т.д..
Кроме того, при производстве передельной заготовки для волочильных цехов можно снизить продольную разностенность труб, сэкономленный металл за счет снижения продольной разностенности использовать для дальнейшего увеличения объемов производства горячекатаных и холоднодеформированных труб.
3. РАЗРАБОТКА АЛГОРИТМОВ УПРАВЛЕНИЯ РЕДУКЦИОННЫМ СТАНОМ ТПА-80
3.1 Состояние вопроса
Непрерывные трубопрокатные агрегаты являются наиболее перспективными высокопроизводительными установками для производства горячекатаных бесшовных труб соответствующего сортамента.
В состав агрегатов входят прошивной, непрерывный оправочный и редукционные растяжные станы. Непрерывность технологического процесса, автоматизация всех транспортных операций, большая длина прокатываемых труб обеспечивают высокую производительность, хорошее качество труб по поверхности и геометрическим размерам
В последние десятилетия продолжалось интенсивное развитие производства труб способом непрерывной прокатки: построены и введены в эксплуатацию (в ''Италии, Франции, США, Аргентине), реконструированы (в Японии) цехи непрерывной прокатки, поставлено оборудование для новых цехов (в КНР), разработаны и внедрены проекты строительства цехов (во Франции, Канаде, США, Японии, Мексике) [1].
По сравнению с агрегатами, введенными в эксплуатацию в 60-е года, новые станы имеют существенные отличия: на них изготовляют, в основном, трубы нефтяного сортамента, в связи с чем в цехах сооружаются крупные участки для отделки этих труб, включающие оборудование для высадки их концов, термообработки, нарезки труб, производства муфт и т.п.; значительно расширился диапазон размеров труб: максимальный диаметр возрос с 168 до 340 мм, толщина стенки - с 16 до 30 мм, что стало возможным благодаря освоению на непрерывных станах процесса прокатки на длинной оправке, перемещающейся с регулируемой скоростью, взамен плавающей. На новых трубопрокатных агрегатах используют непрерывно-литую заготовку (квадратную и круглую), что обеспечило существенное улучшение технико-экономических показателей их работы.
Для нагрева заготовок по-прежнему широко применяются кольцевые печи (ТПА 48-340, Италия), наряду с этим начинают использовать печи с шагающим подом (ТПА 27-127, Франция, ТПА 33-194, Япония) [2]. Во всех случаях высокая производительность современного агрегата обеспечивается путем установки одной печи большой, единичной мощности (производительность до 250 т/ч). Для подогрева труб перед редуцированием (калиброванием) применяют печи с шагающими балками.
Основным станом для получения гильз продолжает оставаться двухвалковый стан винтовой прокатки, конструкция которого совершенствуется, например, путем замены неподвижных линеек приводными направляющими дисками. В случае применения квадратных заготовок стану винтовой прокатки в технической линии предшествует либо прессвалковый стан (ТПА 48-340 в Италии, ТПА 33-194 в Японии), либо стан для калибровки граней и пресс для глубокой зацентровки (ТПА 60-245, Франция) [2].
Одним из основных направлений дальнейшего развития способа непрерывной прокатки является применение оправок, перемещающихся с регулируемой скоростью в процессе прокатки, взамен плавающих. С помощью специального механизма, развивающего усилие удерживания 1600-3500 кН, оправке задается определенная скорость (0,3-2,0 м/с), которая поддерживается либо до полного снятия трубы с оправки в процессе прокатки (удерживаемая оправка), либо до определенного момента, начиная с которого справка перемещается как плавающая (частично удерживаемая оправка). Каждый из этих способов может применяться в производстве труб определенного диаметра. Так, для труб малого диаметра основным является способ прокатки на плавающей оправке, среднего (до 200 мм) - на частично удерживаемой, большого (до 340 мм и более) - на удерживаемой.
Применение на непрерывных станах оправок, перемещающихся с регулируемой скоростью (удерживаемых, частично удерживаемых) взамен плавающих обеспечивает значительное расширение сортамента, увеличение длины труб и повышение их точности. Представляют интерес отдельные конструктивные решения; например, использование стержня прошивного стана в качестве частично удерживаемой оправки непрерывного стана (ТПА 27-127, Франция), внестановый ввод оправки в гильзу (ТПА 33-194, Япония) [3].
Новые агрегаты оснащаются современными редукционными и калибровочными станами, причем чаще всего используется один из этих станов. Охладительные столы рассчитаны на прием труб после редуцирования без предварительной разрезки.
Оценивая современное общее состояние автоматизации трубных станов, можно отметить следующие особенности.
Транспортные операции, связанные с перемещением проката и инструмента по агрегату, автоматизированы достаточно полно с помощью традиционных локальных (преимущественно бесконтактных) устройств автоматики. На основе таких устройств и стало возможным внедрение высокопроизводительных агрегатов с непрерывным и дискретно-непрерывным технологическим процессом.
Собственно же технологические процессы и даже отдельные операции на трубных станах автоматизированы пока явно недостаточно и в этой части их уровень автоматизации заметно уступает достигнутому, например, в области непрерывных листовых станов. Если применение управляющих вычислительных машин (УВМ) для листовых станов стало практически широко признанной нормой, то для трубных станов примеры пока единичны в России, хотя за рубежом в настоящее время разработка и внедрение АСУ ТП и АСУП стало нормой. Пока же на ряде трубных станов, в нашей стране имеются в основном примеры промышленной реализации отдельных подсистем автоматизированного управления технологическими процессами с помощью специализированных устройств, выполненных с использованием полупроводниковой логики и элементов вычислительной техники.
Отмеченное состояние обусловлено в основном двумя обстоятельствами. С одной стороны, до недавнего времени требования к качеству, и прежде всего, к стабильности размеров труб, удовлетворялись относительно простыми средствами (в частности, рациональными конструкциями оборудования станов). Эти условия не стимулировали более совершенные и, естественно, более сложные разработки, например, с использованием относительно дорогостоящих и не всегда достаточно надежных УВМ. С другой стороны, применение специальных нестандартных технических средств автоматизации оказывалось возможным лишь для более простых и менее эффективных задач, при этом требовались значительные затраты времени и средств на разработку и изготовление, что не способствовало прогрессу в рассматриваемой области.
Однако возрастающие современные требования к трубному производству, в том числе и к качеству труб, не могут быть удовлетворены традиционными решениями. Более того, как показывает практика, существенная доля усилий в удовлетворении этих требований приходится на автоматизацию, причем, в настоящее время необходимо в процессе прокатки труб автоматически изменять эти режимы.
Современные достижения в области управления электроприводами и различных технических средств автоматизации, прежде всего в области мини-ЭВМ и микропроцессорной техники, позволяют коренным образом совершенствовать автоматизацию трубных станов и агрегатов, преодолеть различные производственные и экономические ограничения.
Применение современных технических средств автоматизации предполагает одновременное повышение требований к корректности постановки задач и выбору путей их решения, и в частности - к выбору наиболее эффективных путей воздействия на технологические процессы Решению этой задачи может способствовать анализ существующих наиболее эффективных технических решений по автоматизации трубных станов.
Исследования непрерывных трубопрокатных агрегатов как объектов автоматизации показывают, что имеются существенные резервы дальнейшего повышенияих технико-экономических показателей за счет автоматизации технологического процесса прокатки труб на этих агрегатах.
При прокатке в непрерывном стане на длинной плавающей оправке также наводится концевая продольная разностенность. Толщина стенки задних концов черновых труб больше середины на 0,2-0,3 мм. Длина заднего конца с утолщенной стенкой равна 2-3 межклетевым промежуткам. Утолщение стенки сопровождается увеличением диаметра на участке, отстоящем на один межклетевой промежуток от заднего конца трубы. Вследствие переходных режимов толщина стенки передних концов на 0,05-0,1 мм меньше середины, При прокатке с натяжением стенки передних концов труб также утолщаются. Продольная разностенность черновых труб сохраняется при последующем редуцировании и приводит к увеличению длины задних отрезаемых утолщенных концов готовых труб.
При прокатке в редукционных растяжных станах происходит утолщение стенки концов труб вследствие снижения натяжений по сравнению с установившимся режимом, который наступает только при заполнении 3-4 клетей стана. Концы труб с утолщенной сверх допуска стенкой отрезаются, и связанные с этим отходы металла обусловливают основную долю общего расходного коэффициента на агрегате.
Общий характер продольной разностенности труб после непрерывного стана практически полностью переносится на готовые трубы. В этом убеждают результаты прокатки труб размерами 109 х 4,07 - 60 мм при пяти режимах натяжения на редукционном стане установки 30-102 ЮТЗ. В процессе эксперимента на каждом скоростном режиме отобрали по 10 труб, концевые участки которых резали на 10 частей длиной по 250 мм, а от середины вырезали по три патрубка, расположенные на расстоянии 10, 20 и 30 м от переднего торца. После замеров толщины стенки на приборе, расшифровки диаграмм разностенности и усреднение данных были построены графические зависимости, представлены на рис. 54 [13].
