| 1.
Общие положения
1.1 Введение
Современное машиностроение отличается интенсивным расширением многообразия выпускаемой продукции. Одновременно происходит сокращение продолжительности цикла выпуска изделий одного вида. Объем выпуска продукции, как и прежде, изменяются в широком диапазоне - от единичных образцов до массового производства. Однако преобладающим начинает, становится мелко- и среднесерийное производство. Развитие объектов машиностроительного производства (автомобилей, тракторов, станков, локомотивов и пр.) характеризуется интенсивным ростом сложности машин и ужесточением требований к их качеству. За последние 25-30 лет сложность машин как объекта производства увеличилась в 4-6 раз. Повышение технических характеристик машин и увеличение числа их функций приводит к увеличению числа деталей и сборочных единиц, входящих в машину, усложнению их конструкции и повышению точности изготовления, замена традиционных материалов на новые, обладающие улучшенными физико-механическими свойствами. В этих условиях автоматизация основных и вспомогательных технологических процессов служит основным средством повышения эффективности производства. В автоматизированном производстве резко повышается требования к качеству каждого этапа производственного цикла, организации переналаживаемых, гибких технологических процессов и применению технологий с малым участием людей. Поэтому при внедрении автоматизации, большое внимание уделяется использованию микропроцессоров и электронно-вычислительной техники, гибких производственных систем, автоматизации контроля и управления технологическими процессами, загрузки оборудования, транспортировки деталей и сборочных единиц.
Автоматизация способствует интенсификации технологических процессов и снижению себестоимости изготовления изделий машиностроения, в корне меняет условия работы в промышленности, сглаживая противоречия между трудом умственным и физическим. Определяющей задачей на предстоящий период является существенное ускорение социально-экономического развития страны на основе научно-технической революции, Задачу интенсификация производства приходится решать при постоянно усложняющихся условиях его функционирования, так как удельная численность занятых в материальном производстве рабочих уменьшается из-за оттока трудоспособного населения в непроизводительную сферу. Практика показала, что дефицит рабочей силы может быть в значительной степени устранен за счет использования комплексной автоматизации производства на базе высокопроизводительного оборудования, станков с числовым программным – управлением, микропроцессорной техники, промышленных роботов и гибких автоматизированных производств. Повышение уровня автоматизации и гибкости производства в последние годы неразрывно связано с широким использованием промышленных роботов. Известно, что уровень роботизации производства не всегда пропорционально зависит от числа используемых роботов. Эффективность работы промышленных роботов. Определяется их техническими характеристиками, конструкцией и надежностью работы всех систем и узлов, а также в значительной мере зависит от качества выполненных работ по монтажу, наладке и своевременного технического обслуживания в процессе эксплуатации. В связи с широким внедрением промышленных роботов в производство потребовалось разработать принципы их создания и внедрения, упорядочить терминологию и определения, дать общую классификацию и номенклатуру шовных показателей. Для обслуживания промышленных роботов и технологического оборудования, оснащаемого ими.
Реализация задачи повышения эффективности общественного производства требует постоянного совершенствования уровня экономики и организации на каждом его участке. Большое, если не решающее, значение имеет отношение к этому инженерно-технических работников, наличие у них необходимых знаний и опыта в области экономической оценки проектируемых и используемых машин, технологических процессов и других средств.
Важной задачей учебных заведений является выпуск специалистов, обладающих не только глубокими и разносторонними техническими знаниями, но и знаниями научных основ организации и экономики производства для применения их в своей практической работе.
Экономическая подготовка инженеров, технологов-машиностроителей включает изучение специальных курсов по экономике и организации производства, выполнение практических работ и курсовых проектов и т. д. Большое значение имеет разработка экономических и организационных вопросов в дипломных проектах. В них экономическая подготовка студентов находит наиболее развернутое и углубленное выражение. Экономические расчеты в дипломных проектах, выполняемых на реальные темы, позволяют судить о целесообразности внедрения результатов работы в производство. Повышение уровня экономической подготовки будущих специалистов, в том числе и качества организационно-экономической части дипломных проектов, обусловливает необходимость создания методических, нормативных и справочных материалов и, что не менее важно, непрерывного их обновления и улучшения. Развитие экономики России, как и любой другой страны, невозможно без повышения конкурентоспособности продукции и услуг, а это в современных условиях означает, что наиболее актуальными становятся проблемы качества продукции (услуг), в том числе и изделий машиностроения.
Одной из основных предпосылок достижения требуемого качества изделий является метрологическое обеспечение производства, основанное на практическом использовании положений метрологии − науки об измерениях, методах и средствах обеспечения их единства и требуемой точности. Метрологическое обеспечение машиностроительного производства можно рассматривать как совокупность взаимосвязанных процессов: установление рациональной номенклатуры измеряемых параметров и оптимальных норм точности измерений этих параметров, выбор средств измерений (СИ) и его технико-экономическое обоснование; разработка и внедрение современных методик выполнения измерений, проверка, метрологическая аттестация и калибровка СИ, проведение метрологической экспертизы конструкторской и технологической документации, проведение анализа измерительных систем и некоторых других процессов, объединенных одной целью − достижение требуемого качества измерений. Измерения, и в частности измерения геометрических параметров изделий машиностроения, играют огромную роль в современном производстве, во многом определяя уровень его развития. Точность геометрических параметров машин и их деталей (точность размеров, расположения, формы и шероховатости поверхностей) в настоящее время оценивается микрометрами и долями микрометров. Соответствующие требования предъявляются и к точности измерений, определяемой как точностью СИ, так и методами их использования.
1.2 Описание назначения детали
Крышки служат для ограничения осевых перемещений валов, выполнение изолирующих и декоративных функций.
Заготовками для детали служит прокат (прутки, трубы), отливки, штамповки, листы. Выбор материала зависит от служебного назначения изделия, конфигурации, объема выпуска. Указанное изделие изготавливают из стали, чугуна, бронзы, пластмасс и других материалов. К изделиям типа крышка предъявляют следующие технические требования: точность базирующих поверхностей 6-8-го квалитетов, точность наружных базирующих поверхностей 6-8-го квалитетов; Допуски цилиндричности и круглости ответственных поверхностей 5-6-й степени точности; допуск перпендикулярности торцов осям 6-8-й степени точности.
Заготовками для изделий из стали рассматриваемой группы являются прокат, если конструктивное изделие имеет небольшие перепады диаметров ступеней; для изделий малых диаметров используют прутки. Штучные заготовки(резанный прокат) обычно используют для изготовления изделий диаметром не более 50 мм. В серийном производстве для деталей со значительным перепадами диаметрами используют штамповку. Штампованные заготовки и трубы применяют в качестве заготовок для изделий со значительными размерами внутренних отверстий.
Обычно наиболее трудоемкой предварительной операции обработки деталей этой группы являются токарная обработка при закреплении заготовки в патроне. В серийном производстве эти операции выполняют на станках с ЧПУ.
1.3
Определение и характеристика заданного типа производства
Серийное производство характеризуется ограниченной номенклатурой изделий изготовленных или ремонтируемых периодически повторяющимися партиями. В серийном производстве организационно технические условия характеризуются преобладанием универсального оборудования, используют универсальное, специализированное и специальное оборудование, в том числе станки с числовым программным управлением (ЧПУ), многоцелевые станки, гибкие производственные системы (ГПС), приспособленные к выполнению определенных видов обработки небольшим количеством изделий в партии, большим разнообразием приемов, менее детальной разработкой технологического процесса. Это вызывает необходимость периодической переналадки оборудования, прерывает приобретенный рабочий ритм в выполнении отдельных приемов и переходов и переключает его на выполнение другой работы требующей определенного времени на ее освоение и приобретение необходимых навыков и ритма. Вследствие этого, требуется более высокая квалификация рабочих, обладающих разносторонними навыками в выполнении значительно большего круга приемов, содержащих большое количество приноровительных, т.е. более замедленных по темпу исполнения движений.
В данном случае согласно заданию, задано серийное производство с объемом выпускаемой продукции 5 тыс. шт.
1.4
Технические условия на материал
Стекло органическое непластифицированое.
Полиметилметакрилат ЛПТ
ТУ 6 – 05 – 952 – 74
Сортамент – Стекло (органическое листовое) ГОСТ 10667 – 90
Получения – полимеризированием
| Наименование
|
Значение
|
Ед.изм
|
| Группа материала по виду
|
пластмассы, полимеры
|
|
| Модуль упругости
|
287
|
МПа
|
| Плотность
|
1180
|
Кг/куб.м
|
| Предел при изгибе
|
17
|
МПа
|
| Профиль заготовки
|
Лист 600х500х9
|
мм
|
| Температура размягчения
|
93 – 133
|

|
Механические и физические свойства пластмасс можно изменять в широких пределах смешиванием полимеров, добавлением пластификаторов и наполнителей, подбором условий формования и конструкции формуемых изделий.
Плотность большинства пластмасс 1,54 г/см3, что много ниже плотности металлов. Введение хлора в молекулу повышает плотность, например, у поливинилхлорида она равна 1,7 г/см3. У полипропилена наименьшая плотность среди пластиков; полистирол лишь чуть тяжелее воды. У пластиков с минеральными наполнителями плотность возрастает пропорционально содержанию наполнителя. Пенопласты и сотовые структуры, сделанные из бумаги и тканей, пропитанных пластиками, открывают возможность получения легких материалов высокой прочности.
Прозрачность. Светлые и прозрачные. Степень прозрачности-Аморфные полимеры оценивается по пропусканию света. У полиметилметакрилатов она наибольшая (свыше 90% светопропускания); полистирол и органические простые и сложные эфиры целлюлозы также обладают хорошей светопроницаемостью.
Электрическое сопротивление некоторых пластиков велико, и они находят разнообразные применения в электронном оборудовании. Полистирол, полиэтилен, полиметилметакрилат, полипропилен и тефлон (политетрафторэтилен) обладают прекрасными диэлектрическими и изолирующими свойствами.
Термостойкость. Некоторые пластические материалы, особенно полиимиды, кремнийорганические полимеры и тефлон, проявляют исключительную термостойкость, но с трудом поддаются прямому прессованию или литьевому формованию. Силиконовые каучуки можно формовать как резину, но процесс вулканизации продолжительный, а продукты непрочны. Тефлон можно медленно выдавливать при высоких температурах; получающиеся изделия тверды и устойчивы (без деструкции и разложения) при температурах до 260 течение длительного времени. Несмотря на несколько большую термостойкость, термоотверждающиеся пластики (реактопласты) этот предел выдерживают продолжительного нагрева до 200, c добавлением минеральных наполнителей можно повысить примерно до 250
Хладостойкость существенна для гибких элементов, используемых на открытом воздухе или в холодильниках. Сополимеризация и использование пластификаторов позволяет пластмассам удовлетворительно выдерживать низкие температуры.
Хемостойкость. Некоторые пластические материалы обладают исключительной устойчивостью к кислотам, щелочам и растворителям. Термореактивные смолы, в общем, не поддаются воздействию обычных растворителей. Щелочи и кислоты мало влияют на фенольные пластмассы, хотя их наполнители в некоторых случаях могут набухать. Пластмассы на основе мочевины слегка набухают в водных растворах, пластмассы на основе меламина несколько более устойчивы.
Некоторые растворители влияют на большинство термопластов. Углеводородные смолы обычно растворимы в ароматических углеводородах, но вода и низшие спирты не влияют на них. Полистирол чрезвычайно устойчив к сильным минеральным кислотам и щелочам. Поливиниловый спирт устойчив практически ко всем органическим растворителям, но растворим в воде. Ацетат целлюлозы проявляет хорошую устойчивость почти ко всем растворителям, кроме кетонов, однако поглощает некоторое количество воды. Ацетат -, пропионат-, бутират- и этилцеллюлозы не подвержены воздействию влаги.
Прочность на растяжение. Предел прочности на растяжение есть максимальное растягивающее усилие, которое материал может выдержать без разрыва. Большинство пластмасс имеют предел прочности 83 МПа; в некоторых случаях волокнистые-на растяжение в диапазоне 48 наполнители увеличивают прочность на растяжение. Линейные кристаллические материалы, подобные нейлону, после ориентации вытягиванием значительно повышают свою прочность на растяжение (до 414 МПа).-276
Прочность на сжатие. Предел прочности на сжатие есть максимальное давление, которое материал может выдержать без изменения (уменьшения) объема. Армированные пластики обладают более высокими пределами прочности на сжатие (более 200 МПа), чем ненаполненные винильные полимеры (ок. 70 МПа).
2. Расчетно-технологическая часть
2.1 Выбор вида заготовки и ее конструкция
Выбор заготовки зависит от типа производства, геометрической формы и размеров детали, технических условий на материал, количества изготовляемых деталей и точность их выполнения, наличия необходимого оборудования и оснастки.
В большинстве случае заготовка может быть получена несколькими способами, из которых необходимо выбрать наиболее оптимальный, т.е. наиболее экономичный для данного типа производства. Так например, заготовками для деталей типа ступенчатых валиков в условиях индивидуального и мелкосерийного производства является прокат, а в крупносерийном и массовом – штамповка. Заготовками для деталей типа корпусов, оснований, станин являются отливки или сварные конструкции.
В крупносерийном и массовом производстве при выборе заготовки следует предусматривать возможность высокопроизводительных методов их получения.
При выборе заготовок необходимо соблюдать следующие условия:
Марка и качество материала заготовки должны отвечать требованиям чертежа; от размеров готовой детали и иметь минимальные припуски на поверхностях, подлежащих механической обработке;
Наружные поверхности заготовок, не подлежащие механической обработке, должны быть чистыми и не иметь раковин, трещин, рыхлостей и других дефектов.
В данном случае целесообразно изготавливать заготовку из листа
Масса при отрезании заготовки m=0,121 кг
Определяем коэффициент использования материала (КИМ)
Исходя из расчетов, конструктивной формы детали и ее размерах в условиях серийного производства выгоднее будет применить заготовку типа лист.
2.2 Разработка технологического процесса изготовления заданной детали, выбор технологических баз
005 Заготовительная.

- Распустить лист на полосы 115х600 мм

- Разрезать полосы на заготовки 115х115 мм
010 Сверлийная.

- Сверлить 4отв.  3 согласно эскизу. 3 согласно эскизу.
- Снять фаски с отверстий 2 60 60 . .
015 Фрезерная.

- Фрезеровать торцы согласно эскизу.
020 Фрезерная.

- Фрезеровать колодец  . .
- Фрезеровать колодец  согласно эскизу. согласно эскизу.
025 Фрезерная.

- Фрезеровать контур по программе.
- Фрезеровать плоскость согласно эскизу.
030 Гроверовальная.

