ВВЕДЕНИЕ
Интенсификация производства в машиностроении неразрывно связано с техническим перевооружением и модернизацией средств производства на базе применения новейших достижений науки и техники. Техническое перевооружение, подготовка производства новых видов продукции машиностроения и модернизация средств производства неизбежно включают процессы проектирования средств технологического оснащения и их изготовления.
В общем объеме средств технологического оснащения примерно 50 % составляют станочные приспособления. Применение станочных приспособлений позволяет:
1) надежно базировать и закреплять обрабатываемую деталь с сохранением её жесткости в процессе обработки;
2) стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего;
3) повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений;
4) расширить технологические возможности используемого оборудования.
Экономическая целесообразность выбора и применения станочных приспособлений в любом производстве, особенно в серийном и массовом определяется их окупаемостью. Все затраты на оснащение производства приспособлениями должны быть компенсированы за счет снижения производственных затрат.
В зависимости от вида производства (единичное, серийное, массовое), технологических требований, конфигурации обрабатываемых заготовок, их размеров, условий применения технический уровень и структура станочных приспособлений различны. Для массового производства и крупносерийного производства в большинстве случаев применяют специальные станочные приспособления. Специальные станочные приспособления имеют одноцелевое назначение для выполнения определенных операций механической обработки конкретной детали. Эти приспособления наиболее трудоемки и дороги при исполнении. В условиях единичного и мелкосерийного производства широкое распространение получила система универсально сборных приспособлений, основанная на использовании стандартных узлов и деталей. Этот вид приспособлений более мобилен в части подготовки производства и не требует значительных затрат.
2. ОБЩИЙ РАЗДЕЛ
2.1 Назначение, устройство и принцип работы проектируемого приспособления
Проектируемое приспособление предназначено для надежного закрепления и базирования заготовки при выполнении операции «Сверление поперечного отверстия». Приспособление состоит из корпуса, опорных поверхностей, прижима, механизма передачи усилия и источника усилия. Так как тип производства – серийный, приспособление будет иметь ручной привод исполнительного механизма. Механизм передачи усилия – эксцентриковый.
Принцип работы: Заготовка устанавливается в на призмы приспособления. Со стороны исполнительного размера 28+/- 0,42 мм имеется упор, для обеспечения размера расположения отверстия от торца заготовки до оси отверстия с другой стороны имеется подпружиненный упор. Усилие пружины должно обеспечивать гарантированный прижим заготовки к противоположному упору. Поворотом рукоятки привода прижима, за счет эксцентрика тяга опускается вниз. Прижим при опускании ползуном копирует кривой паз в направляющей, чем обеспечивает поворот прижима в рабочее положение. Прижим непосредственно воздействует на заготовку, обеспечивая её неподвижность при обработке поверхностей и стабильность установки каждой детали. При повороте рукоятки в другом направлении, тяга поднимается за подпружиненным прижимом, за счет кривого паза и ползуна прижим поворачивается, обеспечивая удобство доступа к заготовке.
2.2 Разработка схемы базирования заготовки в приспособлении
Так как заготовка имеет цилиндрическую форму, (шлицы и шпоночный паз, на момент выполнения операции сверления поперечного отверстия не сформированы, произведена черновая обработка цилиндрических поверхностей) наиболее целесообразно применение призм для базирования заготовки. Призмы расположим на расстоянии 50 мм от торца противоположного от обрабатываемого отверстия, Вторую призму расположим на расстоянии 250 мм от первой. Таким расположением призм обеспечивается базирование заготовки на поверхности одного диаметра, обработанного за один переход, без переустановок. Для исключения перемещения заготовки вдоль оси, с торца заготовки устанавливаем упор. Для обеспечения надежной фиксации прижим будем осуществлять посередине между призмами сверху вниз.
2.3 Расчет погрешности базирования
Погрешность базирования в призмах возможна только в вертикальной плоскости из-за отклонений по размеру диаметра. Так как заготовка устанавливается в призмы на одной и той же поверхности и полученной за один переход, а в обработка ведется в вертикальной плоскости такая погрешность не влияет на точность расположения отверстия относительно оси заготовки.
Произведем расчет погрешности базирования отверстия относительно торца заготовки по размеру 28 +/- 0,42 мм.