Таким образом, отмеченные составляющие общей разностенности труб оказывают существенное влияние на технико-экономические показатели работы непрерывных агрегатов, связаны с физическими особенностями процессов прокатки в непрерывном и редукционном станах и могут быть устранены или существенно снижены только за счет специальных автоматических систем, изменяющих настройку стана в процессе прокатки трубы. Закономерный характер этих составляющих разностенности позволяет использовать в основе таких систем программный принцип управления.
Известны другие технические решения задачи сокращения концевых отходов при редуцировании с помощью автоматических систем управления процессом прокатки труб в редукционном стане с индивидуальным приводом клетей (патенты ФРГ № 1602181 и Великобритании 1274698) [3]. За счет изменения скоростей валков при прокатке передних и задних концов труб создают дополнительные усилия натяжения, что приводит к снижению концевой продольной разностенности. Имеются сведения, что такие системы программной коррекции скоростей главных приводов редукционного стана работают на семи зарубежных трубопрокатных агрегатах, в том числе на двух агрегатах с непрерывными станами в Мюльгейме (ФРГ). Агрегаты поставлены фирмой "Маннесманн" (ФРГ).
Второй агрегат пущен в 1972 г. и включает 28-ми клетевой редукционный стан с индивидуальными приводами, оснащенный системой коррекции скоростей. Изменения скоростей при прохождении концов труб осуществляются в первых десяти клетях ступенчато, как добавки к рабочему значению скорости. Максимальное изменение скорости имеет место на клети №1, минимальное - на клети № 10. В качестве датчиков положения концов трубы в стане, дающих команды на изменение скорости, используются фотореле. В соответствии с принятой схемой коррекции скорости питание индивидуальных приводов первых десяти клетей осуществляется по противопараллельной реверсивной схеме, последующих клетей - по нереверсивной схеме. Отмечается, что коррекция скоростей приводов редукционного стана позволяет увеличить выход годного на агрегате на 2,5% при смешанной программе производства. С увеличением степени редуцирования по диаметру этот эффект возрастает.
Имеется аналогичная информация об оснащении двадцативосьми клетевого редукционного стана в Испании системой коррекции скорости. Изменения скоростей осуществляетсяв первых 12-ти клетях. В связи с этим также предусмотрены различные схемы питания приводов [2].
Следует отметить, что оснащение редукционных станов в составе непрерывных трубопрокатных агрегатов системой коррекции скорости не позволяет полностью решить проблему сокращения концевых отходов при редуцировании. Эффективность таких систем должна снижаться с уменьшением степени редуцирования по диаметру.
Системы программного управлениятехнологическим процессом наиболее просты в реализации и дают большой экономический эффект. Однако с их помощью можно повысить точность размеров труб только за счет снижения од ной из трех ее составляющих - продольной разностенности. Как показывают исследования, основной удельный вес в общем разбросе толщин стенок готовых труб (около 50%) приходится на поперечную разностенность. Колебания средних толщин стенок труб в партиях составляет около 20% от общего разброса.
В настоящее время снижение поперечной разностенности возможно только за счет совершенствования технологического процесса прокатки труб на станах, входящих в состав агрегата. Примеры применения автоматических систем для этих целей неизвестны.
Стабилизация средних толщин стенок труб в партиях возможна как за счет совершенствования технологии прокатки, конструкции клетей и электропривода, так и за счет автоматических систем управления процессом. Снижение разброса толщин стенки труб в партии позволяет существенно повысить производительность агрегатов и снизить расход металла за счет прокатки в поле минусовых допусков.
В отличие от программных систем, системы,предназначенные для стабилизации средних толщин стенок труб, должны включать в свой состав датчики контроля геометрических размеров труб.
Известны технические предложения оснащения редукционных станов системами автоматической стабилизации толщины стенки труб. Структура систем не зависит от типа агрегата, в составе которого имеется редукционный стан.
Комплекс систем управления процессом прокатки труб в непрерывном и редукционном станах, предназначенных для сокращения концевых отходов при редуцировании и повышении точности труб за счет снижения продольной разностенности и разброса средних толщин стенок образует АСУ ТП агрегата.
Применение ЭВМ для управления производством и автоматизации технологического процесса прокатки труб впервые было реализовано на непрерывном трубопрокатном агрегате 26-114 в Мюльгейме.
Агрегат предназначен для прокатки трубдиаметром 26-114 мм, толщиной стенки 2,6-12,5 мм. В состав агрегата входят кольцевая печь, два прошивных стана, 9-клетевой непрерывный стан и 24-клетевой редукционный стан с индивидуальным приводом от двигателей 200 кВт.
Второй агрегат с непрерывным станом в Мюльгейме, пущенный в 1972 г., оснащен более мощной ЭВМ, на которую, возложены более широкие функции. Агрегат предназначен для прокатки труб диаметром до 139 мм, толщиной стенки до 20 мм и состоит из прошивного стана, восьми клетевого непрерывного стана и двадцативосьми клетевого редукционного стана с индивидуальным приводом [2].
Непрерывный трубопрокатный агрегат в Великобритании, пущенный в 1969 г., также оснащен ЭВМ, которая используется для планирования загрузки агрегата и в качестве информационной системы непрерывно контролирует параметры проката и инструмента. Контроль качества труб и заготовок, также, как и точность настроек станов, осуществляется на всех стадиях технологического процесса. Информация с каждого стана поступает на ЭВМ для обработки, после чего выдается на станы для оперативного управления.
Одним словом задачи по автоматизации процессов прокатки пытаются решить во многих странах, в т.ч. и нашей. Для разработки математической модели управления непрерывными станами необходимо знать влияние задаваемых технологических параметров на точность готовых труб, для этого необходимо рассмотреть особенности непрерывной прокатки.
Особенностью редуцирования труб с натяжением является более высокое качество продукции в результате образования меньшей поперечной разностенности, в отличие от прокатки без натяжения, а также возможность получения труб малых диаметров. Однако при поштучной прокатке наблюдается повышенная продольная разностенность на концах труб. Утолщенные концы при редуцировании с натяжением образуются из-за того, что передний и задний концы трубы при прохождение через стан не подвергаются полному воздействию натяжения.
Натяжение характеризуется величиной растягивающего напряжения в трубе (х
). Наиболее полной характеристикой является коэффициент пластического натяжения, который представляет отношение продольного растягивающего напряжения трубы к сопротивлению деформации металла в клети.
Обычно редукционный стан настраивают таким образом, чтобы коэффициент пластического натяжения в средних клетях распределялся равномерно. В первых и последних клетях происходит нарастание и снижение натяжения.
Для интенсификации процесса редуцирования и получения тонкостенных труб важно знать максимальное натяжение, которое можно создать в редукционном стане. Максимальная величина коэффициента пластического натяжения в стане (zmax
) ограничивается двумя факторами: тянущей способностью валков и условиями разрыва трубы в стане. В результате исследований [14] установлено, что при суммарном обжатии трубы в стане до 50-55% величина zmax
ограничивается тянущей способностью валков.
Цехом Т-3 совместно с ЕФ ВНИПИ “Тяжпромэлектропроект” и предприятием “АСК” создана основа системы АСУ-ТП на агрегате ТПА-80. В настоящее время функционируют следующие составляющие данной системы: УЗН-Н, УЗН-Р, линия связи ETHERNET, все АРМы.
3.2 Расчет таблицы прокатки
Основной принцип построения технологического процесса в современных установках заключается в получении на непрерывном стане труб одного постоянного диаметра, что позволяет использовать заготовку и гильзу также постоянного диаметра. Получение труб требуемого диаметра обеспечивается редуцированием. Такая система работы значительно облегчает и упрощает настройку станов, снижает парк инструмента и, главное, позволяет сохранять высокую производительность всего агрегата даже при прокатке труб минимального (после редуцирования) диаметра.
Таблицу прокатки рассчитываем против хода прокатки по методике изложенной в [4]. Наружный диаметр трубы после редуцирования определяется размерами последней пары валков.
Dp
3
=(1,010..1,015)*
Do
=1,01*
33,7=34 мм
где Dp
-диаметр готовой трубы после редукционного стана.
Толщина стенки после непрерывного и редукционного станов должна быть равна толщине стенки готовой трубы, т.е. Sн
=Sp=So
=3,2 мм.
Поскольку после непрерывного стана выходит труба одного диаметра, то принимаем Dн
=94 мм. В непрерывных станах калибровка валков обеспечивает получение в последних парах валков внутреннего диаметра трубы больше диаметра оправки на 1-2 мм, так что диаметр оправки будет равен:
 н
=dн
-(1..2)=Dн
-2Sн
-2=94-2*3,2-2=85,6 мм. н
=dн
-(1..2)=Dн
-2Sн
-2=94-2*3,2-2=85,6 мм.
Принимаем диаметр оправок равным 85 мм.