- Гроверовать текст по программе.
- Гроверовать контуры согласно эскизу.
035 Контрольная.
- Контролировать линейные размеры.
2.3 Выбор оборудования, приспособлений, режущего и мерительного инструмента
005 Заготовительная.
a) Станок для резки пластмасс ОСО12023
b) Пила дисковая 50х2х10 53С 160 – 16 Круг ГОСТ 21963 – 82.
c) Стекло органическое лист ЛПТ 9х500х600 ТУ 6-05-952-74
d) Линейка ЛД-1-125 ГОСТ 8026-92
010 Сверлийная.
a) Станок сверлийный 2Н135.
b) Сверло центровочное  Р14Ф4 ГОСТ 14952 – 75. Р14Ф4 ГОСТ 14952 – 75.
c) Сверло  Р6М5 ГОСТ 12122 – 77. Р6М5 ГОСТ 12122 – 77.
d) Тиски пневматические ГОСТ 14733 – 69.
e) Штангенциркуль ШЦ –  – 135 – 0,05 ГОСТ 166 – 89. – 135 – 0,05 ГОСТ 166 – 89.
015 Фрезерная.
a) Станок фрезерный Quantum BF 16
b) Фреза концевая  ВК 3 ГОСТ 16225 – 81. ВК 3 ГОСТ 16225 – 81.
c) Комплект винтов ГОСТ 14731 – 69.
d) Комплект прихватов ГОСТ 14733 – 69.
e) Прокладка для крепления заготовки.
f) Штангенциркуль ШЦ – – 135 – 0,05 ГОСТ 166 – 89.
020 Фрезерная.
a) Станок фрезерный Quantum BF 16
b) Фреза концевая  ВК 3 ГОСТ 16225 – 81. ВК 3 ГОСТ 16225 – 81.
c) 4 – и винта ГОСТ 14731 – 69.
d) Комплект прихватов ГОСТ 14733 – 69.
e) Прокладка для крепления заготовки.
025 Фрезерная.
a) Станок фрезерный Quantum BF 16
b) Фреза концевая  ВК 3 ГОСТ 16225 – 81. ВК 3 ГОСТ 16225 – 81.
c) 4 – и винта ГОСТ 14731 – 69.
d) Комплект прихватов ГОСТ 14733 – 69.
e) Прокладка для крепления заготовки.
030 Фрезерная.
a) Станок фрезерный Quantum BF 16
b) Фреза специальная
c) 4 – и винта ГОСТ 14731 – 69.
d) Комплект прихватов ГОСТ 14733 – 69.
e) Прокладка для крепления заготовки.
035 Контрольная.
a) Прибор оптоэлектронный TESA – Visio 300 DCC
b) Процент контроля 100
3.
Эксплуатационная часть
3.1 Назначение и технические характеристики станка и управляющего устройства с ЧПУ
Фрезерный станок модели Quantum BF16
| Технические характеристики станка
|
| 1.
|
Напряжения питания, В
|
220
|
| 2.
|
Потребляемая мощность, Вт не более
|
1000
|
| 3.
|
Продольное перемещения стола, мм
|
220
|
| 4.
|
Поперечное перемещения стола, мм
|
160
|
| 5.
|
Вертикальное перемещения головки, мм
|
210
|
| 6.
|
Частота вращения шпинделя, об/мин
|
100 – 3200
|
| 7.
|
Вылет шпинделя, мм
|
175
|
| 8.
|
Конец шпинделя
|
Морзе2/М10
|
| 9.
|
Перемещение пиноли, мм
|
50
|
| 10.
|
Тип системы управления
|
CNC
|
| 11.
|
Количество одновременно управляемых координат
|
3
|
| 12.
|
Максимальный диаметр торцевой фрезы, мм
|
63
|
| 13.
|
Максимальный диаметр пальцевой фрезы, мм
|
30
|
| 14.
|
Максимальный диаметр сверления в стали, мм
|
16
|
| 15.
|
Точность перемещения, мм
|
0,1
|
| 16.
|
Подключаемый порт компьютера
|
COM
|
| 17.
|
Габариты (ширина – длина – высота), мм
|
510 – 450 – 760
|
| 18.
|
Тип привода подач
|
шаговый
|
| 19.
|
Электродвигатель, кВт
|
450
|
| 20.
|
Масса, кг
|
59
|
Указания по эксплуатации.
· Станок следует эксплуатировать в нормальных климатических условиях по ГОСТ 15150 – 69.
· После транспортировки (консервирования) станка в условиях, отличающихся от требований ГОСТ 15150 – 69, перед первым запуском станок необходимо выдержать в сухом, хорошо проветриваемом помещении с нормальными климатическими условиями по ГОСТ 15150 – 69 не менее 3–х. часов.
· К работе на станке допускаются люди, изучившие его устройства и программирования.
· Перед сменой инструмента станок необходимо отключать от УП.
· Не рекомендуется чистить станок сжатым воздухом т.к направляющие могут забиться грязью.
Технические характеристики системы УЧПУ «CNC–ОМЕГА»
1. Назначение.
Устройство ЧПУ "CNC-Омега" предназначено для оперативного управления фрезерным или токарным станком, оснащенным следящими электроприводами подач по 3 координатным осям.
Устройство обеспечивает ввод, передачу программы на карту внешней памяти (КВП) и дальнейшее ее в ней хранения. Переноса программы с внешнего компьютера с помощью КВП на ЧПУ. Автоматическое выполнение управляющих программ обработки деталей и управление с пульта оператора.
2. Технические характеристики УЧПУ
| №
|
Наименование параметра
|
Значение
|
| 1
|
Количество управляемых осей
|
8
|
| 2
|
Количество одновременно управляемых осей
|
3
|
| 3
|
Максимальное программируемое перемещение:
|
|
| 4
|
линейные, мкм
|
1
|
| 5
|
угловые, град
|
359.99
|
| 6
|
Минимальное программируемое перемещение
|
|
| 7
|
линейные, мкм
|
99 999 999
|
| 8
|
угловые, град
|
0.01
|
| 9
|
Диапазон скоростей рабочей подачи, мм/мин
|
определяется
параметрами
станка
|
| 10
|
Диапазон скоростей вращения шпинделя об/мин
|
| 11
|
Максимальное количество дискретных входных/выходных сигналов
|
16/16
|
| 12
|
Электропитание от переменного однофазного тока:
|
|
| 13
|
- напряжение, В
|
220+/-20%
|
| 14
|
Частота, Гц
|
50+/-15%
|
| 15
|
Потребляемая мощность, Вт
|
50
|
| 16
|
Рабочие условия
|
|
| 17
|
Температура окружающей среды
|
от 5 до 40 °С
|
| 18
|
Автоматическое ускорение и замедление (по линейному закону)
|
+
|
| 19
|
Задание перемещений в абсолютных величинах
|
+
|
| 20
|
Линейная интерполяция
|
+
|
| 21
|
Круговая интерполяция
|
+
|
| 22
|
Позиционирование
|
+
|
| 23
|
Пауза
|
+
|
| 24
|
Торможение в конце кадра
|
+
|
| 25
|
Выход в исходную точку
|
+
|
| 26
|
Коррекция длины инструмента
|
+
|
| 27
|
Сверление
|
+
|
| 28
|
Растачивание сложных профилей
|
+
|
| 29
|
По кадровая отработка
|
+
|
| 30
|
Пуск программы с базового пульта СЧПУ и станочного пульта
|
+
|
| 31
|
Останов программы:
|
|
| 32
|
функциями, заданными в программе
|
+
|
| 33
|
в конце кадра
|
+
|
| 34
|
Пуск прерванной программы:
|
|
| 35
|
с точки останова
|
+
|
| 36
|
с нужного кадра
|
+
|
| 37
|
Ввод программы:
|
|
| 38
|
с клавиатуры
|
+
|
| 39
|
с УПП
|
+
|
| 40
|
Кодирование управляющих программ
|
Язык ISO
|
| 41
|
Сохранение УП
|
|
| 42
|
- на устройство переноса программ
|
+
|
| 43
|
Объем памяти программ - УПП
|
64/128 Кбайт
|
| 44
|
Температура хранения
|
-50...+80°С
|
| 45
|
Габаритные размеры:
|
|
| 46
|
Пульта оператора
|
367x213x45
|
| 47
|
Приборного блока
|
215x210x155
|
| 48
|
Масса, кг:
|
|
| 49
|
Приборного блока
|
2,5
|
3. Основные режимы работы УЧПУ
Устройство предоставляет возможность работы в следующих режимах:
- перемещение по координатам в ручном режиме от клавиш пульта УЧПУ или клавиш ручных перемещений технологического пульта
- автоматический режим
- полуавтоматический режим
- размерная привязка инструмента
4. Структурная
схема.
Структурная схема подключения УЧПУ к станку приведена на рис. 1. УЧПУ состоит из следующих блоков:
- блок управления (БУ);
- пульт управления (ПУ);
- программатор КВП;
- карта внешней памяти (КВП).

Краткое описание блоков УЧПУ "CNC-Омега".
Приведено краткое описание блоков и узлов УЧПУ.
Микроконтроллер
Микроконтроллер подключается по интерфейсу RS232 к пульту оператора и к карте внешней памяти (КВП) через адаптер УЧПУ.
Канал управления приводом шпинделя
Блок предназначен для управления главным приводом (шпинделем) станка.
Канал управления шаговыми приводами
Блок предназначен для одновременного управления следящими электроприводами станка по четырем координатам.
Канал управления дискретных входов/выходов
Блок позволяет осуществлять одновременную обработку и формирование 16 дискретных сигналов для узлов электроавтоматики с номинальным напряжением питания 24 В. Блок имеет независимые друг от друга 16 входов и 16 выходов (24 В, до 500 мА). Защита реализована программно – аппаратно. Номинальное напряжение высокого логического уровня входов электроавтоматики составляет 24 В + 50%.
7, Характерные неисправности и методы их устранения.
Во время работы устройства могут возникнуть неисправности, обусловленные следующими причинами:
- отсутствие питающего напряжения;
- отсутствие контактов в разъемах;
- неисправности элементов в модулях.
1. Отсутствие питающего напряжения может быть вызвано выгоранием плавких предохранителей блока питания, обрывом в шнуре питания или неисправностью самого блока питания. Шнур питания и предохранители заменяются на исправные. Неисправности блока питания устраняются специалистами. Замену блока питания производите только при отключенном от сети шнуре питания.
2. Возобновление контактов достигается протиркой контактирующих элементов спиртом.
3. Неисправности, связанные с выходом из строя элементов центрального блока определяются с помощью внешнего осмотра и тестового программного обеспечения УЧПУ. Устраняются только специалистами с использованием ЗИП. В случае не возможности устранения неисправностей устройства следует обратиться на предприятие- изготовитель.
7. Техническое обслуживание.
• Периодичность протирки контактов разъемов УЧПУ - 1раз в год. Спирт ректифицированный. Расход спирта - 100г на одно УЧПУ в год.
• В случае обнаружения неисправности в работе УЧПУ потребителю разрешается вынуть неисправный блок и провести ее внешний осмотр. Если на блоке нет повреждений монтажа или разъемов, то ее следует вставить в УЧПУ и вновь включить УЧПУ. В случае подтверждения неисправности, данный блок следует отправить на предприятию - изготовителю для ремонта. При этом предприятие - потребитель обязано сообщить в десятидневный срок в адрес предприятия - изготовителя сведения о проделанной работе.
• Обслуживание и ремонт разрешается производить обученным специалистам, имеющим соответствующее удостоверение о праве обслуживания УЧПУ.
• Внимание! Внимать и вставлять блоки, производить отключения и подключение разъемов в УЧПУ разрешается только при полностью выключенном УЧПУ.
Сверлильный станок модели 2Н125
ОБЩИЕ СВЕДЕНИЯ О СВЕРЛИЛЬНЫХ СТАНКАХ
Сверлильные станки предназначены для сверления, рассверливания, зенкерования, развертывания отверстий, нарезания резьбы, цекования, зенкования и т. д. Основными параметрами сверлильных станков являются; наибольший условный диаметр получаемого отверстия в стальных деталях, размер конуса шпинделя, вылет и наибольший ход шпинделя и др.
Сверлильные станки подразделяют на настольно-сверлильные, вертикально-сверлильные, радиально-сверлильные, многошпиндельные с постоянным расположением шпинделей и с переставными шпинделями, горизонтально-сверлильные для глубокого сверления. Настольные станки выпускают для сверления отверстий диаметром 3, 6, 12, 16 мм; вертикально-сверлильные и радиально-сверлильные— для сверления отверстий диаметром 18, 25, 35, 50 и 75 мм. В сверлильных станках главным движением является вращение шпинделя с инструментом, а движением подачи — вертикальное перемещение шпинделя.
Станок предназначен для сверления, рассверливания, зенкерования, зенкования, развертывания, нарезания резьбы машинными метчиками, подрезки торцов у деталей в единичном и мелкосерийном производстве.
Техническая характеристика станка.
Станок входит в конструктивную гамму вертикально-сверлильных станков. Станки этой гаммы имеют агрегатную' компоновку, удобное расположение рукояток управления, совершенную систему смазывания и т. д. Основные механизмы и движения в станке. На основании установлена колонна по вертикальным направляющим которой перемещается стол (установочное перемещение). В сверлильной головке расположены коробки скоростей и подач, сообщающие главное движение и движение подачи шпинделю с инструментом. Кинематика станка. Главное движение гильза шпинделя получает от электродвигателя через коробку скоростей, состоящую из тройного блока и двух двойных блоков. Гильза имеет шлицевое отверстие, через которое получает вращение шпиндель.
Шпиндель смонтирован на двух шариковых и одном упорном подшипниках. Имеется специальный механизм для удаления инструмента. Движение подачи передается шпинделю от гильзы через зубчатые пары два тройных блока и предохранительную муфту червячную пару, реечное, колесо на валу и рейку, нарезанную на гильзе шпинделя. Механизм подачи обеспечивает ручной отвод и подвод инструмента к заготовке, включение и выключение рабочей подачи, ручное опережение подачи; ручную подачу шпинделя, используемую при нарезании резьбы. Для этого используют штурвальный механизм подачи с муфтой Лимб / на валу предназначен для визуального отсчета глубины обработки и для наладки кулачков.
Установочное перемещение сверлильной головки осуществляют вручную через червячную пару и реечную передачу. Стол поднимают или опускают также вручную через колеса и передачу винт-гайка
| №
|
Наименование параметра
|
Значения
|
| 1
|
Наибольший условный диаметр сверления в стали
|
25
|
| 2
|
Рабочая поверхность стола
|
400х450
|
| 3
|
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола
|
700
|
| 4
|
Вылет шпинделя
|
250
|
| 5
|
Наибольший ход шпинделя
|
200
|
| 6
|
Наибольшее вертикальное перемещение:
|
|
| 7
|
сверлильной (револьверной) головки
|
170
|
| 8
|
стола
|
270
|
| 9
|
Конус Морзе отверстия шпинделя
|
3
|
| 10
|
Число скоростей шпинделя
|
12
|
| 11
|
Частота вращения шпинделя, об/мин
|
45-2000
|
| 12
|
Число подач шпинделя (револьверной головки)
|
9
|
| 13
|
Подача шпинделя (револьверной головки), мм/об
|
0,1-1,6
|
| 14
|
Мощность электродвигателя привода главного движения, кВт
|
2,2
|
| 15
|
Габаритные размеры:
|
|
| 16
|
длина
|
915
|
| 17
|
ширина
|
785
|
| 18
|
высота
|
2350
|
| 19
|
Масса, кг
|
880
|
ОПТОЭЛЕКТРОННЫЙ ПРИБОР TESA – VISIO 300 DSS.
| Увеличение
|
10x–65x
|
16x–97x
|
20x–130x
|
32x–195x
|
42x–260x
|
| Рабочее расстояние, мм
|
150
|
90
|
60
|
30
|
15
|
| Макс. высота, мм
|
0 – 60
|
0 – 120
|
0 – 150
|
0–180
|
15–195
|
| Макс. поле зрения, мм
|
16,3 x 12,2
|
10,9 x 8,2
|
8,8 x 6,5
|
5,8 x 4,3
|
4,4 x 3,2
|
| Мин. поле зрения, мм
|
2,9 x 2,2
|
2,0 x 1,5
|
1,5 x 1,1
|
0,9 x 0,7
|
0,7 x 0,5
|
Ручные или автоматические видеоизмерительные машины для безконтактных измерений. Модели с ручным управлением могут поставляться с TESA-VISTA - программным обеспечением для решения метрологических задач в мире индустрии. Эти простые в эксплуатации машины так же могут быть укомплектованы программным обеспечением PC-DMIS, которое является мощным комплексом для исследования детали в 2-х и 3-х координатных направлениях.
Работая под управлением ПО PC-DMIS-vision, версии машин с автоматическим моторизированным управлением способны работать в автоматическом режиме. Эти машины находятся в числе наиболее кункурентоспособных на сегодняшнем рынке.
Ключевые особенности системы.
1. Моторизированное увеличение изображения от 20х до 130х и даже более, в зависимости от экрана
2. Светодиодный источник света, т.е. исключено тепловое воздействие
3. Падающий свет (эпископический), создаваемый двойным рядом 24 светодиодов, сгруппированных в 4-х сегментах (линза Френеля), каждый из которых управляется индивидуально. Настраиваемая при помощи программного обеспечения яркость.
4. Коаксиальное освещение доступно в качестве дополнительной опции. Проходящий свет (диаскопический) от зелёного светодиода с регулировкой яркости
5. Лазерный указатель (класс 1) для локализации зоны измерения Координатный измерительный стол с оптоэлектронными инкрементными шкалами;
6. Разрешение до 0,05 мкм
7. Измерительное пространство X = 300 мм, Y = 200 мм, Z = 150 мм
8. Система разблокировки, обеспечивающая возможность быстрого перемещения стола в направлениях X и Y
9. Право- или леворучное управление в направлениях X и Z.
10. Максимальная нагрузка на стол 16 кг
11. Программное обеспечение TESA-VISTA или PC-Dmis
Внешний вид прибора TESA