Точность сверления в кондукторах обусловлена следующими основными факторами:
· Величиной зазора в посадочном отверстии сменной рабочей втулки Dвн
– Dсм
;
· Величиной зазора в направляющем отверстии рабочей втулки под сверло dвн
– dсв
;
· Эксцентриситетом рабочей втулки εрб
;
· Глубиной сверления b;
· Длиной направляющего отверстия рабочей втулки l;
· Расстоянием между нижним торцом рабочей втулки и заготовкой h;
 ; где ; где
yLизд
– допуск на размер детали;
y’ – предельное отклонение размеров кондуктора: для кондукторов нормальной точности y’ =  0.05 мм; (3, табл 13 стр. 285); 0.05 мм; (3, табл 13 стр. 285);
F – коэффициент, учитывающий вероятный предел отклонения координат центров отверстий в кондукторе;
F = 0,8; (3, табл 13 стр. 285);
yLконд
– допуск на размер кондуктора;
К - коэффициент, учитывающий наиболее вероятный предел зазоров в сопряжениях и наиболее вероятное смещение;
К = 0,5; (3, табл 13 стр. 285);
Dвн
– наибольший диаметр отверстия под сменную рабочую втулку;
Dвн
= 18,333 мм;
Dсм
– наименьший диаметр отверстия рабочей втулки;
Dсм
= 18,341 мм;
dвн
– наибольший диаметр отверстия рабочей втулки;
dвн
= 8,35 мм;
dсв
– наименьший диаметр сверла;
dсв
= 8,25 мм;
m – коэффициент, учитывающий наиболее вероятную величину эксцентриситета сменной втулки;
m = 0,4; (3, табл. 13 стр. 285);
εрб
– эксцентриситет рабочей втулки;
εрб
= 0,01 мм; (3, стр. 284);
Р – коэффициент, учитывающий наиболее вероятную величину перекоса сверла;
Р = 0,35; (3, табл. 13 стр. 285);
b – глубина сверления;
b = 35 мм;
l – длина направляющего отверстия рабочей втулки;
l = 15 мм;
h – расстояние между торцом направляющей втулки и заготовкой;
h = 5 мм;
 = + 0,22 мм; = + 0,22 мм;
 = -0,06 мм; = -0,06 мм;
Условие выполняется.
2.4 Расчет усилия зажима заготовки в приспособлении.
2.4.1 Расчет режимов резания и сил резания при обработке.
Скорость резания при сверлении определяется формулой:
 , где (СТМ 2, стр. 382); , где (СТМ 2, стр. 382);
D= 8 мм – диаметр сверления;
коэффициенты, для материала заготовки – сталь конструкционная, углеродистая, для материала инструмента – сталь быстрорежущая, при подаче более 0,2 мм/об.
Cv
= 9,8;
q= 0,4;
y= 0,5;
m= 0,2; (СТМ 2, табл. 38 стр. 383);
Подача s=0,2 мм/об для материала заготовки – сталь, материала инструмента – сталь быстрорежущая. (СТМ 2, табл. 35 стр. 381);
T = 25 мин, для материала заготовки – сталь, материала инструмента – сталь быстрорежущая, и при диаметре сверла 6-10 мм.
(СТМ 2, табл. 40 стр. 384);
общий поправочный коэффициент:
Kv = Kmv
Kи
v
Klv
, где (СТМ 2, стр. 385);
Kmv
– коэффициент на обрабатываемый материал
 , где (СТМ 2, табл. 1 стр. 358); , где (СТМ 2, табл. 1 стр. 358);
Kr – коэффициент характеризующий группу стали по обрабатываемости;
Kr = 1; (СТМ 2, табл. 2 стр. 359);
nv
= 0,9; (СТМ 2, табл. 2 стр. 359);
 = 1; = 1;
Kиv – коэффициент на инструментальный материал;
Kиv = 1; (СТМ 2, табл. 6 стр. 361);
Klv
– Коэффициент учитывающий глубину сверления;
Klv
= 0,85; (СТМ 2, табл. 41 стр. 385);
Kv = 1 1 0,85 = 0,85;
 = 22.88 м/мин; = 22.88 м/мин;
Частота вращения инструмента
 = =  =910 об/мин; =910 об/мин;
Частота вращения инструмента которую возможно задать на станке 800 или 1000 об/мин. Принимаем ближайшее значение 1000 об/мин.