Внутренний диаметр гильзы должен обеспечивать свободное введение оправки и берется на 5-10 мм больше диаметра оправки
dг
=н
+(5..10)=85+10=95 мм.
Стенку гильзы принимаем:
Sг
=Sн
+(11..14)=3,2+11,8=15 мм.
Наружный диаметр гильз определяем исходя из величины внутреннего диаметра и толщины стенки:
Dг
=dг
+2Sг
=95+2*15=125 мм.
Диаметр используемой заготовки Dз
=120 мм.
Диаметр оправки прошивного стана выбирается с учетом величины раскатки, т.е. подъема внутреннего диаметра гильзы, составляющего от 3% до 7% от внутреннего диаметра:
п
=(0,92…0,97)dг
=0,93*95=88 мм.
Коэффициенты вытяжки для прошивного, непрерывного и редукционного станов определяем по формулам:
 , ,
 , ,

Общий коэффициент вытяжки составляет:
 , ,
Аналогичным образом рассчитана таблица прокатки для труб размером 48,3×4,0 мм и 60,3×5,0мм.
Таблица прокатки представлена в табл. 3.1.
Таблица 3.1 - Таблица прокатки ТПА-80
| Размер готовых труб, мм |
Диаметр заготовки, мм |
Прошивной стан |
Непрерывный стан |
Редукционный стан |
Общий коэффициент вытяжки |
| Наружный диаметр |
Толщина стенки |
Размер гильзы, мм |
Диаметр оправки, мм |
Коэффициент вытяжки |
Размеры труб, мм |
Диаметр оправки, мм |
Коэффициент вытяжки |
Размер труб, мм |
Число клетей |
Коэффициент вытяжки |
| Диаметр |
Толщина стенки |
Диаметр |
Толщина стенки |
Диаметр |
Толщина стенки |
| 33,7 |
3,2 |
120 |
125 |
15 |
88 |
2,20 |
94 |
3,2 |
85 |
5,68 |
34 |
3,2 |
24 |
2,9 |
36,24 |
| 48,3 |
4,0 |
120 |
125 |
15 |
86 |
2,2 |
94 |
4,0 |
84 |
4,54 |
48,6 |
4,5 |
16 |
1,94 |
19,38 |
| 60,3 |
5,0 |
120 |
125 |
18 |
83 |
1,89 |
94 |
5,0 |
82 |
4,46 |
61,2 |
5,0 |
12 |
1,52 |
12,81 |
3.3 Расчет калибровки валков редукционного стана
Калибровка валков является важной составной частью расчета режима работы стана. Она в значительной мере определяет качество труб, стойкость инструмента, распределение нагрузок в рабочих клетях и приводе.
Расчет калибровки валков включает:
а) распределение частных деформаций в клетях стана и подсчет средних диаметров калибров;
б) определение размеров калибров валков.
3.3.1 Распределение частных деформаций
По характеру изменения частных деформаций клети редукционного стана могут быть разделены на три группы: головную в начале стана, в которой обжатия интенсивно увеличиваются по ходу прокатки; калибрующую (в конце стана), в которой деформации уменьшаются до минимального значения, и группу клетей между ними (среднюю), в которой частные деформации максимальны или близки к ним.
При прокатке труб с натяжением величины частных деформаций принимают исходя из условия устойчивости профиля трубы при величине пластического натяжения обеспечивающего получение трубы заданного размера.
Коэффициент общего пластического натяжения можно определить по формуле [2]:
 , ,
где  - осевая и тангенциальная деформации взятые в логарифмическом виде; Т- величина определяемая в случае трехвалкового калибра по формуле - осевая и тангенциальная деформации взятые в логарифмическом виде; Т- величина определяемая в случае трехвалкового калибра по формуле
Т= , ,
где (S/D)cp
- среднее отношение толщины стенки к диаметру за период деформации трубы в стане; k-коэффициент учитывающий изменение степени толстостенности трубы.
 , ,
 , ,
где m– величина общей деформации трубы по диаметру.
 . .
 , ,
 , ,
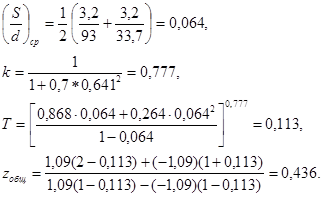 . .
Величина критического частного обжатия при таком коэффициенте пластического натяжения, согласно [4], может достигать 6% во второй клети, 7,5% в третьей клети и 10% в четвертой клети. В первой клети рекомендуется принимать в пределах 2,5–3%. Однако для обеспечения устойчивого захвата величину обжатия как правило снижают.
В предчистовых и чистовых клетях стана обжатие также снижают, но для снижения нагрузок на валки и повышения точности готовых труб. В последней клети калибрующей группы обжатие принимают равным нулю, предпоследней–до 0,2 от обжатия в последней клети средней группы.
В средней группе клетей практикуют равномерное и неравномерное распределение частных деформаций. При равномерном распределении обжатия во всех клетях этой группы принимают постоянными. Неравномерное распределение частных деформаций может иметь несколько вариантов и быть охарактеризовано следующими закономерностями:
обжатие в средней группе пропорционально уменьшают от первых клетей к последним – падающий режим;
в нескольких первых клетях средней группы частные деформации уменьшают, а остальных оставляют постоянными;
обжатие в средней группе сначала увеличивают, а затем уменьшают;
в нескольких первых клетях средней группы частные деформации оставляют постоянными, а в остальных уменьшают.
При падающих режимах деформаций в средней группе клетей уменьшаются различия в величине мощности прокатки и нагрузки на привод, вызываемые ростом сопротивления деформации металла по мере прокатки, вследствие снижения его температуры и повышения скорости деформации. Считается [2], что уменьшение обжатий к концу стана также позволяет улучшить качество наружной поверхности труб и снизить поперечную разностенность.
При расчете калибровки валков принимаем равномерное распределение обжатий.
Величины частных деформаций по клетям стана приведены на рис. 3.1.
Распределение обжатий
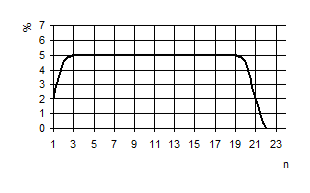
Рис. 3.1
Исходя из принятых величин частных деформаций средние диаметры калибров можно рассчитать по формуле
 . .
Для первой клети стана (i=1) di
-1
=D0
=94 мм, тогда
 мм. мм.
Рассчитанные по данной формуле средние диаметры калибров приведены в прилож.1.
3.3.2 Определение размеров калибров валков
Форма калибров трехвалковых станов показана на рис. 3.2.
Овальный калибр получают очерчивая его радиусом rс центром, смещенным относительно оси прокатки на величину эксцентриситета e.
Форма калибра

Рис. 3.2
Значения радиусов и эксцентриситета калибров определяют по ширине и высоте калибров по формулам:
Для определения размеров калибра необходимо знать величины его полуосей a и b, а для их определения – величину овальности калибра

Для определения овальности калибра можно использовать формулу:
Степенной показатель q характеризует возможную величину уширения в калибре. При редуцировании в трехвалковых клетях принимают q=1,2.
Величины полуосей калибра определяются зависимостями:


где f–поправочный коэффициент, который можно рассчитать по приближенной формуле
f=0,85+0,15q.
Произведем расчет размеров калибра по приведенным выше формулам для первой клети.
Для остальных клетей расчет производится аналогичным образом.
В настоящее время проточку калибров валков проводят после установки валков в рабочую клеть. Расточку ведут на специальных станках круглой фрезой. Схема расточки показана на рис. 3.3.
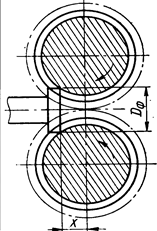
Рис. 3.3 - Схема расточки калибра
Для получения калибра с заданными величинами a и b необходимо определить диаметр фрезы Dф
и её смещение относительно плоскости осей валков (параметр Х). Dф
и X определяются следующими математически точными формулами:
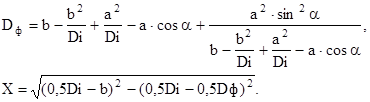
Для трехвалковых станов угол a равен 60°.Di – идеальный диаметр валков, Di=330мм.
Рассчитанные по приведенным выше формулам величины сведены в табл. 3.2.