Программное
обеспечение TESA VISTA.
· Простое в обращении измерительное программное обеспечение с дружественным интерфейсом. Позволяет измерять большое количество геометрических фигур быстро и точно.
· Отображение на экране текущих координат по осям X, Y и Z с разрешением 0,001 мм.
· Обнуление выбранных координат простым щелчком мыши
· Метрическая или дюймовая система единиц измерения
· Декартова и полярная система координат
· Возможно сохранение видеоизображения
· Графическое представление предварительно указанного и измеренного геометрического элемента
· Автоматическое определение кромки
· Поддержка и управление измерением в направлении Z
Поддерживаемые геометрические элементы и измерительные функции
Радиус
Диаметр
Дуга или окружность
Угол
Прямая
Расстояние (X/Y)
Паз
Измерение по оси Z
Взаиморасположение
Прямоугольность
Параллельность
Теоретическая точка
Теоретический диаметр
Преобразование координат X и Y, нулевой точки
Интерфейс программного обеспечения
Программное обеспечение PC - Dmis Vision
Обладая многочисленными возможностями программирования, программное обеспечение PC-Dmis Vision обеспечивает большой запас функциональности, реализуемый при помощи обновления до более продвинутых алгоритмов. Все протоколы измерений могут быть сконфигурированы для наиболее удобного восприятия пользователем и дальнейшей обработки и хранения в различных форматах.
Основные характеристики
Измерение в реальном времени до субпиксела.
Программирование по принципу указал и кликнул.
Автоматическое определение кромки (повышает скорость позиционирования, точность позиционирования перекрестия, точность и воспроизводимость измерений).
Взятие большого количества точек для измерения погрешностей формы с повышенной точностью.
Возможен импорт CAD-файлов различных форматов.
Автономное (off-line) составление измерительных программ.
Простое программирование.
Обратный инжиниринг с возможностью экспорта в CAD-формат.
Автоматическое определение используемого увеличения. Нет необходимости в повторной калибровке измерительного объектива при программировании.
Система автоматического или ручного контроля.
Упрощённый контроль в направлении Z благодаря фокусированию с помощью компьютера в графическом режиме.
Отображение всех измеренных значений на экране, включая результаты измерения взаиморасположения геометрических элементов, и определения кромки.
3.2 Виды и задачи автоматизации оперативного контроля
- Оперативный контроль действует на всех трёх этапах и подразделяется на следующие виды:
- входной контроль заготовок, инструмента и различных программ, поступающих на станок для обработки каждой конкретной детали;
- функциональный контроль, т.е. контроль процесса резания, инструментов, участвующих в автоматическом цикле изготовления детали, контроль промежуточных результатов обработки;
- выходной контроль готовой детали.
Входной контроль производится на подготовительном этапе. Назначение входного контроля проверить готовность станка, системы управления и инструмента к обработке заготовки, которая доставлена к станку транспортным устройством с автоматического склада. При этом возможны разнообразные ошибки: заготовка не соответствует детали, которая должна согласно плановому заданию обрабатываться в данный момент, размеры заготовки не соответствует устанавливаемым допускам; в памяти системы управления нет управляющей программы для обработки; заготовка неправильно установлена в приспособлении или само приспособление плохо выставлено и его положение отличается от принятого при разработке управляющей программы и т.д. Любая из этих ошибок может привести к аварии станка, к получению бракованных деталей.
Автоматический входной контроль на станке сокращает количество отказов и сбоев в работе станка, предотвращает аварии, способствует получению деталей с заданной системы точности. Ниже приведён перечень задач, которые могут решаться в ходе автоматизированного входного контроля на станке. Средства, входящие в состав различных подсистем, для подержание работоспособности:
· идентификация заготовок;
· измерение заготовок;
· проверка твёрдости заготовок;
· проверка наличия наружного инструмента и достаточности ресурса его стойкости во избежание остановок оборудования из-за его износа в ходе автоматического цикла обработки;
· размерная привязка нового инструмента к системе отсчёта станка;
· проверка соответствия размещения инструмента в магазине управляющей программы;
· проверка наличия необходимых программ;
· проверка базировки заготовки и в случае необходимости её корректировки;
· проверка надёжности зажима заготовки.
Перечень обобщённых задач, решающих системой ПРС на втором этапе автоматического цикла работы станка, могут включать:
1. контроль протекания рабочего процесса, силы резания, уровень вибрации;
2. частоты, виды стружки;
3. контроль состояния инструмента;
4. контроль работы системы управления;
5. контроль работы вспомогательных систем и механизмов;
6. контроль работы механизмов формообразования.
3.3 Разработка мероприятий по охране труда
ОСНОВНЫЕ ПРАВИЛА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ФРЕЗЕРНЫХ СТАНКАХ
Если при работе на сверлильных станках не уделять необходимого внимания вопросам безопасности, то могут иметь место производственные травмы. К основным причинам производственных травм следует отнести несоблюдение техники безопасности при работе режущим инструментом, пользовании приспособлением и электрическим приводом. При работе на станке следует особое внимание уделять отлетающей стружке, обращению с деталями, заготовками и другими предметами.
Режущие инструменты. При сверлении практически не удается оградить вращающийся инструмент, поэтому важное значение имеет состояние спецодежды, исключающей возможность захвата ее вращающимся инструментом. Порванная, не застегнутая на все пуговицы одежда, не убранные под головной убор волосы, выпущенные наружу концы женских косынок, платков, галстуков служат причиной захвата сверловщика вращающимися частями станка или инструмента.
Ограждению подлежат все приводные и передаточные механизмы станка (зубчатые колеса, цепи, ремни, шкивы, валы), поэтому необходимо следить за установкой защитных ограждений, удобных при эксплуатации станка.
Сливная стружка. Сливная стружка часто является причиной порезов рук и ног. До сих пор не найдено универсального средства устойчивого ее дробления в процессе резания в широком диапазоне режимов резания. Травму можно получить как во время работы станка, так и при уборке рабочего места. Для освобождения станка и рабочего места от стружки следует использовать специальные захваты.
Отлетающая стружка и пыль хрупких металлов. При обработке бронзы, латуни, чугуна, различных сплавов и стали образуются элементная отлетающая стружка и пыль. Стружка может травмировать (обжечь) лицо и руки сверловщика, а пыль — засорить глаза. При обработке хрупких металлов и неметаллических материалов воздух рабочей зоны загрязняется пылью обрабатываемого материала, имеющего во многих случаях вредные составляющие (такие, как свинец, бериллий, асбест и др.). При обработке отверстий в заготовках из материалов, дающих мелкую стружку и пыль, обязательно следует надевать очки и устанавливать специальные пневматические стружкоприемники, соединяемые с отсасывающими устройствами.
Приспособления для закрепления заготовок. Несчастный случай может произойти из-за ненадежного закрепления заготовки или инструмента, в результате этого они могут сдвинуться и нанести травму. При закреплении заготовки и инструмента возможен срыв с болта или гайки «разработанного» ключа несоответствующего размера (см. гл. 5).
Заготовки и обработанные детали и. Травмы иногда возникают при установке заготовки и съеме обработанной детали со станка вручную (падение заготовки на ноги, защемление рук между заготовкой и станиной станка). Ушибы ног или других частей тела часто происходят в результате неправильной укладки деталей, неудовлетворительного состояния полов и рабочих мест. Высота штабелей мелких деталей должна быть не более 0,5 м, средних — 1 м, крупных — 1,5 м.
Движущиеся части станков. Установку заготовки и съем обработанной детали производят при выключенном станке и на расстоянии от режущего инструмента, который может травмировать сверловщика при неосторожном движении.
Электрический ток. Ограждения, блокировки и заземление всегда должны быть в исправном состоянии в соответствии с действующими правилами.
Травмы могут возникнуть и при падении человека на поврежденном или загрязненном эмульсией, маслом или стружкой полу, при столкновении людей или наезде транспортных средств в механических цехах машиностроительных заводов. Поэтому сверловщик должен быть внимательным при работе на станке и во время перемещения по цеху.
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА.
К самостоятельной работе на фрезерных станках допускаются лица, прошедшие теоретическое и практическое обучение безопасным методам работы и инструктаж по охране труда. Повторный инструктаж должен проводиться не реже одного раза в квартал с 1 по 10 число первого месяца квартала, мастером с оформлением в журнале инструктажа.
1.2.Выполнять только ту работу, которая вам поручена и при условии, что безопасные способы выполнения ее вам известны. В сомнительных случаях обращайтесь за разъяснением к мастеру. При переводе на другую операцию необходимо дополнительно получить инструктаж с оформлением в журнале регистрации инструктажа на рабочем месте.
1.3. Необходимо соблюдать правила внутреннего трудового распорядка, утвержденного на предприятии.
1.4. Для фрезеровщика предусмотрена следующая специальная одежда и средства защиты:
Срок носки
- комбинезон вискозно-лавсановый. 12 месяцев;
- ботинки хромовые ГОСТ 26167-84. 12 месяцев;
- очки защитные 034-76-У ГОСТ 12.4.013-85. до износа.
1.5. На фрезеровщика могут воздействовать опасные и вредные производственные факторы:
1. физические:
- движущиеся части оборудования;
- опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
- пониженная освещенность рабочего места;
- повышенный уровень шума и вибрации на рабочем месте;
- заусенцы и острые кромки на инструменте и заготовках;
2. психофизиологические:
- физические перегрузки.
1.6.Требования по обеспечению пожаробезопасности:
- работник должен получить противопожарный инструктаж;
- знать правила пользования противопожарным инвентарем;
- не переодеваться и не хранить на рабочем месте одежду;
- не стирать спецодежду в бензине, керосине и различных растворителях;
- курить разрешается в специально отведенном месте.
1.7. Не хранить личные вещи и инструмент вблизи токоведущих частей оборудования.
1.8. На территории завода и цеха соблюдать следующие правила:
- быть внимательным к предупредительным сигналам движущегося транспорта;
- выполнять требования предупредительных плакатов и световых сигналов;
- не прикасаться к токоведущим частям оборудования, клеммам, электропроводам, не открывать электрошкафы;
- проходя мимо рабочего места электросварщика, не смотреть на пламя электросварки, во избежание заболевания глаз и потери зрения.
1.9. Соблюдать правила личной гигиены.
Перед приемом пищи тщательно вымыть руки теплой проточной водой с мылом. Не принимать пищу на рабочем месте.
1.10. Во время работы быть внимательным, не отвлекаться посторонними делами и не отвлекать других.
1.11. О всяком несчастном случае, происшедшем с вами или вашим товарищем по работе, поставить в известность мастера, оказать доврачебную помощь и обратиться в медпункт.
1.12. Контроль за выполнением данной инструкции возлагается на администрацию цеха. Невыполнение инструкции является нарушением производственной дисциплины, виновные в этом несут ответственность по действующему законодательству.
1.13. Если при расследовании несчастного случая на производстве, происшедшего с застрахованным, комиссией установлено, что грубая неосторожность застрахованного содействовала возникновению и увеличению вреда причиненного его здоровью, то с учетом заключения профсоюзного комитета или иного уполномоченного застрахованным представительного органа, комиссия определяет степень вины застрахованного в процентах.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ.
2.1. Надеть специальную одежду, застегнуть рукава, заправить одежду так, чтобы не было развивающихся концов.
2.2. Осмотреть и привести в порядок свое рабочее место, освободить проходы к рабочему месту и не загромождать их.
2.3. Убедиться в достаточной освещенности.
2.4. Подготовить рабочее место к работе, проверить:
- исправность патронов для крепления инструмента и приспособлений для крепления деталей;
- смазку станка смазочно-охлаждающей жидкостью;
- соответствие заготовок техническим условиям;
- исправность станка: ползун станка должен останавливаться, достигнув выключателя переднего или заднего. Нельзя работать не станке, если ползун, достигнув выключателя, продолжает, хотя бы медленно перемещаться.
- протяжки должны храниться в специальных стеллажах в подвешенном состоянии.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ.
3.1.Для обеспечения правильной установки на станке деталей перед обработкой очистить их поверхности от стружки и масла.
3.2.Очистку режущего инструмента, приспособлений и обрабатываемых деталей производить специальными щетками и только тогда, когда режущий инструмент и приспособление находятся в исходном положении.
3.3. Во время работы станка не очищать и не направлять режущий инструмент, приспособление и обрабатываемые детали.
3.4. Не браться не защищенными руками за режущую часть протяжки.
3.5. Не присоединять и не отсоединять протяжку на ходу станка, не поддерживать протяжку во время работы за режущую часть, так как руки рабочего могут быть прижаты зубьями протяжки к торцу обрабатываемой детали.
3.6. Для закрепления протяжек пользоваться только исправными и бспециально предназначенными для этой цели патронами и устройствами.
3.7. Не забивать детали на протяжку, если деталь не входит на направляющую, нужно найти причину и устранить её.
3.8. Вовремя работы не стоять против хода протяжки, так как в случае разрыва её конец может отлететь вперёд и ранить рабочего.
3.9. Не нагибаться над ползуном во время рабочего хода станка, потому что в случае поломки клин с большой силой выбрасывается из патрона вверх.
3.10.Не держаться руками за валик переключения, так как руки могут быть защемлены между упорами валика и ползуном станка.
3.11. Не стоять вблизи работающей протяжки во избежание захвата одежды её зубьями.
3.12. Не загромождать проходы, аккуратно укладывать полуфабрикаты и детали. Следить, чтобы готовые детали убирались своевременно.
3.13. Трубки подачи воздуха и масла к пневматическим и гидравлическим зажимным устройствам оберегать от механических повреждений. Внезапное падение давления в пневматических приспособлениях может стать причиной несчастного случая.
3.14. Не опираться на станок во время работы и не позволять это другим. Не передавать и не принимать чего-либо через станок во время его работы.
3.15. На горизонтально-протяжных станках механизм закрепления протяжек должен быть оснащен защитным устройством (кожухом) надежно предохраняющим работающих от вылета частей случайно поломавшегося инструмента во время работы станка. Эти устройства должны так же исключать возможность попадания рук в зону протягивания.
3.16. При ремонте, чистке, смазке для предотвращения пуска станка вывешивать табличку «НЕ ВКЛЮЧАТЬ! РАБОТАЮТ ЛЮДИ»
3.17. Не допускать к работе на станке необученных и посторонних лиц.
3.18. Не оставлять без надзора работающее оборудование. Уходя от станка отключить его от электросети.
3.19. Подъем и снятие тяжелых деталей, приспособлений производить грузоподъемными машинами. Лица, занимающиеся строповкой грузов должны пройти специальное обучение, аттестацию и иметь удостоверение стропальщика. При пользовании грузоподъемными машинами соблюдать инструкцию по охране труда «Для стропальщиков» ИОТ 55, «Для лиц, пользующихся грузоподъемными машинами, управляемыми с пола.» ИОТ 55-1.
3.20. В случае болезненного состояния работника, работу прекратить, отключить оборудование, привести рабочее место в безопасное состояние, доложить мастеру и обратиться в медпункт.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ.
4.1. Не загромождать проходы к рабочему месту.
4.2. В случае возникновения пожара, необходимо сообщить о нем в отделение пожарной охраны по телефону 01 или по извещателю.
4.3. Прекратить работы, приступить к тушению пожара с помощью огнетушителя, песка.
4.4. Получившему травму необходимо оказать первую доврачебную помощь. Поставить в известность мастера, старшего мастера, начальника
4.5. цеха сопроводить пострадавшего в медпункт. В тяжёлых случаях вызвать скорую помощь по телефону 22-40.
4.6. На месте происшествия несчастного случая до расследования его обстоятельств сохранить обстановку и состояние оборудования таким, каким оно было в момент происшествия (если это не угрожает жизни и здоровью окружающих).
4.6.Оказание доврачебной помощи пострадавшим при несчастном случае:
-при тепловом и солнечных ударах (внезапная слабость, головная боль) пострадавшего необходимо вывести на свежий воздух или тень;
- при появлении резких признаков недомогания (частый слабый пульс, бессознательное состояние, поверхностное слабое стонущее дыхание,
судороги) пострадавшего удалить в прохладное место, уложить, раздеть, охладить тело, обмахивать лицо, смачивать голову и грудь, обрызгать холодной водой. При остановке дыхания или резком его расстройстве следует делать искусственное дыхание;
-при поражении электрическим током, прежде всего, устраните воздействие тока пострадавшего, для чего отключите рубильник или отделите пострадавшего от токоведущих частей, пользуясь диэлектрическими перчатками или при помощи сухих, не проводящих ток предметов (палки, доски, веревки). Пострадавшего уложить спиной на твердую поверхность, проверить наличие дыхания и пульса, выяснить состояние зрачка, вызвать врача.
При плохом (резком и судорожном) дыхании следует делать искусственное дыхание и массаж сердца. При потере сознания - дать нюхать ватку, смоченную нашатырным спиртом;
-характерными признаками отравления, отработавшими газами являются головная боль, тяжесть в голове, головокружение, шум в ушах, сердцебиение, слабость, одышка, тошнота и рвота. В тяжелых случаях возможна судорога и потеря сознания. При отравлении газами пострадавшего необходимо вынести на свежий воздух или в другое помещение, расстегнуть ему одежду, стесняющую дыхание. При потере сознания необходимо сделать искусственное дыхание и вызвать врача;
-при ранении, прежде всего, остановить кровотечение. Если рана небольшая, то достаточно возле раны убрать грязь, участок тела вокруг раны обработать йодом, наложить антисептическую повязку из стерильной марли, бинта, поверх которой накладывают вату и укрепляющий бинт;
-при обильном кровотечении необходимо поднять раненую конечность, сдавить пальцами рук кровеносные сосуды. Выше раны на тело наложить жгут, а на рану - антисептическую повязку, вызвать врача. К жгуту должна быть прикреплена записка с указанием точного времени наложения жгута;
-ушибы сопровождаются болью. Для ослабления её и уменьшения кровоизлияния на ушибленное место следует воздействовать холодом, примочкой из холодной воды, льдом.
4.7. ПОМНИТЕ! Аптечка первой медицинской помощи находится в табельной цеха.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ.
5.1. Отходы производства необходимо убрать в мусоросборочные контейнеры.
5.2. Промасленную ветошь убрать в металлический ящик и закрыть крышкой.
5.3. Убрать свой рабочий инвентарь и сложить его в специально предназначенное для этого место.
5.4. По окончании работы необходимо тщательно промыть горячей водой с мылом руки, ополоснуть чистой водой открытые участки кожи.
5.5. О всякой замеченной неисправности доложить администрации цеха.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА СВЕРЛИЙНЫХ СТАНКАХ.
Прежде чем преступить к работе на станке следует привести в порядок рабочую одежду: застегнуть и подвязать обшлага рукавов надеть головной убор, женщины должны убрать волосы под косынку. Запрещается работать в рукавицах и перчатках а также с забинтованными пальцами без резиновых напальчников.
При обработке хрупких материалов дающих отлетающую стружку а также при дроблении стальной стружки при обработке необходимо применять специальные очки или индивидуальные щитки для защиты лица.
Перед началом работы нужно проверить исправность станка, кроме того следует убедится что обрабатываемая деталь, тиски и приспособления прочно закреплены на столе.
При сверлении отверстий в вязких металлах применяют спиральные сверла со стружкодробящими канавками. Установка деталей на станок и снятие их со станка производят при отведенном в исходное положение шпинделе с режущим инструментом за исключением случая когда станок оснащен специальным и многоместным приспособлением обеспечивающим загрузку деталей вне рабочей зоны. При установке Режущих инструментов следят за надежностью и прочностью их крепления и правильности центровки. Установку инструментов проводят при полном остановке станка.
Нельзя пользоваться инструментом с изношенными конусными хвостовиками. При установке в шпиндель сверла или развертки с конусным хвостовиком следует остерегаться пореза рук о режущую кромку инструмента. Режущий инструмент подводят к обрабатываемой детали постепенно, плавно без удара. В случае заедания инструмента поломки хвостовика сверла, метчика и других, станок необходимо выключить. Перед остановом станка инструмент отводят от обрабатываемой поверхности. После выключения станка нельзя останавливать шпиндель и патрон нажимом руки и прикасаться рукой к сверлу.
13.1 Бизнес план
Бизнес план
– это общепринятая в мировой хозяйственной практике форма представления деловых предложений и проектов, содержащая развернутую информацию о производственной, сбытовой, финансовой деятельности фирмы и оценку перспектив, условий и форм сотрудничества на основе баланса собственного экономического интереса фирмы и интересов партнеров, инвесторов, потребителей и конкурентов, перспектив, форм и условий сотрудничества.
В условиях рынка нереально добиться стабильного успеха в бизнесе, если не планировать эффективное его развитие, не аккумулировать постоянно информацию о собственных перспективах и возможностях, о состоянии целевых рынков, положении на них конкурентов и т.д.
Бизнес план
– это краткое, точное, доступное описание предлагаемого бизнеса.
Целью проекта является создание предприятия, которое будет производить комплектующие изделия применяемые в машиностроении. Производимая продукция являлась качественной и конкурентоспособной на рынке товарно - производственного назначения. По мере развития производства разрабатывать и выпускать другую продукцию на этом же оборудовании, что позволит укрепить положение фирмы на рынке производителей и расширить производство.
Качество продукции
– это совокупность свойств продукции обуславливающих её пригодность удовлетворять определённые потребности в соответствии с назначением.
Стандарт
– это документ устанавливающий требования к группам однородной продукции, правила её разработки, производства применения.
Для создаваемого предприятия выбрана организационно – правовая форма – Общество с ограниченной ответственностью, это одна из наиболее популярных форм хозяйственных обществ. Участники такого общества не отвечают по его обязательствам и несут риск убытков, связанных с деятельностью общества, в пределах стоимости внесенных ими вкладов. Если же участник внес вклад в уставный капитал общества не полностью, то он несет ответственность в пределах стоимости неоплаченной части его вклада. Общество же не отвечает по обязательствам своих участников. ООО может быть учреждено одним лицом, которое становится его единственным участником или может впоследствии стать обществом с одним участником, но не может иметь в качестве единственного участника другое хозяйственное общество, состоящее из одного лица. Число участников общества не должно быть более пятидесяти.
Участники общества с ограниченной ответственностью вправе:
1) участвовать в управлении делами общества в порядке, установленном законом и учредительными документами общества;
2) получать информацию о деятельности общества и знакомиться с его бухгалтерскими книгами и иной документацией в установленном его учредительными документами порядке;
3) принимать участие в распределении прибыли;
4) продать или иным образом уступить свою долю в уставном капитале общества либо ее часть одному или нескольким участникам данного общества в порядке, предусмотренном Федеральным законом и уставом общества;
5) в любое время выйти из общества независимо от согласия других его участников;
6) получить в случае ликвидации общества часть имущества, оставшегося после расчетов с кредиторами, или его стоимость.
Для производства детали «Крышка» необходимо купить оборудование, в связи, с чем первоначальные инвестиции составят 3 500 000 рублей. Финансирование будет производиться за счет нераспределенной прибыли прошлых периодов. При этом предполагаемый объем продаж составит 5000 штук в год, что частично удовлетворит рынок, ожидаемая чистая прибыль составит 113 286,25 тысяч рублей.
13.2 Исходные данные
1. Наименование детали Крышка
2. Материал Стекло органическое ЛПТ ТУ6 – 05 – 952 – 74
3. Масса готовой детали 0,121 кг.
4. Вид заготовки Прокат листовой
5. Масса заготовки 0,140 кг.
6. Годовая программа выпуска 5000
7. Режим работы 2 смены
8. Продолжительность смены 8 часов
9. Коэффициент загрузки участка 0,4
10.Технологический процесс изготовления детали Таблица 1.
Таблица 1
| №
|
Наименование операции.
|
Тип оборудования
|
Норма времени.
|
Разряд работ.
|
Мощность электродвигателя,
кВт.
|
| 
мин.
|

