| ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра прокатки
КУРСОВАЯ РАБОТА
По курсу управление качеством проката
Разработка способов обеспечивающих предупреждение и уменьшение вероятности возникновения дефекта «ржавчина», и автоматизированной системы для улучшение продольной разнотолщинности холоднокатаных полос.
курс 5 семестр 9
выполнил:
группа
студент
принял:
преподаватель
Липецк – г
Задание кафедры
Разработать способы, обеспечивающие предупреждение и уменьшение дефекта «ржавчина», и автоматизированную систему для улучшение продольной разнотолщинности холоднокатаных полос.
Аннотация
с. 15, рис. 3 , библ. 5 наим.
В данной курсовой работе рассмотрены причины и факторы, влияющие на возникновение дефекта прокатного производства – «ржавчина», и влияния технологии производства проката на продольную разнотолщинность холоднокатанных полос. Также в работе представлены способы и система автоматизированного регулирования, обеспечивающие уменьшение дефекта «ржавчина», и улучшение продольной разнотолщинности холоднокатаных полос.
Оглавление
c.
| 1.
|
Цель работы………………………………………………………………..
|
5
|
| 2.
|
Причинно-следственная диаграмма влияния технологических факторов производства проката на вероятность образования дефекта «ржавчина»……………………………………………………………….
|
6
|
| 3.
|
Причинно-следственная диаграмма влияния технологических факторов производства проката на продольную разнотолщинность холоднокатаных полос…………………………………………………………
|
7
|
| 4.
|
Выбор наиболее влияющих и одновременно управляемых технологических факторов производства проката влияющих на вероятность образования дефекта «ржавчина» и на формирование продольной разнотолщинности холоднокатанных полос…………………………
|
9
|
| 5.
|
Разработка способов обеспечивающих предупреждение и уменьшения вероятности образования дефекта «ржавчина»………………….
|
10
|
| 6.
|
Разработка автоматизированной системы, обеспечивающей улучшение продольной разнотолщинности холоднокатанных полос………..
|
11
|
| 6.
|
Заключение……………………………………………………………….
|
14
|
| Библиографический список………………………………………………….
|
15
|
1.
Цель работы
В данной работе рассмотрим причины возникновения дефекта прокатного производства – «ржавчина», и формирования продольной разнотолщинности холоднокатаной полосы. Разработаем способы, предупреждающие и уменьшающие вероятность образования данного дефекта, а так же способные улучшать продольную разнотолщинность холоднокатаных полос.
2. Причинно-следственная диаграмма влияния технологических факторов производства проката на вероятность образования дефекта «ржавчина»
1. плохое удаление кислоты и шлама с поверхности полосы после ванн промывки на травильных линиях;
2. недостаточная просушка поверхности полосы;
3. применение на прокатных или дрессировочных станах эмульсии, приготовленной на воде, содержащей соли хлоридов или сульфидов;
4. остатки эмульсии между витками рулонов;
5. длительное хранение металла перед технологическими операциями, особенно в атмосфере, содержащей следы сернистых соединений;
6. консервация готовой продукции маслами, не содержащими эффективных ингибиторов коррозии;
7. попадание влаги на полосу после травления;
8. плохая консервация листов;
9. недостаточная нейтрализация кислоты при промывке и несовершенная сушка полосы после травления;
10. быстрая смена температуры при хранении и транспортировке листов;
3. Причинно-следственная диаграмма влияния технологических факторов производства проката на продольную разнотолщинность холоднокатаных полос

1.
режим горячей прокатки;
2. колебание значения сопротивления деформации по длине полосы;
3. неравномерность химического состава по длине полосы;
4. неравномерность температуры по длине полосы;
5. неравномерность подачи тепла по ширине методической печи, при нагреве слябов перед прокаткой;
6. изменение количества подаваемого топлива или окислителя на горелки по ширине печи;
7. режим выплавки и разливки слябов;
8. изменение коэффициента трения;
9. изменение состава окалины по длине полосы;
10. биение валковой системы;
11. значительный износ рабочих поверхностей зубьев зацепления в линии привода валков прокатной клети;
12. эксцентриситет валков;
13. огранка поверхности валков;
14. резкое изменение условий трения между рабочими и опорными валками;
15. несоответствие величины параметров технологического процесса условию устойчивой работы стана, в связи с чем возникают затухающие или незатухающие колебания (автоколебания) рабочих валков стана;
16. изменение скорости прокатки по длине полосы;
17. эффективность САРТ стана горячей прокатки;
18. жесткость клети;
19. режим холодной прокатки;
20. эффективность САРТ стана холодной прокатки.