Таблица 3.2 - Калибровка валков
| Номер клети |
d, мм |
m,% |
a, мм |
b, мм |
r, мм |
e, мм |
Dф
, мм |
X, мм |
| 1 |
91,17 |
2,0 |
45,60 |
45,50 |
45,80 |
0,37 |
91,50 |
8,11 |
| 2 |
87,07 |
4,5 |
43,60 |
43,40 |
43,80 |
0,35 |
87,40 |
8,00 |
| 3 |
82,71 |
5,0 |
41,40 |
41,20 |
41,60 |
0,33 |
83,00 |
7,87 |
| 4 |
78,58 |
5,0 |
39,30 |
39,20 |
39,50 |
0,32 |
78,80 |
7,73 |
| 5 |
74,65 |
5,0 |
37,40 |
37,20 |
37,50 |
0,3 |
74,90 |
7,59 |
| 6 |
70,92 |
5,0 |
35,50 |
35,40 |
35,70 |
0,28 |
71,20 |
7,45 |
| 7 |
67,37 |
5,0 |
33,70 |
33,60 |
33,90 |
0,27 |
67,60 |
7,32 |
| 8 |
64,00 |
5,0 |
32,00 |
31,90 |
32,20 |
0,26 |
64,20 |
7,18 |
| 9 |
60,80 |
5,0 |
30,40 |
30,30 |
30,60 |
0,24 |
61,00 |
7,04 |
| 10 |
57,76 |
5,0 |
28,90 |
28,80 |
29,00 |
0,23 |
58,00 |
6,90 |
| 11 |
54,87 |
5,0 |
27,50 |
27,40 |
27,60 |
0,22 |
55,10 |
6,76 |
| 12 |
52,13 |
5,0 |
26,10 |
26,00 |
26,20 |
0,21 |
52,30 |
6,62 |
| 13 |
49,52 |
5,0 |
24,80 |
24,70 |
24,90 |
0,2 |
49,70 |
6,48 |
| 14 |
47,05 |
5,0 |
23,60 |
23,50 |
23,70 |
0,19 |
47,20 |
6,35 |
| 15 |
44,70 |
5,0 |
22,40 |
22,30 |
22,50 |
0,18 |
44,80 |
6,21 |
| 16 |
42,46 |
5,0, |
21,30 |
21,20 |
21,30 |
0,17 |
42,60 |
6,08 |
| 17 |
40,34 |
5,0 |
20,20 |
20,10 |
20,30 |
0,16 |
40,50 |
5,94 |
| 18 |
38,32 |
5,0 |
19,20 |
19,10 |
19,30 |
0,15 |
38,50 |
5,81 |
| 19 |
36,40 |
5,0 |
18,20 |
18,10 |
18,30 |
0,15 |
36,50 |
5,69 |
| 20 |
34,77 |
4,5 |
17,40 |
17,30 |
17,50 |
0,14 |
34,90 |
5,57 |
| 21 |
34,07 |
2 |
17,10 |
17,00 |
17,10 |
0,14 |
34,20 |
5,52 |
| 22 |
34,07 |
0 |
17,10 |
17,00 |
17,10 |
0,14 |
34,20 |
5,52 |
| 23 |
34,00 |
0 |
17,00 |
17,00 |
17,00 |
0 |
34,10 |
5,52 |
| 24 |
34,00 |
0 |
17,00 |
17,00 |
17,00 |
0 |
34,10 |
5,52 |
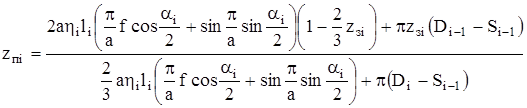
3.4 Расчет скоростного режима
Расчет скоростного режима работы стана заключается в определении чисел оборотов валков и по ним чисел оборотов двигателей.
При прокатке труб с натяжением большое влияние на изменение толщины стенки оказывает величина пластического натяжения. В связи с этим в первую очередь необходимо определить коэффициент общего пластического натяжения на стане – zобщ
, который бы обеспечил получение необходимой стенки. Расчет zобщ
приведен в п.3.3.
Zобщ
=0,436.
Далее из условия проволакивания трубы через калибр первой клети определяется максимально возможное переднее натяжение в первой клети – zп1
по формуле:
 , ,
где  – коэффициент учитывающий влияние вне-контактных зон деформации: – коэффициент учитывающий влияние вне-контактных зон деформации:
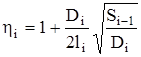 ; ;
li
– длина дуги захвата:
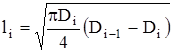 ; ;
 – угол захвата: – угол захвата:
 ; ;
f – коэффициент трения, принимаем f=0,5; а – число валков в клети, а=3.
В первой рабочей клети zз1
=0. В последующих клетях можно принять zп
i
-1
= zз
i
.
Далее, зная величины zз1
=0 и zп 1,
определяем толщину стенки после первой клети по формуле:
 , ,
где А – коэффициент определяемый по формуле:
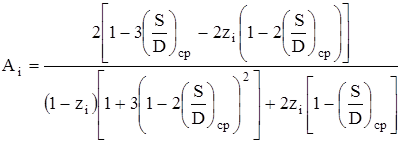 ; ;
 ; ;
zi
– средний (эквивалентный) коэффициент пласти-ческого натяжения
 . .
Подставляя в выше приведенные формулы данные для первой клети получим:
 мм; мм;
 ; ;
 ; ;
 ; ;
 ; ;
 ; ;  ; ;
 мм. мм.
Проведя аналогичные расчеты для второй клети получили следующие результаты: zп2
=0,42, S2
=3,251мм, zп3
=0,426, S3
=3,252мм, zп4
=0,446, S4
=3,258мм. На этом расчет zп
i
по приведенной методике прекращаем, т.к. выполняется условие zп2
>zобщ.
Из условия полной пробуксовки определяем максимально возможное натяжение zз
в последней деформирующей клети, т.е. zз21
. При этом принимаем, что zп21
=0.
 . .
 мм; мм;
 ; ;
 ; ;
 . .
Толщину стенки перед 21-й клетью, т.е. S20,
можно определить по формуле:
 . .
 ; ;
 ; ;  ; ;
 мм. мм.
Проведя аналогичные расчеты для 20-й клети получили следующие результаты: zз20
=0,357, S19
=3,178 мм, zз19
=0,396, S18
=3,168 мм, zз18
=0,416, S17
=3,151мм, zз17
=0,441, S16
=3,151 мм. На этом расчет zп
i
прекращаем, т.к. выполняется условие zз14
>zобщ.
Рассчитанные значения толщины стенки по клетям стана приведены в табл. 2.20.
Для определения чисел оборотов валков необходимо знать катающие диаметры валков. Для определения катающих диаметров можно использовать формулы приведенные в [2]:
 , (1) , (1)
 , (2) , (2)
где Dв
i
– диаметр валка по вершине;
 . .
Если  , то расчет катающего диаметра валков следует вести по уравнению (1), если это условие не выполняется то надо использовать (2). , то расчет катающего диаметра валков следует вести по уравнению (1), если это условие не выполняется то надо использовать (2).
Величина  характеризует положение нейтральной линии в том случае, когда её принимают параллельной (в плане) оси прокатки. Из условия равновесия сил в очаге деформации для такого расположения зон скольжения характеризует положение нейтральной линии в том случае, когда её принимают параллельной (в плане) оси прокатки. Из условия равновесия сил в очаге деформации для такого расположения зон скольжения
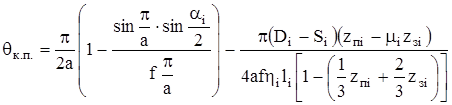 , ,
где  . .
Задавшись входной скоростью прокатки Vвх
=1,0 м/с, рассчитали число оборотов валков первой клети
 об/мин. об/мин.
Обороты в остальных клетях нашли по формуле:
 . .
Результаты расчета скоростного режима приведены в табл.3.3.
Таблица 3.3 - Результаты расчета скоростного режима
| Номер клети |
S, мм |
Dкат, мм |
n, об/мин |
| 1 |
3,223 |
228,26 |
84,824 |
| 2 |
3,251 |
246,184 |
92,917 |
| 3 |
3,252 |
243,973 |
99,446 |
| 4 |
3,258 |
251,308 |
103,482 |
| 5 |
3,255 |
256,536 |
106,61 |
| 6 |
3,255 |
256,832 |
112,618 |
| 7 |
3,255 |
260,901 |
117,272 |
| 8 |
3,255 |
264,804 |
122,283 |
| 9 |
3,254 |
268,486 |
127,671 |
| 10 |
3,254 |
272,004 |
133,378 |
| 11 |
3,254 |
275,339 |
139,48 |
| 12 |
3,253 |
278,504 |
146,046 |
| 13 |
3,253 |
281,536 |
153,015 |
| 14 |
3,252 |
284,382 |
160,487 |
| 15 |
3,252 |
287,105 |
168,405 |
| 16 |
3,251 |
289,69 |
176,93 |
| 17 |
3,250 |
292,131 |
185,998 |
| 18 |
3,250 |
292,049 |
197,469 |
| 19 |
3,192 |
293,011 |
204,24 |
| 20 |
3,193 |
292,912 |
207,322 |
| 21 |
3,21 |
292,36 |
208,121 |
| 22 |
3,15 |
292,36 |
209 |
| 23 |
3,22 |
292,36 |
209 |
| 24 |
3,228 |
292,36 |
209 |
По данным табл.3.3. построен график изменения оборотов валков (рис. 3.4.).