мин.
|
| 1
|
Отрезная
|
ОСО 12023
|
15,2
|
4,29
|
3
|
1,6
|
| 2
|
Сверлийная
|
2Н125
|
8,5
|
3,5
|
4
|
2,2
|
| 3
|
Фрезерная
|
Quantum BF 16
|
26
|
14,7
|
4
|
0,45
|
| 4
|
Фрезерная
|
Quantum BF 16
|
19,2
|
16,8
|
4
|
0,45
|
| 5
|
Фрезерная
|
Quantum BF 16
|
17,5
|
14,6
|
4
|
0,45
|
| 6
|
Фрезерная
|
Quantum BF 16
|
37,5
|
20
|
4
|
0,45
|
13.3 Производственные расчёты
13.3.1 Расчет требуемого количества оборудования
Необходимое количество оборудования на каждой операции определяем по формуле:
 , ,
где Op
- расчетное количество оборудования;
Onp
- принятое количество оборудования;
Nпл
- годовая программа выпуска изделия в планируемом году;
tшт
- норма времени (мин);
Ктп
- коэффициент технологических потерь Кт.п.
= 1,02 /1,03;
Квн
- коэффициент выполнения норм Кв.н.
= 1,06 / 1,1;
η -
коэффициент загрузки участка:
Коэффициент загрузки участка
– это есть загруженные рабочие места:
1 Если они загружены в полном объёме, то коэффициент загрузки равен 1
2 Если не догруженные рабочие места, то коэффициент загрузки равен числу стоящему после запятой в расчётном числе рабочих мест на составляющей операции
Если коэффициент загрузки равен 1, то участок работает без перерывов. Если меньше единицы, то оставшийся процент идёт на ППР (плановый предупредительный ремонт), физиологические нужды.
 ; ; 
Fп
- полезный фонд времени работы оборудования за год:
Fп
= (Дк
- Дв
) ∙ Тсм
,
где Дк
- количество календарных дней в году;
Дв
- количество выходных дней;
Тсм
- продолжительность смены: Тсм
= 8 часов;
 Onp1
= 1 Onp1
= 1
 Onp2
= 1 Onp2
= 1
 Onp3
= 1 Onp3
= 1
 Onp4
= 1 Onp4
= 1
 Onp5
= 1 Onp5
= 1
 Onp6
= 1 Onp6
= 1
Коэффициент загрузки оборудования находим по формуле:
Кз
=
Все расчеты сводим в таблицу 2.
Таблица 2
Требуемое оборудование.
| №
|
Наименование
операции
|
Тип оборудования
|
tшт
, мин.
|
Количество оборудования
|
Кз
|
| Орасч.
|
Опр.
|
| 1
|
Отрезная
|
ОСО12023
|
15.2
|
0.3
|
1
|
0.3
|
| 2
|
Сверлильная
|
2H125
|
8.2
|
0.16
|
1
|
0.16
|
| 3
|
Фрезерная
|
Quantum BF16
|
26
|
0.52
|
1
|
0.52
|
| 4
|
Фрезерная
|
Quantum BF16
|
19.2
|
0.38
|
1
|
0,38
|
| 5
|
Фрезерная
|
Quantum BF16
|
17.5
|
0,35
|
1
|
0,35
|
| 6
|
Фрезерная
|
Quantum BF16
|
37.5
|
0,75
|
1
|
0,75
|
На основании расчётов строим график загрузки оборудования. И находим средний коэффициент загрузки.
Кз ср
=


13.3.2 Расчет общей численности работающих на участке
Общая численность работающих участка складываются из численности основных, вспомогательных рабочих, а также руководителей, специалистов и служащих.
13.3.2.1 Расчет численности основных рабочих на каждой операции
определяются по формуле:
Рсп
=  ∙ h ∙ Kсп
, ∙ h ∙ Kсп
,
где Onpi
- принятое количество оборудования на данной операции;
Cф
- количество станков, которые может обслуживать рабочий;
h - сменность работы оборудования;
Ксп
- коэффициент, учитывающий потери рабочего времени по уважительным причинам (отпуска, болезни, выполнения, гособязанностей): Ксп
=1,1;
Рсп
- списочное количество рабочих;
Сф
=  , ,
где tм
- машинное время обработки;
Машинное время –
это время затрачиваемое на обработку детали без непосредственного участия рабочего
Машинное время –
это время, в течение которого производится снятие стружки т. е. происходит изменение формы, размеров и
внешнего вида детали.
В машинное время входит время, затрачиваемое на врезание и перебег (подход и выход) режущего инструмента, на обратные ходы (у строгальных и долбёжных), на проход инструмента при пробных стружках, поэтому при учёте машинного времени рассчитанная длина обработки применяется с учётом всех этих припусков.
tшт
- штучное время;
Штучное время –
это сумма машинного времени, затрачиваемого на обработку детали, вспомогательного времени, необходимого для установки и снятия детали, для подхода и отхода инструмента, времени на обслуживание оборудо вания, время затрачиваемое на физические нужды рабочего
(tшт
= tм
+ tвс
+ tобс
+ tф
)
tpyч
- ручное время обработки;
tpyч
= tшт
– tм
tРУЧ 1
= 15.2 – 4.29 = 10.91мин.
tРУЧ 2
= 8.2 – 3.5 = 4.7 мин.
tРУЧ 3
= 26 – 14.7 = 11.3мин.
tРУЧ 4
= 19.2 – 16.8 = 2.4 мин.
tРУЧ 5
= 17.5 – 14.6 = 2.9 мин.
tРУЧ 6
= 37.5 – 20 = 17.5 мин.
Подсчитываем количество станков, которые может обслуживать рабочий.






Расчёт численности основных рабочих на каждой операции
Рсп1
=  ∙ 2 ∙ 1,1 = 1,58 ∙ 2 ∙ 1,1 = 1,58
Рсп2
=  ∙ 2 ∙ 1,1 = 1,29 ∙ 2 ∙ 1,1 = 1,29
Рсп3
=  ∙ 2 ∙ 1,1 = 0,95 ∙ 2 ∙ 1,1 = 0,95
Рсп4
=  ∙ 2 ∙ 1,1 = 0,27 ∙ 2 ∙ 1,1 = 0,27
Рсп5
=  ∙ 2 ∙ 1,1 = 0,36 ∙ 2 ∙ 1,1 = 0,36
Рсп6
=  ∙ 2 ∙ 1,1 = 1,02 ∙ 2 ∙ 1,1 = 1,02
Все расчеты сводим в таблицу 3.
Таблица 3
Численность и разряд основных рабочих
| №
|
Наименование
операции
|
Опр.
|
Сф
|
Количество рабочих
|
Разряд рабочих
|
Профессия
|
| Рсп.р.
|
Рсп.пр.
|
| 1
|
Отрезная
|
1
|
1,39
|
1,58
|
2
|
3
|
Резчик
|
| 2
|
Сверлильная
|
1
|
1,7
|
1,29
|
2
|
4
|
Сверловщик
|
| 3
|
Фрезерная
|
1
|
2,3
|
0,95
|
1
|
4
|
Фрезеровщик
|
| 4
|
Фрезерная
|
1
|
8
|
0,27
|
1
|
4
|
Фрезеровщик
|
| 5
|
Фрезерная
|
1
|
6
|
0,36
|
1
|
4
|
Фрезеровщик
|
| 6
|
Фрезерная
|
1
|
2,14
|
1,2
|
2
|
4
|
Фрезеровщик
|
На основании расчётов определяется средний тарифный коэффициент рабочих, таблица 4.
Таблица 4
Тарифный коэффициент рабочих
| Наименование
профессий
|
Количество рабочих
|
В том числе по разряду
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| 1,0
|
1,05
|
1,10
|
1,20
|
1,30
|
1,40
|
| Резчик пластмасс
|
2
|
|
|
2
|
|
|
|
| Сверловщик
|
2
|
|
|
|
2
|
|
|
| Фрезеровщик
|
1
|
|
|
|
1
|
|
|
| Фрезеровщик
|
1
|
|
|
|
1
|
|
|
| Фрезеровщик
|
1
|
|
|
|
1
|
|
|
| Фрезеровщик
|
2
|
|
|
|
2
|
|
|
| Итого:
|
9
|
|
|
2
|
7
|
|
|
Расчёт основных рабочих производства. К ним относятся:
- токарь
- фрезеровщик
- сверловщик
- шлифовщик и т.д.
Rср.осн. раб.
=  , ,
где Ri
– количество работников
Pi
– разряд рабочих
Робщ
– общее число рабочих
Rср. осн. раб
= 
Кср.осн.раб.
=  , ,
где Кi
– тарифный коэффициент
Кср. осн. раб
= 
13.3.2.2 Расчет численности вспомогательных рабочих
Численность вспомогательных рабочих определяется несколькими методами:
- по местам обслуживания;
- по нормам обслуживания;
- по нормам относительной численности, т.е. в процентах от числа основных рабочих.
В крупносерийном и массовом типе производства число вспомогательных рабочих составляет примерно 40-50 % от численности рабочих:
Рвсп
= ∙ Росн ∙ Росн
Рвсп
= 0,4 ∙ 9 = 3,6
Рвсп
= 4
К вспомогательным рабочим относятся:
- транспортные рабочие, контролеры, кладовщики, ремонтные и дежурные слесари, наладчики и др. работники.
Все расчеты сводим в таблицу 5.
Таблица 5
Количество и разряд вспомогательных рабочих
| Наименование
профессий
|
Количество рабочих
|
В том числе по размеру
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| 1,0
|
1,1
|
1,2
|
1,35
|
1,55
|
1,8
|
| Наладчик
|
1
|
|
|
|
|
1
|
|
| Слесарь по текущему ремонту
|
1
|
|
|
|
|
1
|
|
| Контролёр
|
1
|
|
|
|
|
1
|
|
| Электрик
|
1
|
|
|
|
1
|
|
|
На основании расчётов определяется средний тарифный коэффициент вспомогательных рабочих.
Rср.осн. раб.
=
Rср
= 
Кср.осн.раб.
= 
Кср
= 
13.3.2.3 Расчет численности руководителей, специалистов и служащих (РСС)
Численность руководителей, специалистов и служащих определяем в процентах от числа основных рабочих и вспомогательных рабочих. Численность РСС в крупносерийном и массовом производстве составляет примерно 10% от численности основных и вспомогательных рабочих.
Чрсс
=  ∙ (Росн
+ Рвсп
) ∙ (Росн
+ Рвсп
)
Чрсс
= 0,1 ∙ (9 + 4) = 1,3
Чрсс
= 2
Все расчеты сводим в таблицу 6 сводной ведомости работающих.
Таблица 6
Количество работников работающих на участке
| Категория работающих
|
Количество
|
Проценты от общего количества
|
| Основные
|
9
|
60 %
|
| Вспомогательные
|
4
|
26,7 %
|
| Руководители, специалисты и служащие
|
2
|
13,3 %
|
| Итого:
|
15
|
100 %
|
3.4 Экономические расчёты
13.4.1 Расчет фондов заработной платы
Общий фонд заработанной платы складывается из суммы фондов заработной платы каждой категории рабочих.
Заработная плата
– это вознаграждение работника за определённый труд.
По формам начисления она подразделяется на:
а) Повременная
б) Сдельная
Размер заработной платы зависит от сложности и условий выполняемой работы, квалификации работника и результатов его труда.
13.4.1.1 Расчет фондов заработанной платы основных рабочих
Фонд заработной платы (ФЗП) состоит из:
1. Тарифного фонда, который определяется по сдельным расценкам или часовым тарифным ставкам.
ФЗПтар
=  , ,
где  - суммарная сдельная расценка на все операции технологического процесса; - суммарная сдельная расценка на все операции технологического процесса;
Nпл
– годовая программа
η – коэффициент потерь 0,4
 , ,
где Кмс
- коэффициент многостаночного обслуживания; Кмс
= 0,75 – 0,9
Рср
– количество многостаночного обслуживания
 руб. руб.
 руб. руб.
 руб. руб.
 руб. руб.
 руб. руб.
 руб. руб.
Подсчитываем фонд заработной платы:

2. Часового фонда, который определяется суммой тарифного фонда и доплат
ФЗПчас
= ФЗПтар
+ Доплата
Для стимулирования труда необходимо заинтересовать каждого рабочего в результатах своего труда, поэтому необходимо стимулировать труд рабочих и запланировать выплату премий из фонда оплаты труда. Фонд оплаты труда состоит из: фонда оплаты труда и доплат.
В состав доплат входят:
а) премии за выполнение задания и его качества
б) за бригадирство
в) за наставничество
г) работу в ночные часы и праздничные дни – сверхурочное время.
ФЗПчас
= ФЗПтар
∙ 1,25
К доплатам относятся:
- премии по сдельно - премиальной и повременно
- премиальной системе, за руководство бригадой не освобожденным бригадирам.
Сумма этих доплат составляет примерно 20 - 25% от ФЗПтар
ФЗПчас
= 937 500∙ 1,25 = 1 171 875руб.
3. Годового фонда зарплаты, которой равен сумме часового фонда и дополнительной заработной платы.
ФЗПгод
= ФЗПчас
+ Доп
ЗП
Доп
ЗП включает в себя доплату за работу в тяжелых и вредных цехах, за сокращённый день подростков до 18 лет, оплат очередных и дополнительных отпусков, выполнение гос. обязанностей, кроме того плановые разовые пособия призывающихся на службу и подающих под сокращение штата.
ФЗПгод
= ФЗПчас
∙ 1,1
К дополнительной заработанной плате относится: оплата очередных и дополнительных отпусков, выполнение гос. обязанностей, выходные пособия и др. Сумма этих доплат составляет примерно 8 -15% от ФЗПчас
. Для определения среднегодовой, среднемесячной заработной платы рассчитываем сумму выплат из прибыли.
ФЗПгод
= 1 171 875 ∙ 1,1 = 1 289 062.5 руб.
Определяем выплаты из прибыли. Они составляют 20% от ФЗПчас.
Доплаты =  ∙ ФЗПчас ∙ ФЗПчас
Доплаты = 0,2 ∙ 234 375 = 46 875руб.
- премии по итогом года, удешевления питания в столовой, проезд в городском транспорте, оказание материальной помощи и др. Сумма выплат составляет примерно 25 - 30% от ФЗПчас
Выплаты =  ∙ ФЗПгод ∙ ФЗПгод
Выплаты = 0,3 ∙ 1 171 875= 351 562.5руб.
Далее определяем среднегодовую и среднемесячную зарплату:
ЗПср.год
= 
ЗПср.год
=  руб. руб.
ЗП = 
ЗП =  15 191руб. 15 191руб.
- За выполнения плана в течение месяца рабочим полагается премия в размере 45% от месячной зарплаты
Премия = 
Премия=  =8203.14 руб. =8203.14 руб.
Заработная плата рабочего за месяц:
ЗПср.мес
= ЗП + Премия
ЗПср.мес
= 15 191 + 8 203.14 = 23 394.14руб.
13.4.1.2 Расчет фондов заработанной платы вспомогательных рабочих
Тарифный фонд заработанной платы рабочих - повременщиков (ФЗПтар
) рассчитывается исходя из тарифной ставки, количества рабочих - повременщиков и полезного времени 1 рабочего.
Вспомогательные рабочие заняты обслуживанием основного производства.
К ним относятся:
- комплектовщики
- ремонтники
- электрики
- контролёры
- наладчики
- кладовщики и т.д.
ФЗПтар
= Тст
ср.час
 Рпов
∙ Fп, Рпов
∙ Fп,
где Тст. ср. час.
- среднечасовая тарифная ставка;
Тст.ср.час
= Тст
1разр.
∙ Кср
,
где Кср
- средний тарифный коэффициент;
Рпов
- количество вспомогательных рабочих повременщиков;
Тст.ср.час
= 16.254 ∙ 1,35 = 21.9429 руб.
- Тарифный фонд заработной платы:
ФЗПтар
= 21.9429 ∙ 4 ∙ 2000 = 175 543.2 руб.
- Часовой фонд заработной платы:
ФЗПчас
= ФЗПтар
+ Доплата
ФЗПчас
=1,25 ∙ ФЗПтар
ФЗПчас
= 175 543.2∙ 1,25 = 219 429руб.
- Годовой фонд заработной платы:
ФЗПгод
=ФЗПчас
+ Доп ЗП
ФЗПгод
= ФЗПчас
∙ 1,1
ФЗПгод
= 219 429∙ 1,1 = 241 371.9руб.
Определяем выплаты из прибыли. Они составляют 20% от ФЗПчас.
Доплаты =  ∙ ФЗПчас ∙ ФЗПчас
Доплаты = 0,2 ∙ 219 429= 43 885.8руб.
Определяем среднегодовую и среднемесячную заработанную плату
Выплаты =  ∙ ФЗПгод ∙ ФЗПгод
Выплаты = 0,3 ∙ 241 371.9= 72 411.57руб.
ЗПср.год
.=
ЗПср.год
=  78 445.8675руб. 78 445.8675руб.
ЗПср.мес
=
ЗПср.мес
=  6 537.15руб. 6 537.15руб.
13.4.1.3 Расчет фондов заработной платы руководителей, специалистов и служащих (РСС)
Оплата труда этой категории сотрудников осуществляется по схемам должностных окладов с учётом присвоенной им категории. По данным рассчитываемого предприятия устанавливают величину месячного оклада.
Исходя из штатного расписания (таблица 7), определяем среднегодовую, среднемесячную заработную, плату
Таблица 7
Количество работников РСС и их оклады
| Должность
|
Количество рабочих
|
Оклад, руб.
|
ФЗП год. руб.
|
| Мастер
|
2
|
10 000
|
240 000
|
| Итого
|
2
|
20 000
|
ФЗПгод
= Ообщ
∙ 12,
где Ообщ
- общий оклад рабочих
12 – количество месяцев
ФЗПгод
= 20 000 ∙ 12 = 240 000руб.
ЗПср.год
= 
Выплаты = ∙ ФЗПгод
Выплаты = 0,3 ∙ 240 000= 72 000руб.
ЗПср.год
=  156000 руб. 156000 руб.
ЗПср.мес
=
ЗПср.мес
=  руб. руб.
Все расчеты по работающим на данном участке сводим в таблицу 8.
Таблица 8
Планируемый расчёт рабочих участка.
| Категория работающих
|
ФЗПгод.
руб.
|
ЗПср. год.
руб.
|
ЗПср. мес
, руб.
|
| Основные
|
1 289 062.5
|
182 291.7
|
23 394.14
|
| Вспомогательные
|
241 371,9
|
78 445,8675
|
6 537,15
|
| РСС
|
240 000
|
156 000
|
13 000
|
| Итого:
|
1 770 434,4
|
416 737.5675
|
42 931.29
|
Расчёт обязательных платежей в бюджет. Включает в себя следующие платежи:
- Взносы в пенсионный фонд перечисляются исходя из возрастной категории работающих и средний процент принимает (14 % от ФЗП)
 руб. руб.
- Отчисления в фонд социального страхования (2,9 % от ФЗП)
 руб. руб.
- Отчисления в фонд обязательного медицинского страхования (2,1 % от ФЗП)
 руб. руб.
- Отчисления за травматизм (1 % от ФЗП)
 руб. руб.
13.4.2 Определение потребности в основных материалах
Потребность в основных материалах определяется исходя из нормы расхода материалов на 1 изделие и годовой программы выпуска изделий.
М=  , ,
где g3
- норма расходов материала на 1 изделие, (масса заготовки);
М=  т. т.
Отх
=  , ,
где gд
– возвратные отходы, (масса детали);
Отх
=  т. т.
Потребность в материалах определяется в натуральном, так и в стоимостном выражении. Стоимость материалов на годовую программу выпуска составляет:
См
= М ∙ Цз
∙Ктз
,
где Ктз
- коэффициент транспортного - заготовительных расходов; Ктз
=1,1 К Ктз
относят расходы на доставку, загрузку, разгрузку и транспортировку, комиссионные вознаграждения.
Цз
- Цена 1 тонны материала.
См
= 1,75 ∙ 100 000 ∙ 1,1 = 192 500руб.
Стоимость отходов составляет:
Сотх
= Отх
∙ Цо
Цо
- цена 1 тонны отходов – (10% Цз
)
Цо
= 
Цо
=  руб. руб.
Сотх
= 0,24 ∙ 10 000 = 2 400руб.
13.4.3 Расчет косвенных затрат.
Расчет сметы общепроизводственных расходов
В состав общепроизводственных (цеховых) входят накладные расходы, связанные с организацией и обслуживанием производственного процесса и управления им.
Состав и процесс общепроизводственных расходов определяется сметами на содержание и эксплуатацию оборудования, управленческих и хозяйственных расходов цеха.
К косвенным затратам относятся:
1. Расходы на содержании и эксплуатацию оборудования.
2 Цеховые расходы.
3. Расходы, связанные с управлением предприятием и цехом.
4. Расходы, связанные с управлением предприятием и цехом.
5. Расходы, связанные с реализацией продукции.
Для расчета составляем таблицу 9 стоимости требуемого оборудования.
Эти расходы рассчитывают на всю годовую программу и распределяются на себестоимость каждого вида продукции пропорционально зарплате основных рабочих. Косвенные расходы подразделяются на общепроизводственные и внепроизводственные.
Затраты на установку оборудования составляют 10 % от первоначальной стоимости оборудования, включая НДС.
| Таблица 9
|
Общие затраты (руб.)
|
Всех
|
5 280 000
|
5 280 000
|
770 000
|
660 000
|
990 000
|
990 000
|
1 650 000
|
1 650 000
|
880 000
|
18 150 000
|
| |
Одного
|
1 320 000
|
1 320 000
|
770 000
|
660 000
|
990 000
|
990 000
|
1 650 000
|
1 650 000
|
880 000
|
10 230 000
|
| |
Затраты на установку (руб.)
|
Всех
|
480 000
|
480 000
|
70 000
|
60 000
|
90 000
|
90 000
|
150 000
|
150 000
|
80 000
|
1 650 000
|
| |
Одного
|
120 000
|
120 000
|
70 000
|
60 000
|
90 000
|
90 000
|
150 000
|
150 000
|
80 000
|
930 000
|
| Стоимость требуемого оборудования
|
Стоимость станка (руб.)
|
Всех
|
4 800 000
|
4 800 000
|
700 000
|
600 000
|
900 000
|
900 000
|
1 500 000
|
1 500 000
|
800 000
|
16 500 000
|
| Одного
|
1 200 000
|
1 200 000
|
700 000
|
600 000
|
900 000
|
900 000
|
1 500 000
|
1 500 000
|
800 000
|
9 300 000
|
| Мощность (кВт.)
|
Всех
|
40
|
40
|
7,5
|
2,2
|
7
|
4
|
7,6
45
|
7,5
|
1,5
|
117,345
|
| Одного
|
10
|
10
|
7,5
|
2,2
|
7
|
4
|
7,6
45
|
7,5
|
1,5
|
57,345
|
| Тип оборудования
|
16К20
Ф3
|
16К20 Ф3
|
2А150
|
2А125
|
6Н12П
|
5Б63
|
3А227
|
3Б151
|
3Д642Е
|
|
| |
Количество оборудования
|
4
|
4
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
15
|
| Наименование операции
|
Токарная
|
Токарная
|
Сверлильная
|
Сверлильная
|
Фрезерная
|
Резьбофрезер
ная
|
Внутришлифовальная
|
Круглошлифовальная
|
Заточная
|
Итого:
|
| |
№
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
В смету общепроизводственных расходов (ОПР) включается:
- Затраты на силовую энергию
Зэн
= Wэ
· Цэ,
где Цэ
- цена 1 кВт часа энергии (1,809)
Wэ
- годовой расход электроэнергии
Wэ
=  , ,
где Nycт
- установленная мощность электродвигателя на всех станках;
Кз
- Средний коэффициент загрузки оборудования;
Fп
- полезный фонд времени работы оборудования за год;
Ко
- коэффициент одновременной работы оборудования Ко
= 0,75;
Кс
- коэффициент потерь электросети Кс
= 0,95;
Кд
- Коэффициент полезного действия электродвигателя Кд
= 0,85 - 0,9;
Рассчитываем годовой расход электроэнергии:
Wэ
=  кВт/час кВт/час
Рассчитываем затраты на силовую энергию:
Зэн
= 4 028 · 2,04 = 8217.12 руб.
- Затраты на воду для производственных нужд:
Зв
=  , ,
где: Цв
- цена 1 м3
воды, (11,3руб.);
Нв
- норма расхода воды на 1 рабочего за год, (25 л/смену);
Росн
- количество основных рабочих;
Псм
- продолжительность смены
Зв
=  700 312.5 руб. 700 312.5 руб.
Амортизация
– это возмещение основных фондов путём включения части их стоимости в затраты на выпуск продукции (себестоимость). Она осуществляется с целью накопления денежных средств для последующего полного или частичного производственных основных фондов. Предприятие может одновременно применять несколько способов начисления амортизации:
а) Линейный способ – по рабочим машинная, оборудованиям, зданиям, сооружениям
б) Способ уменьшения остатка – по вычислительным машинам, орг. техники.
В данной работе мы применяем линейный способ.
- Амортизация оборудования:
Аоб
=  , ,
где: Ноб
- норма отчислений, (8%);
Соб
- полная первоначальная стоимость оборудования
Аоб
=  252 000руб. 252 000руб.
- Амортизация зданий.
Аз
=  , ,
где: Нз
- норма отчислений для зданий
Сз
- полная первоначальная стоимость здания
Сз
= Цзд
∙ Vзд
,
где: Цзд
- цена 1м3,
(10 000 руб.)
Vзд
- объем здания:
Vзд
= Sзд
∙ hзд
,
где: hзд
- высота производственных помещения: hзд
= 10 – 15 м;
Sзд
- площадь участка;
Sзд
= Sуд
∙  , ,
где: S
уд
-
удельная площадь на 1 станок, (10м2
);
Sзд
= 10 ∙ 6 = 60 м2
Vзд
= 60 ∙ 10 = 600 м3
Сз
= 10 000 ∙ 600 = 6 000 000 руб.
Аз
=  192 000руб. 192 000руб.
- Затраты на текущий ремонт оборудования
Составляют примерно 15-17% от полной первоначальной стоимости оборудования
Зрем
= 
Зрем
=  472 500руб. 472 500руб.
- Затраты на вспомогательные материалы (масла, химикаты)
Вспомогательные материалы участвуют в процессе производства продукции или потребляются для хозяйственных нужд, технологических целей.
Звсп
= Овсп
∙  , ,
где: Овсп
- количество вспомогательных материалов, (1500);
Звсп
= 1500 ∙ 6 = 9 000 руб.
- Затраты на заработную плату основную и дополнительную с отчислением на социальное страхование вспомогательных рабочих и РСС
Ззп
= (ФЗПвсп
+ ФЗПрсс
) ∙ Осоц
,
где: Осоц
–
социальные отчисления, (1,36);
Ззп
= (241 371,9 + 240 000) ∙ 1,36 = 654 665.784руб.
- 3атраты на охрану труда и производственную санитарию
Зохр
= Оохр
∙ (Роcн
+ Рвсп
)
Зохр
= 500 ∙ (9 + 4) = 6 500 руб.
- Затраты на отопления, освещение здания воду для хозяйственных нужд.
Зотоп
=  ∙ ФЗПосн.раб.год. ∙ ФЗПосн.раб.год.
Зотоп
=  ∙ 1 289 062,5 = 823 710.9руб. ∙ 1 289 062,5 = 823 710.9руб.
- Прочие затраты, не учтенные в других статьях:
они составляют примерно 1-2% от суммы всех вышеперечисленных затрат.
ПРз
=  , ,
где: ПРз
- прочие затраты
З - затраты
Смету общих затрат вносим в таблицу 10
ПРз
= (8 217,12 + 700 312,5 + 472 500 + 9 000 + 379 440 + 6 500 + 823 710,9 + 252 000 + 192 000) · 0,02 = 56 873.6руб.
Таблица 10
Затраты на производство
| №
|
Показатели затрат
|
Сумма, руб.
|
| 1
|
Затраты на силовую энергию
|
8 217,12
|
| 2
|
Затраты на воду для производственных нужд
|
700 312,5
|
| 3
|
Амортизация оборудования
|
252 000
|
| 4
|
Амортизация зданий
|
192 000
|
| 5
|
Затраты на текущий ремонт оборудования
|
472 500
|
| 6
|
Затраты на вспомогательные материалы
|
9 000
|
| 7
|
Затраты на заработную плату основную и дополнительную
|
654 665.784
|
| 8
|
Затраты на охрану труда и производственную санитарию
|
6 500
|
| 9
|
Затраты на отопление, освещение здания, воду для хозяйственных нужд
|
823 710,9
|
| 10
|
Прочие затраты
|
56 873,6
|
| Итого
|
3 175 779.904
|
13.4.4 Калькуляция себестоимости
Калькуляция себестоимости
- это расчет затрат на производство единицы продукции, расчет ведется по калькуляционным статьям.
- Затраты на основные материалы
Змо
= g3
∙ Цз
,
где: Цз
- цена 1 кг заготовки, (25 руб.)
Змо
= 0,140 ∙ 100 = 14 руб.
- Возвратные отходы (вычитаются)
Oтх
= gд
∙ Цо
,
где: Цо
- цена1 кг отходов, (2,5 руб.)
Oтх
= 0,121 ∙ 10 = 1.21руб.
- Транспортно - заготовительные расходы
ТЗР =  , ,
где: Lтзр
– транспортные расходы;
ТЗР =  руб. руб.
- Основная заработная плата основных рабочих
Ззп
= Кп
∙  , ,
где: Кп
- коэффициент учитывающий премии: Кп
= 1,2
Ззп
= 1,2 ∙ (8,6+5,8+15,7+11,7+10,9+22,3) = 90 руб.
- Дополнительная ЗП основных рабочих
Здзп
= 
Здзп
=  руб. руб.
- Отчисления на социальное страхование
Зсс
= 
Зсс
=  руб. руб.
- Расходы на содержания и эксплуатацию оборудования
Зрсо
= 
Зрсо
=  руб. руб.
- Цеховые расходы
Зцех
= 
Зцех
=  руб. руб.
- Общепроизводственные расходы
Зоп
= 
Зоп
=  руб. руб.
- Общехозяйственные расходы
Зох
= 
Зох
= 
- Производственная себестоимость –
это издержки предприятия при производстве товара или его транспортировке, приобретений.
Сс
= Змо
– Отх
+ ТЗР + Ззп
+ Здзп
+ Зсс
+ Зрсо
+ Зцех
+ Зоп
+ Зох
Сс
= 14+1,21+1,4+90+9+15,84+135+135+10,8+180= 592,25 руб.
- Внепроизводственные расходы
Звн.пр.
= 
Звн.пр.
=  руб. руб.
- Полная себестоимость:
Сп
= Сс
+ 3вн.пр.
Сп
= 592,25 + 17,7= 609,95руб.
- Плановая прибыль
Пр
= 
Пр
=  руб. руб.
- Проект оптовой цены
Ц = Сп
+ Пр
Ц = 609,95 + 146,3 = 756,25руб.
Прибыль
– это сумма, на которую доход, выручка превышает затраты на экономическую деятельность, на производство товара
Валовая прибыль
– это часть валового дохода остающаяся за вычетом всех производственных расходов
Чистая прибыль
– это часть валовой прибыли, остающаяся после всех финансовых расчетов и отчислений.
Прибыль
– это обобщающий показатель финансовых результатов хозяйственной деятельности предприятий.
Расчеты вносим в таблицу 11.
Таблица 11
Производственные затраты
| №
|
Статьи затрат
|
Сумма, (руб.)
|
Процент по полной себестоимости
|
| 1
|
Затраты на основные материалы
|
14
|
4,3
|
| 2
|
Возвратные материалы
|
1,21
|
0,3
|
| 3
|
Транспортно - заготовительные расходы
|
1,4
|
0,4
|
| 4
|
Основная заработная плата основных рабочих
|
90
|
2,7
|
| 5
|
Дополнительная заработная плата основных рабочих
|
9
|
0,32
|
| 6
|
Отчисления на социальное страхование
|
15,84
|
0,5
|
| 7
|
Расходы на содержание и эксплуатацию оборудования
|
135
|
4,0
|
| 8
|
Цеховые расходы
|
135
|
4,0
|
| 9
|
Общепроизводственные расходы
|
10,8
|
0,34
|
| 10
|
Общехозяйственные расходы
|
180
|
5,4
|
| 11
|
Производственная себестоимость
|
592,25
|
21,7
|
| 12
|
Внепроизводственные расходы
|
17,7
|
0,64
|
| 13
|
Полная себестоимость
|
609,95
|
22,3
|
| 14
|
Полная прибыль
|
146,3
|
5,4
|
| 15
|
Проект оптовой цены
|
756,25
|
27,7
|
13.4.5 Расчет стоимости и себестоимости ТП, расчет прибыли и налогов
- Стоимость товарной продукции в оптовых ценах
ТПц
=  , ,
где: ТП – товарная продукция
ТПц
=  9 453 125 руб. 9 453 125 руб.
- Себестоимость товарной продукции –
это сумма всех затрат связанная с выпуском продукции.
ТПс
= 
ТПс
=  7 624 375 руб. 7 624 375 руб.
- Прибыль реализации товарной продукции
Пр
= ТПц
- ТПс
ПР
= 9 453 125 – 7 624 375 = 1 828 750руб.
- Расчетов налогов
Предприятие платит в бюджет 2 вида налогов:
Налоги
– это обязательные платежи, которые платят все организации в бюджет.
Добавочной стоимостью называется разность между валовой выручкой о реализации и материальными затратами.
К материальным затратам относят стоимость основных материалов
ДС = ТПц
– См
ДС = 9 453 125 – 192 500= 9 260 625руб.
НДС =  ∙ДС ∙ДС
НДС = ∙ 9 260 625= 1 666 912.5руб.
Определяем реальную выручку от реализации товарной продукции с учетом НДС
НДС
– это косвенный налог, ставка которого составляет 18 % для данного производства.
Выручка
– это сумма от реализации изделий.
РВ = ТПц
- НДС
РВ = 9 453 125 – 1 666 912.5= 7 786 212.5руб.
Определяем валовую прибыль
Валовая прибыль
– это часть валового дохода остающаяся за вычетом всех производственных расходов
Првал
= РВ – ТПс
Првал
= 7 786 212.5– 7 624 375 = 161 837.5руб.
Сумма налога на прибыль составит:
НПр
=  ∙ Првал ∙ Првал
НПр
= 0,3 ∙ 161 837.5= 48 551.25руб.
Определяем чистую (остаточную) прибыль - разность между валовой прибылью и налогом на прибыль
Прчист.
= Првал
– НПр
Прчист.
= 161 837.5 – 48 551.25= 113 286.25руб.
13.4.6 Расчет стоимости нормативно - чистовой продукции
Чистая продукция - разность между стоимостью и материальными затратами. Норматив чистой продукции на 1 изделие определяем по формуле:
НЧПизд
= ЗПосн
+ ЗПоц
+ Прн
ЗПосн
= Ззп
+ Здзп
+3сс
ЗПоц
= К ∙ ЗПосн
К= 1,6-1,8
Прибыль нормативная
Прн
= Нр
∙ (Сп
- Змо
)
где: Нр
– налог на прибыль. Он равен 35 %
ЗПосн
= 90 + 9 + 15,84 = 114.84 руб.
ЗПоц
= 1,8 ∙ 114.84= 206.712 руб.
Прн
= 0,35 ∙ (609,95 – 14) = 208.58 руб.
НЧПизд
= 114.84 + 206.712 + 208.58 = 530.132руб.
В соответствующей с действующим законодательством организация обязана платить налог на прибыль. Ставка налога на прибыль равна 30 %.
НЧП = НЧПизд
∙
НЧП = 530,132∙ = 6 626 650руб. = 6 626 650руб.
13.4.7 Расчет технико - экономических показателей
- Производительность труда одного работающего –
это способность одного работающего производить определённое количество продукции за промежуток времени.
а) по товарной продукции
ПТ = 
где: Чппп
– численность производственно – промышленного персонала
ПТ =  630 208,3 руб. 630 208,3 руб.
б) по нормативно - чистой продукции
ПТ=
ПТ =  441 776.6руб. 441 776.6руб.
- Уровень рентабельности по отношению к производственным фондам.
а) общая рентабельность
Общая рентабельность –
это коэффициент показывающий процентное соотношение прибыли к стоимости оборотных фондов и основных средств.