Реальная скорость резания составит
 = =  = 25,12 м/мин; = 25,12 м/мин;
Определение сил резания;
Крутящий момент:
 , где (СТМ 2, стр. 385); , где (СТМ 2, стр. 385);
Cm = 0,0345; (СТМ 2, табл. 42 стр. 385);
q = 2; (СТМ 2, табл. 42 стр. 385);
y = 0,8; (СТМ 2, табл. 42 стр. 385);
Kp = Kmp =  , где (СТМ 2, табл. 9 стр. 362); , где (СТМ 2, табл. 9 стр. 362);
n = 0.75; (СТМ 2, табл. 9 стр. 362);
Kp = Kmp =  = 1; = 1;
 = 6.09 Нм
; = 6.09 Нм
;
Осевая сила:
 , где (СТМ 2, стр. 385); , где (СТМ 2, стр. 385);
Cp = 68; (СТМ 2, табл. 42 стр. 385);
q = 1; (СТМ 2, табл. 42 стр. 385);
y = 0,7; (СТМ 2, табл. 42 стр. 385);
Kp = Kmp = , где (СТМ 2, табл. 9 стр. 362);
n = 0.75; (СТМ 2, табл. 9 стр. 362);
 = 1763 Н. = 1763 Н.
Определение необходимого минимального усилия прижима заготовки:
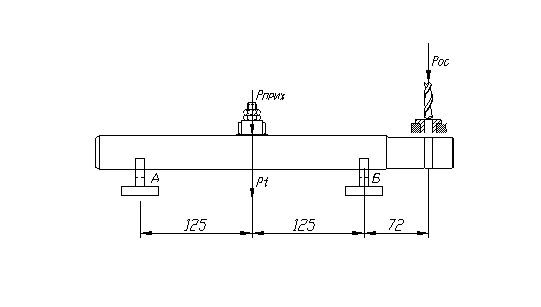
ΣМb = 0
Poc х 0,072 – Pminx 0.125 – Ptx 0.125 = 0, где
Poc – осевая сила от инструмента при резании,
Pmin – минимальное усилие прижима заготовки,
Pt – сила тяжести заготовки.
Pt = mx 9.8, где
m – масса заготовки,
Pt = 3.4 x 9.8 = 33 (Р),
Pmin = (Poc x 0.072 – Pt x 0.125)/0.125,
Pmin = (1763 x 0.072 – 33 x 0.125)/0.125 = 984
H
,
С учетом коэффициента запаса, принимаем усилие прижима заготовки 1500 Н.
Определение усилия на оси эксцентрика:
 ,где (1, табл. стр. 204); ,где (1, табл. стр. 204);
l – расстояние от оси сапожка до точки приложения усилия прижима,
l = 53 мм.
f = коэффициент трения на направляющей поверхности сапожка,
f = 0.1 (1, стр. 211);
q – сопротивление пружины,
q – 3 кг или 30 Н, так как масса сапожка около 350 гр.
H – высота сапожка,
H = 45 мм.
 = 2350 Н, = 2350 Н,
Определяем момент необходимый на оси эксцентрика:
 , где , где
α – угол подъема кривой эксцентрика,
α =
tgφ1
– коэффициент трения на зажимающей поверхности эксцентрика,
tgφ1
= 0,1 (1, стр. 211);
tgφ2
– коэффициент трения на оси эксцентрика,
tgφ2
= 0,1 (1, стр. 211);
r – расстояние от центра вращения эксцентрика до точки упора в выступ зажимающего ползуна,
r = 40 мм.
 = 28 H м, = 28 H м,
Усилие на рукоятке составит:
Pрук = M / Lрук = 28 / 0,2 = 140 Н, где
Lрук – длина рукоятки.
Расчет на прочность сильно нагруженного элемента
Одним из наиболее нагруженных элементов является тяга (поз. 18 сборочного чертежа).
Так как на эту деталь действует сила растяжения расчет будем вести по нормальным напряжениям.
σ = Q/S ≤ [σ], где
Q – сила действующая на тягу,
S – площадь поперечного сечения тяги,
[σ] – допускаемые напряжения для материала тяги,
[σ] = 250 МПа, для материала Сталь 20,
S = πr2
, где
r – радиус стебля тяги,
r = 5 мм.
S= 3,14х 52
= 78,5 мм2
,
σ = 2350 / 78,5 = 30 МПа,
Условие σ ≤ [σ] выполняется, таким образом деталь «Тяга» гарантированно выдержит рабочие нагрузки.