Частота вращения валков

Рис. 3.4
3.5 Силовые параметры прокатки
Отличительной особенностью процесса редуцирования по сравнению с другими видами продольной прокатки является наличие значительных по величине межклетевых натяжений. Наличие натяжения оказывает значительное влияние на силовые параметры прокатки – давление металла на валки и моменты прокатки.
Усилие металла на валок Р является геометрической суммой вертикальной Рв
и горизонтальной Рг
составляющих:
Вертикальная составляющая усилия металла на валки определяется по формуле:
 , ,
где р – среднее удельное давление металла на валок; l – длина зоны деформации; в – диаметр калибра; а – число валков в клети.
Горизонтальная составляющая Рг
равна разности усилий переднего и заднего натяжений:
 , ,
где zп
, zз
– коэффициенты переднего и заднего пластического натяжений; Fп
, Fз
– площадь поперечного сечения переднего и заднего концов трубы; sS
– сопротивление деформации.
Для определения средних удельных давлений рекомендуется пользоваться формулой В.П. Анисифорова:
 . .
Момент прокатки (суммарный на клеть) определяют по формуле:
 . .
Сопротивление деформации определяется по формуле:
 , ,
где Т – температура прокатки,°С; Н – интенсивность скоростей деформации сдвига, 1/с; e – относительное обжатие; К1
, К2
, К3
, К4
, К5
– эмпирические коэффициенты, для стали 10: К1
=0,885, К2
=7,79, К3
=0,134, К4
=0,164, К5
=(–2,8).
Интенсивность скоростей деформации определяется по формуле
 , ,
где L – степень деформации сдвига:
 ; ;
t – время деформации:
 . .
Угловую скорость валка находится по формуле:
 , ,
Мощность находится по формуле:
N=M*
w.
В табл. 3.4. приведены результаты расчета силовых параметров прокатки по приведенным выше формулам.
Таблица 3.4 - Силовые параметры прокатки
| Номер клети |
sS
, МПа |
р, кН/м2
|
Р, кН |
М,кНм |
N, кВт |
| 1 |
116,78 |
10,27 |
16,95 |
-1,91 |
-16,93 |
| 2 |
154,39 |
9,07 |
25,19 |
2,39 |
23,31 |
| 3 |
162,94 |
9,1 |
21,55 |
2,95 |
30,75 |
| 4 |
169,48 |
9,69 |
22,70 |
3,53 |
38,27 |
| 5 |
167,92 |
9,77 |
20,06 |
2,99 |
33,37 |
| 6 |
169,48 |
9,84 |
19,06 |
3,35 |
39,54 |
| 7 |
171,12 |
10,47 |
18,79 |
3,51 |
43,11 |
| 8 |
173,01 |
11,15 |
18,59 |
3,68 |
47,23 |
| 9 |
175,05 |
11,89 |
18,39 |
3,86 |
51,58 |
| 10 |
176,70 |
12,64 |
18,13 |
4,02 |
56,08 |
| 11 |
178,62 |
13,47 |
17,90 |
4,18 |
61,04 |
| 12 |
180,83 |
14,36 |
17,71 |
4,35 |
66,51 |
| 13 |
182,69 |
15,29 |
17,48 |
4,51 |
72,32 |
| 14 |
184,91 |
16,31 |
17,26 |
4,67 |
78,54 |
| 15 |
186,77 |
17,36 |
16,83 |
4,77 |
84,14 |
| 16 |
189,19 |
18,53 |
16,65 |
4,94 |
91,57 |
| 17 |
191,31 |
19,75 |
16,59 |
5,14 |
100,16 |
| 18 |
193,57 |
22,04 |
18,61 |
6,46 |
133,68 |
| 19 |
194,32 |
26,13 |
15,56 |
4,27 |
91,34 |
| 20 |
161,13 |
24,09 |
11,22 |
2,55 |
55,41 |
| 21 |
134,59 |
22,69 |
8,16 |
1,18 |
33,06 |
| 22 |
175,14 |
15,45 |
7,43 |
0,87 |
25,42 |
| 23 |
180,00 |
- |
- |
- |
- |
| 24 |
180,00 |
- |
- |
- |
- |
По данным табл. 3.4 построены графики изменения силовых параметров прокатки по клетям стана (рис.3.5., 3.6., 3.7.).
Изменение среднего удельного давления
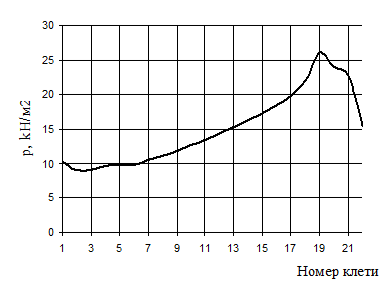
Рис. 3.5
Изменение усилия металла на валок
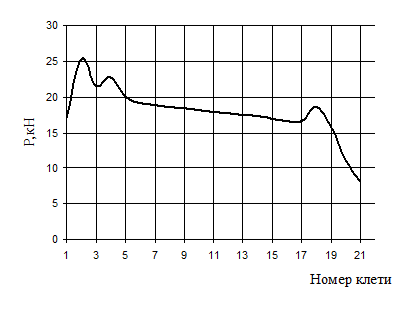
Рис. 3.6
Изменение момента прокатки
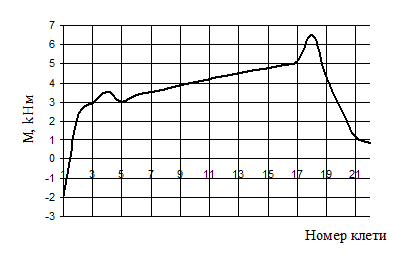
Рис. 3.7
3.6 Исследование влияния переходных скоростных режимов редуцирования на величину продольной разностенности концевых участков готовых труб
3.6.1 Описание алгоритма расчета
Исследование проводилось с целью получения данных о влиянии переходных скоростных режимов редуцирования на величину продольной разностенности концевых участков готовых труб.
Определение коэффициента межклетевого натяжения по известным оборотам валков, т.е. зависимости Zni
=f(ni
/ni
-1
) проводилось по методике решения так называемой обратной задачи, предложенной Г.И. Гуляевым [10], с целью получения зависимости толщины стенки от оборотов валков.
Суть методики заключается в следующем.
Установившийся процесс редуцирования труб можно описать системой уравнений, отражающих соблюдение закона постоянства секундных объемов и равновесия сил в очаге деформации:
  (3.1.) (3.1.)
В свою очередь, как известно,
Dкатi
=j(Zзi
, Zпi
, Аi
),
mi
=y( Zзi
, Zпi
, Bi
),
где Аi
и Bi
- величины, не зависящие от натяжения, ni
-число оборотов в i-ой клети, i
- коэффициент вытяжки в i-ой клети, Dкатi
-катающий диаметр валка в i-ой клети, Zпi
, Zзi
- коэффициенты переднего и заднего пластического натяжения.
Учитывая, что Zзi
= Zпi
-1
систему уравнений (3.1.) можно записать в общем виде следующим образом:
 (3.2.) (3.2.)
Систему уравнений (3.2.) решаем относительно переднего и заднего коэффициентов пластического натяжения методом последовательных приближений.
Принимая Zз1=0 задаем значение Zп1 и из первого уравнения системы (3.2.) методом итерации определяем Zп2
, потом из второго уравнения - Zп3
и т. д. Задаваясь величиной Zп1
, можно отыскать такое решение, при котором Zпn
= 0.
Зная коэффициенты переднего и заднего пластического натяжения, определяем толщину стенки после каждой клети по формуле:
(3.3.)
где А – коэффициент определяемый по формуле:
 ; ;
;
zi
– средний (эквивалентный) коэффициент пласти-ческого натяжения
.
3.6.2 Результаты исследования
Используя результаты расчетов калибровки инструмента (п. 3.3.) и скоростной настройки стана (скоростей вращения валков) при установившемся процессе редуцирования (п. 3.4.) в программной среде MathCAD 2001 Professional осуществили решение системы (3.2.) и выражения (3.3.) с целью определения изменения толщины стенки.
Сократить длину утолщенных концов можно за счет увеличения коэффициента пластического натяжения путем изменения оборотов валков при прокатке концевых участков трубы.
В настоящее время на редукционном стане ТПА–80 создана система управления скоростным режимом непрерывной безоправочной прокатки. Эта система позволяет динамически регулировать обороты валков клетей РРС при прокатке концевых участков труб согласно заданной линейной зависимости. Такое регулирование оборотов валков при прокатке концевых участков труб называется “клин скоростей”. Обороты валков при прокатке концевых участков трубы рассчитываются по формуле:
 , (3.4.) , (3.4.)
где ni
-обороты валков в i-ой клети при установившемся режиме, Ki
-коэффициент снижения оборотов валков в %, i-номер клети.
Зависимость коэффициента снижения оборотов валков в данной клети от номера клети является линейной
Кi
= (рис.3.8.). (рис.3.8.).
Зависимость коэффициента снижения оборотов валков в клети от номера клети.