ОФ = Соб
+ Сз
,
где Соб
- полная первоначальная стоимость оборудования
Сз
- полная первоначальная стоимость здания
ОФ = 3 150 000 + 6 000 000 = 9 150 000
ОС = См
ОС = 192 500 руб.
 % %
К основным фондам относятся: стоимость оборудования и здания.
К оборотным средствам - мощность материалов.
б) Расчетная рентабельность
Ррасч
=
Ррасч
= % %
- Рентабельность текущих затрат

- Затраты на рубль товарной продукции
G = 
G = 
- Материальные затраты на рубль товарной продукции
δ = 
δ = 
- Коэффициент полезного использования
КИМ = 
КИМ = 
- Фондоотдача –
это выпуск продукции на основные производственные фонды
Фо
= 
Фо
= 
- Фондоемкость –
это обобщающий показатель, характеризующий в рублях стоимость основных производственных фондов, рассчитываемых в среднем рассматриваемый период на один рубль объема выпуска продукции рассчитанного за тот же период времени.
Фе
= 
Фе
= 
Полученные расчеты сводим в таблицу 12.
Таблица 12
Расчётные экономические показатели участка.
| №
|
Наименование показателей
|
Единица измерения
|
Обоснование показателей
|
Значение показателей
|
| 1
|
Годовая программа выпуска изделий
|
шт.
|
Nпл
|
5 000
|
| 2
|
Себестоимость товарной продукции
|
руб.
|
ТПс
|
7 624 375
|
| 3
|
Общая численность рабочих в том числе
-основных
-вспомогательных
-РСС
|
человек
|
Чппп
|
15
9
4
2
|
| 4
|
Производительность труда
-по товарной продукции
-по нормативно-чистой
продукции
|
руб.
|
ПТ
ПТ
|
630 208,3
441 776,6
|
| 5
|
Средний тарифный коэфициент
|
|
Кср
|
1,5
|
| 6
|
ФЗП по участку
|
руб.
|
т.8
|
1 770 434.4
|
| 7
|
Среднегодовая ЗП
|
руб.
|
т.8
|
416 737,5675
|
| 8
|
Общая стоимость оборудования
|
руб.
|
т.9
|
3 150 000
|
| 9
|
Суммарная мощность
|
кВт.
|
т.9
|
5,6
|
| 10
|
Средний коэффициент загрузки оборудования
|
|
Кз
|
0,41
|
| 11
|
Полная себестоимость ТП с догрузкой
|
руб.
|
ТПц
|
9 453 125
|
| 12
|
Прибыль от реализации продукции
|
руб
|
Првал
|
161 837,5
|
| 13
|
Чистая прибыль
|
руб
|
Прчист
|
113 286,25
|
| 14
|
Уровень рентабельности по отношению произ. фондам
-общей
-расчетной
|
%
%
|
Робщ
Ррасч
|
19,57
1,2
|
| 15
|
Рентабельность текущих затрат
|
%
|
Ртек
|
23,98
|
| 16
|
Затраты на рубль ТП
|
|
G
|
0,8
|
| 17
|
Материальные затраты
|
|
δ
|
0,02
|
| 18
|
Коэффициент полезного использования материала
|
|
КИМ
|
0,864
|
| 19
|
Фондоотдача
|
|
Фо
|
1
|
| 20
|
Фондоемкость
|
|
Фе
|
0,96
|
13.5 Анализ предприятия
Я считаю, что производство моих деталей рентабельно. Потому что общий уровень рентабельности по отношению к производственным фондам составляет 19,57%, а расчётный 1,2%. Рентабельность текущих затрат составляет 23,98%.
Годовая программа выпуска составила 5 000 штук. Стоимость товарной продукции составляет 7 624 375 рублей, а материальные затраты на рубль товарной продукции – 0,02 рубля. При этом затраты на рубль товарной продукции составило 0,8 рублей. Полная себестоимость товарной продукции будет равна 9 453 125 рублей. КИМ (коэффициент использования материала) = 0,864.
Общая стоимость оборудования – 3 500 000 рублей. Число оборудования составляет 6 единиц, из них 1 отрезной, 1 сверлильный, 4 фрезерных. Затраченная мощность – 5,6 кВт. Коэффициент загрузки оборудования равен 0,41.
Общее число рабочих 15 человек, из них 9 основной, 4 вспомогательных и 2 РСС – руководители, специалисты, служащие. Производительность труда 1 рабочего по товарной продукции 630 208,3
рубля, а по нормативно чистой продукции – 113 286,25 рубля. Средний тарифный разряд основных рабочих равен 1,5 разряду. ФЗП годовой – 1 770 434,4 рублей. Общая среднегодовая ЗП составила 416 737,5675 рубля. Прибыль реализованной продукции будет равна 161 837,5 рублей, а чистая прибыль составит 113 286,25 рублей.
Фондоотдача будет равна 1, а фондоёмкость 0,96.
6.
Приложения
6.1
Введение
Читая материалы о современных системах проектирования, мы часто встречаем упоминание об их интеграции, многие разработчики даже используют это термин в названии программных продуктов, стараясь подчеркнуть их интегрированную природу. Но возникает вопрос - насколько глубока степень интеграции? Другими словами, насколько длинную цепочку элементов конструкторско-технологической подготовки производства (КТПП) можно выполнить в рамках единой системы проектирования. Конечно, можно сказать, что одна система не может идеально решать любые задачи. Любые – вероятно, нет, но весьма эффективно справляться с определенными, достаточно обширным классом задач – вполне. И чем этих задач больше - тем лучше. Практика показывает, что на многих российских предприятиях сосуществует и используется несколько систем проектирования (конструкторских и технологических). Такое многообразие средств не только не способствует их интеграции, но просто сводит на нет все преимущества автоматизации, разрывая информационные потоки между подразделениями, вовлеченными в процесс проектирования и что самое важное - в процесс изготовления изделия.
Итак, если говорить об автоматизации КТПП – можно сказать, что для успешной работы системы проектирования она должна обеспечивать глубокую интеграцию модулей входящих в ее состав. Уровень их интеграции можно условно разделить на следующие стадии:
· Интеграция методов конструирования;
· Интеграция конструирования и технологии;
· Интеграция методов проектирования технологии;
· Интеграция проектов;
Не вдаваясь в подробности функционала, посмотрим как обстоят дела в отечественной интегрированной CAD/CAM/CAPP системе ADEM.
Стадия первая - Интеграция методов конструирования.
- совмещение методов растровой и векторной обработки документов
- совмещение методов плоского и объемного моделирования
- совмещение методов объемного твердотельного и поверхностного моделирования
Одним из важнейших шагов внедрения САПР на предприятиях является переход от бумажных документов к электронным. Перевод бумажных документов в современную векторную форму представления информации крайне трудоемкий как по объективным причинам, связанным с не тривиальностью задачи восстановления данных, так и с качеством исходных бумажных документов. Поэтому, наиболее разумной формой преобразования бумажных данных в электронные архивы является хранение сканированных бумажных документов в растровом виде с последующей возможностью растрового редактирования и векторного дополнения. Данный метод носит название гибридной растрово - векторной обработки и является промежуточной стадией компьютеризации проектно-конструкторских работ. В системе ADEM реализованы возможности фильтрации, стирания, преобразований и копирования растровой информации. А для векторного дополнения или замены доступна вся функциональность плоского черчения и оформления документации. Очевидно, что подобные электронные документы могут служить своего рода компактным вариантом информационной базы для компьютеризации КТПП, но к сожалению, не являются достаточным условием ускорения этого процесса.
В основе автоматизации КТПП сегодня лежит метод математического моделирования разрабатываемых объектов. Самый простой вариант – плоское моделирование, подобное черчению с высокой точностью, недоступной традиционным способам. В этом случае модель описывается знакомыми всем видами, сечениями и разрезами, которые предписывает проекционное черчение.
Система ADEM давно известна как одна из самых эффективных систем для автоматизации черчения и оформления КД. При этом аппарат плоского моделирования в ADEM имеет ряд возможностей, которые можно назвать уникальными. Так, например конструктор может работать с плоскими объектами точно также как с твердыми телами, используя аппарат логических операций сложения, вычитания, пересечения. Эффективные алгоритмы параметризации позволяют создавать модели не только в соответствии с номинальными размерами, но и по середине поля допуска, что очень важно для последующего использования моделей в технологии. Автоматический контроль геометрии позволяет избегать многих ошибок, свойственных плоским задачам.
Более высокий уровень моделирования – объемное, которое позволяет описывать объекты в трехмерном пространстве, и лишено необходимой условности представления одного объекта несколькими видами. Следует заметить, что плоские и объемные модели находят свое применение в зависимости от типа задачи. Для того, чтобы пользователь чувствовал себя в равной степени комфортно при решении задач разной размерности в системе ADEM функции плоского и объемного моделирования интегрированы. Иными словами, пользователь не чувствует никакой разницы от того какой тип моделирования он выбрал для решения задачи и может в любой момент продолжить данную работу в любой пространстве размерности. Что касается оформления конструкторской документации, то система ADEM одинаково эффективно поддерживает и плоское черчение, и получение чертежей по объемным моделям, и комбинацию этих методов. Если рассмотреть объемное моделирование, то в системе ADEM реализовано, так называемое, гибридное моделирование. Оно состоит из методов твердотельного моделирования, которые довольно эффективно работают для проектирования изделий машиностроения, и поверхностного моделирования, которые необходимы при создании изделий со сложными поверхностями, технологической оснастки высокого уровня и т.п.
Самое важное, что оба этих подхода в ADEM органически интегрированы в единую методику работы. Границы между ними практически стерты, что позволяет использовать весь инструментарий как единое целое для обоих способов моделирования. Итак, конструкторское пространство системы ADEM это единая среда, включающий весь спектр объектов, начиная от сканированных чертежей вплоть до моделей, на основе которых можно проектировать технологические процессы и создавать УП для оборудования. Стадия вторая - Интеграция конструирования и технологии. Значение этой стадии становится заметным, в первую очередь, при обработке на станках с числовым программным управлением. Заметим, что приведённые ниже задачи практически невозможно решить, применяя различные, пусть и крайне функциональные системы.
После завершения этапа конструирования наступает очередь технологов. Прежде чем приступить к проектированию маршрута обработки, технологу следует проверить соответствие размеров указанных на чертеже/модели изделия реальным размерам. От этого будет зависеть точность получаемой детали. Специальная функция контроля геометрии, используемая в ADEM, позволяет практически мгновенно выявить проблемные места и откорректировать их либо вручную, либо используя механизм «эвристической» параметризации. Это механизм позволяет проанализировать геометрию эскиза и автоматически перестроить его, в соответствии с заданными размерами, превращая, тем самым, эскиз в точный конструкторский чертеж. Как было сказано выше, параллельно выполняется автоматический пересчет геометрии на середину поля допуска, что избавляет технолога от множества рутинных перестроений. Но основное преимущество второй стадии интеграции в CAD/CAM системе проявляется, после того как УП получена и изготовлена тестовая деталь.
Изменения в конструкции детали могут возникнуть как на этапе опытного производства, так и при модернизации существующего изделия. В подобной ситуации, используя отдельную CAM-систему, маршрут обработки придется перестраивать практически заново, либо изначально поделив его на отдельные фрагменты пересобрать из кусочков (фрагментов обработки). ADEM позволяет избавиться от этого недостатка, так как технологическая часть системы постоянно наблюдает за действиями конструктора и оперативно вносит изменения в маршрут. Таким образом, после изменения конструкции технологу-программисту, работающему в ADEM, достаточно просто выполнить регенерацию УП, которая коснется только для тех переходов, геометрия которых претерпела изменения.
Подобный объектно-ориентированный подход к созданию маршрута обработки не только упрощает создание и отладку УП, но и значительно экономит вычислительные ресурсы компьютера.
К тому же, интеграция конструкторского и технологического модулей ADEM существенно упрощает проектирование технологических процессов,для универсального оборудования в первую очередь, это касается использования возможностей конструкторского модуля для создания операционных эскизов и выходных карт техпроцесса. ADEM в этом плане является абсолютно самодостаточной системой, так как для проектирования и выпуска технологической документации не требуется никакого дополнительного ПО.
Стадия третья - Интеграция технологии. На сегодняшний день существует четкое разделения между системами проектирования техпроцессов для универсального оборудования и системами подготовки УП для программного оборудования. Подобное, исторически сложившееся разделение, не является логичным. В идеале, объектом проектирования технологии должен быть техпроцесс изготовления изделия, включающий в себя различные операции, в том числе и программные. Такая трактовка дается в ЕСТП, в то время как разделение технологических систем, только нарушает логику проектирования. В тоже время, даже программные операции, должны содержать установочные, контрольные и другие вспомогательные переходы. Но существующие CAM-системы, озаботившись непосредственно выпуском УП, совершенно забыли о месте ЧПУ обработки в едином технологическом цикле.
ОБЩИЕ СВЕДЕНИЯ
ADEM представляет собой комплексную систему автоматизированного проектирования. С её помощью можно решать целый ряд инженерных задач,
таких как: проектирование изделий, подготовка конструкторской документации (чертежей, спецификаций, схем и т.д.), разработка управляющих программ для оборудования с ЧПУ, управление и хранение инженерных данных, разработка технологических процессов механической обработки, сборки, покрытия и т. д.