4. Выбор наиболее влияющих и одновременно управляемых технологических факторов производства проката влияющих на вероятность образования дефекта «ржавчина» и на формирование продольной разнотолщинности
холоднокатанных полос
Можно выбрать следующие наиболее влияющие на вероятность образования дефекта «ржавчина» и на формирование продольной разнотолщинности холоднокатанных полос факторы.
Для дефекта «ржавчина» это: плохое удаление кислоты и шлама с поверхности полосы после ванн промывки на травильных линиях, недостаточная просушка поверхности полосы, длительное хранение металла перед технологическими операциями, особенно в атмосфере, содержащей следы сернистых соединений.
На формирование продольной разнотолщинности наибольшее влияние оказывают разнотолщинный подкат и изменение межвалкового зазора.
Для эффективного управления продольной разнотолщинностью разработаем автоматизированную систему принцип работы который основан на управление изменением межвалкового зазора. Так же разработаем способы, для эффективного предупреждения и уменьшения вероятности образования дефекта «ржавчина».
5. Разработка способов обеспечивающих предупреждение и уменьшения вероятности образования дефекта «ржавчина»
Для эффективного предупреждение и уменьшения вероятности образования дефекта «ржавчина» необходимо применять следующие меры.
1) Рулоны и листы нужно хранить на сухом складе, где поддерживается равномерная температура. Травленые листы нужно тщательно нейтрализовать, промыть, просушить, а после травления промаслить. Не допускать попадания на листы влаги. Дефекты частично устраняется повторным травлением и дрессировкой.
2) Полностью удалять кислоту с поверхности полос травления путем тщательной промывки.
3) Тщательно просушивать полосу после промывки.
4) Полностью удалить эмульсию с поверхности полос до смотки в рулон.
5) Не допускать попадания влаги на поверхность полос.
6) Хранить металл перед дрессировкой, резкой и упаковкой не более суток.
7) Осуществлять качественную смазку листов и полос.
8) Для консервации полос применять смазки, эффективно защищающие поверхность металла от коррозии.
9) Не допускать хранение листов и полос вблизи агрессивных сред.
10) Постоянный контроль за процессом травления.
11) Профилактический осмотр оборудования.
6. Разработка автоматизированной системы,
обеспечивающей улучшение продольной разнотолщинности холоднокатаных полос
Система автоматического регулирования
толщины
(
САРТ
)
САРТ предназначена для автоматического регулирования и стабилизации толщины полосы по ее длине. Автоматическое регулирование толщины полосы осуществляется по схеме, аналогичной схеме САРТ стана 2030 ЛПП ОАО "НЛМК" [1] Разнотолщинность устраняется в двух первых клетях. При этом в первой клети регулирование толщины осуществляется регулировкой зазора между валками (а точнее поддержанием его неизменным), во второй — изменением натяжения между этими клетями за счет изменения скорости первой клети.
На рис.3 показана схема регулирования толщины полосы. Основной принцип регулирования — сохранение условия постоянства секундного объема металла, проходящего через клети стана. Фактически здесь применяется общепринятая в настоящее время стратегия регулирования, использующая два основных канала регулирования: изменение зазора и изменение натяжения. Такие системы, давно и успешно эксплуатируются на четырех- и пятиклетьевых отечественных станах холодной прокатки [5].
Комплекс подобных систем включает взаимосвязано и согласованно действующие: грубый регулятор, воздействующий на толщину полосы в первой клети через нажимное устройство функции отклонения толщины за первой клетью; тонкий регулятор, компенсирующий изменения натяжения, ошибки толщины; систему регулирования натяжений, воздействующую через нажимные устройства клетей. Фактически отработка управляющих сигналов тонкого регулятора осуществляется через систему регулирования натяжений.
Как видно из рис.3, все отмеченное нашло отражение в системе регулирования технологических параметров пятиклетьевого стана холодной прокатки.