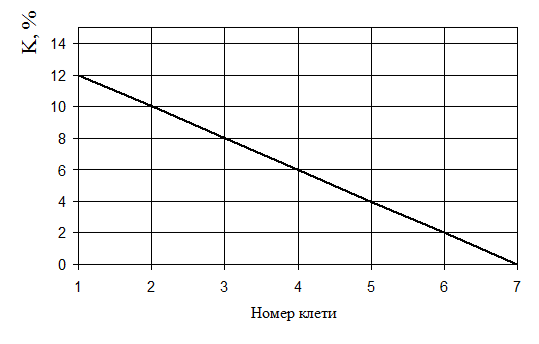
Рис. 3.8
Исходными данными для использования этого режима регулирования являются:
- количество клетей, в которых изменяется скоростная настройка ограничивается длиной утолщенных концов (3…6);
- величина снижения оборотов валков в первой клети стана ограничивается возможностью электропривода (0,5…15 %).
В данной работе для исследования влияния скоростной настройки РРС на концевую продольную разностенность было принято, что изменение скоростной настройки при редуцировании переднего и заднего концов труб осуществляется в первых 6 клетях. Исследование проводилось путем изменения скорости вращения валков в первых клетях стана по отношению к установившемуся процессу прокатки (варьирование угла наклона прямой на рис. 3.8).
В результате моделирования процессов заполнения клетей РРС и выхода трубы из стана трубы получили зависимости толщины стенки переднего и заднего концов труб от величины изменения скорости вращения валков в первых клетях стана, которые представлены на рис.3.9. и рис.3.10. для труб размером 33,7х3,2 мм. Наиболее оптимальным значением “клина скоростей” с точки зрения минимизации длины концевой обрези и “попадания” толщины стенки в поле допусков стандарта DIN 1629 (допуск по толщине стенки ±12,5%) является K1
=10-12%.
На рис. 3.11. и рис. 3.12. приведены зависимости длин переднего и заднего утолщенных концов готовых труб при использовании “клина скоростей” (K1
=10%), полученные в результате моделирования переходных процессов. Из приведенных зависимостей можно сделать следующее заключение: использование “клина скоростей” дает заметный эффект только при прокатке труб диаметром меньше 60 мм с толщиной стенки меньше 5мм, а при большем диаметре и толщине стенки трубы необходимое для достижения требований стандарта утонение стенки не происходит.
На рис. 3.13., 3.14., 3.15., приведены зависимости длин переднего утолщенного конца от наружного диаметра готовых труб для значений толщин стенок равных 3,5, 4,0, 5,0 мм, при различных значениях “клина скоростей” (приняли коэффициент снижения оборотов валков K1
равной 5%, 10%, 15%).
Зависимость толщины стенки переднего конца трубы от величины
“клина скоростей” для типоразмера 33,7х3,2 мм
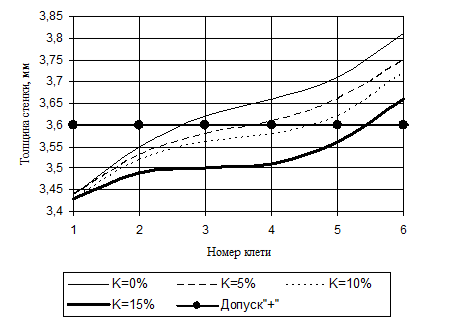
Рис. 3.9
Зависимость толщины стенки заднего конца трубы от величины “клина скоростей” для типоразмера 33,7х3,2 мм
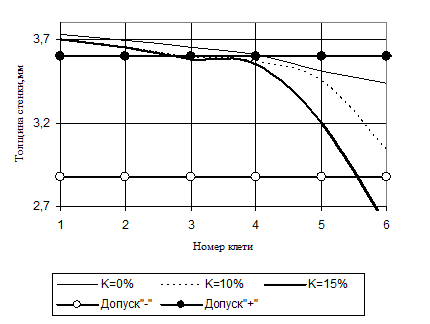
Рис. 3.10
Зависимость длины переднего утолщенного конца трубы от в и S(при K1
=10%)
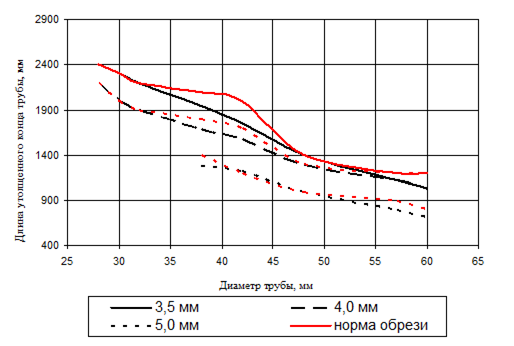
Рис. 3.11
Зависимость длины заднего утолщенного конца трубы от в и S(при K1
=10%)
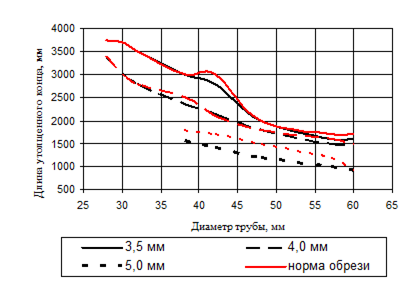
Рис. 3.12
Зависимость длины переднего утолщенного конца трубы от диаметра готовой трубы (S=3,5 мм) при различных значениях “клина скоростей”.
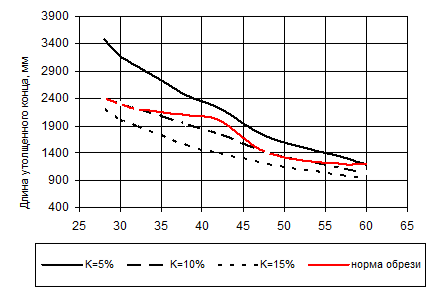
Рис. 3.13
Зависимость длины переднего утолщенного конца трубы от диаметра готовой трубы (S=4,0 мм) при различных значениях “клина скоростей”
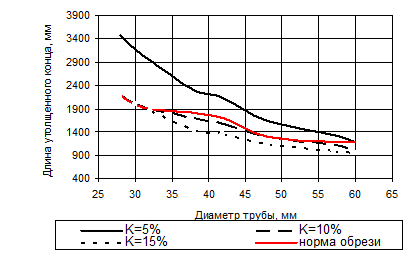
Рис. 3.14
Зависимость длины переднего утолщенного конца трубы от диаметра готовой трубы (S=5,0 мм) при различных значениях “клина скоростей”.
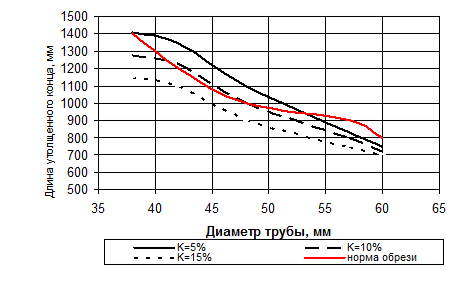
Рис. 3.15
Из вышеприведенных графиков видно, что наибольший эффект с точки зрения уменьшения концевой разностенности готовых труб дает динамическое регулирование оборотов валков РРС в пределах K1
=10…15%. Недостаточно интенсивное изменение “клина скоростей” (K1
=5%) не позволяет утонить толщину стенки концевых участков трубы.
Также при прокатке труб со стенкой толще 5 мм натяжение, возникающее при действии “клина скоростей”, неспособно утонить стенку из-за недостаточной тянущей способности валков. При прокатке труб диаметром больше 60 мм коэффициент вытяжки в редукционном стане небольшой, поэтому утолщение концов практически не происходит, следовательно использование “клина скоростей ” нецелесообразно.
Анализ приведенных графиков показал, что применение “клина скоростей” на редукционном стане ТПА-80 ОАО “КресТрубЗавод” позволяет сократить длину переднего утолщенного конца на 30%, заднего утолщенного конца 25%.
Как показали расчеты Мочалова Д.А. для более эффективного применения “клина скоростей” для дальнейшего сокращения концевой обрези необходимо обеспечить работу первых клетей в тормозном режиме с почти полным использованием силовых возможностей валков за счет использования более сложной нелинейной зависимости коэффициента снижения оборотов валков в данной клети от номера клети. Необходимо создать научно обоснованную методику для определения оптимальной функции Ki
=f(i).
Разработка такого алгоритма оптимального управления РРС может служить целью для дальнейшего развития УЗС-Р в полноценную АСУТП ТПА-80. Как показывает опыт использования подобных АСУТП регулирование числа оборотов валков при прокатке концевых участков труб, по данным фирмы Маннесманн (пакет прикладных программ CARTA), позволяет сократить величину концевой обрези труб более чем на 50%, за счет системы автоматического управления процессом редуцирования труб, которая включает в себя как подсистемы управления станом и измерительную подсистему, так и подсистему вычисления оптимального режима редуцирования и управление процессом в режиме реального времени.
4. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА
4.1 Сущность планируемого мероприятия
В данном проекте предлагается внедрение оптимального скоростного режима прокатки на редукционно-растяжном стане. За счет данного мероприятия планируется уменьшение расходного коэффициента металла, причем вследствие уменьшения длины отрезаемых утолщенных концов готовых труб ожидается увеличение объемов производства на 80 тонн в месяц в среднем.
Капитальные вложения необходимые для осуществления данного проекта составляют 0 руб.
Финансирования проекта можно осуществить по статье «текущий ремонт», сметы затрат. Реализовать проект можно в течение одного дня.
4.2 Расчет себестоимости продукции
Калькуляция себестоимости 1т. продукции при существующих нормах обрези утолщенных концов труб приведена в табл. 4.1.
Калькуляция по проекту приведена в табл. 4.2. Поскольку результатом внедрения проекта не является увеличение выпуска продукции, пересчет значений расхода по переделу в проектной калькуляции не осуществляется. Выгодность проекта заключается в снижении себестоимости за счет уменьшения отходов по обрези. Обрезь сокращается из-за уменьшения расходного коэффициента металла.
4.3 Расчет проектных показателей
Расчет показателей проекта производится на основании калькуляции себестоимости, приведенной в табл. 4.2.
Экономия от снижения себестоимости в год:
Эг=(С0
-Сп
)*Vпр
=(12200,509-12091,127)*110123,01=12045475,08р.
Прибыль по отчету:
Пр0
=(Р-С0
)*Vот
=(19600-12200,509)* 109123,01=807454730,39р.
Прибыль по проекту:
Прп
=(Р-Сп
)*Vпр
=(19600-12091,127)* 110123,01=826899696,5р.
Увеличение прибыли составит:
Пр=Прп
-Пр0
=826899696,5-807454730,39=19444966,11р.
Рентабельность продукции составляла:

Рентабельность продукции по проекту:

Поток наличности по отчету и по проекту представлены в табл.4.3. и 4.4., соответственно.
Таблица 4.1 - Калькуляция себестоимости 1 т проката в цехе Т-3 ОАО ”КресТрубЗавод”
| №п/п |
Статья затрат |
Количество |
Цена 1 тонны |
Сумма |
| 1 |
2 |
3 |
4 |
5 |
| I |
Заданное в передел:
1. Заготовка, т/т;
2. Отходы, т/т:
обрезь;
обрезь некондиционная;
стружка;
окалина.
3. Брак
Итого заданное в передел за вычетом отходов и брака
|
1,13
0,07
0,023
0,002
0,015
0,02
1,0
|
9469,105
1656,13
1853,87
796,48
232
1647,86
|
10700
115,93
42,64
1,593
3,48
32,95
10536,45
|
| I I |
Расходы по переделу
1. Топливо технологическое (газ природный), тут
2. Энергетические затраты:
электроэнергия силовая, кВт/ч
пар на производство, Гкал
вода техническая, тм3
воздух сжатый, тм3
оборотная вода, тм3
промливневые стоки, тм3
3. Вспомогательные материалы
4. Основная зарплата производственных рабочих
5. Дополнительная зарплата производственных рабочих
6. Отчисления на социальные нужды
7. Сменное оборудование
8. Текущий ремонт и содержание основных средств
9. Амортизация основных средств
10. Капитальный ремонт
11. Работа транспортных цехов
12. Прочие расходы цеха
Итого расходы по переделу
|
0,068
0,2466
0,038
0,0003
0,225
0,02
0,0015
|
895,42
727,7
213,59
1453,333
102,38
1229,09
868,61
|
60,888
179,45
8,116
0,436
23,035
24,582
1,303
46,951
75,03
5,83
36,9
183,27
237,51
34,02
105,58
41,41
98,92
1163,23
|
| Ш |
Общезаводские расходы
Итого производственная себестоимость
|
394,089
12093,77
|
Таблица 4.2 - Проектная калькуляция себестоимости 1 т проката
| №п/п |
Статья затрат |
Количество |
Цена 1 тонны |
Сумма |
| I |
Заданное в передел:
1. Заготовка, т/т;
2. Отходы, т/т:
обрезь;
обрезь некондиционная;
стружка;
окалина.
3. Брак
Итого заданное в передел за вычетом отходов и брака
|
1,116
0,056
0,023
0,002
0,015
0,02
1,0
|
9469,105
1656,13
1853,87
796,48
232,0
1647,86
|
10567,52
92,74
42,64
1,59
3,48
32,96
10427,07
|
| П |
Расходы по переделу
1. Топливо технологическое (газ природный), тут
2. Энергетические затраты:
электроэнергия силовая, кВт/ч
пар на производство, Гкал
вода техническая, тм3
воздух сжатый, тм3
оборотная вода, тм3
промливневые стоки, тм3
3. Вспомогательные материалы
4. Основная зарплата производственных рабочих
5. Дополнительная зарплата производственных рабочих
6. Отчисления на социальные нужды
7. Сменное оборудование
8. Текущий ремонт и содержание основных средств
9. Амортизация основных средств
10. Капитальный ремонт
11. Работа транспортных цехов
12. Прочие расходы цеха
Итого расходы по переделу
|
0,068
0,2466
0,038
0,0003
0,225
0,02
0,0015
|
895,42
727,7
213,59
1453,33
102,38
1229,09
868,61
|
60,889
179,451
8,116
0,436
23,036
24,582
1,303
46,951
75,03
5,83
36,9
183,27
237,51
34,02
105,58
41,41
98,92
1163,23
|
| Ш |
Общезаводские расходы
Итого производственная себестоимость
|
394,089
11984,39
|
| IV |
Внепроизводственные расходы
Итого полная себестоимость
|
106,739
12091,13
|
Совершенствование технологического процесса отразится на технико-экономических показателях деятельности предприятия следующим образом: возрастет рентабельность производства продукции на 1,45%, экономия от снижения себестоимости составит 12 млн. руб. в год, что повлечет рост прибыли.
Таблица 4.3 - Поток наличности по отчету
Денежные потоки
|
Года |
| 1 |
2 |
3 |
4 |
5 |
| А. Приток наличности: |
| - Объем производства, тн |
109123,01
|
109123,01
|
109123,01
|
109123,01
|
109123,01
|
| - Цена продукции, руб. |
19600,00
|
19600,00
|
19600,00
|
19600,00
|
19600,00
|
| - Выручка от реализации, руб. |
2138810930,67
|
2138810930,67
|
2138810930,67
|
2138810930,67
|
2138810930,67
|
| Итого приток |
2138810930,67
|
2138810930,67
|
2138810930,67
|
2138810930,67
|
2138810930,67
|
| Б. Отток наличностей: |
| -Операционные издержки |
1327643816,05
|
1327643816,05
|
1327643816,05
|
1327643816,05
|
1327643816,05
|
| -Налог на прибыль |
193789135,29 |
193789135,29
|
193789135,29
|
193789135,29
|
193789135,29
|
Итого отток:
|
1521432951,34 |
1521432951,34 |
1521432951,34 |
1521432951,34 |
1521432951,34 |
| Чистый денежный поток (А-Б) |
617377979,32
|
617377979,32
|
617377979,32
|
617377979,32
|
617377979,32
|
 Коэфф. Инверсии Коэфф. Инверсии
Кинв.
=
|
0,8 |
0,64 |
0,512 |
0,41 |
0,328 |
| Е=0,25 |
| Дисконтированный поток (А-Б)*Кинв
|
493902383,46
|
493902383,46
|
493902383,46
|
493902383,46
|
493902383,46
|
| Кумулятивный денежный поток ЧДД |
493902383,46 |
889024290,22 |
1205121815,64 |
1457999835,97 |
1457999835,97 |
Таблица 4.4 - Поток наличности по проекту
| Денежные потоки |
Года |
| 1 |
2 |
3 |
4 |
5 |
| А. Приток наличности: |
| - Объем производства, тн |
110123,01
|
110123,01
|
110123,01
|
110123,01
|
110123,01
|
| - Цена продукции, руб. |
19600,00
|
19600,00
|
19600,00
|
19600,00
|
19600,00
|
| - Выручка от реализации, руб. |
2158410930,67
|
2158410930,67
|
2158410930,67
|
2158410930,67
|
2158410930,67
|
| Итого приток |
2158410930,67
|
2158410930,67
|
2158410930,67
|
2158410930,67
|
2158410930,67
|
| Б. Отток наличностей: |
| -Операционные издержки |
1327764868,47
|
1327764868,47
|
1327764868,47
|
1327764868,47
|
1327764868,47
|
| -Налог на прибыль |
198455927,16
|
198455927,16
|
198455927,16
|
198455927,16
|
198455927,16
|
| Итого отток: |
1526220795,63 |
1526220795,63 |
1526220795,63 |
1526220795,63 |
1526220795,63 |
| Чистый денежный поток (А-Б) |
632190135,03 |
632190135,03 |
632190135,03 |
632190135,03
|
632190135,03
|
Коэфф. Инверсии
Кинв.