CAD/CAM/CAPP ADEM состоит из комплекса программ, имеющих определённое функциональное назначение.
1. ADEM – наиболее важный элемент комплекса, представляющий собой программу, в которой выполняется конструкторское и технологическое проектирование.
2. ADEM GPP – программа, предназначенная для разработки постпроцессоров (генератор постпроцессоров).
3. ADEM Print – программа, предназначенная для вывода графической информации на печатающие устройства.
4. ADEM Flash Drive – программа, предназначенная для считывания/записи информации со сменных носителей, использующихся для её переноса на оборудование с ЧПУ.
5. ADEM DB Administrator – программа для управления базами данных архива документации.
6. ADEM DB Convertor – программа преобразования баз данных системы для различных версий ADEM.
7. ADEM Verify – программа, предназначенная для проверки корректности (верификации) управляющих программ для станков с ЧПУ.
Основная работа с системой проводится в программе ADEM, которая в свою очередь структурно разделена на три модуля:
1. ADEM CAD – в данном модуле производится разработка конструкций изделия, проектируются объёмные модели деталей и сборочных единиц, производится подготовка чертежей;
2. ADEM CAM – предназначен для разработки управляющих программ для оборудования с ЧПУ;
3. ADEM CAPP – предназначен для проектирования технологических процессов и подготовки технологической документации.
Помимо данных модулей в ADEM интегрирован электронный архив ADEM Vault, предназначенный для централизованного и упорядоченного хранения информации.
ИНТЕРФЕЙС СИСТЕМЫ ADEM
Интерфейс представляет собой набор методов и средств, при помощи которых пользователь за компьютером обменивается информацией с программой. Система ADEM имеет графический интерфейс, соответствующий стандартам операционных систем Microsoft Windows и аналогичный таким программам, как Word, Excel, AutoCAD и др. Основу интерфейса составляют графические элементы управления: окна, кнопки, панели кнопок, меню, поля ввода, панель состояния, полосы прокрутки, закладки, панели деревьев и т. д.
На рис.1 показан интерфейс системы ADEM. Основные его элементы перечислены ниже.
1. Главное окно программы
Главное окно программы представляет собой прямоугольную форму, отделяющую интерфейс системы от других программ и графических элементов операционной системы Windows. Внутри главного окна содержатся все графические элементы управления программой. Управление главным окном осуществляется при помощи трёх небольших кнопок, находящихся в правом верхнем углу окна:
1) «Свернуть» - при нажатии на эту кнопку окно программы убирается с экрана, освобождая место на рабочем столе. Вернуть окно в прежнее состояние можно нажатием кнопки с её названием на панели задач.
2) «Развернуть / Восстановить» – в зависимости от текущего состояния окна данная кнопка либо «разворачивает» его на весь экран, либо возвращает в исходный размер.
3) «Закрыть» – закрывает программу
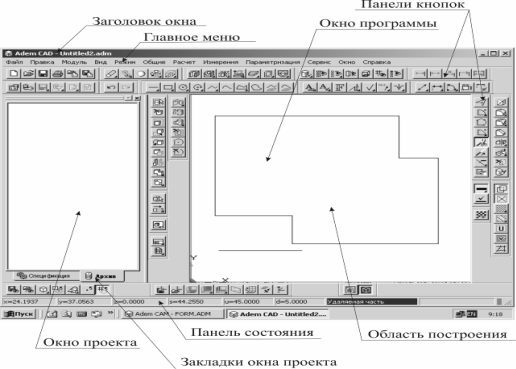
Рис. 1 Интерфейс системы ADEM
2. Заголовок окна
Заголовок окна содержит название программы («ADEM»), название активного модуля (CAD/CAM/CAPP) и наименование текущего документа.
3. Область построения
Область построения представляет собой прямоугольную область, в которую выводится текущая графическая информация: контуры, модели, чертежи, линии, текст, траектории и т.д.
4. Графический курсор
Графический курсор представляет собой указатель, перемещающийся по области построения при помощи мыши и клавиатуры, который предназначен для указания координат и выбора объектов.
5. Панель состояния
Панель состояния предназначена для отображения текущей информации по работе программы: координаты расположения графического курсора, расстояние от центра системы координат до текущего положения курсора, шаг и угол курсора. Помимо того, на панели состояния в специальном поле, выделенном синим цветом, отображаются подсказки, сообщающие, какие действия должен выполнить пользователь.
6. Главное меню
Главное меню содержит ряд команд, относящиеся в основном к работе с файлами и настройке системы.
7. Кнопки
Кнопки представляют собой прямоугольные области на экране, содержащие поясняющий текст или пиктограмму (рисунок). При нажатии на кнопку выполняется определённое действие программы. Кнопки, на которых в правом нижнем углу имеется чёрный треугольник, содержат несколько команд (рис.2а). Для выбора одной из них необходимо кликнуть на кнопку и, удерживая нажатой левую клавишу мыши, выбрать необходимую команду. Некоторые кнопки содержат выпадающее меню (рис. 2б), при помощи которого выбирается необходимый режим работы команды.
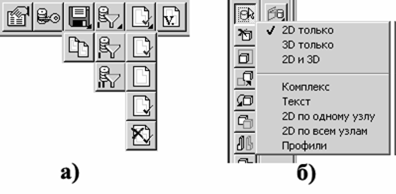
Рис.2 Виды кнопок в системе ADEM
8. Панели кнопок
Панели кнопок предназначены для группирования кнопок по их назначению.
Панели кнопок поддерживают механизм перетаскивания, при помощи которого можно менять расположение панелей на главном окне программы. Помимо того, можно управлять содержимым панели, т. е. добавлять или удалять кнопки.
9. Окно проекта
Окно проекта содержит информацию о содержимом текущего файла. Окно содержит закладки, определяющие, какая информация выводится в окно проекта. Данные отображаются в виде иерархической структуры, называемой деревом. Окно проекта можно закрыть, нажав на кнопку с крестиком в его верхнем правом углу. Для отображения окна проекта необходимо выбрать пункт главного меню «Сервис – Окно проекта».
ЗАПУСК И ВЫХОД ИЗ СИСТЕМЫ ADEM, ОСНОВНЫЕ ОПЕРАЦИИ С ФАЙЛАМИ
Для запуска
ADEM
необходимо дважды щёлкнуть на иконке «ADEM» на рабочем столе либо в меню «Пуск» выбрать пункт «Программы – CAD – ADEM71 – ADEM». После запуска открывается окно программы. По умолчанию загружается модуль ADEM CAD и создаётся файл с именем «Untitled1».
Далее можно вести проектирование в созданном по умолчанию документе «Untitled1» либо открыть ранее созданный файл, либо создать новый. Чтобы создать новый файл
, необходимо щёлкнуть на кнопке «Открыть новый документ» на панели «Стандартная» либо в главном меню выбрать пункт «Файл – Создать». В результате будет создано новое окно, в котором будет открыт файл с названием «Untitled…».
Для того чтобы открыть существующий файл
, нужно щёлкнуть на кнопке «Открыть документ» на панели «Стандартная» либо в главном меню выбрать пункт «Файл – Открыть». В результате появится диалоговое окно, изображённое на рис.3.
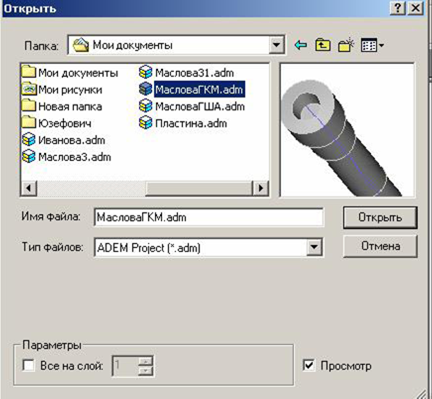
Рис. 3 Диалоговое окно открытия файла.
В данном окне необходимо выбрать нужный файл и щёлкнуть на кнопке «Открыть». В итоге откроется новое окно с файлом, который был выбран. Для того чтобы внесённые в файл изменения остались в данном документе, его необходимо сохранить. Для этих целей используется 2 команды: «Сохранить» и «Сохранить как…». Команда «Сохранить как
…
» предназначена для сохранения изменений в файле с именем, которое укажет пользователь. Чтобы выполнить данную команду, необходимо выбрать пункт меню «Файл – Сохранить как…», в результате появится диалоговое окно выбора имени сохраняемого файла и его места расположения, аналогичное окну, представленному на рис. 3. Команда «Сохранить
» используется для сохранения изменений в текущем файле, имя которого указано в заголовке окна. Если данный файл сохраняется впервые, то вызывается команда «Сохранить как…». Чтобы выполнить данную команду, необходимо щёлкнуть на кнопке «Сохранить» на панели «Стандартная» либо выбрать пункт меню «Файл – Сохранить». Для быстрого запуска команды можно нажать комбинацию клавиш «Ctrl – S». Для выхода из системы
ADEM
необходимо щёлкнуть на кнопке «Закрыть» главного окна проекта (находится в верхнем правом углу) либо выбрать пункт меню «Файл – Выход».
МОДУЛИ СИСТЕМЫ ADEM, ПАНЕЛИ ИНСТРУМЕНТОВ И КОНФИГУРАЦИИ
Интерфейс системы зависит от активного в данный момент модуля системы (CAD, CAM или CAPP), поскольку каждому из них свойственен собственный набор команд и операций. По умолчанию система ADEM загружает модуль CAD. Для того чтобы перейти в какой-либо модуль, необходимо выбрать пункт главного меню «Модуль», в котором нужно выбрать строку с названием требуемого модуля. Наибольшее количество команд и операций сосредоточено в модуле CAD, в связи с чем, на его примере, более подробно рассмотрим интерфейс системы. Для данного модуля существует три типовые конфигурации интерфейса.
1. Черчение – в данной конфигурации на экране присутствуют панели команд, предназначенных для плоского моделирования. Рекомендуется при подготовке чертежей и эскизов.
2. Моделирование – в данной конфигурации на панели инструментов вынесено наибольшее количество команд, предназначенных для трёхмерного проектирования.
3. По умолчанию – данная конфигурация представляет собой сочетание двух предыдущих. Выбор текущей конфигурации осуществляется при помощи меню «Сервис –Конфигурация_______».
Пользователь может вносить изменения в конфигурацию при помощи диалогового окна «Настройка». Для того чтобы вызвать данный диалог, необходимо выбрать пункт главного меню «Сервис – Настройка».
В данном окне имеется пять закладок:
1) Инструментальные панели – предназначена для управления панелями кнопок (панелями инструментов).
Слева на данной закладке показан список инструментальных панелей данной конфигурации. Рядом с каждым названием панели стоит флажок, при помощи которого можно скрывать либо отображать данную панель. Созданная пользователем панель может быть удалена при помощи кнопки «Удалить».
Также на данной закладке сосредоточены флажки, предназначенные для управления внешним видом кнопок и панелей. Наиболее важными из них являются: «Большие кнопки» и «Отображать подсказку».
2) Команды – предназначена для управления составом кнопок, размещённых на панелях инструментов.
В данной закладке отображаются кнопки ADEM, сгруппированные по категориям. Их можно переносить на какие-либо панели инструментов либо наоборот перетаскивать кнопки с панелей инструментов в окно диалога. Тем самым можно оптимизировать интерфейс системы, добавив на панели часто используемые команды и удалив с них ненужные.
3)Закладки – предназначена для управления составом закладок, отображаемых в окне проекта.
4) Совместимость – предназначена для настройки управления видом при помощи мыши.
С помощью данной закладки можно выбирать настройки, аналогичные применяющимя в других известных САПР (AutoCAD, SolidWorks и т. д) либо создать собственные.
5) Опции системы – предназначена для настройки дополнительных опций ADEM. Созданную пользователем конфигурацию можно сохранить в файл, для того чтобы впоследствии ей всегда можно было воспользоваться.
Чтобы сохранить конфигурацию, необходимо выбрать пункт меню «Сервис – Конфигурация – Сохранить конфигурацию».
Чтобы загрузить конфигурацию, необходимо выбрать пункт меню «Сервис –
Конфигурация – Загрузить конфигурацию».
Рис. 4 Диалоговое окно «Настройка»
СОЗДАНИЯ ИЗДЕЛИЯ ТИПА КРЫШКА В СИСТЕМЕ ADEM.
Для создания изделия «герб» необходимо изображения герба, отсканировать с разрешением не менее 800-та точек (иначе чертеж получится неточным). После всех действий открываем изображения в системе ADEM и обводим его при помощи функции сплайн (обводить изображение не понадобится если оно в векторном формате)
Рис.1

После того как изображения будет обведено его можно будет удалить. Должен будет получиться чертеж Рис. 1. Полученный чертеж подгоняем под нужный нам размер при помощи кнопки масштаб. Чертим дополнительные построения которые нужны для создания УП (заготовка, крепежные отверстия и т.п.) Для создания управляющей программы нужно разбить чертеж по слоям при помощи вкладки «Слои» находящейся в нижнем левом углу системы. Выбираем слой 1 на вкладке дополнительных функций выбираем сборка элемента и выбираем контур барса.

После объединения выбираем слой 2 при помощи выше описанных действий. Объединяем все мелкие детали: щит, глаза, текс, линии разделения крыльев. Переходим на слой три и при помощи объединения, соединяем лапы и крылья. Рис.3

По ходу работы возможны исправления, добавления каких либо фрагментов частей и т.п.
Переходим в модуль CAM. Определяем маршрут обработки детали. При определении маршрута обработки мы должны выбрать что зачем обрабатывается.
Прежде чем начать работать на чертеже нужно показать ноль инструмента для этого привязываемся к пересечению осевых линий на чертеже и нажимаем на клавиатуре клавишу «O». Ось координат системы должна оказаться по центру детали.
После для создания полноценного тех.процесса необходимо указать следующие параметры: загатовка, плоскость холостых ходов, безопасная позиция. Расмотрим все по отдельности.
Создания загатовки.
Для создания загатовки необходимо нажать на кнопку  появится окно следующего вида. появится окно следующего вида.
В окне ввода координат пропечатываем параметры нашей загатовки. Возможен второй способ задания загатовки (при сложном контуре) в графе «Способ задания» выбираем «контур» и после чего отразится окно модуля CAD где заранее начерчен контур загатовки выбираем его, после чего остается ввести только координаты Z.
Создания безопасной позиции.
Задания безопасной позиции происходит путем нажатия соответствующей клавиши  отразится окно задания безопасной позиции. отразится окно задания безопасной позиции.

Безопасная позиция может задаваться как по трем координатам так и по одной, на фрезерной обработки целесообразно указывать БП по координате Z
Создания плоскости холостых ходов.
Следующим параметром является плоскость холостых ходов от правильности задания ее будет зависеть перемещения инструмента с одного перехода на другой, в данном случае также задается координата Z.