2.6 Требования безопасности к проектируемому приспособлению
Наружные элементы конструкции приспособления не должны иметь поверхностей с неровностями (острые кромки, углы и др.), представляющие источник опасности, если их наличие не вызывается функциональным назначением. Конструктивные элементы приспособления не должны выступать за габариты стола станка, не должны препятствовать работе станка и доступу к органам управления. Способ соединения со станком и со с сменными наладками должен исключать возможность самопроизвольного ослабления крепления, а также смещения приспособления в процессе эксплуатации. Установку в приспособление пружин сжатия с отношением высоты пружины к её наружному диаметру более 2,5 следует производить с применением специальных гильз, оправок и т. п. Конструкция приспособления должна обеспечивать свободное удаление СОЖ и стружки. Должна обеспечиваться безопасность установки и снятия заготовок, устраняющая возможность их самопроизвольного падения на опоры. Зажимные рукоятки не должны создавать опасности при работе станка. Высота от уровня пола (рабочей площадки) до органов управления приспособления должна быть 1000-1600 мм при обслуживании стоя и 600-1200 при обслуживании сидя. Должна обеспечиваться освещенность рабочих поверхностей приспособления в соответствии с требованиями СНиП 11-А5-71.Конструкция приспособления должна быть безопасной при складировании с транспортировке. Не допускается ремонт и техническое обслуживание приспособления во время работы станков. Приспособления должны храниться на стеллажах, в шкафах, обеспечивающих соблюдение всех требований безопасности складирования и хранения грузов. Контролю выполнения требований безопасности должны подвергать вновь изготовленные, модернизированные и прошедшие ремонт приспособления, в ходе приемочных, приемо-сдаточных и периодических испытаний (по ГОСТ 15.001-73).
ВЫВОДЫ
В данной курсовой работе выполнено проектирование приспособления для сверления поперечного отверстия в Детали «Вал шлицевый». Выполнен сборочный чертеж приспособления в трех проекциях, и спецификация на двух листах. Также выполнен чертеж одной из деталей приспособления, на которую проведен прочностной расчет, и наладка на операцию сверления.
В процессе проектирования приспособления для сверления поперечного отверстия в детали «Вал шлицевый», изучены и освоены принципы проектирования станочных приспособлений, а также ряд смежных тем, таких как: расчет силовых схем привода; расчет погрешности базирования; расчеты на прочность; расчет сил резания и режимов резания; расчет; основы конструирования; определение сил и реакций опор в статике; получено представление о технологических процессах механической обработки деталей и требованиях безопасности предъявляемых к приспособлениям при их проектировании и при работе на них.
ЛИТЕРАТУРА
1. Авторы: А. И. Астахов, С. В. Бояршинов, Б. Н. Вардашкин, В. В. Данилевский, Э. Л. Жуков, В. Б. Ильицкий, О. Я. Константинов, Ю. И. Кузнецов, З. Г. Кулешова, А. М. Панков, А. А. Шатилов. Рецензент И. А. Козлов Станочные приспособления: Справочник. В 2-х т. / Ред.совет: Б. Н. Вардашкин (пред.) и др. – М.: Машиностроение, 1984. – Т. 1 / Под ред. Б. Н. Вардашкина, А. А. Шатилова. 1984. 592 с., с ил.
2. Авторы: В. Д Бирюков, В. П. Близнюк, В. А. Блюмберг, В. В. Данилевский, А. И. Егоров, О. Я. Константинов, Ю. И. Кузнецов, Ю. Н. Кузнецов, Н. К. Моисеева, А. И. Попов, А. В. Проскуряков, А. Г. Ракович, Ю. А. Старостинецкий, Б. И. Черпаков, А. А. Шатилов, А. С. Шац, Н. И. Шилов. Рецензент Э. Г. Грановский. Станочные приспособления: Справочник. В 2-х т. / Ред.совет: Б. Н. Вардашкин (пред.) и др. – М.: Машиностроение, 1984. – Т. 2 / Под ред. Б. Н. Вардашкина, В. В. Данилевского. 1984. 656 с., с ил.
3. Горошкин А. К. Приспособления для металлорежущих станков: Справочник. – 7-е изд., перераб. И доп. – М.: Машиностроение, 1979. – 303 с., ил.
4. Справочник технолога – машиностроителя. В 2–х т. С74 Т.2/ Под ред. А. М. Дальского, А. Г. Суслова, А. Г. Косиловой, Р. К.Мещерякова. – 5–е изд., исправл. – М.: Машиностроение – 1, 2003 г. 944с., ил.
|