=
|
0,8 |
0,64 |
0,512 |
0,41 |
0,328 |
| Е=0,25 |
| Дисконтированный поток (А-Б)*Кинв
|
505752108,03
|
404601686,42
|
323681349,14
|
258945079,31
|
207156063,45
|
| Кумулятивный денежный поток ЧДД |
505752108,03
|
910353794,45
|
1234035143,58
|
1492980222,89
|
1700136286,34
|
Финансовый профиль проекта представлен на рис.4.1. Согласно графикам, приведенным на рис. 4.1. кумулятивный ЧДД проекта превышает плановый показатель, что говорит о безусловной выгодности проекта. Кумулятивный ЧДД, рассчитанный для внедряемого проекта, с первого года является положительной величиной, так как проект не требовал капитальных вложений.
Финансовый профиль проекта
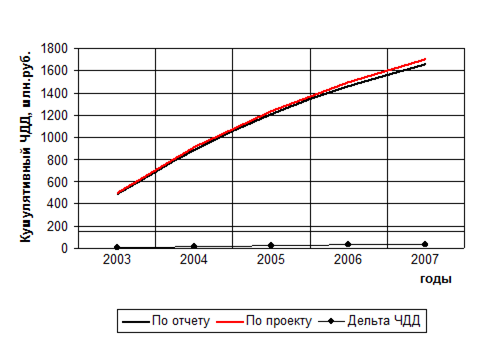
Рис. 4.1
Точка безубыточности рассчитывается по формуле:

Точка безубыточности характеризует минимальный объем продукции, при котором заканчиваются убытки, и появляется первая прибыль.
В табл. 4.5. представлены данные для расчета переменных и постоянных затрат.
По отчетным данным сумма переменных затрат на единицу продукции составляет Зпер
=11212,8р., сумма постоянных затрат на единицу продукции Зпост
= 987,7р. Сумма постоянных затрат на весь объем выпуска по отчету составляет 107780796,98р.
По проектным данным сумма переменных затрат Зпер
=11103,5р., сумма постоянных затрат Зпост
= 987,7р. Сумма постоянных затрат на весь объем выпуска по отчету составляет 108768496,98р.
Таблица 4.5 - Доля постоянных затрат в структуре плановой и проектной себестоимости
| №п/п |
Статья затрат |
Сумма по плану, руб. |
Сумма по проекту, руб.
|
Доля постоянных затрат в структуре расходов по переделу, % |
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Расходы по переделу
1. Топливо технологическое (газ природный), тут
2. Энергетические затраты:
электроэнергия силовая, кВт/ч
пар на производство, Гкал
вода техническая, тм3
воздух сжатый, тм3
оборотная вода, тм3
промливневые стоки, тм3
3. Вспомогательные материалы
4. Основная зарплата производственных рабочих
5. Дополнительная зарплата производственных рабочих
6. Отчисления на социальные нужды
7. Сменное оборудование
8. Текущий ремонт и содержание основных средств
9. Амортизация основных средств
10. Капитальный ремонт
11. Работа транспортных цехов
12. Прочие расходы цеха
Итого расходы по переделу
|
60,888
179,45
8,116
0,436
23,035
24,582
1,303
46,951
75,03
5,83
36,9
183,27
237,51
34,02
105,58
41,41
98,92
1163,23
|
60,888
179,45
8,116
0,436
23,035
24,582
1,303
46,951
75,03
5,83
36,9
183,27
237,51
34,02
105,58
41,41
98,92
1163,23
|
40
20
40
80
50
50
50
20
35
35
35
10
80
100
100
-
-
|
| 2 |
Общезаводские расходы
Итого производственная себестоимость
|
394,089
12093,77
|
394,089
11984,4
|
100 |
| 3 |
Внепроизводственные расходы
Итого полная себестоимость
|
106,739
12200,51
|
106,739
12091,1
|
100 |
По отчетным данным точка безубыточности составляет:
ТБот
 т. т.
По проекту точка безубыточности составляет:
ТБпр
 т. т.
В табл. 4.6. проведен расчет выручки и всех видов затрат на производство реализованной продукции, необходимых для определения точки безубыточности. Графики расчета точки безубыточности по отчету и по проекту представлены на рис.4.2. и рис.4.3. соответственно.
Таблица 4.6 - Данные для расчета точки безубыточности
| Показатели |
План |
Проект |
| На единицу продукции, руб. |
На 109123
тонн продукции, млн. руб.
|
На единицу продукции, руб. |
На 110123 тонн продукции, млн. руб. |
| Постоянные |
987,7 |
107,78 |
987,7 |
108,77 |
| Переменные |
11212,8 |
1223,6 |
11103,5 |
1222,75 |
| Общие |
12200,5 |
1331,38 |
12091,1 |
1331,51 |
| Выручка |
19600 |
2138,8 |
19600 |
2158,4 |
Расчет точки безубыточности по отчету
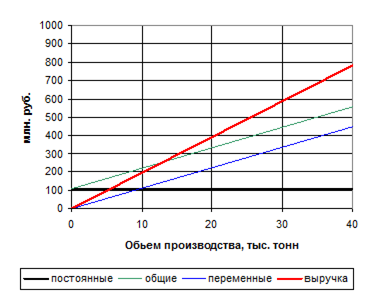
Рис. 4.2
Расчет точки безубыточности по проекту
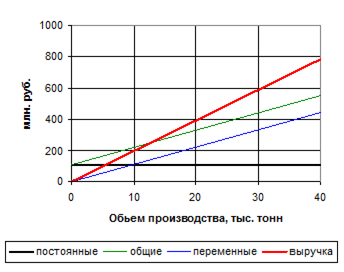
Рис. 4.3
Технико-экономические показатели проекта представлены в табл. 4.7.
В итоге можно сделать вывод, что предлагаемое в проекте мероприятие позволит снизить себестоимость единицы производимой продукции на 1,45% за счет сокращения переменных затрат, что способствует увеличению прибыли на 19,5 млн. руб. при годовом объеме производства 110123,01 тонны. Результатом внедрения проекта является рост кумулятивного чистого дисконтированного дохода по сравнению с плановой величиной в рассматриваемый период. Также положительным моментом является снижение порога безубыточности с 12,85 тыс. тонн до 12,8 тыс. тонн.
Таблица 4.7 - Технико-экономические показатели проекта
| № п/п |
Показатель |
Отчет |
Проект |
Отклонение |
| Абсолютное |
% |
| 1 |
Объем производства продукции:
в натуральном выражении, т
в стоимостном выражении, тыс.руб.
|
109123
22138810,93
|
10123
12158410,930
|
1000
19600
|
0,9
0,9
|
| 2 |
Стоимость основных производственных фондов, тыс. руб. |
6775032 |
6775032 |
0 |
0 |
| 3 |
Общие издержки (полная себестоимость):
всего выпуска, тыс. руб.
единицы продукции, руб.
|
1331356,2
12200,509
|
1331511,5
12091,13
|
-155,3
-109,379
|
-0,012
-0,91
|
| 4 |
Рентабельность продукции, % |
60,65 |
62,1 |
1,45 |
2,33 |
| 5 |
Чистый дисконтированный доход, ЧДД |
1700,136 |
| 6 |
Общая сумма инвестиций, тыс. руб. |
0 |
| 7 |
Справочно:
точка безубыточности Т.Б., т,
значение ставки дисконтирования F,
внутренняя норма доходности ВНД
максимальный денежный отток К, тыс. руб.
|
12801,57
0,25
25%
-
|
ЗАКЛЮЧЕНИЕ
В данном дипломном проекте разработана технология производства труб общего назначения по DIN 1629. В работе рассмотрена возможность снижения длины утолщенных концов, образующихся при прокатке на редукционном стане, за счет изменения скоростных настроек стана при прокатке концевых участков трубы с использованием возможностей системы УЗС–Р. Как показали расчеты снижение длины утолщенных концов может достигать 50 %.
Экономические расчеты показали, что использование предложенных режимов прокатки позволит снизить себестоимость единицы продукции на 1,45 %. Это, при сохранении существующих объёмов производства, позволит уже в первый год увеличить прибыль на 20 млн.руб.
Список литературы
1. Анурьев В.И. «Справочник конструктора-машиностроителя» в 3-х томах, том 1 – М. «Машиностроение» 1980 – 728 с.
2. Анурьев В.И. «Справочник конструктора-машиностроителя» в 3-х томах, том 2 – М. «Машиностроение» 1980 – 559 с.
3. Анурьев В.И. «Справочник конструктора-машиностроителя» в 3-х томах, том 3 – М. «Машиностроение» 1980 – 557 с.
4. Павлов Я.М. «Детали машин». – Ленинград «Машиностроение» 1968 – 450 с.
5. Васильев В.И. «Основы проектирования технологического оборудования автотранспортных предприятий» учебное пособие – Курган 1992 – 88 с.
6. Васильев В.И. «Основы проектирования технологического оборудования автотранспортных предприятий» – Курган 1992 – 32 с.
|