Для правильного в вода ПХХ необходимо установить галочки наследующих функциях: модальная команда, вкл/выкл. После чего выбрать плоскость параллельно которой будет происходить перемещения инструмента (в данном случае параллельно XY).
После задания выше перечисленных параметров необходимо выбраь станок для этого в модуле CAM, в окне управлением проекта дважды нажимаем на графу «технологический процесс» после чего появится окно находим графу оборудования нажимаем на клавишу поиск и из появившейся базы выбираем нужный нам станок.
Поиск оборудования будет осуществляться только по видам операции т.е. нельзя выбрать для фрезерной обработки протяжной или какой либо другой станок это правило действует и с выбором инструмента.
Если в базе нет данного станка и постпроцессора (постпроцессор – своего рода драйвера для управления определенным станком), но эти параметры есть отдельно от базы данных ADEM можно подключить их выполнив следующие действия:
В главном меню выбираем Сервис – настройка в открывшемся окне

На вкладке «опции системы» ставим галочку на против параметра постпроцессоры нажимаем клавишу  и указываем место хранения своих данных о станках. и указываем место хранения своих данных о станках.
Внимание!
Вся работа связанная с настройкой системы возможна только с лицензией (ключом HASP).
После всех выполненных действий можно приступить к непосредственной разработки процесса обработки детали.
Первой операцией является сверление, для этого на вкладке обработки выбираем функцию сверлить отверстия при этом в окне проекта будет отображаться список тех. операций. В появившемся окне задаем режимы резания, переходим на вкладку «Место обработки»

Выбираем функцию добавить – добавить группу точек, выбираем на чертеже место обработки в данном случае 4 – и отв. меньшего диаметра после чего нажимаем Esc, появилось прежнее окно в поле глубина вводим глубину на которое будет обрабатывать сверло, нажимаем ОК.
Операция сверления создана.
Для того чтобы снять фаски с отверстия производим те же действия только меняем диаметр инструмента на вкладке инструмент, также меняем глубину на вкладке место обработки. Таким образом создана еще одна операция, все операции отображаются в окне проекта.(Также необходимо на каждой операции менять номер инструмента)
Следующая операция фрезерования, для этого на вкладке обработке нажимаем на клавишу фрезерования. В появившемся окне вводим режимы резания, переходим на вкладку инструмент в водим диаметр 6, переходим на вкладку место обработки вводим глубину резания 2 выбираем клавишу «добавить – контур» и выбираем контур барса и ближайшую окружность нажимаем Esc, после OK.

Следующий переход, выполняется аналогично предыдущему, меняется диаметр фрезы на 4 и выбираем контур барса.
Создаем еще один переход аналогично предыдущего и выбираем две дальние окружности, меняем глубину на 1(вкладка место обработки).
Создаем переход фрезеровать плоскость, для этого удерживаем кнопку фрезеровать и в открывшемся окне выбираем плоскость. Вводим режимы резания, переходим на вкладку инструмент и в окне диаметр вводим 2. На вкладке место обработки выбираем «добавить – контур», на чертеже на втором слое выбираем лапы и часть крыла которые будут на заднем фоне, в поле глубина нужно ввести 1.

Последней операцией является гроверовальная. Для ее выполнения необходимо перейти на последний созданный слой. В меню обработки нажать фрезерную обработку, в появившейся вкладке вводим режимы резания (подачу, вращения шпинделя и т.п.).
После на вкладке место обработки выбираем «добавить – контур» выбираем нужные для гроверования контуры и нажимаем Esc, далее на вкладке инструмент ввести диаметр – 0,1 /гл. угол 5нажимаем OK.
Для моделирования обработки необходимо ее прсчитать для этого нажимаем клавишу «рассчитать все обьекты».
 После расчета траектории обработки появится линии движения инструмента (обычно красного цвета) после чего для просмотра в режиме 2D нажимаем клавишу После расчета траектории обработки появится линии движения инструмента (обычно красного цвета) после чего для просмотра в режиме 2D нажимаем клавишу  . .
Adem поддерживает объемное моделирования для этого необходимо нажать клавишу  . .
Для того чтобы просмотреть объемное моделирования необходимо задать заготовку, плоскость холостых ходов, безопасную позицию (в некаторых случаях необходимо задавать начало цикла).
Оба вида моделирования поддерживают пошаговое выполнения обработки.
В объеме поддерживается покадровая обработка и функция показа возможных ошибок.
Когда весь тех.процесс создан просмотрен на ошибки можно создать программу для этого в окне проекта один раз нажимаем на тех.процесс после рассчитываем деталь путем нажатия кнопки после расчета еще раз необходимо просмотреть 2D и 3D моделирования обработки чтобы исключить возможность ошибки. Когда мы удостоверились что ТП создан правильно можно написать программу для этого нажать клавишу адаптера  после чего система покажет предположительное время обработки и длину перфоленты после нажатия кнопки ОК необходимо нажать кнопку после чего система покажет предположительное время обработки и длину перфоленты после нажатия кнопки ОК необходимо нажать кнопку  появится программа блокнот с кадрами программы обработки. Для сохранения нажать «файл – сохранить» при сохранении программы может быть предложено несколько вариантов файлов с различным расширением. появится программа блокнот с кадрами программы обработки. Для сохранения нажать «файл – сохранить» при сохранении программы может быть предложено несколько вариантов файлов с различным расширением.

6.2 Работа с пультом ЧПУ «CNC – Омега»
Управления станком может осуществляться через компьютер с подключением через COM порт или при помощи пульта станка. Рассмотрим каждый вариант по отдельности.
Управление при помощи компьютера.
Работу с пультом управления ЧПУ можно начинать только после изучения настоящего пособия и правил работы со станком.
НА рисунке представлен интерфейс пульта.

После создания и отладки программы мы переходим к вводу программы в систему станка, для этого необходимо:
1.
Нажать клавишу Connect
загорится зеленый индикатор рядом с клавишей, соединения установлено (данное действия соединяет компьютер и систему станка).
Внимание!
При смене инструмента или других действиях со станком необходимо отключать станок от системы станка путём нажатия клавиши Disconnect.
Возможные неполадки.
Если зеленый индикатор не загорелся произвести следующие действия:
1.1 Проверить соединения шлейфа Станок – Компьютер
1.2 На пульте ЧПУ проверить в графе Port номер правильности соединения порта
1.3 Проверить станок визуально, снят ли он с Аварийной кнопки
1.4 Проверить ПУ ЧПУ графу Baud Rate в данной графе должно быть указано значение 57600 (данная графа показывает скорость обмена данными между компьютером и станком).
Внимание!
Данные действия производить при отключенном питании станка.
2.
После установки соединения необходимо загрузить программу для этого в командной строке выбираем меню Файл – открыть, покажется окно

В данном окне выбираем заранее подготовленную и сохраненную программу, нажимаем клавишу открыть.
На пульте в окне программ отразится ваша программа.
3.
После загрузки программы нужно вывести станок в исходное положения. Для этого нужно перейти в ручной режим, путем нажатия на пульте соответствующей клавиши «Ручное управление» (исходное положения зависит от вашей программы, рекомендуется на данном станке за ноль принимать ноль детали, если это возможно).
После будут доступны клавиши управления движениями станка. При помощи их выставляем исходное положение.
После нужно обнулить все значения для этого нажимаем клавишу « установить ноль станка» на ПУ ЧПУ. (3 и 4пунктыможно выполнять не по порядку).
4.
Для включения программы ЧПУ необходимо нажать клавишу пуск 
Начнется считывания программы и одновременная работа станка, в окнах координат будут отображаться значения работы программы.
Номер кадра будет подсвечиваться. (При работе станка нежелательно включать иные программы на компьютере, так как возможен сбой управляющей программы.)
Система ЧПУ позволяет включать программу в покадровой обработки для этого необходимо перед нажатием кнопки пуск нажать кнопку по кадровой обработки

После чего для запуска последующего кадра необходимо нажимать клавишу пуск.
Для снятия режима покадровой обработки необходимо нажать ещё раз клавишу покадровой обработки.
Предусмотрена в системе и остановка программы для этого необходимо на ПУ ЧПУ нажать клавишу остановки

Внимание!
Остановка программы будет произведена только после отработки текущего кадра. (При авариях необходимо нажать кнопку аварийной остановки находящиеся на передней панели станка).
В системе предусмотрена такая функция как ручное изменения программы.
При нестандартных ситуациях (возможный наезд инструмента на крепеж и т.п.) можно не останавливая станок внести изменения, для этого необходимо перейти в покадровую обработку и при остановки кадра нажать клавишу перевода строки на ПУ ЧПУ

и произвести корректировку программы при помощи ввода данных с клавиатуры.
Пример:
Произошла ситуация когда мы увидели ошибку в программе, если мы просто отключим станок то мы потеряем исходное положения.
Для того чтобы этого не произошло производим следующие действия: останавливаем следующий кадр программы путем перехода в ручной режим, нажимаем клавишу перевода строки на ПУ ЧПУ и в водим следующие данные:
N00 G00 Z25 F25 – значение Z25 в данном случае безопасная позиция
N00 G00 X0 Y0 – (номер вводимого кадра значения не имеет)
M05
M30
Таким образом, мы избежали последующего выставления нуля инструмента, иначе при следующем выставлении станка на ноль мы столкнулись бы с неточностью позиционирования станка, т.к. он не сохраняет при отключении ноль.
(Ноль детали и ноль станка в данном случае совпадает).
Работа пульта управления ЧПУ станков Quantum (фрезерный) и Optimum(токарный) аналогичны, единственное различие в системе координат.
Управления при помощи пульта станка.
Загрузка программы в память станка осуществляется при помощи КВП (КВП – кассета внешней памяти) на 64/128 Кбит. Управляющая программа записывается на КВП при помощи переходник с COM – порта компьютера на КВП.
Пульт оператора
Пульт оператора (рис. 1) обеспечивает управление СЧПУ в различных режимах работы. В состав пульта входят ЖК-дисплей, клавиши, индикаторы. Все эти элементы объединены в группы.
· ЖК-дисплей для отображения системной информации.
· Группа клавиш выбора режимов.
· Группа клавиш управления.
· Индикаторы состояния.
ЖК-дисплей и светодиодные индикаторы
ЖК-дисплей служит для отображения различной информации СЧПУ. Вид индикации зависит от выбранного режима работы.
Режим работы Таблица 1
Соответствие выбранного режима работы СЧПУ и его отображения в поле «Режим работы» на ЖК-дисплее
| Режим работы СЧПУ
|
Отображение на ЖК-дисплее
|
| Ручной
|
* КОРРЕКЦИЯ
|
| Полуавтоматический
|
ПРОГРАММА 1
|
| Автоматический
|
ПРОГРАММА
|
| Просмотр программы
|
КАДР №
|
Три последующие строки на ЖК-дисплее отображают информацию в зависимости от режима работы СЧПУ и выбранного режима индикации ЖК-дисплея.
На индикаторы в зависимости от выбранного режима отображения (функциональная клавиша ФУНК), выводится следующая информация:
• текущие координаты инструмента;
• программные координаты инструмента;
Индикация координат положения инструмента Режим отображения светодиодных индикаторов выводится в верхней строке жидкокристаллического дисплея.
Группа клавиш выбора режимов
Группа клавиш выбора режимов служит для установки режима работы СЧПУ, настройки вида отображения ЖК-дисплея и светодиодных индикаторов. Включает в себя три клавиши с текстовой инфомацией режимов работы СЧПУ и одной функциональной клавиши.
Клавиша «ПУСК» предназначена для запуска программы или кадра на исполнение в автоматическом и полуавтоматическом режимах.
Клавиша «СТОП» позволяет остановить выполнение программы и кадра. Выполнение программы- может быть продолжено с места останова при помощи клавиши «ПУСК», в полуавтоматическом режиме выполнение кадра начнется заново.
Клавиша «НУЛЬ СТАНКА»
клавиша «БЫСТРЫЙ ХОД»!
Клавиши управления перемещением по осям станка.
Разъем для устройства переноса программ.
Разъем служит для подключения устройства переноса программ.
Включение устройства
При включении системы после самодиагностики устройства СЧПУ на ЖК-дисплей выводится окно (рис.6). Рис.6 Индикация ЖК-дисплея при включении устройства. После этого система автоматически переходит в режим «Автоматический». С помощью клавиш выбора режима работы, можно изменить активный режим СЧПУ.
Переключение
режимов СЧПУ
Клавиши выбора режима СЧПУ действуют по принципу «один из нескольких», т.е. в любой момент активным является только один режим. Выбор любого из режимов активизирует меню, при помощи которого можно провести дальнейшее уточнение режима работы. Переход из одного режима в другой осуществляется нажатием соответствующей клавиши в группе клавиш управления. После нажатия клавиши над ней загорается индикатор, сигнализирующий о том, что система готова к работе в выбранном режиме. Предыдущий режим отменяется, индикатор над ним гаснет.
При отработке кадра или программы в автоматическом или полуавтоматическом режимах для перехода в любой другой режим необходимо остановить отработку с помощью клавиши "СТОП" в группе клавиш управления
Режим ручного управления
Режим ручного управления вызывается кнопкой. Этот режим позволяет перемещать рабочие органы станка пользуясь клавишами управления стрелками и производить вывод рабочего органа станка в заданную точку по выбранной оси.
Перемещение от стрелок
В режиме «Ручной» органами управления станком являются клавиши управления.
Индикация ЖК-дисплея в Ручном режиме Выбор оси производится нажатием клавиш
Изменение скорости осуществляется клавишей
Задание "ноль" детали В режиме «Ручной» с помощью стрелок перемещения выводим в точку заданную в операционном эскизе и задаем "Ноль" детали в системе координат станка. Определение системы координат детали Задание нуля детали производятся отдельно по трем осям.
Автоматический режим
Индикация ЖК-дисплея в автоматическом режиме При наличии загруженной программы из этого режима можно запустить программу на выполнение а также перейти в начало программы или переместится к точке начала отработки при выполнении программы с заданного кадра. Запуск программы на выполнение происходит при нажатии клавиши «ПУСК». Остановить выполнение можно в любой момент (если выполняющийся кадр можно прерывать), нажав клавишу «СТОП». Если кадр нельзя прерывать, то останов произойдет не сразу, а после того как программа дойдет до кадра, на котором можно выполнить останов. Продолжение исполнения программы после останова осуществляется нажатием клавиши «ПУСК».
Переход в начало программы
При выполнении операции "Сброс" программа переходит на первый кадр. После команды «ПУСК» отработка программы будет вестись сначала.
Выполнение с N-кадра
Эта операция может использоваться при отработке длинных программ. Запомнив номер последнего отработанного кадра после выключения станка, можно не обрабатывать программу сначала, а установить отработку с этого кадра, выполнить выход на контур и продолжить выполнение. Следует учитывать, что подвод рабочего органа станка к траектории производится по прямой, поэтому этой операцией следует пользоваться, только если геометрия детали позволяет осуществить такой подвод.
Параметры выполнения
По шагам
Этот режим позволяет установить выполнение программы по шагам. Один шаг равен одному кадру управляющей программы, т.е. после выполнения очередного кадра выполнение программы останавливается в ожидании дальнейших действий оператора. Для продолжения выполнения нажмите "Пуск".
С кадра
N
Этот режим позволяет установить выполнение программы с кадра Nxxx.
Индикация ЖК-дисплея в режиме «Параметры выполнения» при установке выполнения программы с кадра N
Для активации этого режима необходимо выбрать пункт меню «ФУНК», стрелками выбираем соответствующий кадр. По нажатию клавиши «ПУСК» в автоматическом режиме будет производится отработка программы.
Просмотр программы
В этом режиме на ЖКИ выводится программа. В режиме «Просмотр программы» вносить изменения в программу нельзя.
Индикация ЖК-дисплея в режиме «Просмотр программы» С помощью клавиш управления можно переместиться на нужный кадр программы.
Запись технологических функций и циклов в программе Ниже приводится запись технологических функций и циклов в программе обработки детали с учетом параметров.
Список литературы
1. «Технология изготовления деталей на санках с ЧПУ и в ГПС»; А.Л. Дерябин; М.А. Эстерзон; Машиностроение 1989г.
2. «Автоматизация производства»; Б.В. Шандров; А.А. Шапарин; А.Д. Чудаков; Академия 2006г.
3. «Металлорежущие станки» Ю.М. Ермаков; Б.А. Фролов; Машиностроение 1985г.
4. «Приспособления для металлорежущих станков» А.К. Горошкин; Машиностроение 1979г.
5. «Роботизированные технологические комплексы и гибкие производственные системы в машиностроении»; Ю.М. Соломенцев; Машиностроение 1989г.
6. «Справочное пособие технолога машиностроительного завода»; Б.Белькевич; В. Тимашков; Беларусь 1972г.
7. «Технология машиностроения»; В.В. Данилевский; Высшая школа; 1972г.
8. Паспорт фрезерного станка Quantum BF 16/
9. Паспорт прибора TESA – Visio DCC 300
10. Паспорт сверлийного станка 2Н135
11. Интернет сайты:
http://ruzpolimer.3dn.ru
http://www.acm-service.ru
http://www.sapr.ru
12. Коростелева Е.М. «Экономика организация планирования машиностроительного производства» Высшая школа 1973г.
13. Егоров М.Е «Основы проектирования машиностроительных заводов» Высшая школа 1969г.
14. Великанов К.И, Власов Ф.В., Карандашева К.С. «Экономика и организация производства в дипломных проектах» Машиностроение 1972г.
15. Великанов К.И. «Определение экономической эффективности вариантов механической обработки деталей» Машиностроение 1970г.
16. М.А. Гончаренко « Налоги, что и как платить» Москва 1993г.
17. «Состав затрат по производству и реализации продукции» приложение к журналу «Финансы» Москва 1992г.
18. Методическое пособие по выполнению курсовой работы на тему: «Калькуляция себестоимости изготовления детали»
19. М.И. Плотницкий, «Курс экономической теории» 2003 год.
20. «Краткий справочник металлиста», Москва «Машиностроение» 1972г.
21. «Общемашиностроительные нормативы режимов резания», Москва «Машиностроение» 1967г.
22. «Общемашиностроительные нормативы времени», Москва «Машиностроение» 1974г.
|