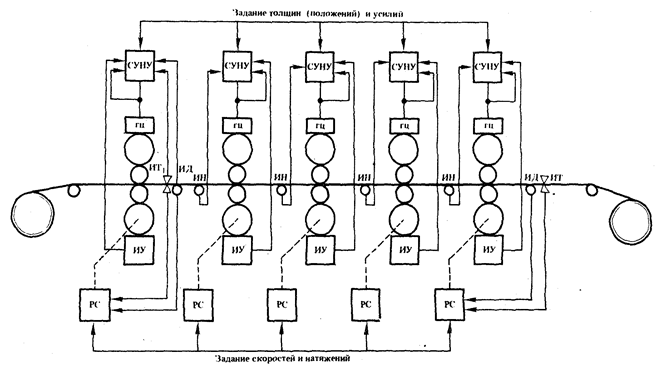
Структурная схема регулирования толщины
Рис.3.
СУНУ
—система управления нажимным устройством; ГЦ
—гидроцилиндр; ИТ —
измеритель толщины; ИД—
измеритель длины; ИН —
измеритель натяжения; ИУ —
измеритель усилия; PC — регулятор скорости
Так, как стан оборудован гидравлическими нажимными устройствами, среднее быстродействие которых в несколько десятков раз выше, чем быстродействие электромеханических нажимных устройств. Отсюда сокращение переходных процессов и ослабление динамических аспектов в регулировании, т.е. по отношению к большинству возмущений гидронажимное устройство можно рассматривать как статическое звено, в то врем как электромеханическое устройство будет по отношению к ним звеном динамическим. Во-вторых, благодаря тиристорному питанию, совершенствованию схем управления двигателями, уменьшению их маховых масс снижаются, постоянны времени главного привода и повышается его быстродействие. В-третьих, благодаря указанным мерам существенно повышается точность задания и отработки как зазоров, так и скоростей по клетям стана в статическом и динамическом режимах ра
боты.
Система действует следующим образом. Толщина полосы за первой клетью контролируется толщиномером. Его показания сравниваются с заданной уставной и в зависимости от отклонения формируется управляющий сигнал на изменение зазора в пepвой клети. Этот сигнал отрабатывается через систему регулирования давления в гидроцилиндрах первой клети. Неотработанные в первой клети ошибки передаются на последующие клети и устраняются изменением скорости и натяжений в межклетьевых промежутках. Так, если толщина во второй клети возросла на 1% по отношению к заданной (это означает, что h
1
на 1 % более номинальной), то скорость V
1
, уменьшается на столько же, так что секундный объем сохраняется постоянным. Изменение натяжения в первом промежутке, вызываемое замедлением первой клети, компенсируется соответствующим уменьшением зазора во второй клети и т. д. Отклонения толщины на выходе стана, измеряемые толщиномером за пятой клетью, воздействуют на скорость пятой клети. Регулирование натяжения полосы за пятой клетью также осуществляется изменением скорости в этой клети.
Таким образом, грубое регулирование толщины осуществляется в первой клети изменением зазора, а тонкое регулирование толщины за пятой клетью— изменением скорости пятой клети, приводящим к изменению натяжения между клетями 4 и 5 При регулировании толщины компенсируется эксцентриситет валков. Незначительные и медленно меняющиеся ошибки толщины устраняются при коррекции режим прокатки. При прокатке тонких полос обжатие в пятой клети может быть весьма малым и тогда в пятой клети поддерживается постоянное усилие, а толщина регулируется в четвертой клети воздействием на скорость четвертой клети. Скорость пятой клети при этом изменяется так, чтобы сохранить усилие в пятой клети. Кроме того, в этом случае для регулирования толщины пятой клети используются нажимные устройства четвертой клети. Система регулирования толщины в качестве датчике использует изотопные толщиномера, установленные во всех промежутках и за последней клетью. Толщиномеры гарантируют надежность измерения толщины не ниже чем ± 0,3 % постоянные времени не более 100 мс.
Заключение
В заключение можно сделать следующие вывод - применение разработанных способов и системы может существенно снизит вероятность образования дефекта «ржавчина», и позволит улучшить продольную разнотолщинность холоднокатаных полос.
Библиографический список
1. Современный цех холодной прокатки углеродистых сталей/ Франценюк И.В., Железнов Ю.Д., Кузнецов Л.А.
, и др. – М.: «Металлургия», 1984, - 154 с.
2. Архангельский В.И., Васечкин В.И
. АСУ листопрокатных станов – М.: «Металлургия», 1994, - 335 с.
4. Технология прокатного производства. Учебник для вузов/ Груднев А.П., Машкин Л.Ф., Ханин М.И.
–М.: «Металлургия», 1994, - 656 с.
5. Дружинин Ю.Д.
Непрерывные станы как объект автоматизации. – М.: «Металлургия», 1975, - 336 с.
|